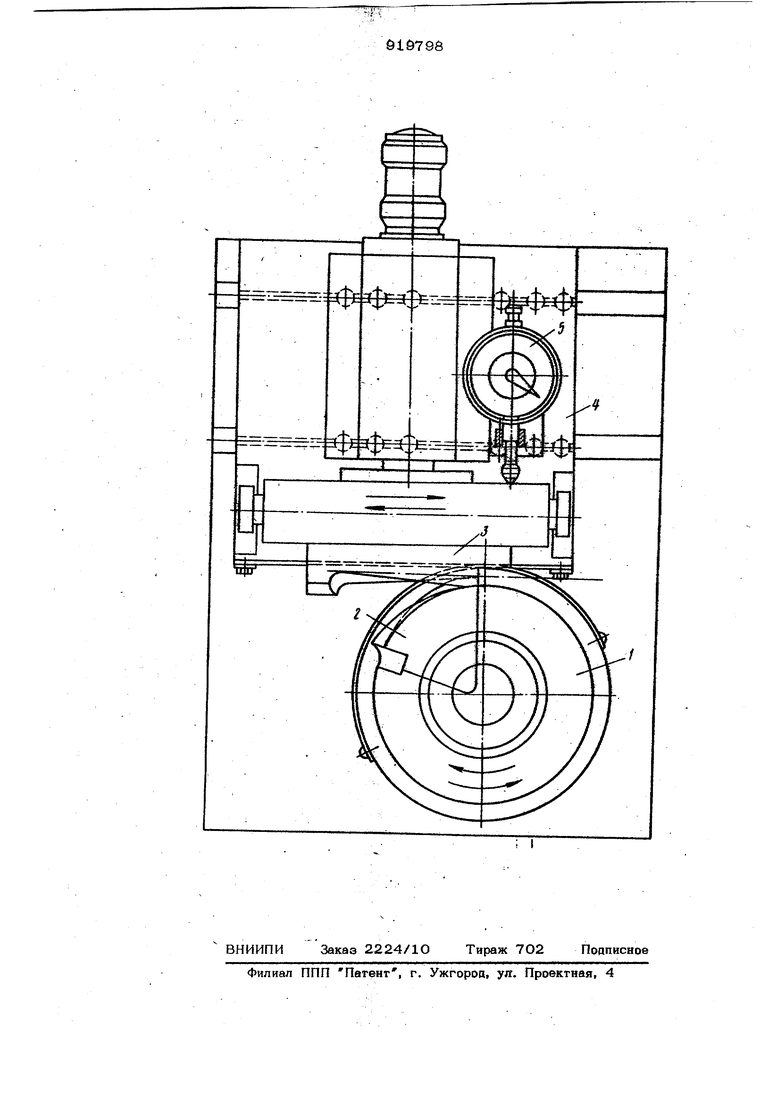
(54) СПОСОБ ПОЛУЧЕНИЯ РАБОЧЕГО ПРОФИЛЯ СЕКТОРНОЙ ВСТАВКИ ДЛЯ ВАЛЬЦОВКИ ЛОПАТОК ТУРБОМАШИН Изобретение относится к обработке металлов давлением и может быуь использовано при вальцовке лопаток турбомашин с помощью профильных секторных вставок. Известен способ получения рабочего Щ)офиля секторной вставки для вальцовки лопаток турбомашины, при котором осуществляют обработку профильной поверхности и заходной поверхности l. Недостатком известного способа является то, что при изготовлении лопаток турбомашин секторными вставками, полученными известным способом, образуются дефекты на поверхности лопаток из-за не соответствия формы заходной поверхности секторных вставок форме сопряжения ло- iriaTKH, что снижает качество готовых лопаток.. Известен также способ получения рабочего 1)офиля секторной вставки для вальцовки лопаток турбомашин, при котором осуществляют обработку профильной поверхности и заходной-поверхности секторной вставки 2. Однако секторными вставками, полученными известным способом, вальцевание лопаток выполняют на расстоянии 0,5О,75 величины радиуса сопряжения пера и хвостовика лопатки с последующей. доработкой участка сопряжения, а это снижает гфоизводительность изготовления лопаток. Целью изобретения является повышение производительности и качества готовых изделий. Поставленная цель достигается тем, что согласно способу получения рабочего профиля секторной вставки для вальцовки лопаток трубомашин, при котором поочередно обрабатывают профильную и заходную поверхности секторной вставки, после поочередной обработки профильной и заходной поверхностей осуществляют их совместное пластическое деформирование, хфичем в зону деформации вводят эталонную деталь и, используя ее как инструмент, обкатывают секторную вставку в ОДИН проход до ПОЛНОГО совмещения конт ров эталонной детали с профнльной и ааходной поверхностями секторной встав- ки во всех точках касания.: На чертеже изображена схема обкатки профильной и заходной поверхностей секторной вставки по эталонной детали. Обкатку гфофияьной и заходной ftoверхностей секторной вставки по эталонной детали осуществляют на приспособле НИИ, состоящем из поворотного диска 1, на котсфом закреплена секторная вставка 2, эталонной детали 3, установленной на базовой плоскости каретки 4, инд исатора 5. Каретка с установленной на ней эталонной деталью имеет возможность , перемещаться по направляющим. Осуществляется вальцевание участка сопряжения профиля пера лопаток ком)пре cqpa с длиной 8О мм, хордой 30 мм и радиусом участка. сопряжения 3 мм. Материал лопаток - титановый :сш1ав ВТ-8. Припуск на вальцевание по перу и участку сопряжения составляет 0,4 мм. Вальцевание выполняют на установке для холодного вальцевания типа УВЛ 1ОО-6. Перед началом вальцевания лопаток производят обработку секторной вставди. Обработку осуществляют следующим образом., Предварительно обрабатывают на Щ)офйлешлифовальном станке профильную и заходную поверхности секторной вставки, оставляя тфи этом острой кромку заходной поверхности. Затем секторную вставку 2 устанавливают на поворотный диск 1 Ериспособления и вводят в контакт с эталонной деталью 3, фиксируя взаимное положение соответствующих сечений по базовым поверхностям. После чего, покрыв красителем эталонную деталь, производят обкатку до получения отпечатка красителя на поверхностях профильной и заходной частей секторной вставки, при этом обкатку по эталонной детали гфоиаводят в пределах длины дуги секторной вставки, начиная с ее заходной поверхности. Затем снимают секторную . встэвку с 15)испособления и в местах отпечатка красителя .щзоизводят обработку. Операцию сбкатки и обработки поверхностей профильной и ааходной частей секторной вставки продолжают до Полного совмещения контуров эталонной детали и секторной вставки во всех точках касания, при этом индикатор 5, установленный. на торце каретки 4, пока, зывает отклонение при обкатке секторной вставки и эталонной детали в пределах 0,02. После вальцевания лопаток данным способом на участке сопряжения дефектов не обнаружено. Использование секторных вставок, полученных данным способом позволяет увеличить в два раза щюизводительность обработки лопаток за счет вальцевания в одном технологическом цикле пера лопатки и участка сопряжения; повысить качество изготовляемых лопаток и стабильность их геометрических параметров за счет исключения дополнительной операции по доработке участка сопряжения. Формула изобр е т е н и я Способ получения рабочего профиля секторной вставки для вальцовки лопаток турбомашин, при котором поочередно обрабатывают гфофильную и заходную поверхности секторной вставки, отличающийся тем, что, с целью повышения производительности и качества готовых изделий, после поочередной обработки профильной и заходной поверхностей осуществляют их совместное пластическое деформирование, причем в зону деформации вводят эталонную деталь и, используя ее как инструмент, обкатывают секторную вставку в один 15)оход до полного совмещения контуров эталонной детали с профильной и заходной поверхностями секторной вставки во всех точках касания. Источники 1инфс мацйи, 1ринятые во внимание прк экспертизе 1.Лебедев В. М. Анализ процесса фсумирования сопряжения пера с замком при холодной вальцовке лопаток. - Авиационная гфомыщленность, 1978, № 4, с. 18.. 2.Брискин Б. Е., Лебедев В. МРасчет, проектирование и изготовление оснастки для холодного вальцевания на станке ВС-2. - Сб. Вальцевание и прокатка 1ФИ изготовлении лопаток ГТД, Материалы совещания, НИАТ, 1977 (1фототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения рабочего профиля секторной вставки для вальцовки лопаток турбомашин | 1979 |
|
SU1044396A1 |
| Устройство для холодной вальцовки профиля пера лопатки | 1980 |
|
SU927408A2 |
| Устройство для вальцовки лопаток с косым участком | 1989 |
|
SU1738453A1 |
| Пресс-форма для изготовленияВыплАВляЕМыХ МОдЕлЕй | 1979 |
|
SU816667A1 |
| Способ шлифования пера лопаток | 1981 |
|
SU986740A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК | 1981 |
|
SU1007271A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 1990 |
|
RU2013179C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК | 2004 |
|
RU2256527C1 |
| Способ изготовления лопаток турбомашин с заданным пределом выносливости | 1981 |
|
SU1006034A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ТОРЦА ПЕРА ЛОПАТКИ ТУРБОМАШИНЫ С ФОРМИРОВАНИЕМ ЩЕТОЧНОГО УПЛОТНЕНИЯ | 2010 |
|
RU2479400C2 |