Изобретение отрюсится к обработке металлов давлением и может быть иепользо- вано для изг отовления облегченных конструкций е сотовым заполнителем.
Цель изобретения - снижение трудоемкости изготовления заполнителя в широком диапазоне его тиноразмеров.
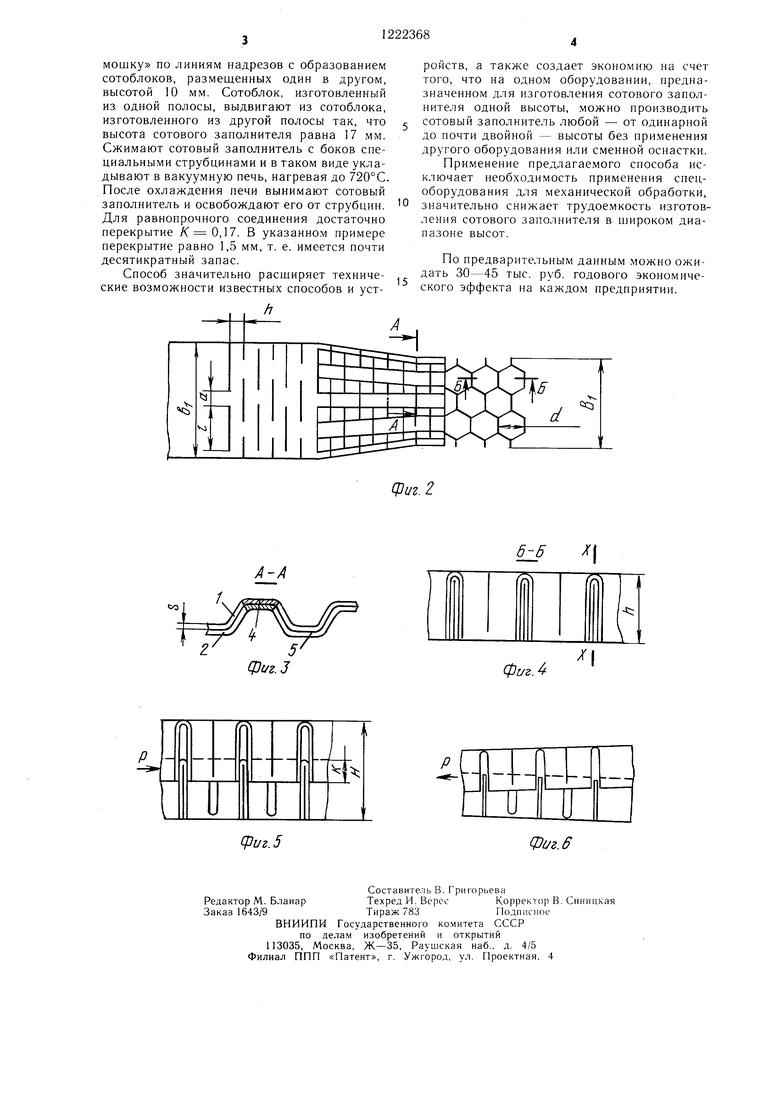
На фиг. 1 изображен полосовой .материал в плане в процессе изготовления с продольными надрезами и линиями складывания; на фиг. 2 - то же, с поперечными надрезами и линиями складывания; на фиг. 3 - разрез А-А на фиг. I и 2; на фиг. 4 - разрез Ъ-Ъ на фиг. 1 и 2; на фиг. 5 - сотовый заполнитель постоянной высоты; на фиг. 6 - то же, неременной высоты.
Полосовым материалом для сотового запо.лнителя могут служить стали и сплавы, соединяемые пайкой, или другие материалы, соединяемые связующими веществами, например клеем.
Так как в способе изготовления сотового заполнителя нет принципиального различия в операции скрепления связующим веществом (пайка или склеивание), то пояснение способа приводится на примере материала, соединяемого пайкой.
Методом надрезки, гофрирования и екла- дывапия полосового материала возможно изготовление двух типов сотоблоков с продольными линиями складывания и поперечными линиями складывания.
Заготовкой для первого типа сотоблока является полосовой материал 1иириной /;, равной /i2n, где h - высота сотоблока; п - число ячеек в поперечном сечении сото- блоков.
На два полосовых материала одинаковой ширины с сторон каждого из них наносят связуюп,ее вещество, в частности, в виде припоя. Располагают эти две полосы 1 и 2 слоя.ми один на другом с совмеп;ением кромок. Одновременно в двухслойном материале делают продольные относительно материала р адрезы 3, расположенные в шахматном порядке. Длина каждого надреза / равна развертке гофра, который должен быть равен половине ячейки еотов и включать не менее трех граней. Расстояние между надрезами или длина перемычки а равна ширине грани гофра.
Г1ролольные линии надрезов располагаю-у с LHaroM h. Надрезанный материал гофрируют в поперечном направлении но фор.ме полуячейки сотов так, что перемычки между надрезами располагаются на верхних 4 или нижних 5 гранях гофров. Затем гофрированный двухслойный материал складывают в «гармонжу, изгибая его по линиям надрезов до соприкосновения граней 4 и 5 с образованием сотовой структуры, состоящей из двух ссл облоков. При этом щирина сотоблока В равна (п+, где d - расстояние между гранями ячейки, параллель1222368
0
5
0
5
0
5
0
5
0
5
S -- толщина
ными линиям складывания; полосового материала.
Для получения сотового заполнителя заданрюй высоты Я сотоблок, изготовленный из полосового материала 1, выдвигают из сотоблока, изготовленного из полосового материала 2. Для устранения случайных нарушений высоты Н взаимное по.ложение сотоблоков фиксируют поджатием с боков в направлении, перпендикулярном осям ячеек X-X усилие.м Р. В поджато.м ио.южении сотовый заполнитель нагревают до температуры расплавления припоя, а затем охлаждают {на воздухе), закрепляя те.м самым взаимное положение сотоблоков.
Процесс изготовления BTopoi o типа сотового заполнителя отличается только тем, что линии надрезов располагают перпендикуляр- EIO полоеово.му материалу, а гофрирование производят в продольпом направлении. Ширина заготовки В равна (1., а п ирина сотового заполнителя В равна Х(/-a)cos(a -90°), где а - угол между смежными гранями гофра.
Наименьп ая величина перекрытия Д любого сотового заполнителя обусловливается равнопрочностью скрепляющего вещества в месте соединения сотоблоков и их материала.
В соответствии е предлагаем.ым способом возможно изготов: ение сотовых заполнителей переменной высоты за счет установки одного сотоблока относительно другого с переменной величиной нерекрьггия /С Сотовый заполнитель этого типа имеет ло.маные оси ячеек.
пример. Изготавливают сотовы.ч заполнитель ИЗ нержавеющей стали толщиной S О, I мм. Pa3.viepbi сотового запо.лнителя: высота Я 17 мм, ширина В s:s 60 мм, диаметр окружноети. вписанной в шестигранную ячейку, равен 4 мм. На имеюилемся оборудовании возможно изготовить сотоблок с указанными размерами, но высотой не более /г 10 мм. Число ячеек в поперечном ряду п 15. Ширина полосового материала b 300 .мм. Ширина грани ячейки и.пи длина перемычки а 2tg30° (--f--f S) 2,4 мм.
Без учета (для упрощения) радкуса изгиба материала длина надреза / 7,2.
Из заготовки вырезают две полосы шириной 300 мм. Каждую полосу с двух сторон нок)ывают припоем Г1Ср-40, например, гальваническим способом. Две полосы укладывают одну на другую. На оборудовании выполняют продольные надрезы длиной 7,2 мм, разделенные перемычками длиной 2,4 .мм. В поперечном направлении линии надрезов расположены с HiaroM 10 .мм. Гофрируют полосы в поперечном направлении с образованием гофров, равных по форме половине ячейки сотов. Гофрирование нроизводят так, что перемычки между надрезами располагаются на верхних и нижних гофрах. Далее гофрированный материал складывают в « гармошку по линиям надрезов с образованием сотоблоков, размещенных один в другом, высотой 10 мм. Сотоблок, изготовленный из одной полосы, выдвигают из сотоблока, изготовленного из другой полосы так, что высота сотового заполнителя равна 17 мм. Сжимают сотовый заполнитель с боков специальными струбцинами и в таком виде укладывают в вакуумную печь, нагревая до 720°С. После охлаждения печи вынимают сотовый заполнитель и освобождают его от струбцин. Для равнопрочного соединения достаточно перекрытие ,17. В указанно. примере перекрытие равно 1,5 мм, т. е. имеется почти десятикратный запас.
Способ значительно расширяет технические возможности известных способов и устh
роиств, а также создает экономию на счет того, что на одном оборудовании, предназначенном для изготовления сотового заполнителя одной высоты, можно производить сотовый заполнитель любой - от одинарной до почти двойной - высоты без применения другого оборудования или сменной оснастки. Применение предлагаемого способа исключает необходимость применения спецоборудования для механической обработки, значительно снижает трудоемкость изготовления сотового заполнителя в широком диапазоне высот.
По предварительным данным можно ожидать 30-45 тыс. руб. годового экономического эффекта на каждом предприятии.
ta
VI
фиг. 2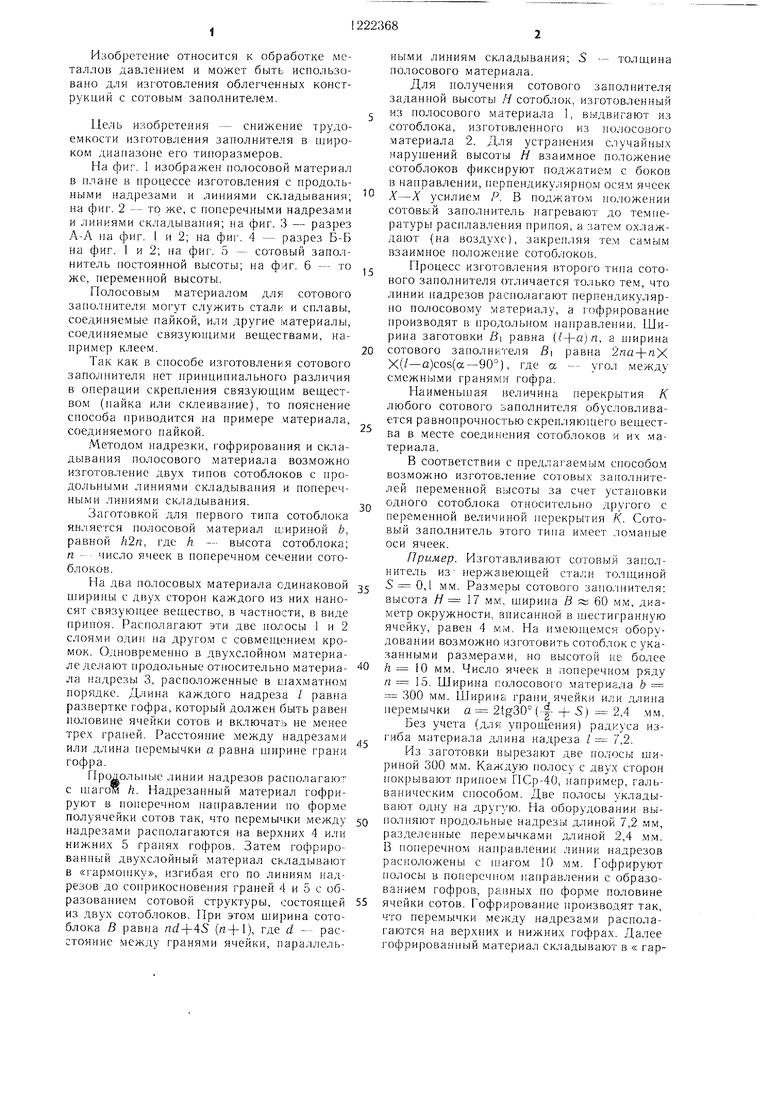
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ | 2003 |
|
RU2269393C2 |
| Штамп для продольного гофрированияпОлОСы | 1979 |
|
SU804129A1 |
| Способ изготовления сотового заполнителя | 1978 |
|
SU770622A1 |
| Способ изготовления сотового заполнителя | 1988 |
|
SU1636096A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО УПЛОТНЕНИЯ | 2013 |
|
RU2531312C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ПАНЕЛИ | 2004 |
|
RU2292977C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ И ПРОСТРАНСТВЕННЫХ СОТОВЫХ СТРУКТУР И КОНСТРУКЦИЙ НА ИХ ОСНОВЕ | 1996 |
|
RU2126875C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ ДЛЯ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ | 1995 |
|
RU2083373C1 |
| Устройство для изготовления сотового заполнителя | 1981 |
|
SU1013057A1 |
| Устройство для изготовления сотовогозАпОлНиТЕля | 1978 |
|
SU806209A1 |

фиг.З
фиг А
If и г. 5
Составитель В. Григорьева
Редактор М. БланарТехред И. ВереоКорректор В. Смннцкая
Заказ 1643/9Тираж 783Подписное
ВНИИПН Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб.. д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная. 4
Фиг. 6
| 1971 |
|
SU415177A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Патент США № 3162942, кл | |||
| Солесос | 1922 |
|
SU29A1 |
