Изобретение относится к машиностроению, а именно к способам фрезерной обработки при вращении обрабатываемых изделий, и может быть использовано для обработки цилиндрических, конических и профильных тел вращения.
Известен способ фрезерования двух тел вращения, при котором обработку ведут фасонной дисковой фрезой с трапецеидальным производящим контуром, симметричным относительно оси, перпендикулярной оси вращения фрезы. Заготовки располагают по обе стороны от фрезы так, что их оси отстоят на равном расстоянии от оси симметрии фрезы и перпендикулярны последней.
В процессе обработки фрезе и заготовкам сообщают вращение вокруг их собственных осей, фрезу перемещают поступательно вдоль осей заготовок и вдоль оси симметрии [1].
Недостатком известного способа является невозможность производить обработку тел вращения переменного диаметра с глубокими и узкими впадинами из-за того, что заготовки располагают по обе стороны от фасонной дисковой фрезы, ось вращения которой перпендикулярна осям вращения обрабатываемых заготовок, и для получения заданной конфигурации с переменным диаметром обрабатываемой поверхности фрезе сообщают поступательное перемещение вдоль осей заготовок.
Основной задачей, на решение которой направлен заявленный способ фрезерной обработки двух тел вращения, является повышение производительности.
Техническим результатом, достигаемым при осуществлении заявленного способа, является расширение технологических возможностей за счет обработки дисковым режущим инструментом одновременно двух тел вращения переменного диаметра с глубокими и узкими впадинами.
Сущность изобретения заключается в том, что в известном способе фрезерной обработки двух тел вращения, содержащем фасонную фрезу и две обрабатываемые заготовки, расположенные на параллельных осях, перпендикулярных оси вращения фрезы, согласно изобретению обрабатываемые заготовки 1 и 2 располагают на параллельных осях 3 и 4 с возможностью вращения вокруг них, обработку производят дисковым режущим инструментом 5 с производящим контуром, симметричным относительно оси 6, перпендикулярной оси вращения 7 инструмента 5. Ось вращения инструмента и оси вращения заготовок вращаются в одном направлении и расположены относительно друг друга под углом α, который на расположение заготовок относительно инструмента не влияет.
При этом обрабатываемые заготовки и режущий инструмент устанавливают в положение, при котором оси вращения заготовок находятся на одинаковом расстоянии L1=L2 от оси симметрии 6 дискового режущего инструмента, у которого вершины зубьев расположены на окружности 8 одного диаметра Dи, на которой лежат оси вращения заготовок 3 и 4.
Образование профиля тел вращения осуществляют путем сообщения дисковому режущему инструменту 5 вращения вокруг оси 7 и поступательно-возвратных движений S1 вдоль оси симметрии 6, одновременно согласованных с перемещением S режущего инструмента 5 вдоль осей вращения заготовок 3 и 4.
Сущность изобретения заключается в том, что обрабатываемые заготовки 1 и 2 располагаются на параллельных осях 3 и 4 с возможностью вращения вокруг них, обработку производят дисковым режущим инструментом 5 с производящим контуром, симметричным относительно оси 6, перпендикулярной оси вращения 7 инструмента 5. Ось вращения инструмента и оси вращения заготовок вращаются в одном направлении и расположены относительно друг друга под углом α, который на расположение заготовок относительно инструмента не влияет.
При этом обрабатываемые заготовки имеют возможность перемещаться вдоль своих осей вращения и их устанавливают в положение по отношению к режущему инструменту, при котором оси вращения заготовок находятся на одинаковом расстоянии L1=L2 от оси симметрии 6 дискового режущего инструмента, вершины зубьев которого расположены на окружности 8 одного диаметра Dи, на которой лежат оси вращения заготовок 3 и 4.
Образование профиля тел вращения осуществляют путем сообщения дисковому режущему инструменту 5 вращения вокруг оси 7 и поступательно-возвратных движений S1 вдоль оси симметрии 6, одновременно согласованных с перемещением S заготовок 1 и 2 вдоль осей вращения заготовок 3 и 4.
Сопоставимый анализ заявленного способа с прототипом показывает, что заявляемый способ отличается расположением заготовок относительно режущего инструмента от прототипа, что позволяет одновременно обрабатывать два тела вращения переменного диаметра с глубокими и узкими впадинами. Данный способ позволяет фрезерование цилиндрических, конических и профильных тел вращения.
Анализ известных технических решений позволяет сделать вывод об отсутствии в них значительной части признаков, сходных с существенными отличиями в заявляемом способе. Так, например, в прототипе образование профиля тел вращения осуществляют фасонной фрезой за счет поступательного перемещения, а при фрезеровании конических и профильных тел вращения. В заявляемом способе образование профиля тел вращения осуществляют дисковым режущим инструментом за счет одновременно согласованных между собой поступательно-возвратных движений относительно заготовок и перемещения вдоль осей заготовок или за счет осуществления дисковым режущим инструментом поступательно-возвратных движений, одновременно согласованных с перемещением обрабатываемых заготовок вдоль их осей вращения.
Таким образом, выделенные признаки способа расположения обрабатываемых заготовок и образование профиля тел вращения режущим инструментом являются новыми и благодаря этим признакам достигаются такие технологические результаты, проявление которых не обнаружено у прототипа.
Сущность изобретения подтверждается чертежами,
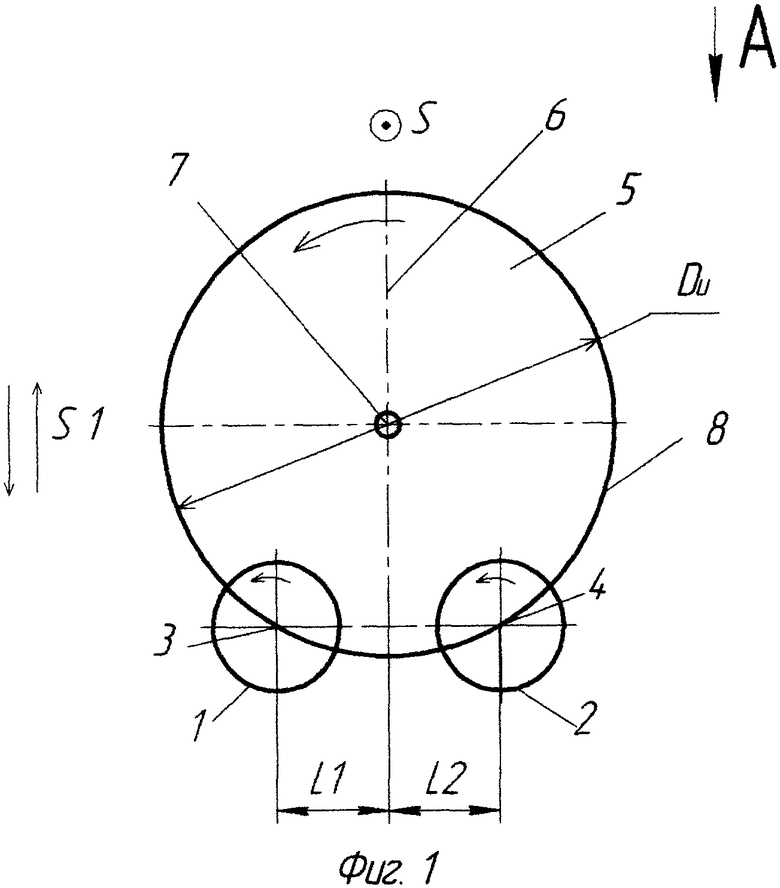
где на фиг.1 - механизм фрезерной обработки двух тел вращения для осуществления 1-го варианта способа,
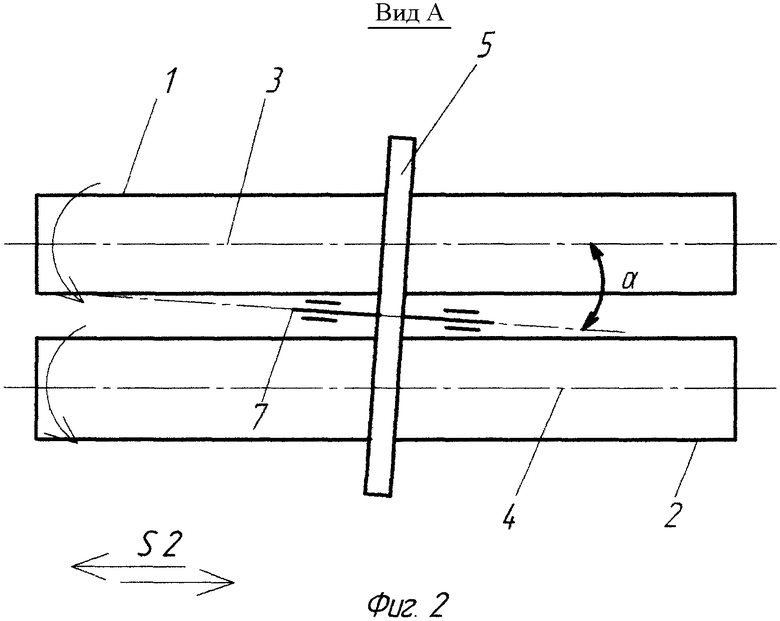
на фиг.2 - вид А на фиг.1 - механизм фрезерной обработки двух тел вращения для осуществления 2-го варианта способа.
Механизм содержит обрабатываемые заготовки 1 и 2, оси вращения заготовок 3 и 4, дисковый режущий инструмент 5, ось вращения режущего инструмента 7.
При обработке (фиг.1) вращение заготовок и режущего инструмента сообщают в одном направлении, заготовкам 1 и 2 сообщают вращательные движения вокруг своих осей 3 и 4 с частотой Wз, а режущему инструменту 5 сообщают вращение вокруг оси 7 с частотой Wи. Для врезания инструмента в заготовки и получения заданного диаметра обработанной поверхности инструменту 5 сообщают поступательные движение врезания S1 вдоль оси симметрии, а добавив к последнему перемещение S вдоль осей заготовок в их относительном движении соответственно вокруг осей 3 и 4, получим круглый профиль тел вращения. Для фрезерования конических и профильных тел вращения инструменту 5 сообщают одновременно согласованные между собой поступательно-возвратные движения относительно заготовок 1 и 2 и перемещение S вдоль осей заготовок или (фиг.2) за счет сообщения режущему инструменту поступательно-возвратных движений, одновременно согласованных с перемещением S2 заготовок вдоль их осей вращения.
Частоту вращения инструмента Wи задают в зависимости от допускаемой скорости резания по известной зависимости
где V - скорость резания, м/мин (определяют по режимам резания);
Dи - максимальный диаметр режущего инструмента в зоне контакта с заготовкой, мм [1].
Отношение ширины инструмента к величине подачи на оборот детали выбирают равным целому числу (не меньше двух), а отношение частоты вращения детали к частоте вращения инструмента определяют из известной зависимости
где i - отношение частоты вращения детали к частоте вращения инструмента;
S - подача инструмента на оборот детали;
L - ширина режущей части инструмента;
Z - число зубьев инструмента [2]. Значение перемещения S задают по режимам резания.
Источники информации
1. А.с. №1301580, кл. В23С 3/04, 1987. Бюл. №13.
2. А.с. №1225708, кл. В23С 3/04, 1986. Бюл. №15.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФРЕЗЕРНОЙ ОБРАБОТКИ ДВУХ ТЕЛ ВРАЩЕНИЯ (ВАРИАНТЫ) | 2006 |
|
RU2317876C2 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ КОМПЛЕКТА ВИНТОВ | 2008 |
|
RU2387522C1 |
| СПОСОБ ОБРАБОТКИ КОМПЛЕКТА ВИНТОВ | 2008 |
|
RU2381877C1 |
| СПОСОБ ЗАКРУГЛЕНИЯ ТОРЦОВ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС (ВАРИАНТЫ) | 2006 |
|
RU2318636C1 |
| Способ обработки эксцентриковых валов | 2016 |
|
RU2631576C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ С КРУГЛОЙ ВИНТОВОЙ ПОВЕРХНОСТЬЮ | 2006 |
|
RU2306199C1 |
| СПОСОБ КОПИРОВАЛЬНОЙ ОБРАБОТКИ, КОПИРОВАЛЬНЫЙ ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК "КТФ-1 МЕК" | 2007 |
|
RU2368484C2 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ВИНТОВ С КРУГЛОЙ ВИНТОВОЙ ПОВЕРХНОСТЬЮ | 2006 |
|
RU2306200C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ВИНТОВ | 2006 |
|
RU2306201C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ | 2006 |
|
RU2306202C1 |
Способ включает расположение заготовок по обе стороны от оси симметрии дискового режущего инструмента, перпендикулярной его оси вращения, обработку дисковым режущим инструментом, у которого вершины всех зубьев расположены на окружности одного диаметра. При этом дисковому режущему инструменту и заготовкам сообщают вращение вокруг осей. Для расширения технологических возможностей за счет обработки двух заготовок переменного диаметра с глубокими и узкими впадинами оси вращения заготовок размещают на равном расстоянии от оси симметрии инструмента на окружности одного диаметра, на которой расположены вершины всех его зубьев. При обработке инструменту сообщают одновременно согласованные между собой поступательно-возвратные движения вдоль его оси симметрии и перемещение вдоль осей вращения заготовок. Согласно второму варианту способа для достижения того же технического результата при обработке инструменту сообщают поступательно-возвратные движения вдоль его оси симметрии, одновременно согласованные с перемещением двух заготовок вдоль их осей вращения. 2 н.п. ф-лы, 2 ил.
1. Способ фрезерной обработки двух тел вращения, при котором две заготовки с их осями вращения располагают по обе стороны от оси симметрии дискового режущего инструмента, перпендикулярной его оси вращения, обработку производят дисковым режущим инструментом, у которого вершины всех зубьев расположены на окружности одного диаметра, при этом дисковому режущему инструменту и заготовкам сообщают вращение вокруг осей, отличающийся тем, что для расширения технологических возможностей за счет обработки двух заготовок переменного диаметра с глубокими и узкими впадинами оси вращения двух заготовок размещают на равном расстоянии от оси симметрии дискового режущего инструмента на окружности одного диаметра, на которой расположены вершины всех зубьев дискового режущего инструмента, при обработке дисковому режущему инструменту сообщают одновременно согласованные между собой поступательно-возвратные движения вдоль его оси симметрии и перемещение вдоль осей вращения заготовок.
2. Способ фрезерной обработки двух тел вращения, при котором две заготовки с их осями вращения располагают по обе стороны от оси симметрии дискового режущего инструмента, перпендикулярной его оси вращения, обработку производят дисковым режущим инструментом, у которого вершины всех зубьев расположены на окружности одного диаметра, при этом дисковому режущему инструменту и заготовкам сообщают вращение вокруг осей, отличающийся тем, что для расширения технологических возможностей за счет обработки двух заготовок переменного диаметра с глубокими и узкими впадинами оси вращения двух заготовок размещают на равном расстоянии от оси симметрии дискового режущего инструмента на окружности одного диаметра, на которой расположены вершины всех зубьев дискового режущего инструмента, при обработке дисковому режущему инструменту сообщают поступательно-возвратные движения вдоль его оси симметрии, одновременно согласованные с перемещением двух заготовок вдоль их осей вращения.
| Способ фрезерования двух тел вращения | 1985 |
|
SU1301580A1 |
| Способ обработки тел вращения | 1974 |
|
SU499987A1 |
| Способ обработки тел вращения | 1983 |
|
SU1225708A1 |
| Способ размножения копий рисунков, текста и т.п. | 1921 |
|
SU89A1 |

