Область техники
[1] Настоящее изобретение относится к изогнутой сотовой структуре и способу ее производства. Более конкретно настоящее изобретение относится к изогнутой сотовой структуре, которая имеет небольшую массу и выполнена из композитного материала для придания изогнутой формы, и способу ее производства.
[2] Уровень техники
[3] Сотовая структура является сверхлегким материалом и оценивается как один из наиболее важных композитных материалов 21 века. В частности, сотовая слоистая структура имеет превосходные свойства по сравнению с другими материалами в смысле отношения прочности к массе. В результате сотовая структура широко используется в таких областях, как авиационная и космическая промышленность, судостроение, автомобильная промышленность, строительная промышленность, электроника, производство товаров для спорта и отдыха и т.д., т.е. там, где требуются легкие и прочные материалы.
[4] В общем, сотовая структура образуется в результате производства квадратного блока основы и последующей резки блока для придания ему требуемой формы способом, раскрытым в патенте США №2518164 с названием "Устройство для производства композитного листового материала", который представляет собой способ создания гофрированной поверхности, или способом, раскрытым в патенте США №2983640 с названием "Способ изготовления сот", который представляет собой так называемый способ расширения. В этом отношении, хотя получить квадратную сотовую основу путем горизонтальной резки и несложно, трудно получить изогнутую сотовую структуру путем резки квадратной сотовой основы для придания ей изогнутой формы.
[5] Согласно одному из способов производства изогнутой сотовой структуры планарную сотовую структуру изгибают, разрезают или соединяют для получения изогнутой формы. Например, в способе, раскрытом в патенте США №6272897 с названием "Способ придания сотовым панелям сложных изогнутых форм", слоистая сотовая панель помещается в определенную пресс-форму и затем обжимается прессом для образования изогнутой сотовой структуры. Однако в данном случае, когда слоистая сотовая панель сжимается прессом, торцевой лист слоистой сотовой панели часто рвется. Таким образом, для решения этой проблемы необходимо найти способ укрепления порванной части путем наложения на нее нового торцевого листа после прессования. Кроме того, при работе пресса шестиугольные ячейки в обжимаемой части разрушаются или удлиняются, этим еще больше уменьшая прочность сотовой структуры.
[6] В качестве еще одного примера, в способе, раскрытом в патенте США №5126183 с названием "Изогнутая облицовка, содержащая сотовый материал основы со складками на одной кромке", изогнутая сотовая основа выполнена так, чтобы на одной стороне сотовой основы во время ее производства образовались складки перед производством слоистой сотовой структуры и чтобы на другой ее стороне такие складки не образовались и длина одной стороны сотовой основы отличалась от длины другой стороны. Однако даже в этом случае, поскольку направление изгиба сотовой основы ограничено только в одном направлении, существует проблема выполнения различных форм сотовой структуры.
[7] В производстве некоторых компонентов с использованием сотовой структуры, например, компаниями Hexcel Corporation и Cellbond Corporation в США или EURO-Composite Corporation в Европе, которые являются крупнейшими компаниями в области производства сотовых структур, многие способы производства компонентов, такие как резка, изгибание, склеивание и т.п., выполняются в зависимости от знаний специалистов, этим уменьшая скорость производства и повышая производственные издержки. Кроме того, после резки или машинной обработки сотовой основы остается большое количество снятого материала, поэтому производительность производства таких компонентов снижается по сравнению с количеством материала, полученного для производства компонентов, что увеличивает стоимость последних.
[8] Настоящее изобретение направлено на производство изогнутой сотовой структуры путем усовершенствования способа производства сотовой структуры. раскрытого в полезной модели Республики Корея с регистрационным номером 0350066, имеющей название "Способ производства сотовой структуры", и полезной модели Республики Корея с регистрационным номером 0354808, имеющей название "Сотовая панель", которые обе выданы заявителю настоящего изобретения и содержат этапы прессования или вакуумного формования металлических или пластиковых пластин для образования верхней и нижней пластин с шестиугольными ячейками, причем каждая из них имеет опоры шестиугольных ячеек, выполненные на ней, входящие в зацепление и соединяющиеся между собой, и этап прикрепления торцевых листов к противоположным поверхностям верхней и нижней пластин для получения сотовой структуры.
[9] Краткое описание изобретения
Техническая задача
[10] Как таковой традиционный способ производства изогнутой сотовой структуры путем механического изгибания, резки или склеивания планарных сотовых структур имеет недостаток, заключающийся в том, что торцевой лист сотовой структуры рвется; традиционный способ производства изогнутой сотовой структуры путем сжатия слоистой сотовой панели прессом имеет тот недостаток, что шестиугольные ячейки разрушаются, в результате чего уменьшается прочность сотовой структуры; традиционный способ производства изогнутой сотовой структуры путем формирования складок на одной стороне сотовой основы и последующего изгибания сотовой основы имеет тот недостаток, что, поскольку направление изгибания ограничено одной стороной, трудно получить сотовые структуры разных форм; и традиционный способ производства изогнутой сотовой структуры путем резки, изгибания и склеивания имеет тот недостаток, что ухудшается производительность в результате повышенного расхода материала. Поэтому настоящее изобретение направлено на устранение вышеуказанных недостатков, и его цель заключается в создании изогнутой сотовой структуры, которую можно легко производить в различных формах, используя конкретную пресс-форму для получения требуемой модели.
[11] Техническое решение
[12] В соответствии с одним аспектом настоящего изобретения вышеуказанная и другие цели могут быть достигнуты путем создания изогнутой сотовой структуры, содержащей верхнюю и нижнюю пластины из металла или пластика, имеющие изогнутую форму, образованную в пресс-форме, опоры шестиугольных ячеек, выступающие вверх и вниз с поверхностей верхней и нижней пластин, выполненные по выступам и впадинам на поверхностях пресс-форм для форм опор шестиугольных ячеек соответственно, так чтобы опоры шестиугольных ячеек на верхней и нижней пластинах входили в зацепление и склеивались между собой для образования сотовой структуры, и изогнутые верхний и нижний торцевые листы, выполненные из разных материалов и прикрепленные к противоположным поверхностям верхней и нижней пластин там, где опоры шестиугольных ячеек не выполнены.
[13] В соответствии с еще одним аспектом настоящего изобретения предлагается способ производства изогнутой сотовой структуры, содержащий этапы позиционирования соответствующих плоских пластин из металла или пластика между полуформами пресс-формы, имеющими изогнутую форму, последующего сжатия плоских пластин для формирования соответствующих изогнутых пластин, позиционирования изогнутых пластин между полуформами пресс-формы, имеющими выступы и впадины с формой опор шестиугольных ячеек, последующего сжатия изогнутой пластины прессом или установкой вакуумного формования для образования опор шестиугольных ячеек на поверхности каждой изогнутой пластины, размещения изогнутых пластин друг против друга, как верхней пластины с шестиугольными ячейками и нижней пластины с шестиугольными ячейками, последующего соединения и склеивания опор шестиугольных ячеек верхней и нижней пластин между собой для образования изогнутого сотового блока и прикрепления верхнего и нижнего торцевых листов из разных материалов к противоположным поверхностям верхней и нижней пластин в местах, где опоры шестиугольных ячеек не выполнены.
[14] Преимущества
[15] Как видно из вышеприведенного описания, согласно настоящему изобретению соответствующие плоские пластины из металла или пластика помещают между полуформами пресс-формы, имеющими выступы и впадины, соответствующие формам опор шестиугольных ячеек, и сжимают до изогнутой пластины, используя пресс или установку вакуумного формования для создания опор шестиугольных ячеек в форме сот на поверхности каждой изогнутой пластины, после чего соединяют и склеивают между собой опоры шестиугольных ячеек верхней и нижней пластин с шестиугольными ячейками, этим легко получая изогнутую сотовую структуру. В результате шестиугольные ячейки не разрушаются и не расширяются и прочность сотовой структуры в сущности равна прочности плоской пластины. Кроме того, можно формовать изогнутую пластину в разных формах и повышать производительность без увеличения расхода материала.
[16] Краткое описание чертежей
[17] Вышеуказанные и другие цели, признаки и другие преимущества настоящего изобретения будут более понятны из нижеприведенного подробного описания, взятого вместе с прилагаемыми чертежами, на которых:
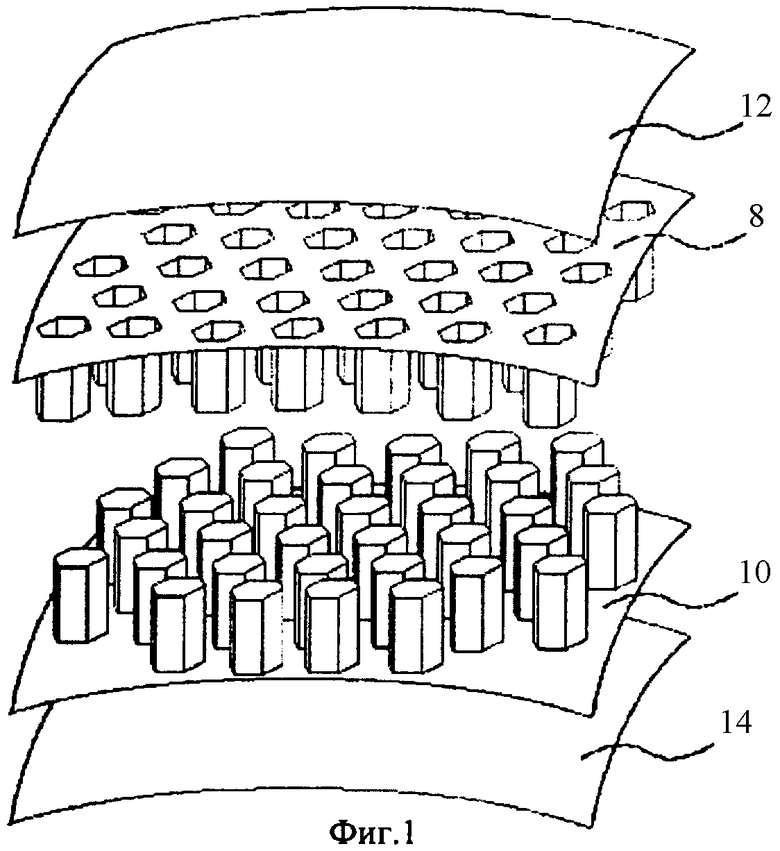
[18] Фиг.1 является перспективным изображением изогнутой сотовой структуры настоящего изобретения с пространственным разделением деталей;
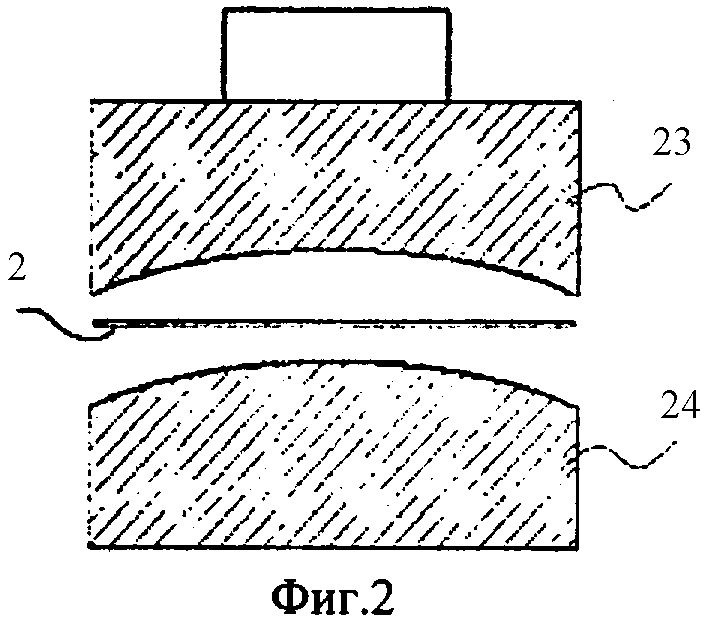
[19] Фиг.2 является видом сбоку, иллюстрирующим состояние, в котором плоская пластина для изготовления изогнутой пластины размещена между вогнутой верхней полуформой и выпуклой нижней полуформой;
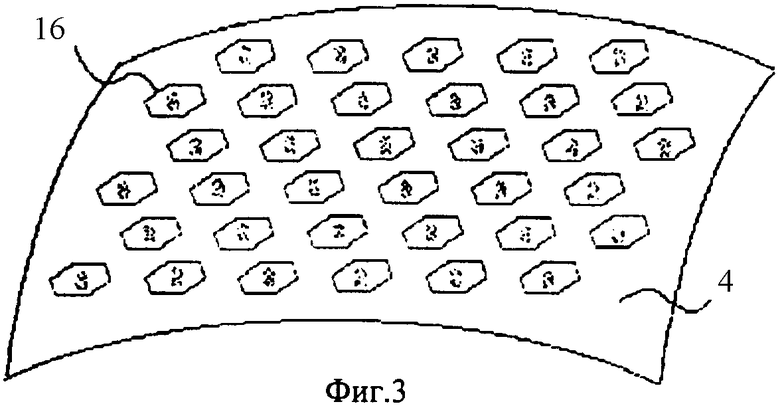
[20] Фиг.3 является перспективным видом изогнутой пластины, полученной с помощью полуформ пресс-формы, показанных на Фиг.2, на которой отмечены места выполнения направленных вниз опор шестиугольных ячеек;
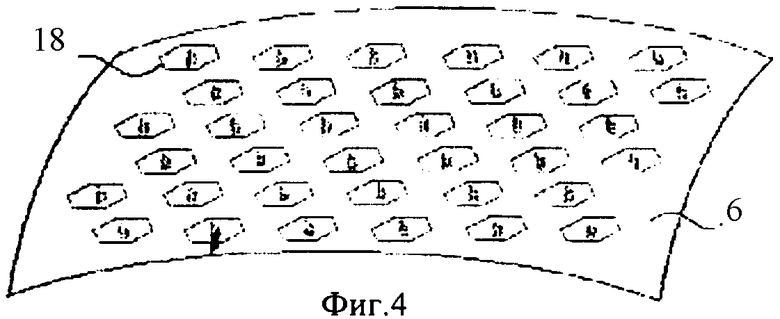
[21] Фиг.4 является перспективным видом изогнутой пластины, полученной с помощью пресс-форм, показанных на Фиг.2, на которой отмечены места выполнения направленных вверх опор шестиугольных ячеек;
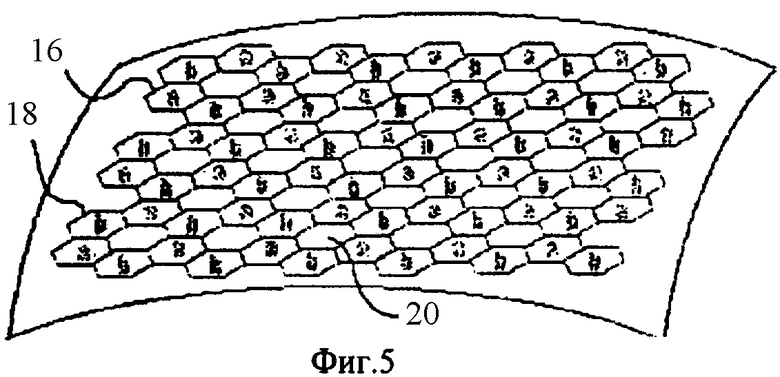
[22] Фиг.5 является перспективным видом сотовой структуры, полученной путем непрерывного соединения шестиугольных ячеек при предположении, что изогнутая пластина, показанная на Фиг.3, соединена с изогнутой пластиной, показанной на Фиг.4;
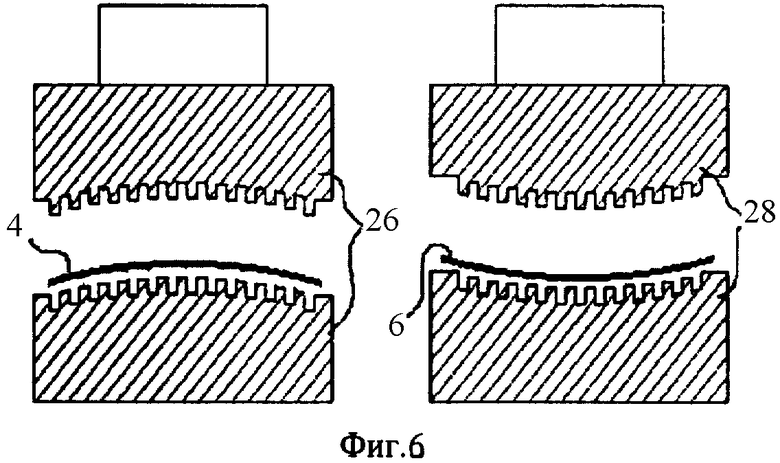
[23] Фиг.6 является видом сбоку полуформ пресс-формы для прессования изогнутых верхней и нижней пластин, имеющих опоры шестиугольных ячеек;
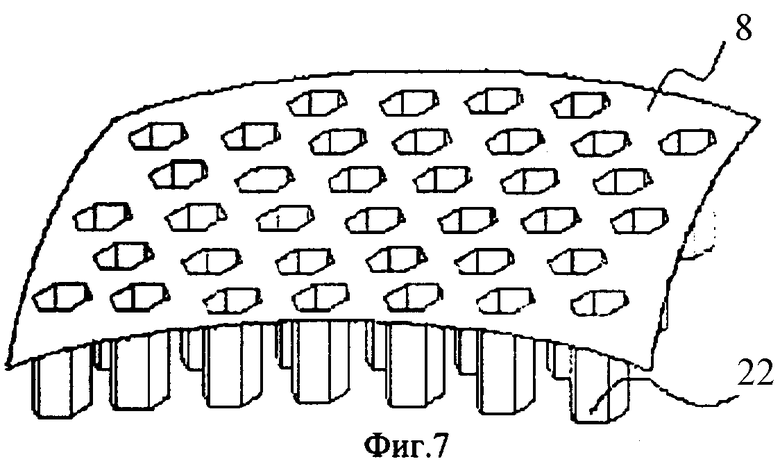
[24] Фиг.7 является перспективным видом верхней пластины с опорами шестиугольных ячеек, направленными вниз от ее поверхности и выполненными с помощью полуформ пресс-формы, показанных на Фиг.6;
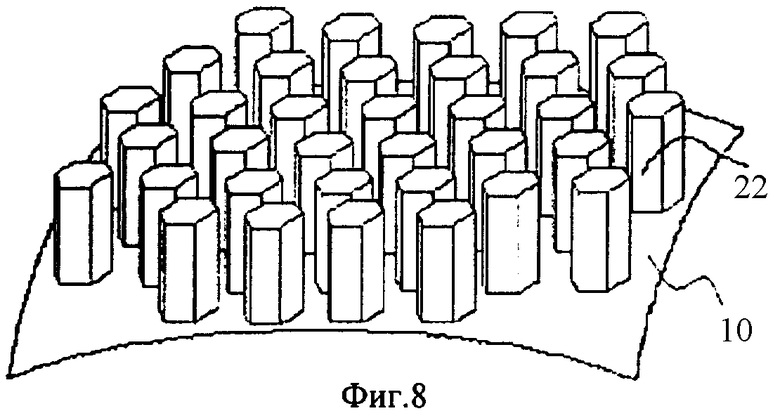
[25] Фиг.8 является перспективным видом нижней пластины с опорами шестиугольных ячеек, выступающими вверх с ее поверхности и выполненными с помощью полуформ пресс-формы, показанных на Фиг.6;
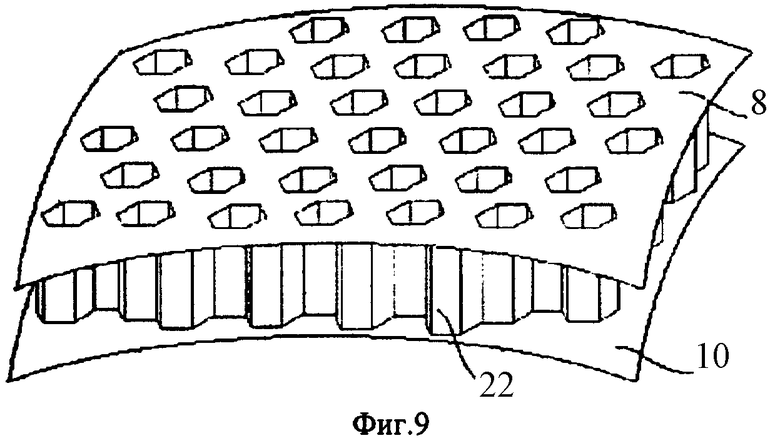
[26] Фиг.9 является перспективным видом сотового блока, полученного путем соединения верхней и нижней пластин, показанных на Фиг.7 и 8, в направлении опор шестиугольных ячеек;
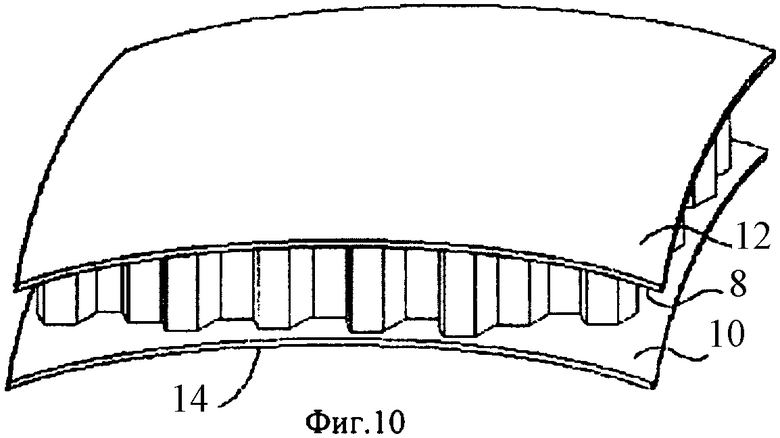
[27] Фиг.10 является перспективным видом изогнутой сотовой структуры в сборе с торцевыми листами, прикрепленными к противоположным сторонам верхней и нижней пластин сотового блока, показанного на Фиг.9;
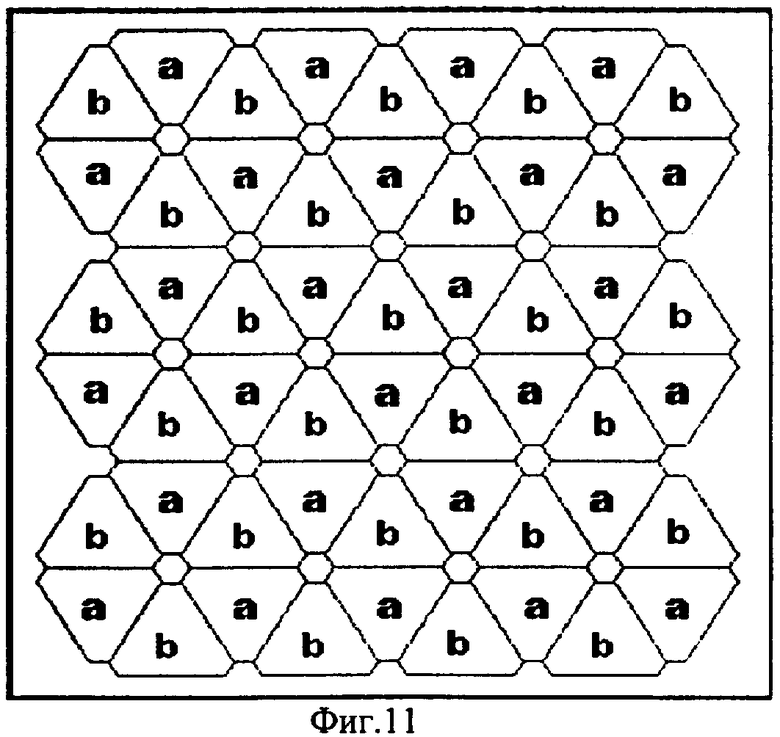
[28] Фиг.11 является видом сверху изогнутой пластины, на которой отмечены места опор шестиугольных ячеек в сотовой структуре вместо опор, показанных на Фиг.5;
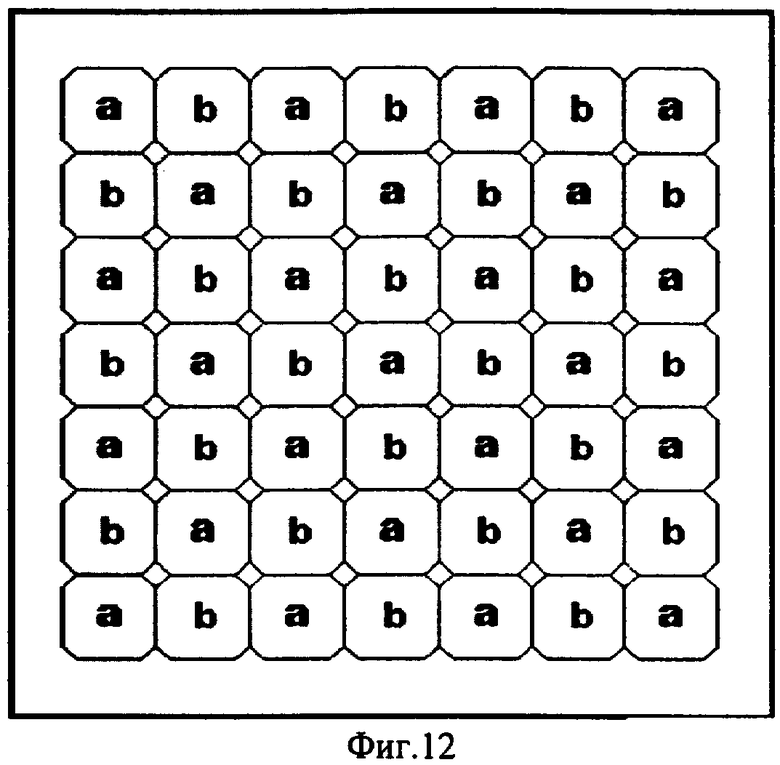
[29] Фиг.12 является видом сверху изогнутой пластины, на которой отмечены места опор модифицированных восьмиугольных ячеек сотовой структуры, выполненных вместо опор шестиугольных ячеек, показанных на Фиг.5;
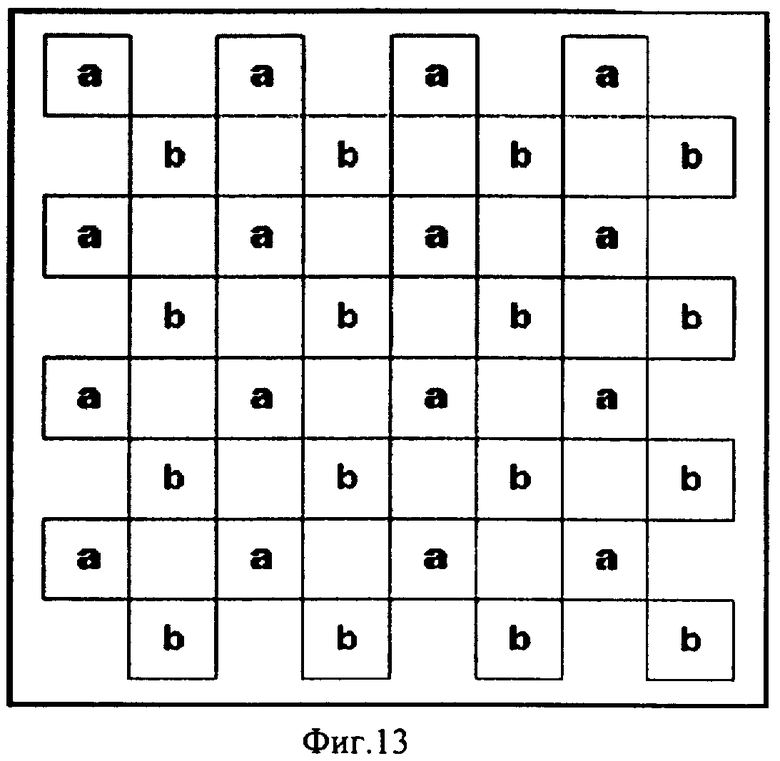
[30] Фиг.13 является видом сверху изогнутой пластины, на которой отмечены места опор модифицированных четырехугольных ячеек сотовой структуры, выполненных вместо опор шестиугольных ячеек, показанных на Фиг.5;
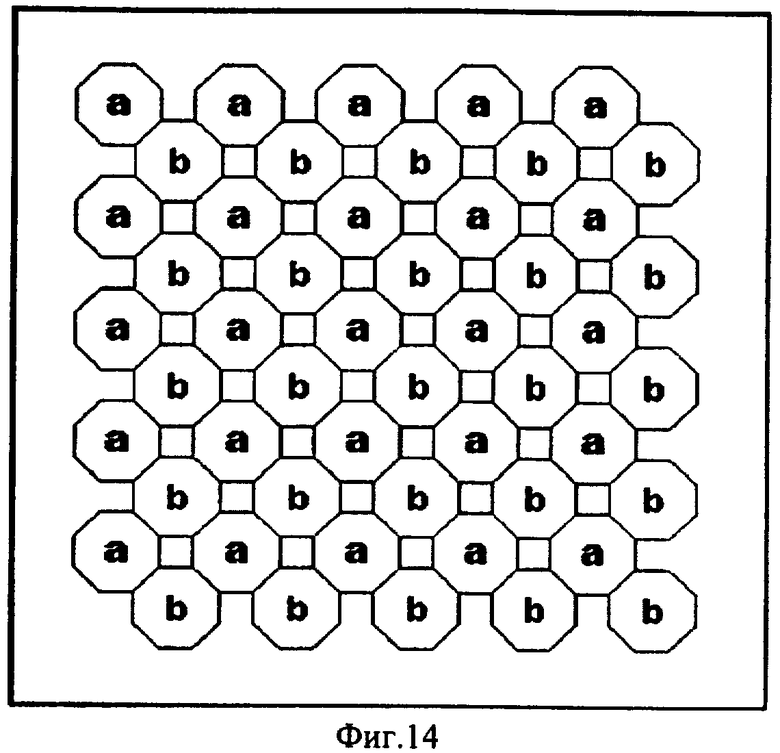
[31] Фиг.14 является видом сверху изогнутой пластины, на которой отмечены места опор модифицированных восьмиугольных ячеек сотовой структуры, выполненных вместо опор шестиугольных ячеек, показанных на Фиг.5;
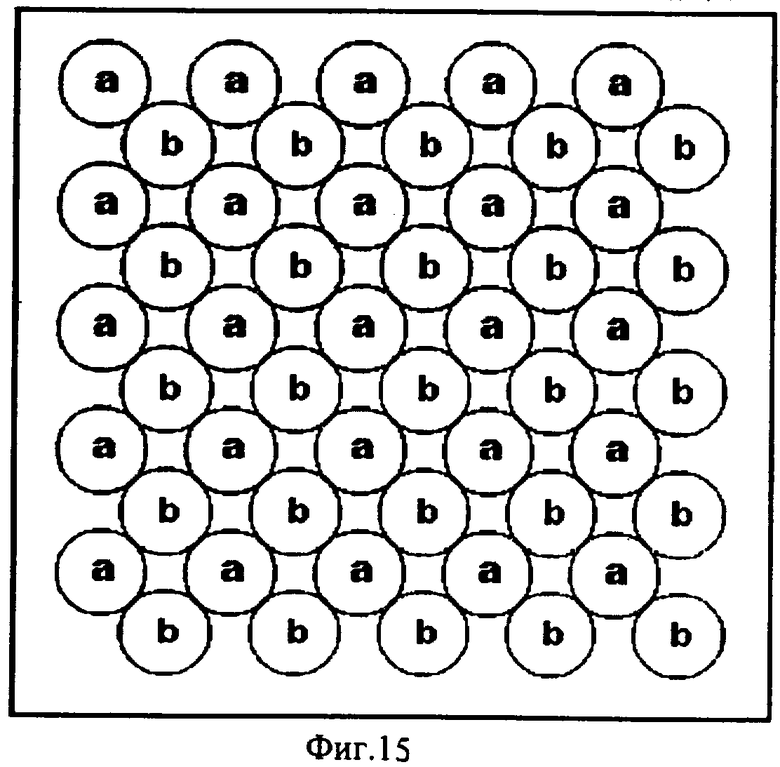
[32] Фиг.15 является видом сверху изогнутой пластины, на которой отмечены места опор модифицированных круглых ячеек сотовой структуры, выполненных вместо опор шестиугольных ячеек, показанных на Фиг.5;
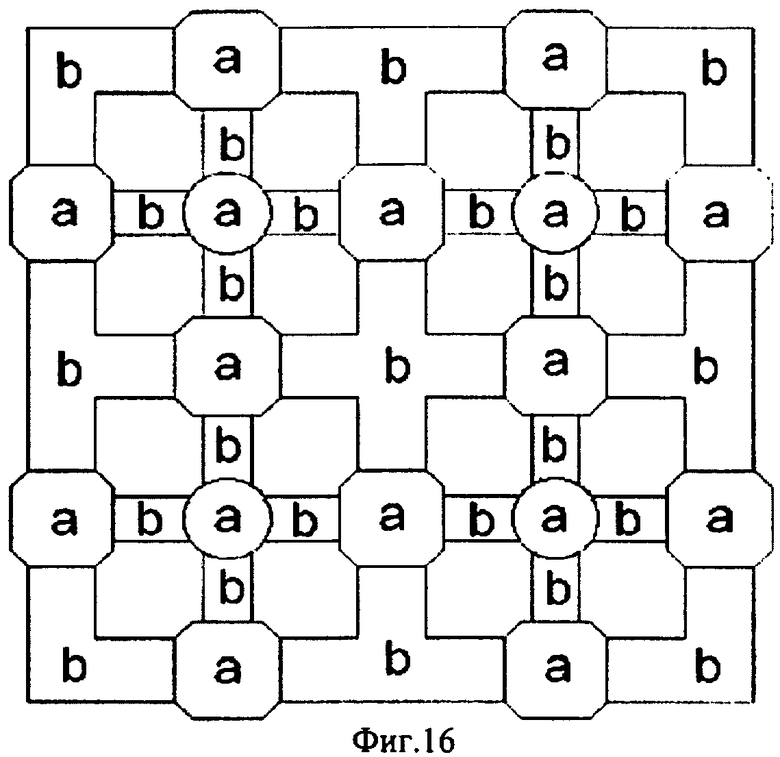
[33] Фиг.16 является видом сверху изогнутой пластины, на которой отмечены места опор комбинированных многоугольных ячеек сотовой структуры, выполненных вместо опор шестиугольных ячеек, показанных на Фиг.5;
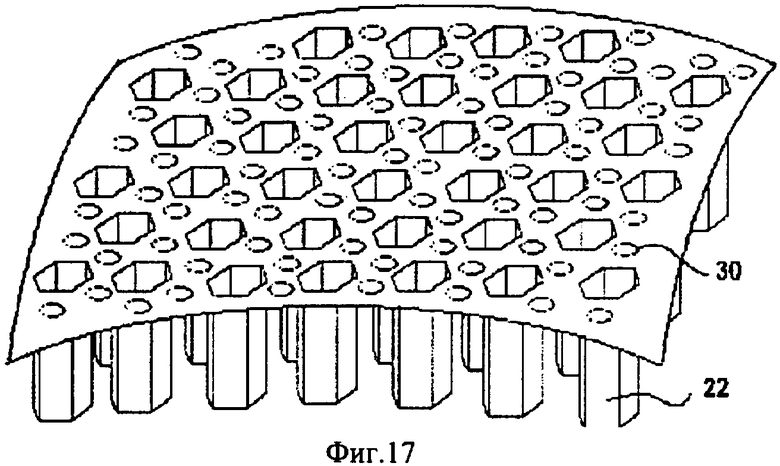
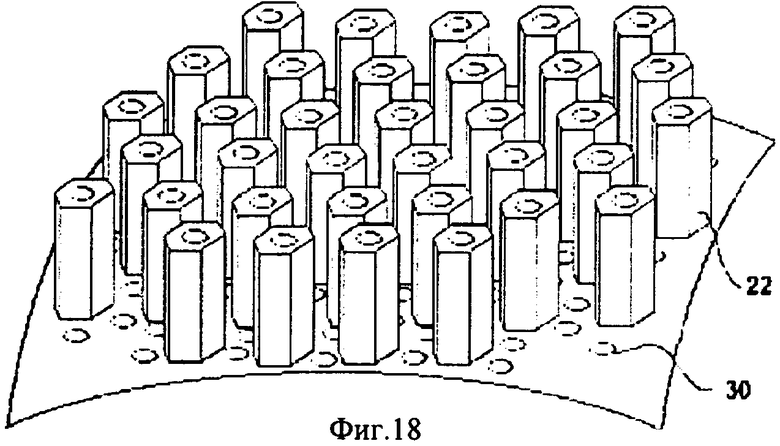
[34] Фиг.17 и 18 являются перспективными видами, иллюстрирующими примеры отверстий, выполненных на верхней и нижней пластинах с опорами шестиугольных ячеек, показанными на Фиг.7 и 8 соответственно;
[35] Фиг.19 является перспективным видом сотового блока, который образован путем соединения верхней и нижней пластин, показанных на Фиг.17 и 18, и имеет выполненные в нем отверстия;
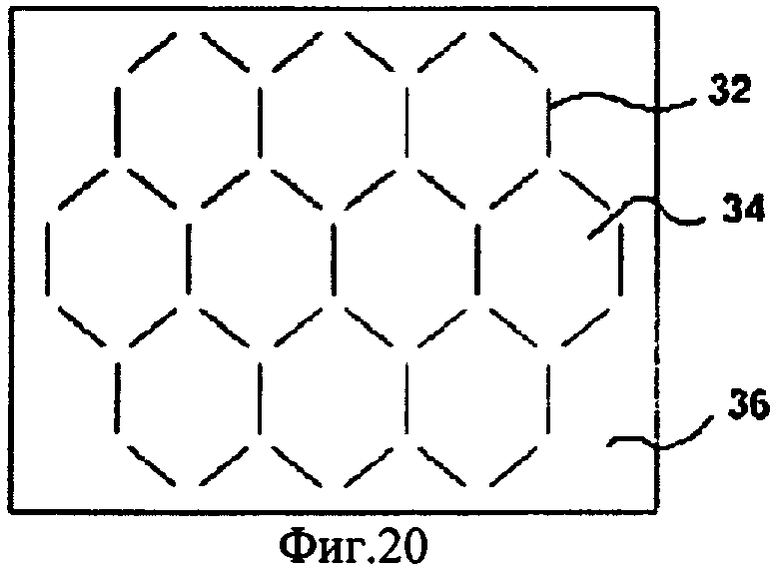
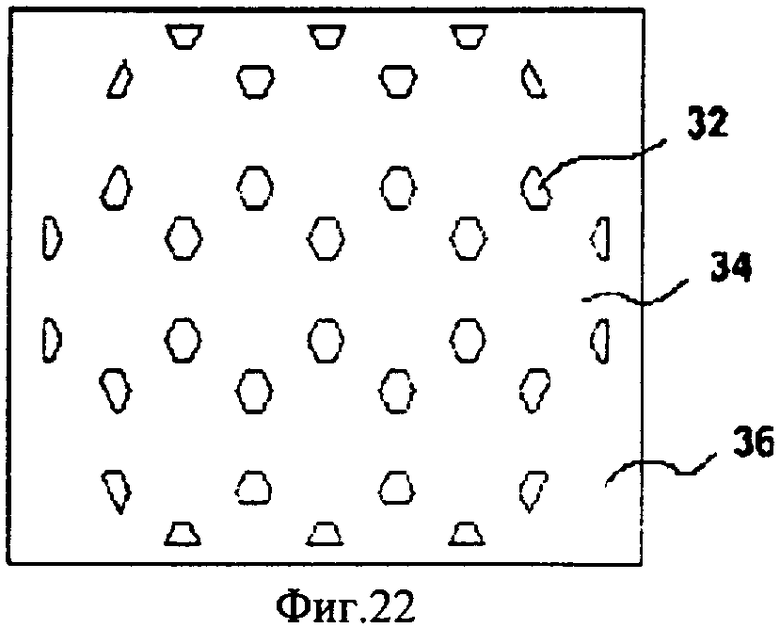
[36] Фиг.20 и 22 являются видами сверху изогнутых пластин, на которых проведены линии резки перед выполнением опор шестиугольных ячеек с помощью пресса;
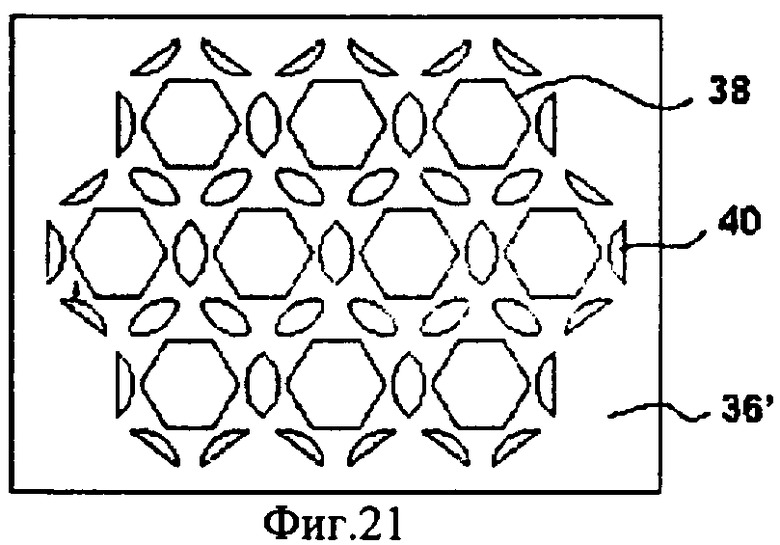
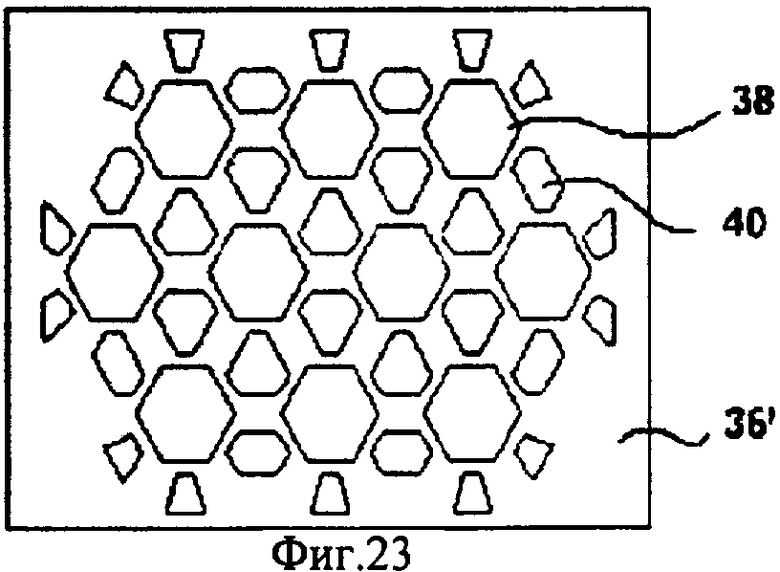
[37] Фиг.21 и 23 являются видами сверху изогнутых пластин после выполнения на них опор шестиугольных ячеек путем прессования; и
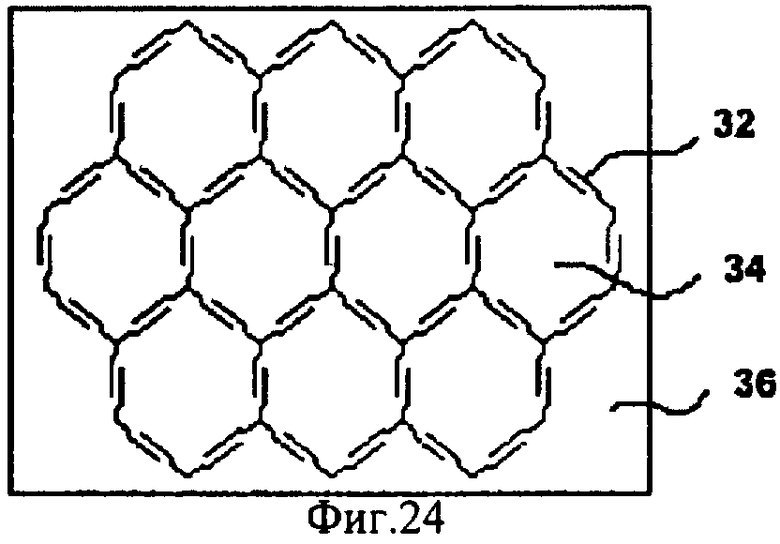
[38] Фиг.24 является видом сверху изогнутой пластины, на которой проведены двойные линии перед выполнением опор шестиугольных ячеек с помощью пресса.
[39] Лучший вариант осуществления изобретения
[40] Теперь будут подробно описаны лучшие варианты осуществления настоящего изобретения со ссылками на чертежи.
[41] Фиг.1 является перспективным изображением изогнутой сотовой структуры настоящего изобретения с пространственным разделением деталей. Со ссылкой на Фиг.1, изогнутая сотовая структура настоящего изобретения содержит изогнутый верхний торцевой лист 12, изогнутую верхнюю пластину 8 с опорами шестиугольных ячеек, выступающих вниз с ее поверхности, изогнутую нижнюю пластину 10 с опорами шестиугольных ячеек, выступающих вверх с ее поверхности, и изогнутый нижний торцевой лист 14. После соединения этих пластин образуется изогнутая сотовая структура, показанная на Фиг.10.
[42] Фиг.2 является видом сбоку, показывающим состояние, в котором плоская пластина 2, которая должна быть преобразована в изогнутую пластину 4 или 6 и которая состоит из металла или пластика, помещается между вогнутой верхней полуформой 23 и выпуклой нижней полуформой 24. В зависимости от материала плоской пластины 2 она преобразуется в изогнутую пластину 4 или 6 полуформами 23 и 24 путем прессования или вакуумного формования.
[43] Фиг.3 является перспективным видом изогнутой пластины 4, полученной с помощью полуформ 23 и 24, показанных на Фиг.2, на которой отмечены места 16 выполнения направленных вниз опор шестиугольных ячеек. Фиг.4 является перспективным видом изогнутой пластины 6, полученной с помощью полуформ 23 и 24, показанных на Фиг.2, на которой отмечены места 18 выполнения направленных вверх опор шестиугольных ячеек. Фиг.5 является перспективным видом сотовой структуры при предположении, что изогнутая пластина 4, показанная на Фиг.3, соединена с изогнутой пластиной 6, показанной на Фиг.4. На Фиг.5 шестиугольные ячейки, обозначенные справочными символами "а" и "b", непрерывно соединены между собой для образования сотовой структуры, и справочный номер 20 указывает места шестиугольных ячеек, образовавшихся путем соединения шестиугольных ячеек, обозначенных справочными символами "а"и "b".
[44] Согласно настоящему изобретению после изготовления пластин 4 и 6 с помощью полуформ 23 и 24, показанных на Фиг.2, изогнутые пластины 4 и 6 выполнены как изогнутая верхняя пластина 8 с опорами 22 шестиугольных ячеек, выступающими вниз с ее поверхности, как показано на Фиг.7, и изогнутая нижняя пластина 10 с опорами 22 шестиугольных ячеек, выступающими вверх с ее поверхности, как показано на Фиг.8, с помощью пресс-форм 26 и 28, каждая из которых имеет выступы и впадины, как показано на Фиг.6, для образования опор шестиугольных ячеек.
[45] Фиг.6 является видом сбоку пресс-форм 26 и 28 для выполнения изогнутых верхней и нижней пластин 8 и 10 с опорами 22 шестиугольных ячеек. Как показано на левой стороне Фиг.6, изогнутая верхняя пластина 8 с опорами 22 шестиугольных ячеек, выступающими вниз с ее поверхности, как показано на Фиг.7, выполнена с помощью пресс-формы 26, содержащей вогнутую верхнюю полуформу и выпуклую нижнюю полуформу, и как показано на правой стороне Фиг.6, изогнутая нижняя пластина 10 с опорами 22 шестиугольных ячеек, выступающими вверх с ее поверхности, как показано на Фиг.8, выполнена с помощью пресс-формы 28, содержащей выпуклую верхнюю полуформу и вогнутую нижнюю полуформу. Соответственно, после соединения верхней и нижней пластин 8 и 10 друг с другом может быть получена изогнутая сотовая структура, в которой опоры 22 шестиугольных ячеек, выступающих с изогнутых верхней и нижней пластин 8 и 10 соединены между собой.
[46] В изогнутой сотовой структуре, показанной на Фиг.9, склеивающие вещества наносятся на наружную поверхность опор 22 шестиугольных ячеек или склеивающий расплавленный материал вводится между опорами 22 шестиугольных ячеек, и после соединения верхней и нижней пластин 8 и 10 опоры 22 шестиугольных ячеек изогнутой верхней пластины 8 вводятся в пространства между опорами 22 шестиугольных ячеек изогнутой нижней пластины 10 или соединяются с опорами 22 шестиугольных ячеек изогнутой нижней пластины 10 так, чтобы все опоры шестиугольных ячеек были склеены между собой для образования формы сот.
[47] Вместо склеивающих веществ или склеивающего расплавленного материала опоры 22 шестиугольных ячеек изогнутых верхней и нижней пластин 8 и 10 могут быть скреплены термическим способом после того, как изогнутые верхняя и нижняя пластины 8 и 10 соединены между собой.
[48] Как показано на Фиг.10, изогнутые верхний и нижний торцевые листы 12 и 14 из разных материалов прикрепляются к противоположным поверхностям изогнутых верхней и нижней пластин 8 и 10 изогнутой сотовой структуры в местах, где опоры 22 шестиугольных ячеек не образованы. В данном случае прикрепление торцевых листов 12 и 14 осуществляется путем нанесения склеивающих веществ или склеивающего расплавленного материала на поверхности или же термическим способом. Согласно традиционному способу соединение сотовой основы и торцевого листа осуществляется в точке контакта между линией и поверхностью, что неизбежно дает небольшую площадь контакта между ними и недостаточную прочность соединения, в результате чего сотовая основа легко отделяется от торцевого листа. Однако в соответствии с настоящим изобретением соединение между сотовой структурой и торцевым листом осуществляется в точке контакта между поверхностями, как показано на Фиг.9, в результате чего обеспечивается повышенная прочность соединения при том, что соединение не повреждается действием внешних физических сил.
[49] На Фиг.11-15 показаны места расположения опор шестиугольных ячеек, имеющие различные формы, соответствующие местам расположения опор шестиугольных ячеек, показанных на Фиг.5. После изготовления пресс-форм для формования изогнутых верхней и нижней пластин с опорами шестиугольных ячеек, как показано на Фиг.11-15, изогнутые верхняя и нижняя пластины соединяются между собой, образуя в результате изогнутую сотовую структуру. На Фиг.11-15 справочный символ "а" указывает места расположения опор шестиугольных ячеек, имеющих различные формы и выступающих вниз с поверхности изогнутой верхней пластины, и справочный символ "b" указывает места расположения опор шестиугольных ячеек, имеющих различные формы и выступающих вверх с поверхности изогнутой нижней пластины. Кроме того, на Фиг.16 показано, что опоры ячеек могут быть реализованы как многоугольные опоры или опоры различных форм, например как комбинации четырехугольных опор и восьмиугольных опор или комбинации стоек, четырехугольных опор, восьмиугольных опор и т.д. Другими словами, опоры ячеек на изогнутой верхней пластине могут иметь различные формы и размеры, отличающиеся от опор изогнутой нижней пластины, и опоры ячеек изогнутой верхней или нижней пластины могут иметь формы и размеры, отличающиеся от форм и размеров другой пластины.
[50] Фиг.17 и 18 являются перспективными видами, иллюстрирующими примеры отверстий 30, выполненных вокруг каждой опоры шестиугольной ячейки на верхней и нижней пластинах 8 и 10 после изготовления верхней пластины 8 с опорами шестиугольных ячеек, выступающими вниз с ее поверхности, и нижней пластины 10 с опорами шестиугольных ячеек, выступающих вверх с ее поверхности. В случае выполнения отверстий 30 при создании сотовой структуры путем склеивания опор шестиугольных ячеек верхней и нижней пластин между собой склеивающие материалы не только наносятся на поверхности верхней и нижней пластин, но и вводятся в соответствующие отверстия 30 для обеспечения горизонтального и вертикального склеивания склеивающими веществами, что увеличивает прочность сцепления, в то же время уменьшая массу сотовой структуры. Кроме того, отверстия 30 могут частично предотвращать скопления склеивающих веществ или смол.
[51] Фиг.20, 22 и 24 являются видами сверху изогнутых пластин, на которых заранее выполнены линии 32 резки для облегчения изготовления опор шестиугольных ячеек на металлических пластинах с помощью пресса. На чертежах справочный номер 34 указывает места расположения опор шестиугольных ячеек и справочный номер 36 указывает изогнутую пластину, на которой будут выполнены опоры шестиугольных ячеек. В общем, достаточно трудно выполнить путем прессования некоторое множество шестигранных опор, направленных вверх, на металлической пластине. Кроме того, также трудно выдавливать опоры шестиугольных ячеек на металлической пластине на достаточную глубину. Соответственно, эффект глубокого вытягивания может быть достигнут путем нанесение линий 32 резки на металлическую пластину для того, чтобы шестигранные опоры могли быть выполнены прессованием металлической пластины на достаточную глубину. Кроме того, если на металлической пластине попеременно выполнены двойные или больше линии 32 резки, как показано на Фиг.24, поочередно соединяемые части расширяются при формовании и периметр каждой шестигранной опоры далее вытягивается в часть, образуемую при прессовании. Таким образом, двойные или больше линии 32 резки могут быть нанесены на металлический материал, имеющий низкую вытягиваемость. На Фиг.21 и 23 показаны примеры изогнутых пластин, на которых опоры шестиугольных ячеек выполнены путем прессования изогнутых пластин, показанных на Фиг.20 и 22 соответственно, и показаны деформированные формы линий резки, расширившихся на изогнутой пластине при прессовании. На Фиг.21 и 23 справочный номер 38 указывает опоры шестиугольных ячеек, выполненных на изогнутой пластине путем прессования, справочный номер 40 указывает линии резки, расширенные прессованием, и справочный номер 36 указывает изогнутую пластину с выполненными опорами шестиугольных ячеек.
[52] Изогнутые верхняя и нижняя пластины 8 и 10 с опорами шестиугольных ячеек, выполненными на них, могут быть изготовлены из различных материалов в зависимости от функционального назначения сотовой структуры. Исходя из материала, различные способы формования, например, листовое формование составов (SMC), объемное формование составов (ВМС), формование целлюлозной массы (РМ), реактивное литьевое прессование (RIM), литьевое прессование смол (RTM) и т.п., могут быть использованы для изготовления изогнутых пластин с опорами шестиугольных ячеек, выполненными на них, как показано на Фиг.7 и 8, которые после соединения образуют сотовую структуру. Согласно одному способу прессования изогнутых пластин с выполненными на них опорами шестиугольных ячеек тканый или нетканый материал, содержащий смолу и имеющий превосходную характеристику растяжимости, помещается в пресс-форму, сжимается и термоотверждается для образования опор шестиугольных ячеек, показанных на Фиг.7 и 8, для изготовления сотовой структуры.
[53] Хотя лучшие варианты осуществления настоящего изобретения были раскрыты для иллюстративных целей, специалистам в данной области техники будет понятно, что возможны различные модификации, добавления и замены, не изменяющие объема и сущности изобретения, определенных в прилагаемой формуле изобретения.
[54] Промышленная применимость
[55] Способ производства изогнутой сотовой структуры согласно настоящему изобретению может применяться в массовом производстве конструкций обтекаемой формы, таких как рамы, например, автомобилей или самолетов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ ИЗ АРМИРОВАННЫХ ПЛАСТМАСС | 1995 |
|
RU2097193C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОРЦЕВОЙ СТЕНКИ КОНТЕЙНЕРА ЛЕГКОЙ КОНСТРУКЦИИ И КОНТЕЙНЕР С ТАКОЙ ТОРЦЕВОЙ СТЕНКОЙ | 2002 |
|
RU2294834C2 |
| УЗЕЛ ФОРМОВАНИЯ ПРЕССОВАНИЕМ И СПОСОБЫ ФОРМОВАНИЯ ТЕРМОПЛАСТИЧНОЙ СТВОРКИ БЛОКИРОВАНИЯ ПОТОКА | 2017 |
|
RU2738183C2 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОИСТЫХ СОТОВЫХ СТРУКТУР И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041287C1 |
| УЗЕЛ СТВОРКИ БЛОКИРОВАНИЯ ПОТОКА, КОРПУСНАЯ ЧАСТЬ УЗЛА СТВОРКИ БЛОКИРОВАНИЯ ПОТОКА И СПОСОБ ИЗГОТОВЛЕНИЯ СТВОРКИ БЛОКИРОВАНИЯ ПОТОКА ДЛЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2017 |
|
RU2746963C2 |
| СОТОВЫЙ ЭЛЕМЕНТ, В ЧАСТНОСТИ ДЕФОРМИРУЕМЫЙ СОТОВЫЙ ЭЛЕМЕНТ, ДЛЯ ЛЕГКИХ КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ, СООТВЕТСТВУЮЩИЙ СПОСОБ ИЗГОТОВЛЕНИЯ И КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ ТИПА "СЭНДВИЧ" | 2015 |
|
RU2684796C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗВУКОПОГЛОЩАЮЩЕЙ КОНСТРУКЦИИ | 2010 |
|
RU2435669C1 |
| ЛОПАСТЬ ИЗ ТЕРМОПЛАСТИЧНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА, В ЧАСТНОСТИ ДЛЯ ХВОСТОВОГО ВИНТА ВЕРТОЛЕТА, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2113379C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ ДЛЯ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ | 1995 |
|
RU2083373C1 |
| СПОСОБ ПРОИЗВОДСТВА СОТОВОЙ СТРУКТУРЫ | 2004 |
|
RU2342211C2 |
Группа изобретений относится к области обработки металлов давлением и может быть использована в разных областях промышленности. Выгнутая сотовая структура имеет верхнюю и нижнюю пластины из металла или пластика изогнутой формы и изогнутые верхний и нижний торцевые листы. Упомянутые пластины имеют шестиугольные опоры ячеек, выступающие вниз или вверх с поверхностей верхней и нижней пластин. При этом опоры ячеек, выступающих с изогнутых верхней и нижней пластин, входят в зацепление и склеены между собой, а упомянутые верхние и нижние торцевые листы соединены с поверхностями верхней и нижней пластин, противоположными поверхностям имеющих опоры ячеек в местах, где опоры ячеек не выполнены. Для получения сотовой структуры используют полуформы пресс-формы, имеющие изогнутую форму с шестиугольными опорами ячеек. Плоские пластины для формирования соответствующих изогнутых пластин размещают между полуформами пресс-формы. Осуществляют их позиционирование между полуформами пресс-формы, последующее сжатие прессом или установкой вакуумного формования для образования шестиугольных опор ячеек на поверхности каждой изогнутой пластины. Размещают изогнутые пластины с опорами ячеек напротив друг друга, вводят опоры ячеек изогнутой верхней пластины в пространство между опорами ячеек изогнутой нижней пластины для последующего соединения и склеивания опор ячеек верхней и нижней пластин между собой с образованием изогнутого сотового блока. Далее прикрепляют верхний и нижний торцевые листы к противоположным поверхностям верхней и нижней пластин в местах, где опоры ячеек не выполнены. Увеличивается производительность без увеличения расхода материала. 2 н. и 6 з.п. ф-лы, 24 ил.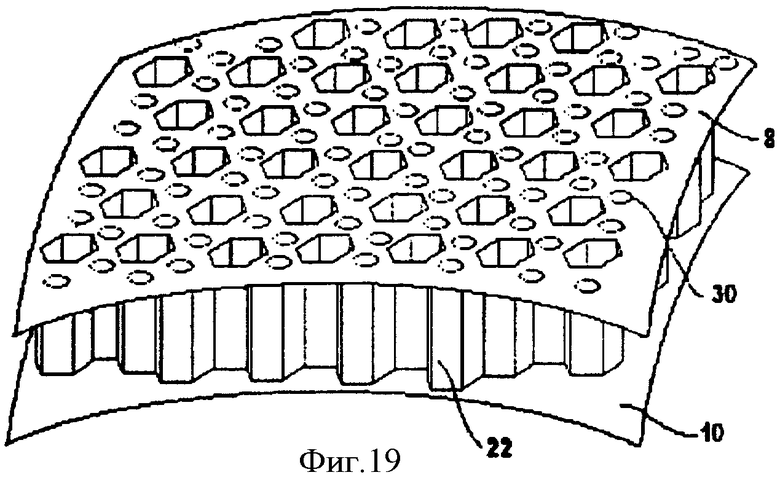
1. Изогнутая сотовая структура, отличающаяся тем, что она содержит образованные в пресс-форме верхнюю и нижнюю пластины из металла или пластика изогнутой формы и изогнутые верхний и нижний торцевые листы, при этом упомянутые пластины имеют шестиугольные опоры ячеек, выступающие вниз или вверх с поверхностей верхней и нижней пластин, выполненные в пресс-форме, имеющей выступы и впадины, соответствующие форме опоры ячейки на поверхностях соответствующих полуформ, при этом опоры ячеек, выступающих с изогнутых верхней и нижней пластин, входят в зацепление и склеены между собой, а упомянутые верхние и нижние торцевые листы соединены с поверхностями верхней и нижней пластин, противоположными поверхностям имеющих опоры ячеек в местах, где опоры ячеек не выполнены.
2. Изогнутая сотовая структура по п.1, отличающаяся тем, что вокруг каждой опоры ячейки верхней и нижней пластин выполнены отверстия.
3. Изогнутая сотовая структура по п.1, отличающаяся тем, что верхняя и нижняя пластины из металла или пластика выполнены литьевым формованием, листовым формованием составов, объемным формованием составов, формованием целлюлозной массы, реактивным литьевым прессованием или литьевым прессованием смол.
4. Способ производства изогнутой сотовой структуры, отличающийся тем, что он содержит этапы позиционирования соответствующих плоских пластин из металла или пластика между полуформами пресс-формы, имеющими изогнутую форму, последующего сжатия плоских пластин для формирования соответствующих изогнутых пластин, позиционирования изогнутых пластин между полуформами пресс-формы, имеющими выступы и впадины с формой шестиугольных опор ячеек, последующего сжатия изогнутой пластины прессом или установкой вакуумного формования для образования шестиугольных опор ячеек на поверхности каждой изогнутой пластины, размещения изогнутых пластин с опорами ячеек напротив друг друга, введения опор ячеек изогнутой верхней пластины в пространство между опорами ячеек изогнутой нижней пластины, последующего соединения и склеивания опор ячеек верхней и нижней пластин между собой с образованием изогнутого сотового блока, прикрепления верхнего и нижнего торцевых листов к противоположным поверхностям верхней и нижней пластин в местах, где опоры ячеек не выполнены.
5. Способ по п.4, отличающийся тем, что предварительно наносят линии резки в местах каждой изогнутой пластины, соответствующих опорам ячеек для увеличения способности к формообразованию.
6. Способ по п.4, отличающийся тем, что склеивание опор ячеек осуществляют с помощью склеивающих веществ, нанесенных на наружную поверхность каждой опоры ячейки, склеивающего расплавленного материала, введенного между опорами ячеек, или термическим способом, выполняемым после соединения изогнутых верхней и нижней пластин.
7. Способ по п.4, отличающийся тем, что на каждой верхней и нижней пластине с опорами ячеек выполняют отверстия вокруг каждой опоры ячейки.
8. Способ по п.4, отличающийся тем, что верхнюю и нижнюю пластины из металла или пластика выполняют путем литьевого формования, листового формования составов, объемного формования составов, формования целлюлозной массы, реактивного литьевого прессования или литьевого прессования смол.
| US 6272897 B1, 14.08.2001 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОСТРАНСТВЕННОЙ ЯЧЕИСТОЙ КОНСТРУКЦИИ ИЗ МЕТАЛЛИЧЕСКИХ ПЛАСТИН И УСТРОЙСТВО ДЛЯ ЕГО СБОРКИ | 1994 |
|
RU2074803C1 |
| СПОСОБ ШТАМПОВКИ МОНОЛИТНЫХ ПАНЕЛЕЙ | 0 |
|
SU222317A1 |
| Способ изготовления сотового заполнителя | 1984 |
|
SU1222368A1 |
| US 3525663 A, 25.08.1970. | |||

