ОБЛАСТЬ ТЕХНИКИ И УРОВЕНЬ ТЕХНИКИ
[001] Варианты реализации настоящего изобретения относятся в целом к узлам двигателя, а в частности, к термопластичной створке блокирования потока, которая может быть использована с узлом двигателя.
[002] Узлы двигателя могут включать в себя узел вентилятора, внутренний контур газотурбинного двигателя, окруженный кольцевым капотом внутреннего контура, и обтекатель вентилятора, который окружает часть внутреннего контура газотурбинного двигателя. Обтекатель вентилятора в целом отстоит в радиальном направлении наружу от кольцевого капота внутреннего контура таким образом, что кольцевой капот внутреннего контура и обтекатель вентилятора образуют канал вентилятора, заканчивающийся в выходном сопле вентилятора. По меньшей мере некоторые узлы двигателя содержат узел реверсивного устройства. Узел реверсивного устройства может включать в себя первый неподвижный капот и второй капот, выполненный с возможностью перемещения в осевом направлении относительно первого капота. По меньшей мере некоторые узлы реверсивного устройства содержат створки или панели блокирования потока, которые активно перемещают во внешний контур двигателя при разворачивании реверсивного устройства посредством тяг или других механических средств, чтобы блокировать или задерживать поток воздуха внешнего контура через выходное сопло вентилятора. Воздух вентилятора, проходящий через внешний контур, может быть перенаправлен для обеспечения обратной тяги, например, посредством ряда поворотных лопастей, расположенных в блоке решетки.
[003] По меньшей мере некоторые известные створки блокирования потока изготовлены из верхней и нижней обшивок, которые окружают алюминиевый сотовый заполнитель, соединенный с обшивками адгезивом. Сотовый заполнитель может включать в себя по конструктивным причинам более плотную часть и менее плотную часть, подвергаемую меньшим конструктивным нагрузкам. Кроме того, более плотная часть сотового заполнителя может быть заполнена герметизирующим компаундом, чтобы сотовый заполнитель мог выдерживать более высокие нагрузки. Однако в дополнение к увеличению веса створки блокирования потока, герметизирующий компаунд неблагоприятно влияет на характеристики затухания звука сотового заполнителя.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[004] Согласно одному аспекту предложен узел формования прессованием для формования сотового заполнителя створки блокирования потока. Сотовый заполнитель содержит множество ячеек, образованных множеством стенок. Узел формования прессованием содержит пуансонную пластину, содержащую множество сквозных отверстий и множество вставок для заполнителя, соединенных с пуансонной пластиной таким образом, что указанное множество вставок для заполнителя выполнены с возможностью профилирования сотового заполнителя створки блокирования потока. Каждая вставка для заполнителя соединена с возможностью удаления с соответствующим отверстием указанного множества отверстий таким образом, что каждая вставка для заполнителя выполнена с возможностью профилирования соответствующей ячейки из указанного множества ячеек.
[005] Согласно еще одному аспекту предложен способ профилирования створки блокирования потока с использованием узла формования прессованием. Створка содержит сотовый заполнитель, имеющий множество ячеек, образованных множеством стенок. Способ включает соединение множества выполненных с возможностью удаления вставок для заполнителя с пуансонной пластиной и загрузку термопластичного материала в узел формования прессованием. Способ также включает вдавливание пуансонной пластины по направлению к профилировочному узлу в термопластичный материал и профилирование указанного множества ячеек с использованием указанного множества вставок для заполнителя.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
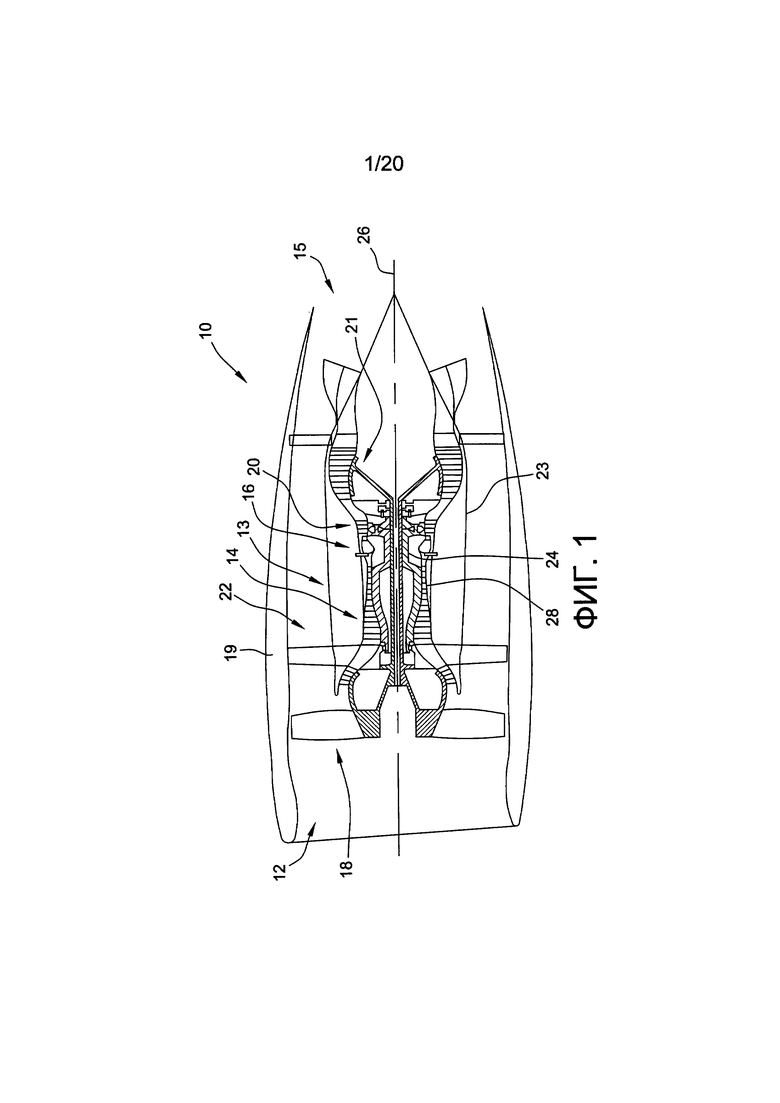
[006] На ФИГ. 1 схематично показан пример узла двигателя.
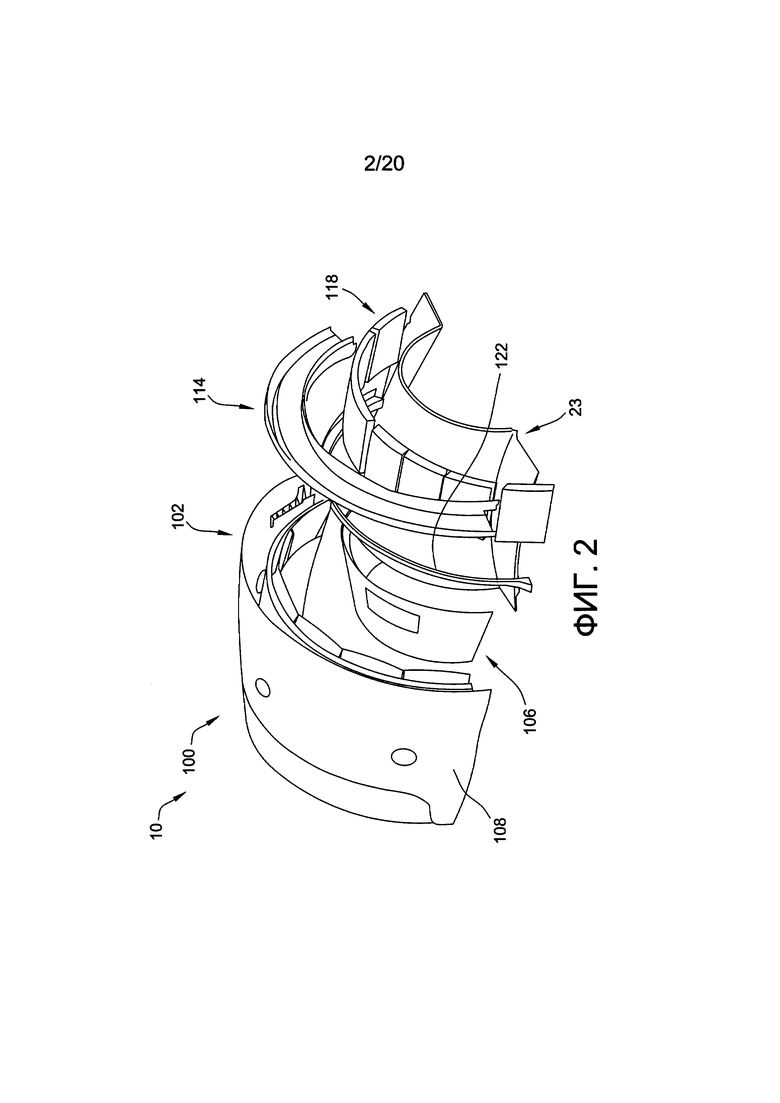
[007] На ФИГ. 2 приведен покомпонентный вид части узла двигателя, показанного на ФИГ. 1
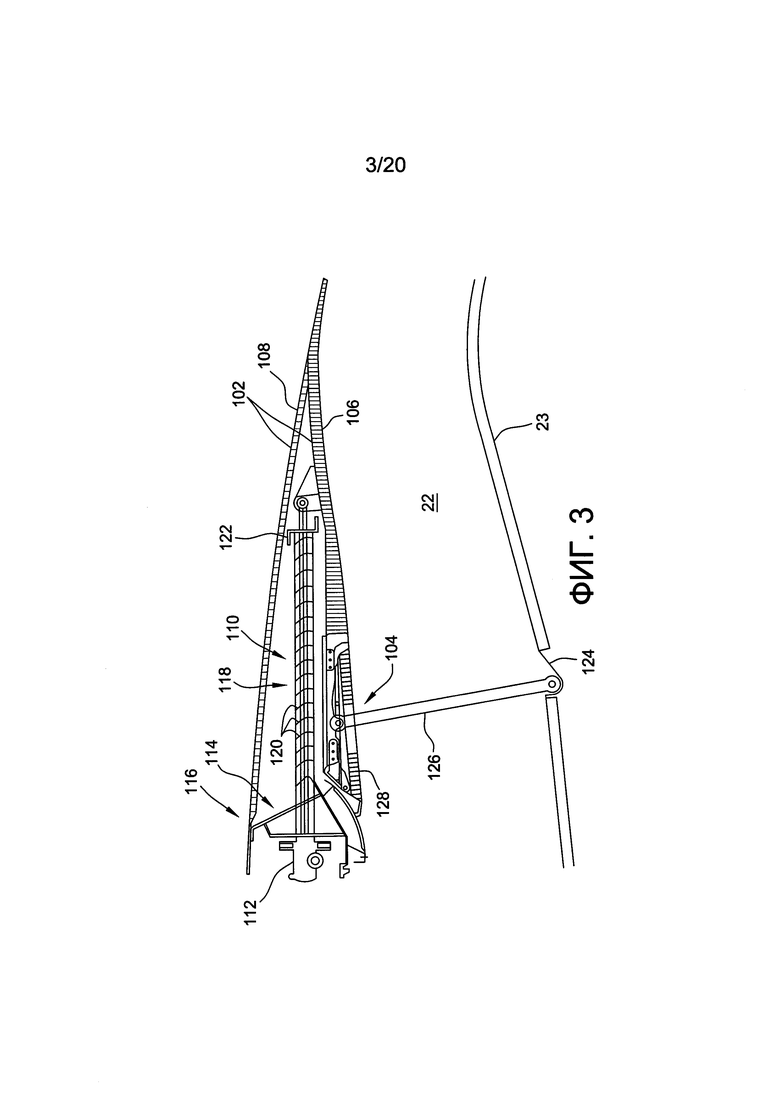
[008] На ФИГ. 3 схематично показан сбоку пример узла реверсивного устройства в убранном положении.
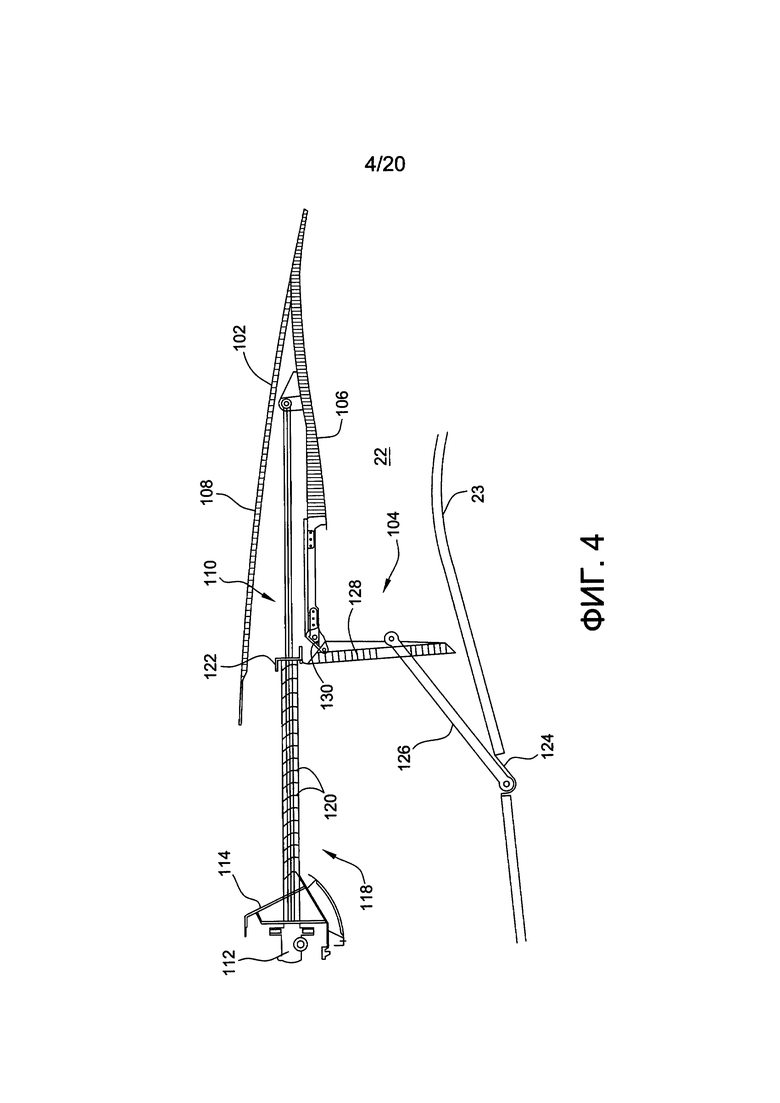
[009] На ФИГ. 4 приведено схематичное изображение узла реверсивного устройства, показанного на ФИГ. 3 в полностью развернутом положении.
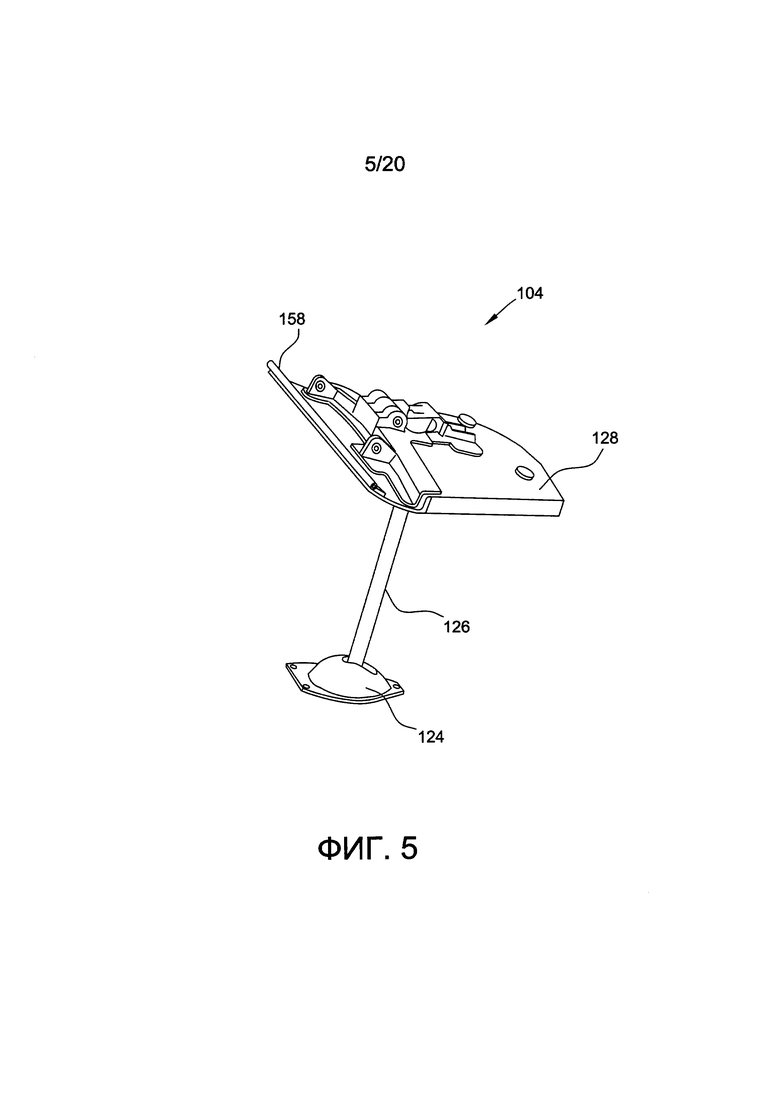
[0010] На ФИГ. 5 приведено перспективное изображение примера узла створки блокирования потока для использования с узлом реверсивного устройства, показанным на ФИГ. 3.
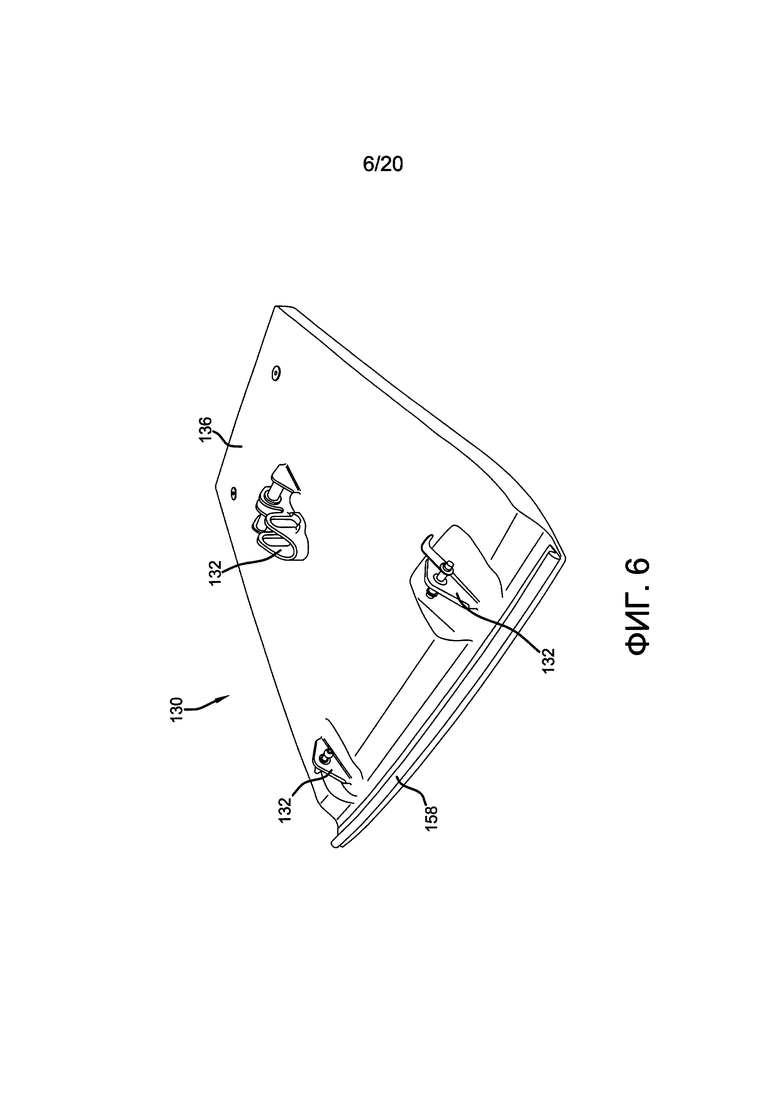
[0011] На ФИГ. 6 приведено перспективное изображение сверху одного варианта реализации корпусной части створки блокирования потока для использования с узлом створки блокирования потока, показанным на ФИГ. 5.
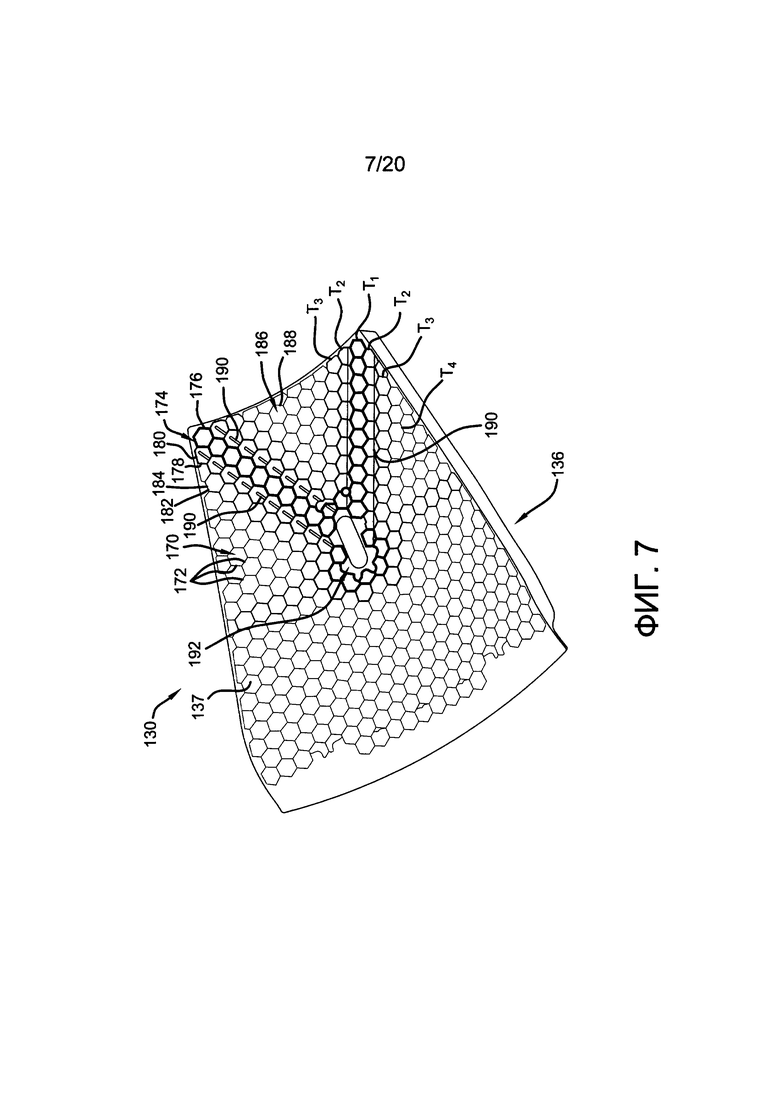
[0012] На ФИГ. 7 приведено перспективное изображение снизу корпусной части створки блокирования потока, показанным на ФИГ. 6.
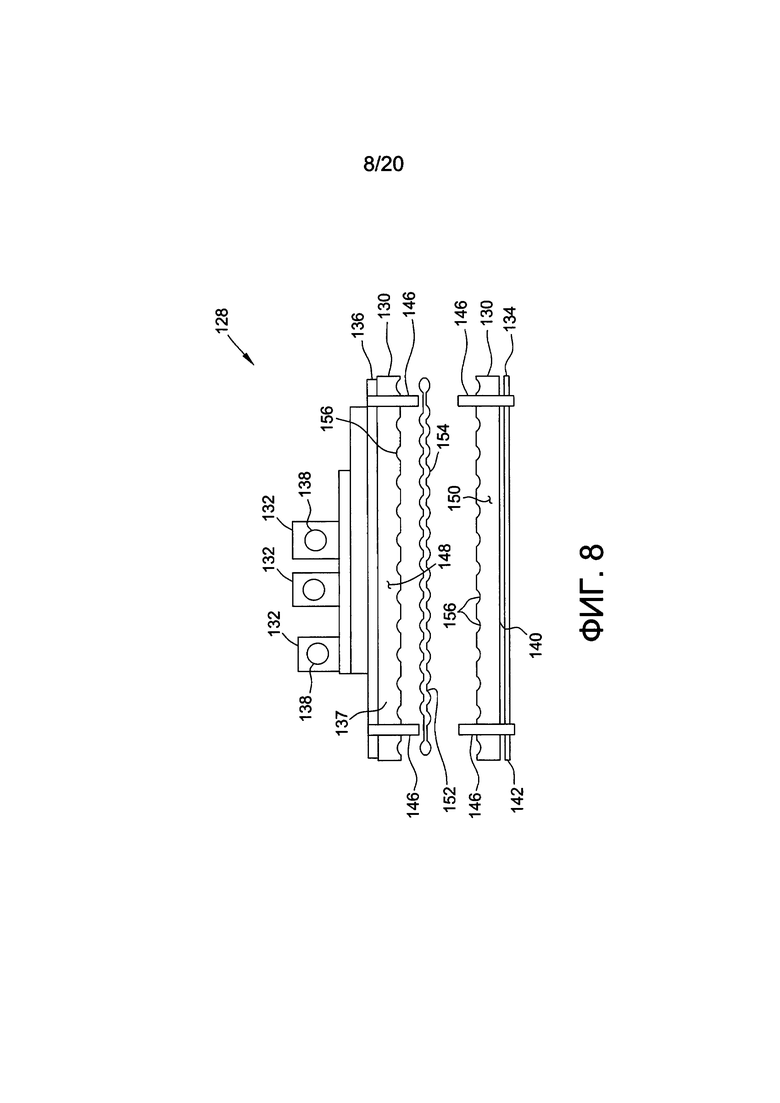
[0013] На ФИГ. 8 приведен покомпонентный вид сбоку в разрезе еще одного варианта реализации створки блокирования потока для использования с узлом створки блокирования потока, показанным на ФИГ. 5
[0014] На ФИГ. 9 приведен покомпонентный вид сверху створки блокирования потока, показанной на ФИГ. 8.
[0015] На ФИГ. 10 приведена блок-схема, иллюстрирующая приведенный в качестве примера способ изготовления створки блокирования потока, показанной на ФИГ. 5.
[0016] На ФИГ. 11 приведено перспективное изображение узла формования прессованием, который может быть использован для формования корпусной части створки блокирования потока, показанной на ФИГ. 6.
[0017] На ФИГ. 12 приведен вид сбоку узла формования прессованием перед формованием корпусной части створки блокирования потока.
[0018] На ФИГ. 13 приведен вид сбоку узла формования прессованием после формования корпусной части створки блокирования потока.
[0019] На ФИГ. 14 приведено перспективное изображение снизу верхнего формовочного узла, который может быть использован с узлом формования прессованием.
[0020] На ФИГ. 15 приведено перспективное изображение с разрезом части узла формования прессованием, иллюстрирующее пуансонную пластину и множество вставок для заполнителя.
[0021] На ФИГ. 16 приведено перспективное изображение с разрезом части узла формования прессованием, иллюстрирующее пуансонную пластину и указанное множество вставок для заполнителя.
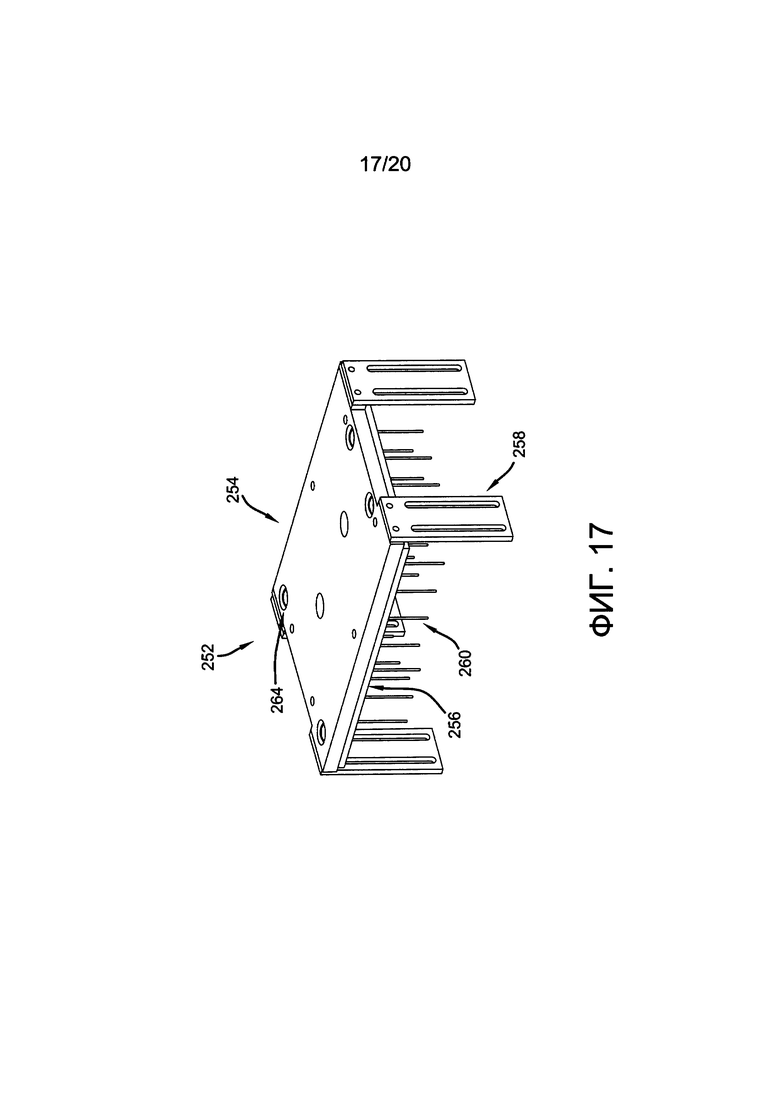
[0022] На ФИГ. 17 приведено перспективное изображение выталкивающего узла, который может быть использован с узлом формования прессованием.
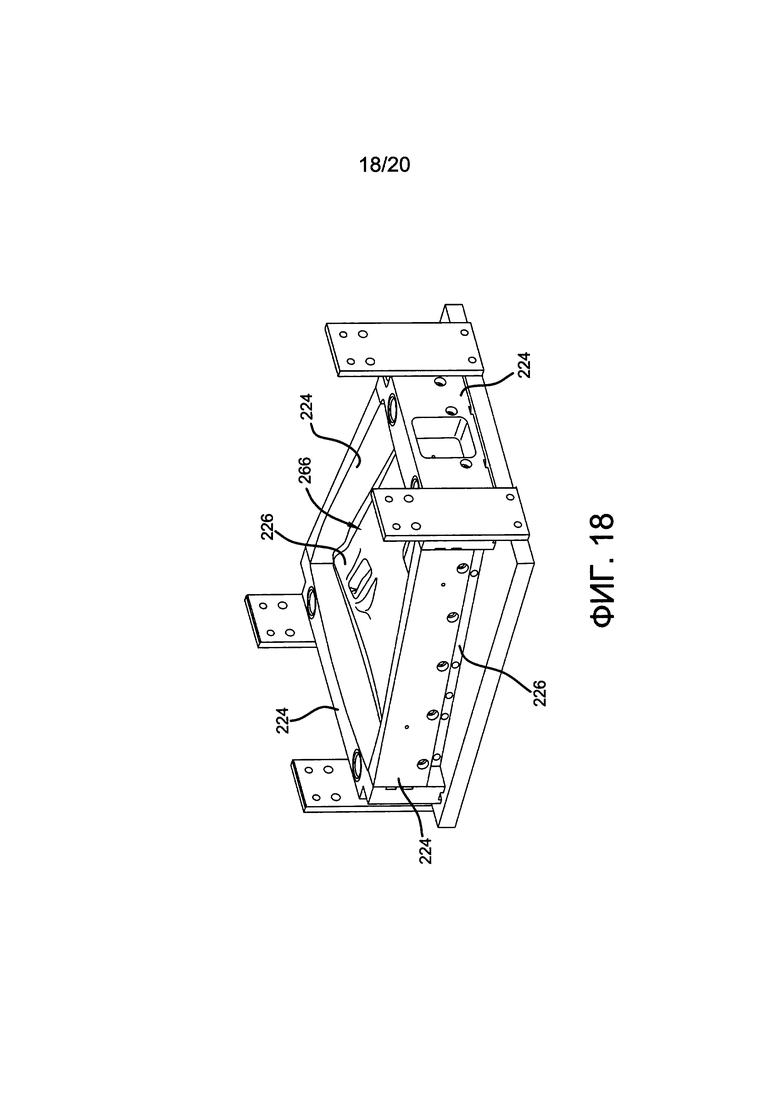
[0023] На ФИГ. 18 приведено перспективное изображение нижнего формовочного узла, который может быть использован с узлом формования прессованием.
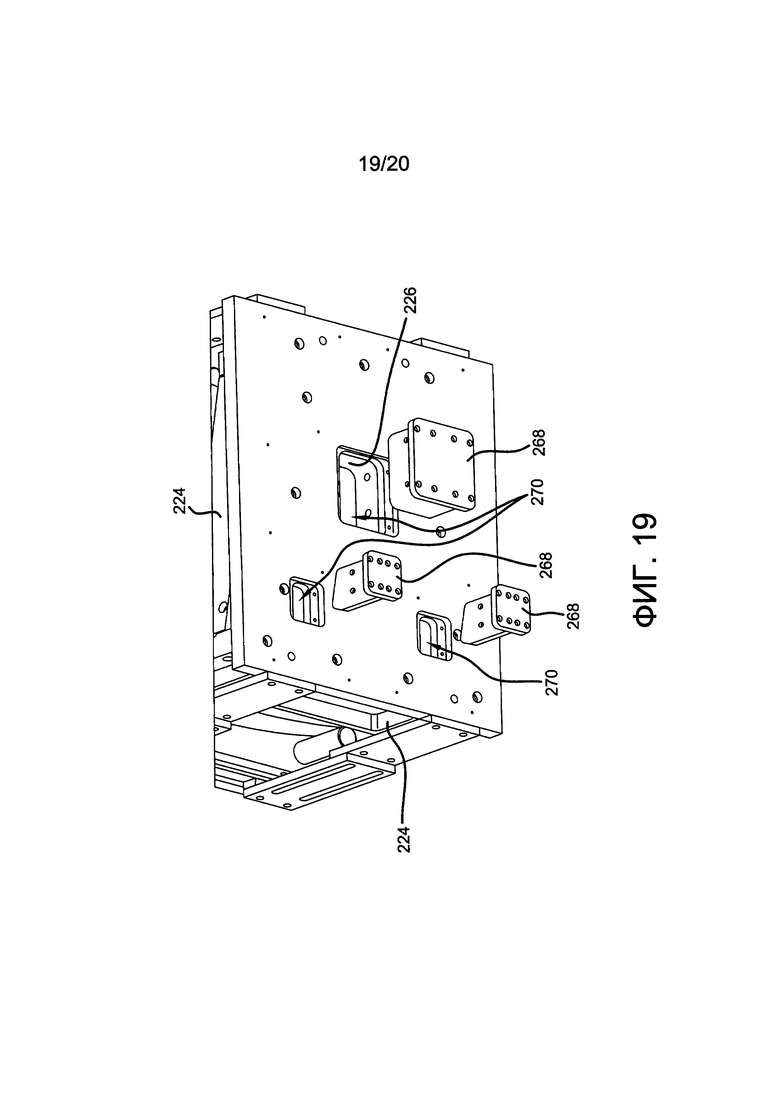
[0024] На ФИГ. 19 приведено перспективное изображение снизу нижнего формовочного узла, показанного на ФИГ. 18, иллюстрирующее множество выполненных с возможностью удаления вставок для установочных конструкций.
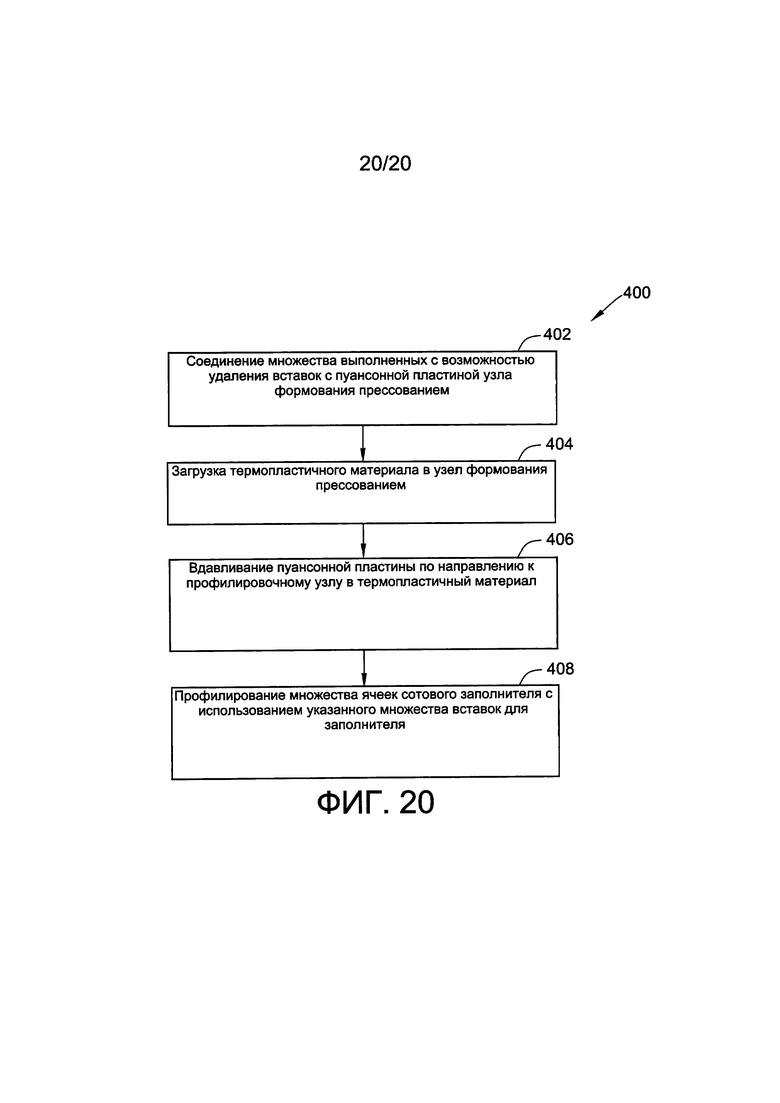
[0025] На ФИГ. 20 приведена блок-схема, иллюстрирующая приведенный в качестве примера способ изготовления створки блокирования потока с использованием узла формования прессованием.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0026] Варианты реализации изобретения, раскрытые в настоящем документе, описывают узел створки блокирования потока для использования в газотурбинном двигателе. Узел створки блокирования потока содержит створку блокирования потока, включающую в себя множество установочных конструкций и корпусную часть, выполненную за одно целое с установочными конструкциями. Кроме того, корпусная часть выполнена из термопластичного материала с использованием процесса термопластичного формования, такого как, но без ограничения, литье под давлением и формование прессованием. Створка блокирования потока также содержит лицевой лист, соединенный с корпусной частью, а также выполненный из термопластичного материала. По существу, корпусная часть и лицевой лист выполнены с возможностью термического или адгезионного связывания друг с другом с образованием выполненного за одно целое, цельного компонента.
[0027] Как описано в настоящем документе, выполненная за одно целое термопластичная створка блокирования потока имеет ряд преимуществ по сравнению с известными створками блокирования потока, выполненными из различных материалов, которые соединены друг с другом. Например, известные створки блокирования потока изготовлены из верхней и нижней обшивок, которые окружают алюминиевый сотовый заполнитель, соединенный с обшивками адгезивом. Ячейки в алюминиевом сотовом заполнителе часто имеют стандартные высоту и толщину стенки. Часть сотового заполнителя может быть заполнена герметизирующим компаундом, чтобы сотовый заполнитель мог выдерживать более высокие нагрузки, если стандартные размеры не отвечают техническим условиям. Однако в дополнение к увеличению веса створки блокирования потока, герметизирующий компаунд неблагоприятно влияет на характеристики затухания звука алюминиевого сотового заполнителя. Использование термопластичных материалов позволяет избежать ограничений использования сотовых конструкций стандартных размеров, а также позволяет избежать использования герметизирующего компаунда, заполняющего сотовую конструкцию, поскольку высота и толщина стенки могут быть выполнены по заказу в соответствии с необходимыми техническими условиями. Кроме того, различные части сотовой корпусной части могут иметь ячейки разных размеров для учета различных требований к нагрузке или шумоподавлению. Такое точное выполнение размера сотовой ячейки обеспечивает улучшенное шумоподавление. Кроме того, использование термопластичных материалов для замены алюминиевой обшивки и сотовые конструкции обусловливают меньший вес створки блокирования потока и меньшие затраты вследствие снижения материальных и трудовых затрат.
[0028] Грамматические формы единственного числа включают в себя ссылки на множество, если из контекста явно не следует иное.
[0029] Выражения, обозначающие приближенные значения, как использовано в настоящем документе в описании и формуле изобретения, могут быть применены для подходящего изменения любого количественного представления, которое может варьироваться в допустимых пределах, не приводя к изменению основной функции, с которой оно связано. Соответственно, значение, дополненное термином или терминами, таким или такими как "приблизительно", "примерно" и "по существу", не должно считаться ограниченным точно указанным значением. По меньшей мере в некоторых случаях выражения, обозначающие приближенные значения, могут соответствовать точности прибора для измерения этого значения. Здесь и во всем описании и формуле изобретения ограничения диапазона могут быть объединены и/или взаимозаменяемы; такие диапазоны определены и включают в себя все поддиапазоны, содержащиеся в нем, если только контекст или применяемые выражения не указывают на иное.
[0030] При использовании в настоящем документе термины "первый", "второй" и "третий" могут быть использованы взаимозаменяемо, чтобы отличить один компонент от другого, и не предназначены для обозначения места или важности отдельных компонентов. Термин "материал с низким коэффициент теплового расширения" относится к материалу, увеличение которого меньше в сравнении в повышением температуры.
[0031] При использовании в настоящем документе термины "осевой" и "в осевом направлении" относятся к направлениям и ориентациям, которые проходят по существу параллельно центральной линии турбинного двигателя. Термин "передний", используемый в сочетании с "осевой" или "в осевом направлении", относится к перемещению по направлению к впускному отверстию двигателя, или к тому, что компонент находится относительно ближе к впускному концу двигателя по сравнению с другим компонентом. Термин "задний", используемый в сочетании с "осевой" или "в осевом направлении", относится к перемещению по направлению к выпускному отверстию двигателя, или к тому, что компонент находится относительно ближе к выпускному концу двигателя по сравнению с другим компонентом. Кроме того, термины "радиальный" и "в радиальном направлении" относятся к направлениям и ориентациям, которые проходят по существу перпендикулярно центральной линии турбинного двигателя.
[0032] Все ссылки на направление (например, радиальный, осевой, ближний, дальний, верхний, нижний, вверх, вниз, левый, правый, боковой, передний, задний, сверху, снизу, выше, ниже, вертикальный, горизонтальный, по часовой стрелке, против часовой стрелки) используются только для целей определения, чтобы способствовать пониманию читателем настоящего изобретения, не создают ограничений, в частности, в отношении положения, ориентации или использования изобретения. Ссылки на соединение (например, прикрепленный, соединенный, подсоединенный и присоединенный) должны толковаться широко и могут включать в себя промежуточные элементы между набором элементов и относительное перемещение между элементами, если не указано иное. По существу, ссылки на соединение не обязательно обозначают, что два элемента напрямую связаны и имеют фиксированное отношение друг с другом. Иллюстративные чертежи предназначены только для иллюстрации, а размеры, положения, порядок и относительные размеры, отраженные в прилагаемых чертежах, могут различаться.
[0033] На фиг. 1 схематически показан вид сбоку газотурбинного двигателя 10. Назначение газотурбинного двигателя заключается в извлечении энергии из газообразных продуктов сгорания, имеющих высокие давление и температуру, преобразования этой энергии в механическую энергию для работы. Газотурбинный двигатель 10 имеет входной конец 12 двигателя, при этом воздух поступает во внутренний контур 13 двигателя после прохождения через секцию 18 вентилятора. Обтекатель 19 двигателя окружает внутренний контур 13 двигателя и секцию 18 вентилятора таким образом, что между внешней стенкой 23 внутреннего контура 13 двигателя и обтекателем 19 образован внешний контур 22. Внутренний контур 13 двигателя в целом образован компрессором 14, камерой 16 сгорания, многоступенчатой турбиной 20 высокого давления (ТВД) 20 и отдельной турбиной 21 низкого давления (ТНД). В целом, внутренний контур 13 двигателя во время работы обеспечивает тягу или мощность. Газотурбинный двигатель 10 может быть использован в авиации, для выработки энергии, в промышленности, для морских приложений или тому подобного.
[0034] При работе воздух поступает через конец 12 для впуска воздуха 12 двигателя 10 и проходит по меньшей мере через одну ступень сжатия, в которой повышают давление воздуха и направляют его в камеру 16 сгорания. Сжатый воздух смешивается с топливом и сжигается с получением горячего газа сгорания, который выходит из камеры 16 сгорания по направлению к турбине 20 высокого давления. В турбине 20 высокого давления энергия извлекается из горячего газа сгорания, вызывая вращение лопаток турбины, которые в свою очередь, вызывают вращение первого вала 24 вокруг оси 26 двигателя. Вал 24 проходит по направлению к передней части двигателя, чтобы продолжить вращение одной или более ступеней 14 компрессора, секции 18 вентилятора или входных лопастей вентилятора, в зависимости от конструкции турбины. Секция 18 вентилятора соединена вторым валом 28 с турбиной 21 низкого давления и создает тягу для газотурбинного двигателя 10 путем выпуска воздуха через выпускной конец 15 двигателя 10. Турбина 21 низкого давления также может быть использована для извлечения дополнительной энергии и мощности на дополнительных ступенях компрессора.
[0035] Со ссылкой на ФИГ. 2-4 в приведенном в качестве примере варианте реализации изобретения двигатель 10 содержит узел 100 реверсивного устройства, включающий в себя выполненный с возможностью перемещения капот 102, который образует часть обтекателя 19. На ФИГ. 2 приведен покомпонентный вид узла 100 реверсивного устройства. На ФИГ. 3 приведено схематичное изображение узла 100 реверсивного устройства, иллюстрирующее выполненный с возможностью перемещения капот 102 и узел 104 створки блокирования потока в первом рабочем положении (т.е. убранном положении). На ФИГ. 4 приведено схематичное изображение узла 100 реверсивного устройства, иллюстрирующее выполненный с возможностью перемещения капот 102 и узел 104 створки блокирования потока во втором рабочем положении (т.е. полностью перемещенном). Когда выполненный с возможностью перемещения капот 102 полностью перемещен, узел 104 створки блокирования потока пассивно проходит в радиальном направлении во внешний контур 22, чтобы блокировать или препятствовать протеканию воздуха вентилятора через выходной конец 15 (показано на ФИГ. 1), так что воздух вентилятора направляется через узел 100 реверсивного устройства для обеспечения обратной тяги (т.е. полного разворачивания узла реверсивного устройства).
[0036] В приведенном в качестве примера варианте реализации изобретения выполненный с возможностью перемещения капот 102 содержит внутреннюю в радиальном направлении панель 106 и внешнюю в радиальном направлении панель 108, размещенные и выполненные так, чтобы между ними было образовано пространство 110. Узел 100 реверсивного устройства содержит приводной узел 112, соединенный с выполненным с возможностью перемещения капотом 102 и размещенный по меньшей мере частично в пределах пространства 110 для выполняемого по выбору перемещения капота 102 в целом в осевом направлении. В приведенном в качестве примера варианте реализации изобретения приводной узел 112 может приводиться в действие электрически, пневматически или гидравлически для перемещения капота 102 между рабочими положениями. Кессон 114 соединен с приводным узлом 112 возле переднего конца 116 выполненного с возможностью перемещения капота 102 и обеспечивает работу приводного узла 112.
[0037] Приведенный в качестве примера вариант реализации изобретения также включает в себя множество элементов 118 реверсивного устройства, размещенных в пределах пространства 110 между внутренней и внешней в радиальном направлении панелями 106 и 108, соответственно, и выполненных с возможностью открытия и закрытия перемещаемым капотом 102. Таким образом, когда выполненный с возможностью перемещения капот 102 находится в убранном рабочем положении, элементы 118 реверсивного устройства закрыты, а когда выполненный с возможностью перемещения капот 102 находится в полностью перемещенном рабочем положении, элементы 118 реверсивного устройства открыты. В приведенных в качестве примера вариантах реализации изобретения используются подходящие элементы направления потока и уплотнения, чтобы обеспечить герметизирующее (например, воздухонепроницаемое) взаимодействие между компонентами. В приведенном в качестве примера варианте реализации изобретения элементы 118 реверсивного устройства представляют собой фиксированные конструкции решетки, включающие в себя множество поворотных лопаток 120 решетки. Кроме того, опорное кольцо 122 соединено с задними концами элементов 118 реверсивного устройства для обеспечения опоры для элементов 118.
[0038] В процессе работы, когда выполненный с возможностью перемещения капот 102 находится в убранном рабочем положении (ФИГ. 3), воздух во внешнем контуре 22 в целом направлен из выходного конца 15 в режиме прямой тяги. Для обеспечения обратной тяги выполненный с возможностью перемещения капот 102 перемещают в полностью перемещенное рабочее положение (ФИГ. 4), в котором элементы 118 реверсивного устройства открываются и воздушный поток направляется посредством поворотных лопастей 120.
[0039] С конкретной ссылкой на ФИГ. 3 и 4, узел 104 створки блокирования потока содержит основание 124, соединенное с внешней стенкой 23, и тягу 126, соединенную с основанием 124 и проходящую через внешний контур 22. В приведенном в качестве примера варианте реализации изобретения узел 104 створки блокирования потока также содержит створку 128 блокирования потока, соединенную с возможностью поворота с тягой 126, и внутреннюю панель 106 капота 102. Створка 128 блокирования потока выполнена с возможностью перемещения в радиальном направлении посредством поворота вокруг шарнира 129 при воздействии на нее достаточной воздушной нагрузки, когда узел 100 реверсивного устройства полностью развернут, а мощность двигателя и воздушный поток увеличены. Как показано на ФИГ. 4 в виде примера, створка 128 блокирования потока взаимодействует с внешней стенкой 23, чтобы блокировать или затруднять воздушный поток через внешний контур 22, и вместо этого воздушный поток направляется через узел 100 реверсивного устройства и поворачивается поворотными лопастями 120 для обеспечения обратной тяги. Таким образом, створка 128 блокирования потока задействуется пассивно (например, воздушным потоком), а не поворачивается активно механическим приводом или другим механизмом. В альтернативном варианте реализации изобретения активное управление створкой 128 блокирования потока осуществляют механическим приводом или другим механизмом.
[0040] На ФИГ. 5 приведено перспективное изображение узла 104 створки блокирования потока для использования с узлом реверсивного устройства, показанным на ФИГ. 3, на ФИГ. 6 приведено изображение сверху корпусной части 130 створки 128 блокирования потока, а на ФИГ. 7 приведено изображение снизу корпусной части 130. В приведенном в качестве примера варианте реализации изобретения створка 128 блокирования потока содержит корпусную часть 130, множество установочных конструкций 132 и лицевой лист 134. В частности, корпусная часть 130 сформована из термопластичного материала таким образом, что корпусная часть 130 выполнена за одно целое с установочными конструкциями 132. Формование термопластичного материала может быть выполнено либо литьем под давлением, либо формованием прессованием. В другом варианте реализации изобретения любой процесс формования термопластичного материала может быть использован для выполнения за одно целое корпусной части 130 и установочных конструкций 132. В приведенном в качестве примера варианте реализации изобретения термопластичный материал включает в себя по меньшей мере один такой материал, как полиэфирэфиркетон, полиэфирсульфон, полиэфирэфиркетонкетон, полифенилсульфон, полифениленсульфид и полиэфиримид. В другом варианте реализации изобретения термопластичный материал включает в себя любую смолу, устойчивую к высокотемпературному и химическому воздействиям.
[0041] В приведенном в качестве примера варианте реализации изобретения корпусная часть 130 содержит задний лист 136, который выполнен за одно целое или сформован совместно с сотовым заполнителем 137 из термопластичного материала. В частности, термопластичный материал сформован литьем под давлением или прессованием с образованием заднего листа 136 и сотового заполнителя 137. Как описано более подробно ниже, использование термопластичных материалов обеспечивает выполнение сотового заполнителя 137, имеющего высоту и толщину стенок в соответствии с необходимыми техническими условиями. Кроме того, различные части сотовой корпусной части могут иметь ячейки разных размеров для учета различных требований к нагрузке или шумоподавлению. Такое точное выполнение размера сотовой ячейки обеспечивает улучшенное шумоподавление. Соответственно, установочные конструкции 132, задний лист 136 и сотовый заполнитель 137 все одновременно выполнены за одно целое из термопластичного материала.
[0042] Как показано на ФИГ. 7, корпусная часть 130 содержит задний лист 136, выполненный за одно целое с сотовым заполнителем 137. В приведенном в качестве примера варианте реализации изобретения заполнитель 137 включает в себя множество ячеек 170, которые имеют множество стенок 172 для образования каждой ячейки 170. Как описано выше, заполнитель 137 может быть выполнен по заказу таким образом, что толщина и высота стенок 172 изменяется в зависимости от их расположения на корпусе 130. В частности, каждая группа ячеек 170 задана стенками 172, имеющими заданную толщину, отличную от толщины стенки любой другой группы ячеек.
[0043] В приведенном в качестве примера варианте реализации изобретения множество ячеек 170 содержит первую группу ячеек 174, образованных первой группой стенок 176, вторую группу ячеек 178, образованных второй группой стенок 180, третью группу ячеек 182, образованных третьей группой стенок 184, и четвертую группу ячеек 186, образованных четвертой группой стенок 188. В частности, стенки 176 первой группы 174 имеют первую толщину Т1, которая больше, чем толщина Т2 стенок 180 второй группы 178. Схожим образом, стенки 184 третьей группы 182 имеют третью толщину Т3 который меньше толщин Т1 и Т2, но больше, чем толщина Т4 стенок 188 четвертой группы 186. Хотя на чертеже показано, что корпусная часть 130 имеет четыре группы ячеек 170 и стенок 172, корпусная часть 130 может иметь большее или меньшее количество групп ячеек 170 и стенок 172. В целом, корпусная часть 130 может иметь любое необходимое количество групп ячеек 170 и соответствующих стенок 172 для обеспечения работы корпусной части 130, как описано в настоящем документе.
[0044] Корпусная часть 130 также содержит множество ребер 190 жесткости, которые выполнены за одно целое или сформованы совместно с сотовым заполнителем 137 и задним листом 136, чтобы обеспечить дополнительную прочность корпусной части 130. Ребра 190 проходят от заднего листа 136 по направлению дальнему концу стенок 172. В частности, ребра 190 проходят на первое расстояние от заднего листа 136, а стенки 172 проходят на второе расстояние, которое больше, чем первое расстояние, так что ячейки 170 оказываются выше, чем ребра 190. В одном варианте реализации изобретения ребра 190 включают в себя пару ребер 190, которые проходят от центральной области 192 заполнителя 137 по направлению к углу корпусной части 130. Пара ребер 190 выполнена параллельно друг другу для дополнительного упрочнения корпусной части 130. Кроме того, ребра 190 проходят возле групп 174 и 178 ячеек, имеющих самые толстые стенки 176 и 180 таким образом, что близкое взаимное расположение ребер 190 и толстые стенки 176 и 180 обеспечивают образование области повышенной прочности в корпусной части 130.
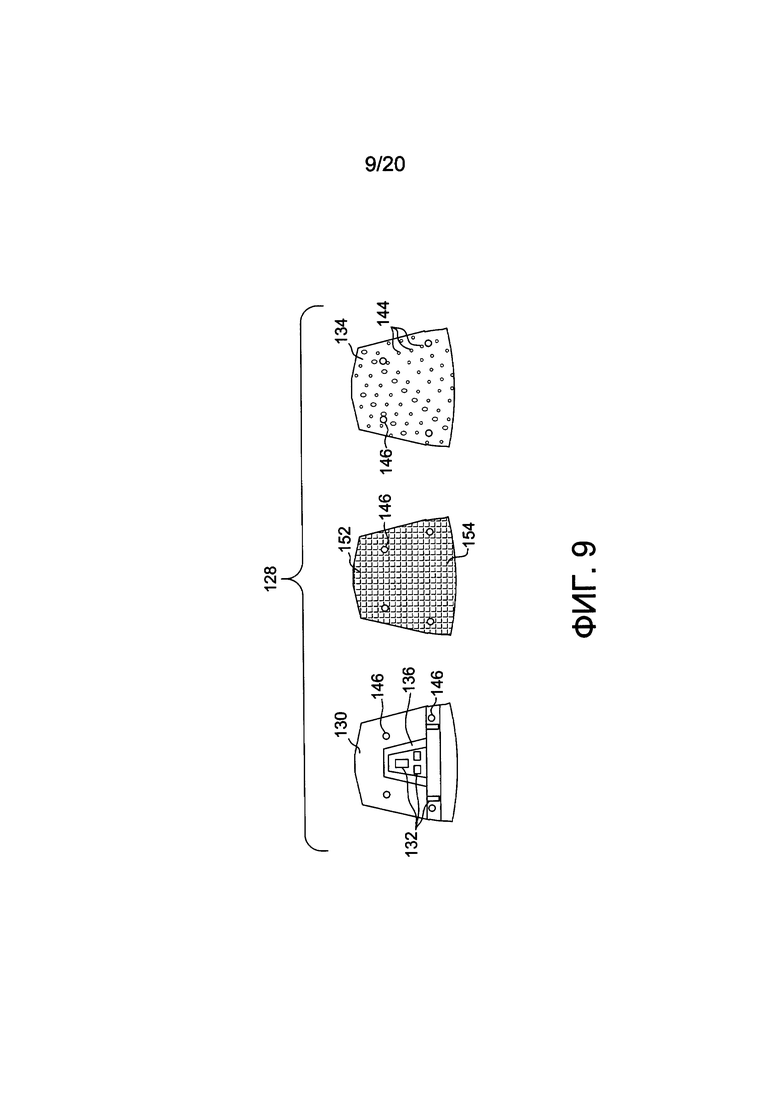
[0045] На ФИГ. 8 приведен вид сбоку в разрезе створки 128 блокирования потока для использования с узлом 104 створки блокирования потока, а на ФИГ. 9 приведен покомпонентный вид створки 128 блокирования потока. В другом варианте реализации изобретения задний лист 136 представляет собой цельную слоистую структуру, поверх которой выполнен термопластичный материал посредством литья под давлением или прессования с получением установочных конструкций 132 и корпусной части 130 вокруг слоистого заднего листа 136. По существу, установочные конструкции 132 сформованы совместно с корпусной частью 130 таким образом, что установочные конструкции 132 и корпусная часть 130 образуют цельную конструкцию. В другом варианте реализации изобретения установочные конструкции 132 соединены с термопластичной корпусной частью 130 после профилирования корпусной части 130. Кроме того, после профилирования корпусной части 130 вокруг установочных конструкций 132 может быть выполнена механическая обработка выполненных за одно целое установочных конструкций 132, такая как сверление по меньшей мере одного сквозного отверстия 138.
[0046] В приведенном в качестве примера варианте реализации изобретения лицевой лист 134 соединен с внутренней поверхностью 140 корпусной части 130 таким образом, что лицевой лист 134 открыт во внешний контур 22 двигателя (показано на ФИГ. 4). В приведенном в качестве примера варианте реализации изобретения лицевой лист 134 выполнен из того же термопластичного материала, что и корпусная часть 130. В другом варианте реализации изобретения лицевой лист 134 выполнен из термопластичного материала, отличного от термопластичного материала, который образует корпусную часть 130. Еще в одном варианте реализации изобретения лицевой лист 134 выполнен из множества слоев 142 материала. В частности, лицевой лист 134 выполнен примерно из 3-20 слоев 142, сформованных совместным прессованием. Указанное множество слоев 142 может быть термопластичным материалом или может представлять собой композиционный термопластичный материал, такой как, но без ограничения, углеродное волокно, или может быть термореактивным материалом.
[0047] Кроме того, в приведенном в качестве примера варианте реализации изобретения лицевой лист 134 содержит множество сквозных отверстий 144 (как показано на ФИГ. 9). Отверстия 144 обеспечивают ослабление шума, создаваемого внутри двигателя 10 для уменьшения величины шума, производимого двигателем 10. В приведенном в качестве примера варианте реализации изобретения каждое отверстие 144 имеет размер примерно от 0,02 дюйма до 0,06 дюйма (0,508-1,524 мм). В частности, каждое отверстие 144 имеет размер примерно 0,04 дюйма (1,016 мм). Еще в одном варианте реализации изобретения отверстия 144 имеют любой размер, который обеспечивает работу створки 128 блокирования потока узла 104 створки блокирования потока, как описано в настоящем документе. Кроме того, отверстия 144 могут быть любой формы, такой как, но без ограничения, круговая, эллиптическая или прямоугольная, которая обеспечивает работу створки 128 блокирования потока узла 104 створки блокирования потока, как описано в настоящем документе. В приведенном в качестве примера варианте реализации изобретения отверстия 144 выполнены вместе с лицевым листом 134 посредством горячей перфорации иглой или просверлены (посредством сверления многошпиндельной головкой или ударного сверления) после формования лицевого листа 134.
[0048] Как описано в настоящем документе, в приведенном в качестве примера варианте реализации изобретения лицевой лист 134 соединен с корпусной частью 130 с использованием процесса термического соединения. В результате такого термического соединения происходит термическая сварка корпусной части 130 к лицевому листу 134 таким образом, что корпусная часть 130 и лицевой лист 134 образуют выполненный за одно целое, цельный компонент. В другом варианте реализации изобретения лицевой лист 134 соединен с корпусной частью 130 с использованием адгезионного связывания. Еще в одном варианте реализации изобретения створка 128 блокирования потока содержит множество механических крепежных элементов 146, которые обеспечивают соединение лицевого листа 134 с корпусной частью 130. Любое сочетание термического соединения, адгезионного связывания и крепежных элементов 146 может быть использовано для соединения лицевого листа 134 с корпусной частью 130.
[0049] В одном варианте реализации изобретения корпусная часть 130 содержит первую часть 148 и вторую часть 150. В таких конфигурациях створка 128 блокирования потока содержит промежуточный лист 152, соединенный между первой частью 148 и второй частью 150. В приведенном в качестве примера варианте реализации изобретения промежуточный лист 152 выполнен из того же термопластичного материала, что и корпусная часть 130. В другом варианте реализации изобретения промежуточный лист 152 выполнен из термопластичного материала, отличного от термопластичного материала, который образует корпусную часть 130. В другом варианте реализации изобретения промежуточный лист 152 выполнен из тонкого листа ткани. Промежуточный лист 152 содержит множество приподнятых выступов 154, которые соответствуют множеству выемок 156, выполненных в корпусной части 130. Выступы 154 промежуточного листа 152 в сочетании с выемками 156 корпусных частей 148 и 150 обеспечивают ослабление шума, создаваемого внутри двигателя 10 для уменьшения величины шума, производимого двигателем 10. В другом варианте реализации изобретения промежуточный лист 152 не содержит выступ 154 и выполнен по существу плоским. В приведенном в качестве примера варианте реализации изобретения промежуточный лист 152 имеет толщину примерно от 0,002 дюйма до 0,008 дюйма (0,0508-0,2032 мм). В частности, промежуточный лист 152 имеет толщину примерно 0,005 дюйма (0,127 мм). Еще в одном варианте реализации изобретения промежуточный лист 152 имеет любую толщину, которая обеспечивает работу створки 128 блокирования потока узла 104 створки блокирования потока, как описано в настоящем документе.
[0050] Как описано выше в отношении лицевого листа 134 и корпусной части 130, промежуточный лист 152 соединен между первой и второй частями 148 и 150 корпусной части 130 с использованием процесса термического соединения. В результате такого термического соединения происходит термическая сварка промежуточного листа 152 между первой и второй частями 148 и 150 таким образом, что первая и вторая части 148 и 150, промежуточный лист 152, и лицевой лист 134 образуют выполненный за одно целое, цельный компонент. В другом варианте реализации изобретения промежуточный лист 152 соединен между первой и второй частями 148 и 150 с использованием адгезионного связывания. Еще в одном варианте реализации изобретения механические крепежные элементы 146 обеспечивают соединение промежуточного листа 152 между первой и второй частями 148 и 150. Любое сочетание термического соединения, адгезионного связывания и крепежных элементов 146 может быть использовано для соединения промежуточного листа 152 между первой и второй частями 148 и 150 корпусной части 130.
[0051] В одном варианте реализации изобретения створка 128 блокирования потока также содержит уплотнительный элемент 158 (показано на ФИГ. 5), соединенный по меньшей мере вдоль части периметра корпусной части 130. Уплотнительный элемент 158 образует уплотнение между створкой 128 блокирования потока и по меньшей мере одной такой панелью, как внутренняя панель 106 перемещаемого узла 102 капота (обе из которых показаны на ФИГ. 3) и внутренняя панель 160 кессона 114 (обе из которых показаны на ФИГ. 3). По существу, уплотнительный элемент 158 предотвращает или уменьшает поток воздуха из внешнего контура 22 двигателя через перемещаемый узел 102 капота, когда узел 104 створки блокирования потока не развернут, как показано на ФИГ. 3.
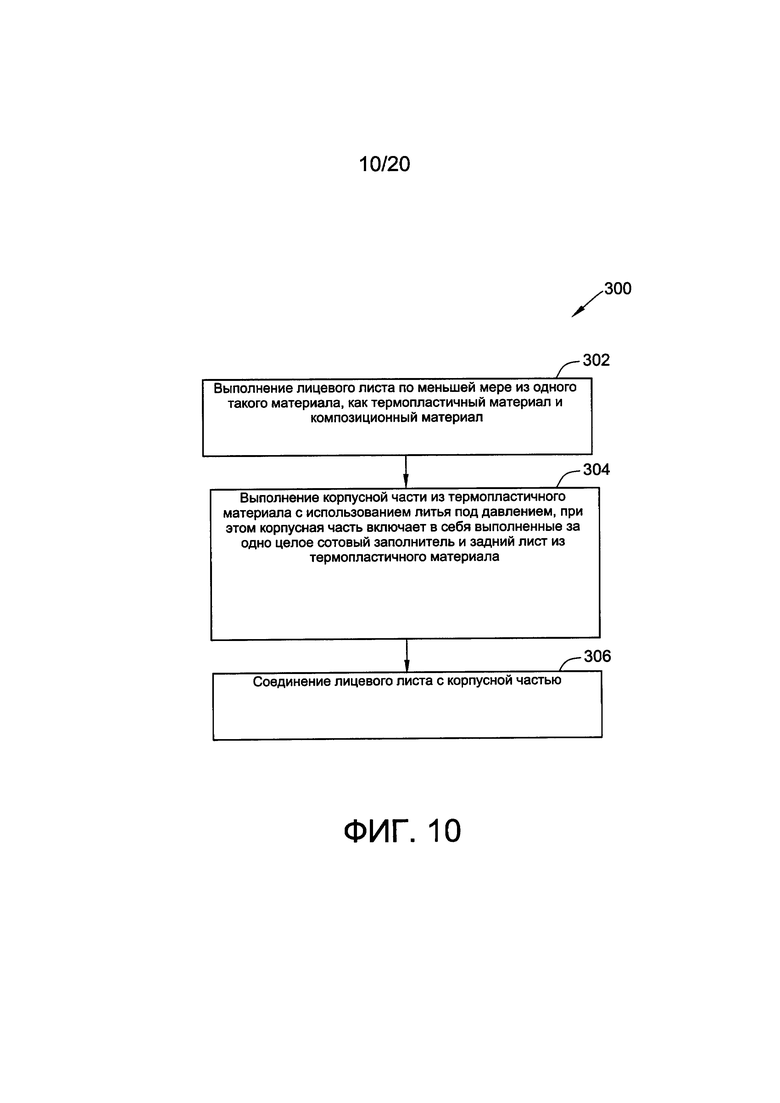
[0052] На ФИГ. 10 показана блок-схема, иллюстрирующая приведенный в качестве примера способ 300 изготовления створки 128 блокирования потока. Способ 300 включает выполнение 302 лицевого листа, такого как лицевой лист 134, по меньшей мере из одного такого материала, как термопластичный материал и композиционный материала, и выполнение 304 корпусной части, такой как корпусная часть 130, из термопластичного материала с использованием литья под давлением, формования прессованием или другого процесса формования термопластов. В одном варианте реализации изобретения выполнение 304 включает выполнение за одно целое сотового заполнителя, такого как заполнитель 137, и заднего листа, такого как задний лист 136, из термопластичного материала. Способ 300 кроме того включает соединение 308 лицевого листа с корпусной частью с использованием по меньшей мере термического соединения, адгезионного связывания и/или множества механических крепежных элементов.
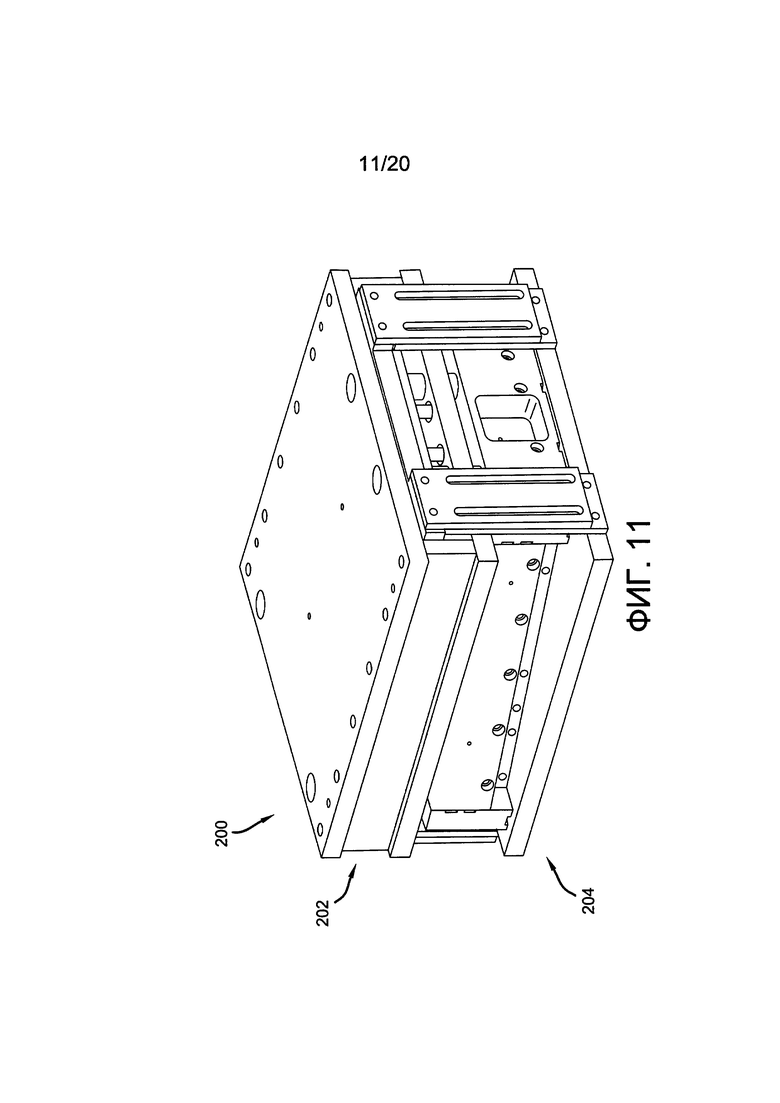
[0053] На ФИГ. 11 приведено перспективное изображение узла 200 формования прессованием, который может быть использован для формования прессованием корпусной части 130 (показано на ФИГ. 6 и 7) створки 128 блокирования потока (показано на ФИГ. 5). В частности, узел 200 используется для выполнения за одно целое заднего листа 136 и сотового заполнителя 137. В приведенном в качестве примера варианте реализации изобретения узел 200 содержит верхний формовочный узел 202 и нижний формовочный узел 204, которые вместе выполняют формование прессованием с получением корпусной части 130 из термопластичного материала в виде одной детали.
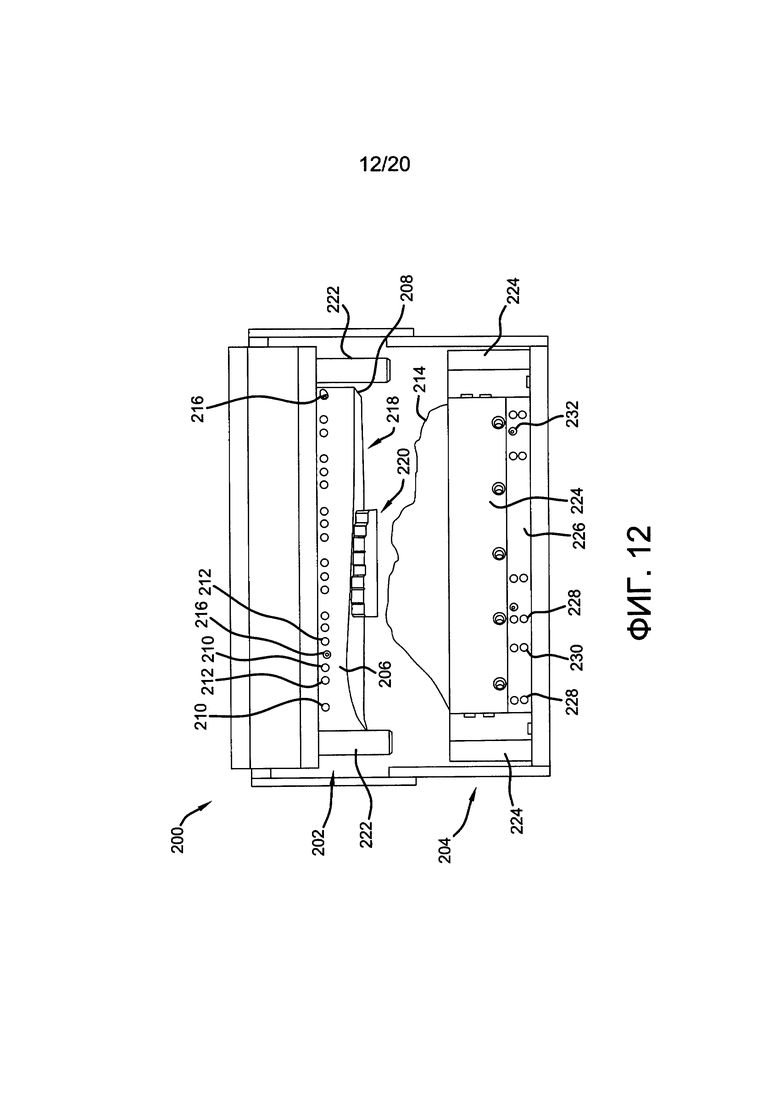
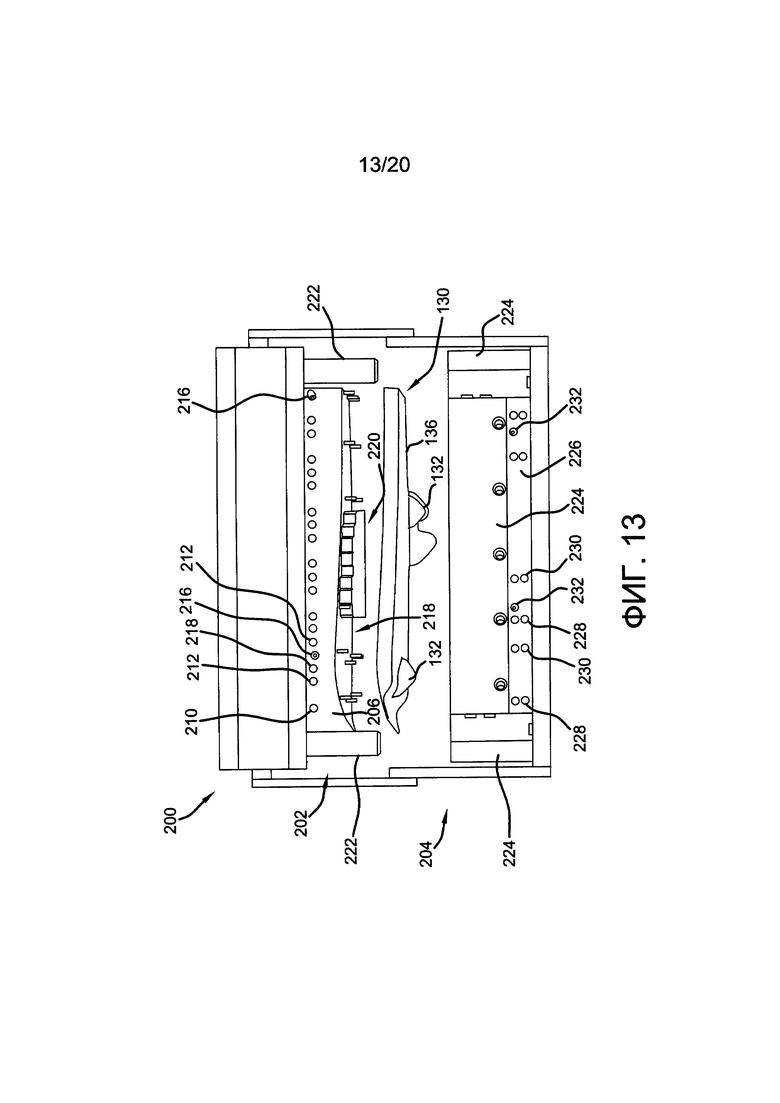
[0054] На ФИГ. 12 приведен вид сбоку узла 200 формования прессованием перед формованием корпусной части 130 створки блокирования потока, а на ФИГ. 13 приведен вид сбоку узла 200 формования прессованием после формования корпусной части 130 створки блокирования потока. Как показано на ФИГ. 12 и 13, верхний формовочный узел 202 содержит пуансонную пластину 206, имеющую нижнюю поверхность 208, которая образует профиль корпусной части 130. Пуансонная пластина 206 также содержит множество нагревательных каналов 210 и множество охладительных каналов 212, расположенных с чередованием по пуансонной пластине 206. Каналы 210 и 212 выполнены с возможностью подачи тепла в термопластичный материал 214 или отвода тепла из термопластичного материала 214 во время формования для обеспечения плавления материала 214 для формования или отверждения материала 214 после формования. Множество термопар 216 также размещено в пуансонной пластине 206 для измерения температуры пуансонной пластины 206 и/или материала 214.
[0055] В приведенном в качестве примера варианте реализации изобретения пуансонная пластина 206 также содержит множество сквозных отверстий 218. В поверхности 208 выполнены отверстия 218, которые проходят через пуансонную пластину 206 перпендикулярно каналам 210 и 212. Верхний формовочный узел 202 также содержит множество вставок 220 для заполнителя, соединенных с возможностью удаления с пуансонной пластиной 206 таким образом, что каждое отверстие 218 принимает соответствующую вставку 220 для заполнителя. Как описано в настоящем документе, вставки 220 для заполнителя соединены с возможностью удаления с соответствующим отверстием 218 указанного множества отверстий 218 и обеспечивают профилирование сотового заполнителя 137 корпусной части 130 створки блокирования потока. В частности, каждая вставка 220 для заполнителя профилирует соответствующую ячейку 170 (показано на ФИГ. 7) из множества ячеек 170, а промежуток (не показано ни на ФИГ. 12, ни на 13) между смежными вставками 220 для заполнителя обеспечивает профилирование соответствующей стенки 172 (показано на ФИГ. 7) из множества стенок 172.
[0056] В приведенном в качестве примера варианте реализации изобретения верхний формовочный узел 202 также содержит множество направляющих штифтов 222, которые направляют пуансонную пластину 206 к нижнему формовочному узлу 204 во время формования. В другом варианте реализации изобретения направляющие штифты 222 размещены за пределами верхнего формовочного узла 202 и/или изолированы, чтобы предотвратить тепловое расширение направляющих штифтов 222. Как описано более подробно в настоящем документе, нижний формовочный узел 204 содержит множество боковых стенок 224 и профилировочную пластину 226, которые вместе образуют полость (не показано ни на ФИГ. 12, ни на 13), в которую загружают материал 214 для формования. Профилировочная пластина 226 также содержит множество нагревательных каналов 228 и множество расположенных с чередованием охладительных каналов 230. Как и в пуансонной пластине 206, каналы 228 и 230 выполнены с возможностью подачи тепла в термопластичный материал 214 или отвода тепла из термопластичного материала 214 во время формования для обеспечения плавления материала 214 для формования или отверждения материала 214 после формования. Множество термопар 232 также размещено в профилировочной пластине 226 для измерения температуры профилировочной пластины 226 и/или материала 214.
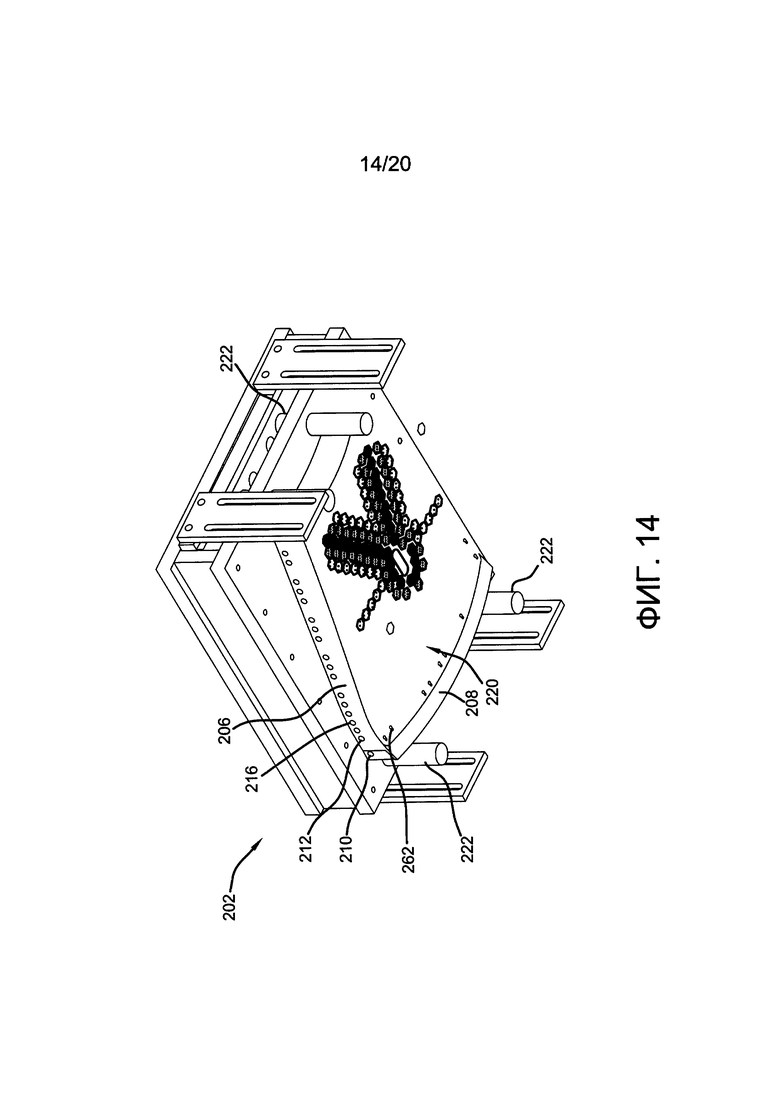
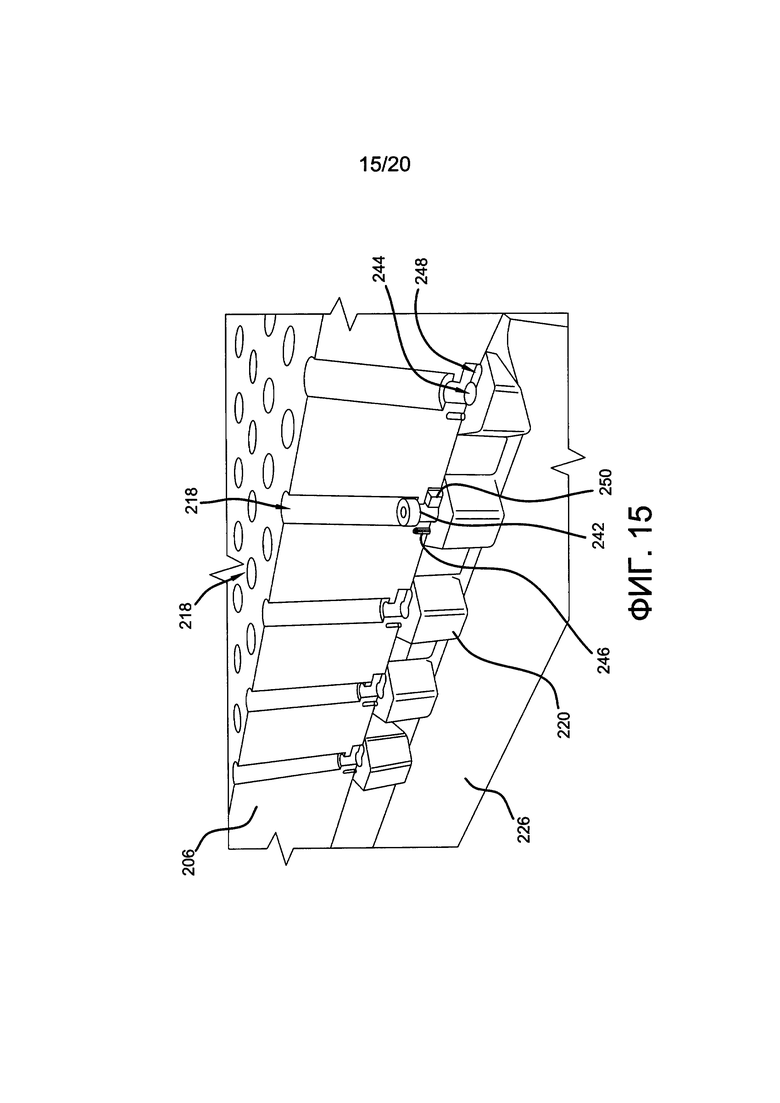
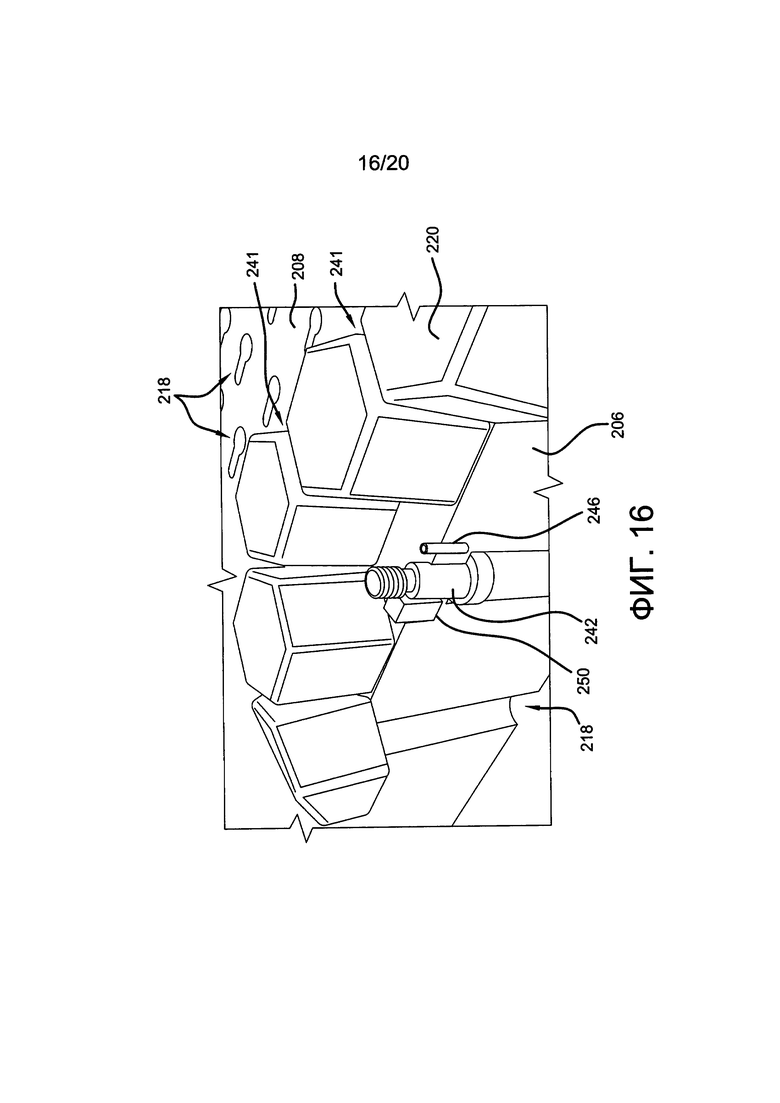
[0057] На ФИГ. 14 приведено перспективное изображение снизу верхнего формовочного узла 202, иллюстрирующее пуансонную пластину 206 и вставки 220 для заполнителя. На ФИГ. 15 и 16 приведены перспективные изображения с разрезом пуансонной пластины 206, вставок 220 для заполнителя и профилировочной пластины 226. В приведенном в качестве примера варианте реализации изобретения вставки 220 для заполнителя содержат множество групп вставок для заполнителя, причем каждая группа вставок 220 для заполнителя имеет размер, отличный от размера любой другой группы вставок 220 для заполнителя. В частности, как показано на ФИГ. 14, верхний формовочный узел 202 содержит первую группу 234 вставок 220, вторую группу 236 вставок 220, третью группу 238 вставок 220 и четвертую группу 240 вставок 220. Каждая группа 234, 236, 238 и 240 имеет размер, отличный от размера любой другой группы 234, 236, 238 и 240. Например, первая группа 234 содержит вставки 220 первого размера, а вторая группа 236 содержит вставки 220 второго размера, отличного от первого размера. Хотя на чертеже показано, что верхний формовочный узел имеет четыре группы вставок 220, верхний формовочный узел 202 может иметь большее или меньшее количество групп вставок 220. В целом, верхний формовочный узел 202 может иметь любое необходимое количество групп вставок 220 для обеспечения работы верхнего формовочного узла 202, как описано в настоящем документе.
[0058] В приведенном в качестве примера варианте реализации изобретения каждая вставка 220 соединена с возможностью удаления с пуансонной пластиной 206 таким образом, что каждая вставка выполнена с возможностью взаимной замены для обеспечения точных размеров ячеек 170 в корпусной части 130, чтобы обеспечить соответствие необходимым требованиям к прочности корпусной части 130. В частности, небольшие вставки 220 могут быть соединены с пуансонной пластиной 206 в том месте, в котором необходима повышенная прочность для корпусной части 130. Поскольку промежутки 241 между смежными вставками 220 задают толщину стенок 172 ячеек 170 сотового заполнителя, то чем меньше вставки 220, тем больше толщина стенки, и, следовательно, больше прочность в этой области корпусной части 130. Схожим образом, в тех областях, где не требуется повышенная прочность, могут быть использованы более крупные вставки 220 для уменьшения толщины стенки и, таким образом, уменьшения веса корпусной части 130. По существу, толщина стенки каждой ячейки 170 сотового заполнителя 137 может быть адаптирована в зависимости от размера вставки 220, используемой для этой ячейки 170, причем размер вставки 220 основан на необходимой несущей способности в месте расположения этой ячейки 170 в заполнителе 137.
[0059] Как показано на ФИГ. 15 и 16, каждая из вставок 220 для заполнителя соединена с пуансонной пластиной 206 с использованием одного из множества выполненных с возможностью удаления крепежных элементов 242. В приведенном в качестве примера варианте реализации изобретения крепежные элементы 242 вставлены через отверстие 218 и в отверстие 244, образованное во вставке 220 для заполнителя. Отверстие 244 и часть крепежного элемента 242 имеют резьбу для обеспечения соединения. Используемый при необходимости стопорный штифт 246 соединен между каждой вставкой 220 для заполнителя и пуансонной пластиной 206 для обеспечения вставления вставки для заполнителя в подходящей ориентации. Кроме того, отверстие 244 имеет шпоночную канавку 248, выполненную с возможностью приема шпонки 250 для предотвращения поворота вставки 220 для заполнителя.
[0060] На ФИГ. 17 приведено перспективное изображение выталкивающего узла 252, который может быть использован с узлом 200 формования прессованием для выталкивания сформованной корпусной части 130 створки блокирования потока из верхнего формовочного узла 202. В приведенном в качестве примера варианте реализации изобретения выталкивающий узел 252 содержит выталкивающую пластину 254 и пластину 256 держателя выталкивателя, соединенные с выталкивающей пластиной 254 и с пуансонной пластиной 206. Множество пластин 258 управления выталкиванием соединены с выталкивающей пластиной 254 и обеспечивают перемещение выталкивающего узла 252 и верхнего формовочного узла 202 по направлению к нижнему формовочному узлу 204. Выталкивающий узел 252 также содержит множество выталкивающих штырей 260, которые проходят через множество отверстий 262 для штырей (показано на ФИГ. 14), выполненных в пуансонной пластине 206. В процессе работы, при перемещении верхнего формовочного узла 202 от нижнего формовочного узла 204, полностью сформованная корпусная часть 130 также поднимается с ним. Выталкивающий узел 252 может затем либо быть опущен по направлению к верхнему формовочному узлу 202 либо удерживаться неподвижно, а верхний формовочный узел 202 перемещают по направлению к выталкивающему узлу 252 для выталкивания корпусной части 130 из верхнего формовочного узла 202. Пластины 254 и 256 содержат отверстия 264 для направляющих стоек для обеспечения перемещения выталкивающего узла 252 вдоль направляющих штифтов 222. При подходе верхнего формовочного узла 202 и выталкивающего узла 252 друг к другу выталкивающие штыри 260 проходят через отверстия 262 для штырей в пуансонной пластине 206 и открепляют корпусную часть 130 от пуансонной пластины 206.
[0061] На ФИГ. 18 приведено перспективное изображение нижнего формовочного узла 204, иллюстрирующее боковые стенки 224, соединенные с профилировочной пластиной 226. В приведенном в качестве примера варианте реализации изобретения боковые стенки 224 и профилировочная пластина 226 формируют полость 266, в которую загружают термопластичный материал 214 для формования корпусной части 130 створки блокирования потока. Боковые стенки 224 формируют периметр корпусной части 130 и выполнены с возможностью удаления и взаимной замены для обеспечения возможности использования различных боковых стенок 224 в зависимости от необходимого свойства корпусной части 130. Например, если вдоль части периметра корпусной части 130 необходимо обеспечить получение конкретного признака, боковая стенка 224, имеющая такой конкретный признак, может быть размещена в нижнем формовочном узле 204. Затем, когда такой признак больше не нужен, в узле 204 может быть размещена первоначальная боковая стенка 224. В альтернативном варианте реализации такой конкретный признак может быть получен механической обработкой одной или более боковых стенок 224, но не остальных боковых стенок 224, и затем обработанная механически боковая стенка 224 может быть возвращена в узел 204.
[0062] На ФИГ. 19 приведено перспективное изображение снизу нижнего формовочного узла 204, иллюстрирующее множество выполненных с возможностью удаления вставок 268 для установочных конструкций. Каждая вставка 268 для установочных конструкций обеспечивает получение установочной конструкции 132 на корпусной части 130 и вставляется через соответствующее отверстие 270 в профилировочной пластине 226. Вставки 268 для установочных конструкций обеспечивают получение на корпусной части 130 по меньшей мере одной такой конструкции, как шарнирная конструкция или тяговая конструкция. В альтернативном варианте реализации может быть использована установочная конструкция 268, которая не обеспечивает получения конструкций на корпусной части 130. Аналогично боковым стенкам 224, вставки 268 для установочных конструкций выполнены с возможностью удаления и взаимной замены для обеспечения возможности использования различных вставок 268 для установочных конструкций в зависимости от необходимой установочной конструкции корпусной части 130. Кроме того, вставки 268 для установочных конструкций являются модульными для обеспечения возможности изменения формы каждой вставки 268 и получения необходимой установочной конструкции 132 в зависимости от заданной необходимой установочной конструкции 132 без необходимости изменения других компонентов узла 200 формования прессованием.
[0063] На ФИГ. 20 приведена блок-схема, иллюстрирующая приведенный в качестве примера способ 400 профилирования корпусной части 130 створки 128 блокирования потока с использованием узла 200 формования прессованием. Как описано выше, корпусная часть 130 содержит сотовый заполнитель 137, имеющий множество ячеек 170, образованных множеством стенок 172. Способ 400 включает соединение 402 указанного множества выполненных с возможностью удаления вставок 220 для заполнителя с пуансонной пластиной 206 узла 200 формования прессованием. В частности, соединение 402 вставок 220 для заполнителя включает соединение 402 указанного множества групп 234, 236, 238 и 240 вставок 220 для заполнителя, причем каждая группа вставок для заполнителя имеет размер, отличный от размера любой другой группы вставок для заполнителя. Например, этап соединения 402 включает соединение с пуансонной пластиной 206 первой группы 234 вставок для заполнителя, имеющих первый размер, и соединение 402 с пуансонной пластиной 206 второй группы 236 вставок для заполнителя, имеющих второй размер, отличный от первого размера.
[0064] Способ 400 также включает загрузку 404 термопластичного материала 214 в узел 200 формования прессованием. В частности, материал 214 загружают 404 в полость 266, образованную боковыми стенками 224 и профилировочной пластиной 226 профилировочного узла, который представляет собой нижний формовочный узел 204. Пуансонную пластину 206 затем вдавливают 404 по направлению к профилировочному узлу, который представляет собой нижний формовочный узел 204, в термопластичный материал 214, и затем профилируют 408 указанное множество ячеек 170 сотового заполнителя 137 с использованием указанного множества вставок 220 для заполнителя. Профилирование 408 указанного множества ячеек 170 включает профилирование первой группы ячеек 174 первой группой 234 вставок 220 для заполнителя из указанного множества вставок для заполнителя и профилирование второй группы 178 ячеек второй группой 236 вставок 220 для заполнителя из указанного множества вставок для заполнителя.
[0065] Варианты реализации, раскрытые в настоящем документе, описывают узел створки блокирования потока для использования в газотурбинном двигателе. Узел створки блокирования потока содержит лицевой лист, имеющий множество отверстий для обеспечения шумоподавления, и корпусную часть, соединенную с лицевым листом. Корпусная часть содержит задний лист, выполненный за одно целое с сотовым заполнителем, причем корпусная часть сформована из термопластичного материала с использованием литья под давлением, формования прессованием или другого процесса формования термопластов. Также в настоящем документе описан узел формования прессованием для формования сотового заполнителя створки блокирования потока, причем сотовый заполнитель содержит множество ячеек, образованных множеством стенок. Узел формования прессованием содержит пуансонную пластину, имеющую множество сквозных отверстий и множество вставок для заполнителя, соединенных с пуансонной пластиной. Вставки для заполнителя выполнены с возможностью профилирования сотового заполнителя створки блокирования потока. Каждая вставка для заполнителя соединена с возможностью удаления с соответствующим отверстием указанного множества отверстий в пуансонной пластине таким образом, что каждая вставка для заполнителя выполнена с возможностью профилирования соответствующей ячейки из указанного множества ячеек.
[0066] Как описано в настоящем документе, выполненная за одно целое термопластичная створка блокирования потока имеет ряд преимуществ по сравнению с известными створками блокирования потока, выполненными из различных материалов, которые соединены друг с другом. Например, известные створки блокирования потока изготовлены из верхней и нижней обшивок, которые окружают алюминиевый сотовый заполнитель, соединенный с обшивками адгезивом. Ячейки в алюминиевом сотовом заполнителе часто имеют стандартные высоту и толщину стенки. Часть сотового заполнителя может быть заполнена герметизирующим компаундом, чтобы сотовый заполнитель мог выдерживать более высокие нагрузки, если стандартные размеры не отвечают техническим условиям. Однако в дополнение к увеличению веса створки блокирования потока, герметизирующий компаунд неблагоприятно влияет на характеристики затухания звука алюминиевого сотового заполнителя. Использование формованных термопластов позволяет избежать ограничений использования сотовых конструкций стандартных размеров, а также позволяет избежать использования герметизирующего компаунда, заполняющего сотовую конструкцию, поскольку высота и толщина стенки могут быть выполнены по заказу в соответствии с необходимыми техническими условиями.
[0067] Кроме того, выполненные с возможностью удаления отдельные вставки для заполнителя обеспечивают возможность получения ячеек различных размеров для различных частей сотовой корпусной части, чтобы учитывать различные требования к нагрузке или шумоподавлению. Такое точное соблюдение размера сотовой ячейки позволяет прилагать на корпусную часть увеличенную нагрузку. Кроме того, использование термопластичных материалов для замены алюминиевой обшивки и сотовые конструкции обусловливают меньший вес створки блокирования потока и меньшие затраты вследствие снижения материальных и трудовых затрат.
[0068] Кроме того, каждая вставка для заполнителя соединена с возможностью удаления с пуансонной пластиной таким образом, что каждая вставка для заполнителя выполнена с возможностью взаимной замены для обеспечения точных размеров сотовых ячеек в корпусной части, чтобы обеспечить соответствие необходимым требованиям к прочности. В частности, небольшая вставка для заполнителя может быть соединена с пуансонной пластиной в том месте, в котором необходима повышенная прочность для корпусной части. Поскольку промежутки между смежными вставками для заполнителя задают толщину стенки ячеек сотового заполнителя, небольшая вставка для заполнителя приводит к получению более толстой стенки, что увеличивает прочность в этой области корпусной части. Схожим образом, в тех областях, где не требуются повышенная прочность, может быть использована более крупная вставка для заполнителя для уменьшения толщины стенки и, таким образом, уменьшения веса корпусной части. По существу, толщина стенки каждой ячейки сотового заполнителя может быть адаптирована в зависимости от размера вставки для заполнителя, используемой для этой ячейки, причем размер вставки для заполнителя основан на необходимой несущей способности в месте расположения ячейки в сотовом заполнителе.
[0069] В этом письменном описании используются примеры для раскрытия различных вариантов реализации настоящего изобретения, включая наилучший вариант, а также любому специалисту в данной области техники обеспечивается возможность применения на практике различных вариантов реализации настоящего раскрытия, включая выполнение и использование любых устройств или систем и реализацию любых включенных способов. Патентоспособный объем различных вариантов реализации раскрытия определяется формулой изобретения и может включать в себя другие примеры, которые окажутся очевидными для специалистов в данной области техники. Такие другие примеры предназначены для включения в пределы объема формулы изобретения, если указанные примеры имеют структурные элементы, которые не отличаются от буквального изложения формулы изобретения, или если указанные примеры включают в себя эквивалентные структурные элементы, которые имеют несущественные отличия от буквального изложения формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УЗЕЛ СТВОРКИ БЛОКИРОВАНИЯ ПОТОКА, КОРПУСНАЯ ЧАСТЬ УЗЛА СТВОРКИ БЛОКИРОВАНИЯ ПОТОКА И СПОСОБ ИЗГОТОВЛЕНИЯ СТВОРКИ БЛОКИРОВАНИЯ ПОТОКА ДЛЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2017 |
|
RU2746963C2 |
| УЗЕЛ ФОРМООБРАЗУЮЩИХ ВСТАВОК, ФОРМОВОЧНОЕ УСТРОЙСТВО И СПОСОБ ФОРМОВАНИЯ | 2018 |
|
RU2767273C2 |
| КОНСТРУКЦИЯ НА ОСНОВЕ СУПЕРПЛАСТИЧЕСКОГО ФОРМООБРАЗОВАНИЯ/ДИФФУЗНОГО СВЯЗЫВАНИЯ ДЛЯ ОСЛАБЛЕНИЯ ШУМА ОТ ПОТОКА ВОЗДУХА | 2013 |
|
RU2637276C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ПРОФИЛИРОВАННЫХ ЭЛЕМЕНТОВ ЖЕСТКОСТИ ИЗ КОМПОЗИТНОГО СЛОИСТОГО МАТЕРИАЛА С УМЕНЬШЕННЫМ ОБРАЗОВАНИЕМ СКЛАДОК | 2016 |
|
RU2727627C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОНТУРИРОВАННЫХ КОМПОЗИТНЫХ ЭЛЕМЕНТОВ ЖЕСТКОСТИ ПЕРЕМЕННОГО РАЗМЕРА | 2012 |
|
RU2599292C2 |
| УЗЕЛ ПОГЛОЩАЮЩЕГО АППАРАТА, СОДЕРЖАЩИЙ КОРПУС, СЖИМАЕМЫЙ ЭЛАСТОМЕРНЫЙ ПРУЖИННЫЙ ЭЛЕМЕНТ И ФРИКЦИОННЫЙ ДЕМПФИРУЮЩИЙ МЕХАНИЗМ | 2008 |
|
RU2489289C2 |
| ФОРМА С ГИБКОЙ ПОВЕРХНОСТЬЮ И СПОСОБ ЕЕ ПРИМЕНЕНИЯ | 2004 |
|
RU2317262C2 |
| ПРОФИЛИРОВАННЫЙ ЗАПОЛНИТЕЛЬ, СОДЕРЖАЩИЙ МАТРИЦУ ИЗ ПРЕРЫВИСТЫХ ВОЛОКОН | 2016 |
|
RU2716794C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОПЛАСТА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2008227C1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ФОРМОВАНИЯ ПЛАСТМАССОВОГО УКУПОРОЧНОГО СРЕДСТВА С ВЫТАЛКИВАНИЕМ С ПОМОЩЬЮ ВОЗДУХА | 2004 |
|
RU2339516C2 |
Изобретение относится к области формования прессованием и может быть использовано при изготовлении сотового заполнителя створки блокирования потока, имеющего множество ячеек, образованных множеством стенок. Узел формования прессованием содержит пуансонную пластину, выполненную с множеством сквозных отверстий, и множество вставок для заполнителя. Вставки соединены с пуансонной пластиной с обеспечением возможности профилирования сотового заполнителя. Каждая вставка для заполнителя соединена с возможностью удаления с соответствующим отверстием указанного множества отверстий с обеспечением профилирования соответствующей ячейки из указанного множества ячеек. В результате обеспечивается улучшение шумоподавления и снижение веса полученного изделия. 2 н. и 18 з.п. ф-лы, 20 ил.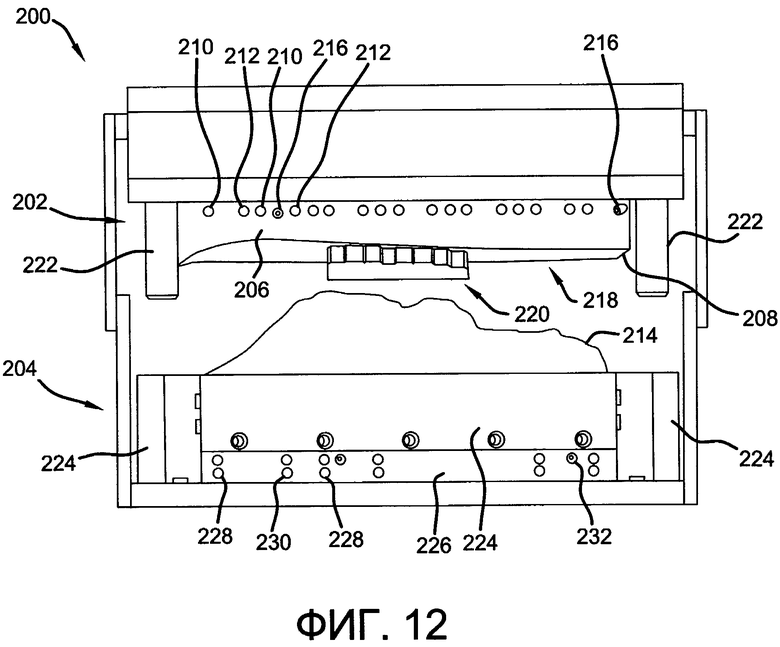
пуансонную пластину, содержащую множество сквозных отверстий; и
множество вставок для заполнителя, соединенных с указанной пуансонной пластиной и выполненных с возможностью профилирования сотового заполнителя створки блокирования потока, причем
каждая указанная вставка для заполнителя соединена с возможностью удаления с соответствующим отверстием из указанного множества отверстий таким образом, что каждая вставка для заполнителя выполнена с возможностью профилирования соответствующей ячейки из указанного множества ячеек.
соединение указанного множества выполненных с возможностью удаления вставок для заполнителя с пуансонной пластиной;
загрузку термопластичного материала в узел формования прессованием;
вдавливание пуансонной пластины по направлению к профилировочному узлу в термопластичный материал с обеспечением профилирования указанного множества ячеек с использованием указанного множества вставок для заполнителя.
соединение с пуансонной пластиной первой группы вставок для заполнителя, имеющих первый размер; и
соединение с пуансонной пластиной второй группы вставок для заполнителя, имеющих второй размер, отличный от первого размера.
профилирование первой группы ячеек первой группой вставок для заполнителя из указанного множества вставок для заполнителя; и
профилирование второй группы ячеек второй группой вставок для заполнителя из указанного множества вставок для заполнителя.
профилирование первой группы ячеек включает профилирование первой группы ячеек, имеющих первую толщину стенки, а
профилирование второй группы ячеек включает профилирование второй группы ячеек, имеющих вторую толщину стенки, отличную от первой толщины стенки.
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕИСТОЙ СТРУКТУРЫ ИЗ ТЕРМОПЛАВКОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2197382C2 |
| Устройство для формования сотовой структуры | 1972 |
|
SU446123A3 |
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |

