Изобретение относится к области металлургии и может быть использовано для получения сплавов цветных металлов.
Известен способ введения легирующих компонентов при формировании расходуемого электрода, включающий прямое введение легирующих компонентов в расходуемый электрод в виде компактных частиц разного фракционного состава: штабики, проволока, стружка (Плавка и литье титановых сплавов./Под ред. Александрова В.К. и др. М.: Металлургия, 1994, с.124). Недостатком такого способа легирования является их неполное растворение в процессе плавки, что приводит к образованию в слитках большого числа включений, сохраняющихся при повторном переплаве, и, как следствие - к снижению качества выплавленных слитков.
Известен способ введения легирующих компонентов при формировании расходуемого электрода для выплавки титанового или циркониевого сплава (патент JP 58161735, опубликован 26.09.1983), при котором внутри брикета по его центру размещают предварительно скомпактированную смесь легирующего компонента и основы сплава в виде губки. При этом ее высота должна быть не менее половины высоты брикета. Недостатком данного способа является необходимость предварительного приготовления легирующих смесей и их компактирование, к тому же следует учитывать неизбежные потери порошковых составляющих в виде просыпи при компактировании сыпучих порошковых смесей из компонентов разного фракционного состава. Кроме того, установка в центр засыпанной в матрицу пресса шихты требует дополнительных трудозатрат.
Наиболее близким аналогом является способ получения расходуемого электрода, включающий приготовление шихты, содержащей губчатый металл, засыпку шихты в матрицу пресс-формы и порционное прессование шихты (RU 2015845 С1, МПК B22F 3/02, B22F 3/20, 15.07.1994). Способ позволяет за счет перераспределения фракций шихты при движении по желобу после перемешивания в смесителе разместить мелкую фракцию губки и лигатуры размером 0,5-5 мм, обладающих высокими прочностными свойствами, в центральной части электрода (выемке фигурной рабочей части пресс-штемпеля), тем самым повышая прочностные характеристики электрода (снижается образование трещин на поверхности электрода). Однако такой способ изготовления электрода не позволяет сосредоточить в его центральной части порошкообразные легирующие компоненты вследствие их налипания на стенки оборудования при перемешивании в смесителе и движении по желобу. К тому же такой способ формирования электрода не обеспечивает исключения неконтролируемых потерь порошков легирующих компонентов и значительной неоднородности их распределения по длине электрода.
Задачей, решаемой с помощью данного изобретения, является формирование расходуемого электрода на основе губчатого металла без потерь легирующих компонентов при их однородном распределении по длине электрода.
Технический результат достигается тем, что в предлагаемом способе, включающем приготовление шихты, содержащей губчатый металл, засыпку шихты в матрицу пресс-формы и порционное прессование шихты на вертикальном прессе, шихту в матрицу засыпают в количестве, определяемом соотношением:
К·D2≤Мзас≤Мбр-К·D2,
где К - поправочный коэффициент, К=0,01 кг/см2;
D - диаметр матрицы пресс-формы, см;
Мзас - масса предварительной засыпки, кг;
Мбр - масса брикета, кг;
проводят предварительное прессование при усилии 15-50% от усилия рабочего прессования, затем засыпают навеску порошков легирующих компонентов и оставшуюся часть шихты и проводят прессование при рабочем усилии с получением брикета, и из полученных брикетов формируют электрод.
Засыпку порошков легирующих компонентов и оставшейся части шихты можно осуществлять по частям последовательно в несколько слоев. При этом возможно проводить предварительное прессование при усилии 15-50% от усилия рабочего прессования каждого слоя шихты, кроме последнего, который прессуют при рабочем усилии.
В состав шихты, кроме губчатого материала, может входить оборотный металл и/или йодидный металл.
Масса брикета определяется высотой матрицы пресс-формы и усилием прессования, обеспечивающим механическую прочность брикета.
Масса смеси в количестве менее 0,01D2 кг и усилие предварительного прессования менее 15% от рабочего усилия не обеспечивают плотности пропрессовки, достаточной для предотвращения просыпания на нижний пуансон порошков легирующих компонентов. Усилие предварительного прессования, составляющее более 50% от усилия окончательного прессования, не оказывает дополнительного эффекта и увеличивает время цикла прессования.
Способ осуществления приведен на примере получения циркониевых сплавов из расходуемых электродов с применением вертикального гидравлического пресса.
Пример 1. Прессование брикетов из двойной шихты (губка и йодидный металл) и легирующего порошка ниобия. Диаметр матрицы пресс-формы 20 см. Масса брикета 18,75 кг. Расчетная масса предварительной засыпки губки и йодидного металла от 4 до 14,75 кг.
Формирование брикета осуществляли по схеме: засыпка 4,57 кг смеси губки и йодидного металла; предварительное прессование при усилии 50% от рабочего; засыпка 50% навески порошка ниобия и 50% массы смеси губки и йодидного металла; предварительное прессование при усилии 50% от рабочего; засыпка 50% навески порошка ниобия и оставшейся смеси губки и йодидного металла; окончательное прессование при рабочем усилии 520 тс.
Брикеты собирали в столбики, и сформированный таким образом расходуемый электрод плавили двойным переплавом (электронно-лучевой и вакуумно-дуговой).
Пример 2. Прессование брикетов из двойной шихты (губка и оборотный металл в виде стружки) и легирующих порошков ниобия, олова, железа и диоксида циркония. Диаметр матрицы пресс-формы 23 см. Масса брикета 20,75 кг. Расчетная масса предварительной засыпки шихты от 5,29 до 15,46 кг.
Схема прессования: засыпка 10,16 кг смеси губки и стружки, предварительное прессование при усилии 15% от рабочего; засыпка всей смеси порошков ниобия, олова, железа и диоксида циркония; засыпка оставшейся смеси губки и стружки; окончательное прессование при рабочем усилии 530 тс.
Брикеты собирали в столбики и обвязывали прутками йодидного металла. Сформированный таким образом расходуемый электрод плавили двойным вакуумно-дуговым переплавом.
Пример 3. Прессование брикетов из двойной шихты (губка и оборотный металл в виде стружки) и легирующего порошка ниобия. Диаметр матрицы пресс-формы 23 см. Масса брикета 20,75 кг. Расчетная масса предварительной засыпки шихты от 5,29 до 15,46 кг.
Схема прессования: засыпка 10,3 кг смеси губки и стружки, предварительное прессование при усилии 16% от рабочего; засыпка всей навески порошка ниобия; засыпка оставшейся смеси губки и стружки; окончательное прессование при рабочем усилии 500 тс.
Брикеты собирали в столбики и обвязывали прутками йодидного циркония. Сформированный таким образом расходуемый электрод плавили двойным вакуумно-дуговым переплавом.
Пример 4. Прессование брикетов из двойной шихты (губка и оборотный металл в виде стружки) и легирующих порошков ниобия, олова, железа и пентаоксида ниобия. Диаметр матрицы пресс-формы 23 см. Масса брикета 16,6 кг. Расчетная масса предварительной засыпки шихты от 5,29 до 11,31 кг.
Схема прессования: засыпка 6,0 кг смеси губки и стружки, предварительное прессование при усилии 15% от рабочего; последовательная засыпка 50% смеси порошков ниобия, олова, железа и пентаоксида ниобия, 30% смеси губки и стружки; 50% смеси порошков ниобия, олова, железа и пентаоксида ниобия; оставшаяся смесь губки и стружки; окончательное прессование при рабочем усилии 530 тс.
Брикеты собирали в столбики и обвязывали прутками йодидного циркония. Сформированный таким образом расходуемый электрод плавили двойным вакуумно-дуговым переплавом.
Кроме того, по способу наиболее близкого аналога провели прессование брикетов диаметром 23 см массой 18,41 кг из двойной шихты на основе циркониевой губки с добавкой оборотного металла в виде стружки и легированием порошком ниобия. Губку вместе с порошком ниобия засыпали в матрицу пресс-формы и прессовали при рабочем усилии 510 тс. После выталкивания брикета на нижнем пуансоне оставалась просыпь порошка ниобия. Брикеты собирали в столбики и обвязывали прутками йодидного циркония. Сформированный таким образом расходуемый электрод плавили двойным вакуумно-дуговым переплавом.
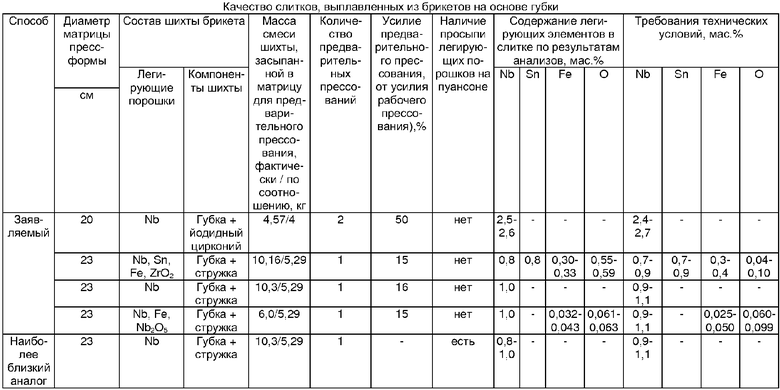
В таблице приведено содержание легирующих элементов в слитках второго переплава, выплавленных из спрессованных по вышеприведенным схемам брикетов. Из нее видно, что спрессованные по заявляемому способу брикеты обеспечили однородное содержание легирующих элементов в слитках в пределах требований технических условий, тогда как прессование брикетов по наиболее близкому аналогу привело к получению некондиционного металла (по содержанию ниобия).
Приведенные результаты свидетельствуют о решении поставленной задачи и получении нового технического результата: создание способа формирования расходуемого электрода, исключающего потери легирующих компонентов при получении сплавов на основе губки.
Предложенный способ может быть применен в промышленном производстве слитков сплавов, основу шихты которых составляет губчатый материал.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления слитков циркониевых сплавов | 2022 |
|
RU2800271C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ ИЗ СПЛАВОВ ЦИРКОНИЯ НА ОСНОВЕ МАГНИЕТЕРМИЧЕСКОЙ ГУБКИ | 2018 |
|
RU2700892C2 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ ЦИРКОНИЙ-НИОБИЕВОГО СПЛАВА, МИКРОЛЕГИРОВАННЫХ ЖЕЛЕЗОМ И КИСЛОРОДОМ | 2007 |
|
RU2365643C2 |
| Способ получения лигатуры цирконий-ниобий | 2022 |
|
RU2796507C1 |
| СПОСОБ ПОЛУЧЕНИЯ РАСХОДУЕМОГО ЭЛЕКТРОДА | 2002 |
|
RU2234543C2 |
| СПОСОБ ПОЛУЧЕНИЯ СПЛАВОВ НА ОСНОВЕ ЦИРКОНИЯ | 2005 |
|
RU2302476C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННОГО РАСХОДУЕМОГО ЭЛЕКТРОДА ДЛЯ ВАКУУМНО-ДУГОВОЙ ПЛАВКИ | 1992 |
|
RU2048274C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСХОДУЕМОГО ЭЛЕКТРОДА ДЛЯ ВЫПЛАВКИ СЛИТКОВ ВЫСОКОЛЕГИРОВАННЫХ ТИТАНОВЫХ СПЛАВОВ | 1991 |
|
RU2015845C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИНТЕРМЕТАЛЛИДНЫХ СПЛАВОВ НА ОСНОВЕ АЛЮМИНИДА ТИТАНА С ПОВЫШЕННЫМ СОДЕРЖАНИЕМ НИОБИЯ | 2014 |
|
RU2576288C1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ПРЕССОВАНИЯ РАСХОДУЕМОГО ЭЛЕКТРОДА | 1991 |
|
RU2030253C1 |
Изобретение относится к металлургии, в частности для формирования расходуемого электрода на основе губчатого металла. Может использоваться для получения сплавов цветных металлов. Предварительно в пресс-форму засыпают шихту без легирующих компонентов в количестве, определяемом соотношением:
K·D2<Мзас<Мбр-К·D2, где К - поправочный коэффициент, К=0,01 кг/см, D - диаметр пресс-формы, см, Мзас - масса предварительной засыпки, кг, Мбр - масса брикета, кг. Проводят предварительное прессование при усилии 15-50% от рабочего усилия прессование. Затем засыпают последовательно навеску порошков легирующих компонентов, оставшуюся часть шихты, проводят прессование при рабочем усилии и из полученных таким образом брикетов формируют расходуемый электрод. Способ позволяет исключить потери порошков легирующих добавок и получать однородные по химическому составу слитки. 3 з.п. ф-лы, 1 табл.
1. Способ получения расходуемого электрода на основе губчатого металла, включающий приготовление шихты, содержащей губчатый металл, засыпку шихты в матрицу пресс-формы и порционное прессование шихты на вертикальном прессе, отличающийся тем, что в матрицу засыпают шихту в количестве, определяемом соотношением:
K·D2<Мзас<Мбр-K·D2,
где K - поправочный коэффициент, K=0,01 кг/см;
D - диаметр пресс-формы, см;
Мзас - масса предварительной засыпки, кг;
Мбр - масса брикета, кг,
проводят предварительное прессование при усилии 15-50% от рабочего усилия прессования, затем засыпают навеску порошков легирующих компонентов и оставшуюся часть шихты и проводят прессование при рабочем усилии с получением брикета, причем из полученных брикетов формируют электрод.
2. Способ по п.1, отличающийся тем, что засыпку порошков легирующих компонентов и оставшейся части шихты осуществляют по частям последовательно в несколько слоев, при этом прессование при рабочем усилии проводят после засыпки последнего слоя шихты.
3. Способ по п.2, отличающийся тем, что после засыпки каждого слоя шихты, кроме последнего слоя, проводят предварительное прессование.
4. Способ по любому из пп.1-3, отличающийся тем, что готовят шихту, содержащую губчатый и оборотный или йодидный металл.
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСХОДУЕМОГО ЭЛЕКТРОДА ДЛЯ ВЫПЛАВКИ СЛИТКОВ ВЫСОКОЛЕГИРОВАННЫХ ТИТАНОВЫХ СПЛАВОВ | 1991 |
|
RU2015845C1 |
| СПОСОБ ПОЛУЧЕНИЯ РАСХОДУЕМОГО ЭЛЕКТРОДА | 2002 |
|
RU2234543C2 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ПРЕССОВАНИЯ РАСХОДУЕМОГО ЭЛЕКТРОДА ИЗ ШИХТОВЫХ МАТЕРИАЛОВ ТИТАНОВЫХ СПЛАВОВ | 1995 |
|
RU2090310C1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| CN 1912160 A, 14.02.2007 | |||
| Шлакообразующая смесь для получения легированного чугуна | 1983 |
|
SU1110807A1 |
| GB 1191193 A, 06.05.1970. | |||

