Изобретение относится к станкостроению и может быть использовано для обработки цилиндрических, конических и фасонных тел вращения,
Цель изобретения - расширение технологических возможностей за счет обработки ступенчатых тел вращения без ограничения размеров их ров, так как ось фрезы расположена вне заготовок.
На чертеже представлено взаимное расположение фрезы и заготовок.
Обрабатываемые заготовки 1 и 2 располагают на параллельных осях 3 и 4 с возможностью вращения вокруг них. Обработку производят фасонной дисковой фрезой 5 с трапецеидальньм производящим- контуром, симметричным относительно оси 6, перпендикулярной оси 7 вращения фрезы 5. Образование профиля тел вращения осуществляют линиями 8 и 9 этого контура. Фрезу и заготовки устанавливают в положение, при котором ось симметрии 6 удалена на одинаковых расстояниях от осей 3 и 4 заготовок и перпендикулярна им. При этом фреза имеет воз можность поступательного перемещения оси 6 и вращения вокруг оси 7.
В процессе обработки заготовкам
1и 2 сообщают вращательные движения вокруг своих осей 3 и 4 с частотой п, а фреза 5 - вращение вокруг своей оси с частотой п™ и одновремен но - поступательное перемещение ,/ вдоль осей заготовок. Для врезания фрезы в заготовки и получения заданного диаметра обработанной поверхности фрезе 5 сообщают движение врезания S, вдоль оси 6 ее производящего контура. Круглый профиль тел вращения получают как огибающую наклонных линий 8 и 9 этого контура в их относительном движении соответственно вокруг осей 3 и 4. Для фрезерования конических и фасонньк тел вращения фрезе 5 относительно заготовок 1 и
2сообщают одновременно согласованные между собой поступательные движе НИН S и S,.
Частоту вращения фрезы п задают в зависимости от допускаемой скорости резания по зависимости
1000 V
- J
и d
5 об/МИН
Ф
01580
где
10
- скорость резания, м/мин (определяют по режимам резания) ;
d - максимальный диаметр фрезы в зоне контакта с заготовкой, мм.
Частоту вращения заготовок п задают в зависимости от допускаемой огранки обработанного профиля. Высота огранки , при образовании круглого профиля как огибающей м ножест- ва положений прямой (зубьев фрезы) определяется известной зависимостью
& Е /4d,
где d - диаметр обработанной поверхности, мм;
Е - расстояние между соседними точками контакта зубьев фрезы с окружностью диаметром d, мм.
При образовании круглого профиля 2 зубьями фрезы
I z. n
30 или
п,
об/мин,
При обработке тел вращения пере- менного диаметра для обеспечения
по всей длине одинаковой огранки заготовкам сообщают вращение с переменной частотой. Значение перемев1ения S задают по режимам резания.
Формула изобретения
Способ фрезерования двух тел вра- 5 щения, при котором заготовки располагают по обе стороны фрезы на параллельных осях, заготовкам и фрезе сообщают вращение вокруг их осей и относительное поступательное переме- Q щение вдоль осей заготовок, отличающийся тем, что, с целью расширения технологичесв:их возможностей за счет обработки ступенчатых тел вращения без ограничения 2 размеров их диаметров, обработку производят дисковой фасонной фрезой с трапецеидальным производящим контуром, симметричным относительно оси, перпендикулярной оси вращения
313015804
фрезы, при этом оси вращения заго- перпендикулярно последней, и при товок располагают на равном расстоя- обработке фрезе сообщают поступатель- нии от оси симметрии профиля фрезы кое перемещение вдоль указанной оси.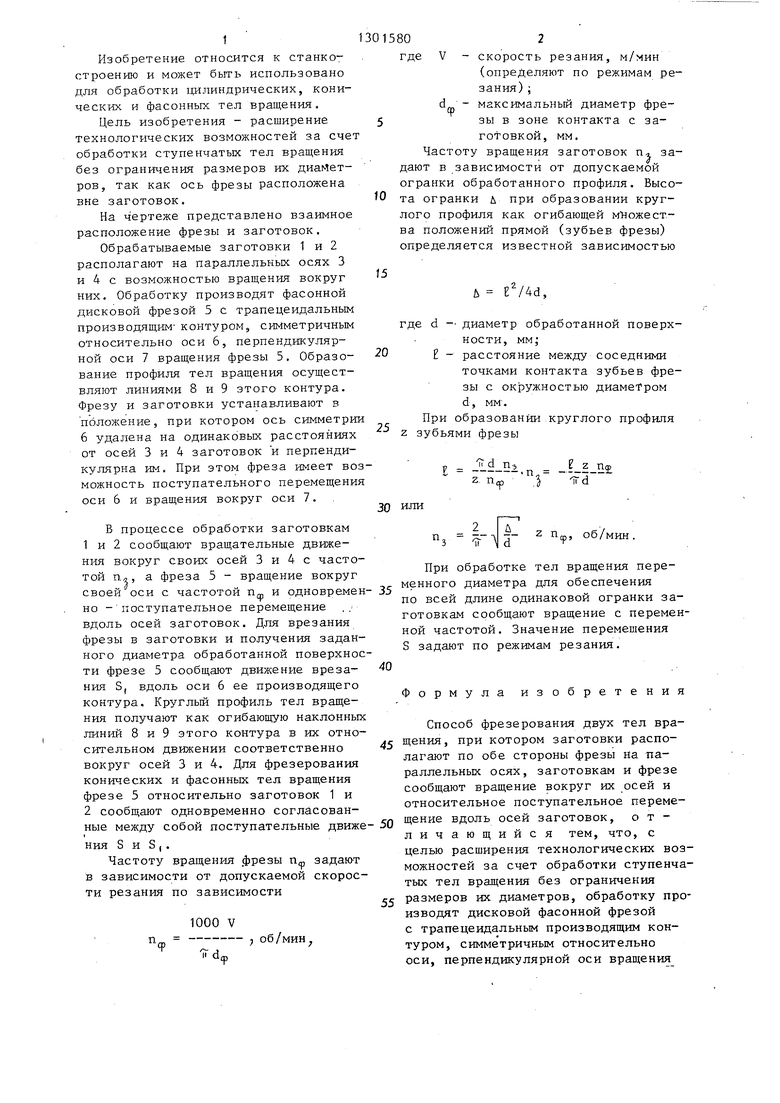
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФРЕЗЕРНОЙ ОБРАБОТКИ ДВУХ ТЕЛ ВРАЩЕНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2368467C2 |
| СПОСОБ ФРЕЗЕРНОЙ ОБРАБОТКИ ДВУХ ТЕЛ ВРАЩЕНИЯ (ВАРИАНТЫ) | 2006 |
|
RU2317876C2 |
| СПОСОБ ВИНТОВОГО ЧЕРНОВОГО ФРЕЗЕРОВАНИЯ ФАСОННЫХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2344023C2 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВЫПУКЛЫХ ФАСОННЫХ ПОВЕРХНОСТЕЙ С КРИВОЛИНЕЙНЫМИ УЧАСТКАМИ ПРОФИЛЕЙ | 2010 |
|
RU2476295C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КРУГЛОЗУБЫХ ПЕРЕДАЧ | 2004 |
|
RU2258854C1 |
| СПОСОБ ОБРАБОТКИ СЛОЖНЫХ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 2012 |
|
RU2514256C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ | 1995 |
|
RU2089352C1 |
| Способ нарезания торцовых зубьев | 1988 |
|
SU1590229A1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1989 |
|
RU2029663C1 |
| СПОСОБ ЗУБОНАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С МОДИФИЦИРОВАННЫМ ПРОФИЛЕМ ЗУБЬЕВ | 2012 |
|
RU2527109C1 |
Изобретение относится к станкостроению и может быть использовано для обработки цилиндрических, конических и фасонных тел вращения. Цель изобретения - расширение технологических возможностей за счет обработки ступенчатых тел вращения без ограничения размеров их диаметров. Обработку ведут фасонной дисковой фрезой с трапецеидальным производящим контуром, симметричньм относительно оси, перпендикулярной оси вращения фрезы. Заготовки располагают по обе стороны от фрезы так, что их оси отстоят на равном расстоянии от оси симметрии фрезы и перпендикулярны последней. В процессе обработ- ки фрезе и заготовкам сообщают вращение вокруг их собственных осей, фрезу перемещают поступательно вдоль осей заготовок и вдоль оси симметрии . 1 ил. а « (Л ел эо
Л,
Редактор А.Козориз
Составитель М.Кольбич Техред А.Кравчук
Заказ 1180/13
Тираж 976Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор Л.Пилипенко
| Авторское, свидетельство СССР № 622589, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
