Изобретение относится к области нефтехимии, а именно к получению изобутилена высокой чистоты, используемого как мономер для получения различных полимерных материалов.
Известен способ получения изобутилена обработкой трет-бутанола или его смесей с трет-бутиловыми эфирами жирных карбоновых кислот при температуре 60-120°С и давлении менее 4,5 кгс/см2 кислотными ионообменными агентами и последующей дистилляцией (заявка Японии №56-15220, МПК С07С 1/20, опубл. 14.02.1981). Основным недостатком данного способа является низкий выход изобутилена.
Известен способ выделения изобутилена дегидратацией трет-бутанола в потоке, содержащем трет-бутанол, воду и окисленные органические соединения C1-C4. Данный способ включает экстракцию трет-бутанола и окисленных органических соединений углеводородным растворителем, отделение экстракта от водной фазы, выделение трет-бутанола из углеводородного растворителя и дегидратацию выделенного трет-бутилового спирта с получением изобутилена. (Патент США №5436382, МПК С07С 1/24, опубл. 25.07.1995).
Известен способ выделения изобутилена из изобутиленсодержащих углеводородных смесей путем их гидратации при повышенном давлении в присутствии водного раствора кислотного катализатора с получением трет-бутилового спирта и последующей его дегидратации в присутствии инертного не смешивающегося с водой растворителя. Способ характеризуется тем, что стадию дегидратации проводят при температуре 80-150°С и давлении 1-50 ати в присутствии инертного не смешивающегося с водой растворителя, при этом объемное соотношение водный раствор:растворитель поддерживают от 1: 0,2 до 1: 20. В качестве растворителя может быть использован н-гексан, бензол и др. (А.с. СССР №695168, МПК С07С 11/05, опубл. 20.08.1996). Общим недостатком этих двух способов является необходимость дополнительного отделения растворителя.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ получения изобутилена путем гидратации изобутиленсодержащей фракции в трет-бутанол и последующего разложения спирта на изобутилен и воду (Кирпичников П.А., Береснев В.В., Попова Л.М. / Альбом технологических схем основных производств промышленности синтетического каучука. - Л.: Химия, 1976, с.44). Гидратация изобутилена в трет-бутанол протекает при температуре 90°С и давлении 20 кгс/см2. Раствор трет-бутанола отделяется от непрореагировавших углеводородов, подвергается концентрированию, дегазации и направляется на вторую стадию - дегидратацию. Разложение трет-бутанола происходит в дегидрататоре при температуре куба 110°С и давлении 1,5-2 кгс/см2. Пары из верхней части дегидрататора поступают в конденсатор. Сконденсированный трет-бутанол возвращается в дегидрататор, а изобутилен проходит через каплеотбойник, промывную колонну, отстойник, колонны ректификации от тяжелых продуктов и азеотропной осушки. В результате получают изобутилен с чистотой 99,95%.
Существенным недостатком этого способа и ряда других методов является то, что трет-бутанол или водные растворы трет-бутанола, полученные гидратацией изобутилена, содержащегося в С4 углеводородных фракциях, всегда содержат в качестве примеси втор-бутиловый спирт (ВБС), особенно при использовании на стадии гидратации фракций с высоким содержанием бутенов, например бутилен-изобутиленовой фракции (БИФ). В этом случае содержание ВБС в трет-бутаноле достигает более 1 мас.% (Павлов С.Ю. Выделение и очистка мономеров для синтетического каучука. - Л.: Химия, 1987, с.131). Кроме того, БИФ содержит примеси бутадиена (до 0,5-0,7 мас.%), который в процессе гидратации образует бутиленовые спирты. На стадии дегидратации наряду с трет-бутанолом разложению подвергается ВБС и бутиленовые спирты, что приводит к загрязнению изобутилена бутенами, преимущественно бутеном-2, и бутадиеном, содержание которых в изобутилене полимеризационной чистоты должно быть минимальным.
При проведении дегидратации при более мягких условиях (температура ниже 90°С, давление менее 1,0 кгс/см2) в кубе дегидрататора вместе с водой накапливается значительное количество трет-бутанола, что в конечном итоге приводит к потерям третичного спирта за счет его уноса с выводимой из куба дегидрататора жидкостью.
Задачей предлагаемого изобретения является выделение изобутилена, не загрязненного примесями бутенов и бутадиена, и снижение потерь трет-бутанола с водной фазой, выводимой с куба дегидрататора.
Поставленная задача решается тем, что выделение изобутилена из изобутиленсодержащей фракции проводят путем гидратации изобутиленсодержащей фракции с получением трет-бутанолсодержащей фракции и последующей ее дегидратацией в две стадии, при этом на первой стадии выдерживают температуру 90-120°С и давление 1-3 кгс/см2 и выделяют концентрированный изобутилен и водный раствор трет-бутилового и втор-бутилового спиртов, из которого на второй стадии выделяют концентрированный втор-бутиловый спирт и изобутиленсодержащую фракцию, направляемую на гидратацию, причем на второй стадии процесс проводят при температуре 100-130°С и давлении 2-6 кгс/см2.
Синтез трет-бутанола проводят в реакционно-экстракционном аппарате путем противоточного контактирования изобутиленсодержащей фракции с водой в присутствии сульфокатионитного катализатора, с последующим концентрированием трет-бутанола из потока, выводимого из нижней части реактора. Процесс дегидратации проводят в две стадии. Концентрированный раствор трет-бутанола, содержащий примеси ВБС, направляют в реактор-дегидрататор, средняя часть которого заполнена формованным сульфокатионитным катализатором, а ниже и выше реакционной зоны расположены ректификационные зоны. Исходный водный раствор трет-бутанола подают в верхнюю часть нижней ректификационной зоны. При этом поток, содержащий трет-бутанол, проходя реакционную зону, разлагается на изобутилен и воду. Верхом дегидрататора выводят изобутилен высокой чистоты, кубом - водный поток, содержащий С4 спирты. Кубовый поток дегидрататора направляют на питание реактора-ректификатора, в верхней части которого размещен слой сульфокатионитного катализатора, где происходит преимущественное разложение остаточного количества трет-бутанола до изобутилена, который вновь возвращают на стадию гидратации, и концентрирование втор-бутанола. Изобутилен и концентированный втор-бутанол выделяют в виде верхнего погона реактора-ректификатора.
В качестве изобутиленсодержащих фракций могут быть использованы изобутиленсодержащие фракции пиролиза и/или дегидрирования изобутана и/или каталитического крекинга и/или изомеризации нормальных бутенов.
В качестве катализаторов могут быть использованы сульфированные ионообменные смолы такие как КСМ-2, КУ-23 или их импортные аналоги Амберлист 15, Амберлист 35, Амберлист 36, Пюролайт СТ 175, Пюролайт СТ 275, а также формованные катализаторы, представляющие собой композиции сульфированного сополимера стирола и дивинилбензола с термопластичным полимерным материалом - полиэтиленом и/или полипропиленом.
Способ наряду с изобутиленом высокой чистоты позволяет получать концентрированный раствор втор-бутанола, дополнительно извлекать из водного слоя уносимый в виде третичного спирта изобутилен и возвращать его на гидратацию. Выделение изобутилена высокой чистоты достигают выдерживанием в дегидрататоре температуры 90-120°С и давления 1-3 кгс/см2, что исключает поступление втор-бутанола, имеющего более высокую температуру кипения, чем трет-бутанол, в зону реакции и обеспечивает благоприятные условия для селективного разложения трет-бутанола. Причем при указанных условиях из куба реактора-дегидрататора выводят водно-спиртовый поток с суммарным содержанием C4 спиртов 3,5-7,5 мас.% при массовом соотношении трет-бутанол:втор-бутанол (0,85-2,5):1. Поток, выводимый из куба дегидрататора, подают в реактор-ректификатор, в котором при температуре 100-130°С и давлении 2-6 кгс/см2 осуществляют разложение остаточного трет-бутанола до изобутилена, возвращаемого на гидратацию, и концентрирование втор-бутанола. Проведение процесса в реакторе-ректификаторе при температуре 100-130°С, давлении 2-6 кгс/см2 и выдерживании массового соотношения трет-бутанол: втор-бутанол, равном (0,85-2,5):1, при суммарном содержании С4 спиртов в исходном потоке реактора-ректификатора в пределах 3,5-7,5 мас.%, обеспечивает преимущественное разложение трет-бутанола и способствует накоплению втор-бутанола в верхнем погоне реактора-ректификатора. При этом кубом реактора-ректификатора выводят водный поток, не содержащий спирты, и возвращают на стадию гидратации. Это исключает накопление втор-бутанола и бутиленовых спиртов в системе за счет рецикловых потоков.
Отличием предлагаемого способа от аналога является проведение дегидратации смеси в две стадии, при этом на первой стадии выделяют концентрированный изобутилен и водный раствор трет-бутилового и втор-бутилового спиртов, а на второй стадии - концентрированный втор-бутиловый спирт и изобутиленсодержащую фракцию, направляемую на гидратацию, что обеспечивает селективное разложение трет-бутанола с выделением изобутилена высокой чистоты, исключает потери третичного спирта и позволяет получать концентрированный раствор втор-бутанола.
Предлагаемый способ может быть осуществлен по схеме, приведенной на чертеже следующим образом.
Исходный водный раствор бутиловых спиртов, получаемый гидратацией изобутиленсодержащих фракций, после стадий гидратации и концентрирования по линии 1 поступает в емкость Е-1, откуда подают в верхнюю часть нижней ректификационной зоны реактора-дегидрататора Д-1. Верхнюю часть реактора-дегидрататора Д-1 заполняют сульфокатионитным катализатором. Поток, содержащий трет-бутанол, проходя через слой сульфокатио-нитного катализатора разлагается на изобутилен и воду. В реакторе-дегидрататоре Д-1 выдерживают температуру 90-120°С и давление 1-3 кгс/см2. Пары изобутилена, трет-бутанола и воды из верхней части реактора-дегидрататора Д-1 по линии 2 поступают в конденсатор Т-1, где охлаждаются до температуры 40-50°С. Сконденсированные трет-бутанол и вода по линии 3 стекают в сборник Е-2, откуда по линии 4 через теплообменник Т-2 направляются в качестве флегмы в реактор-дегидрататор Д-1 на орошение слоя катализатора. Количество потока, подаваемого на орошение в реактор-дегидрататор Д-1, составляет 0,5-1,0 массовых частей от количества питания. Изобутилен из конденсатора Т-1 с унесенными каплями воды и трет-бутанола поступает в сепаратор С-1, из нижней части которого жидкий поток направляют в сборник Е-2. Изобутилен с верха сепаратора С-1 отводят в конденсатор Т-3, где охлаждают до температуры 30-35°С и направляют в сепаратор С-2. Жидкую фазу из сепаратора С-2 по линии 5 возвращают в емкость Е-1, концентрированный изобутилен выводят по линии 6. Жидкий поток из куба реактора-дегидрататора Д-1, содержащий воду и бутиловые спирты, подают по линии 7 на питание реактора-ректификатора Р-1. В верхней части реактора-ректификатора Р-1 размещают сульфокатионитный катализатор. Процесс разложения остаточного трет-бутанола ведут при температуре 100-130°С и давлении 2-6 кгс/см2. При указанных условиях протекает преимущественное разложение трет-бутанола. Образующиеся пары, содержащие преимущественно изобутилен, воду и втор-бутанол, с верхней части реактора-ректификатора Р-1 поступают по линии 8 в конденсатор Т-4. Сконденсированная смесь воды и втор-бутанола стекает в емкость Е-3, откуда по линии 9 частично подают в качестве флегмы в реактор-ректификатор Р-1, а балансовый избыток по линии 10 выводят как товарный продукт, содержащий до 70 мас.% втор-бутанола. Воду с куба реактора-ректификатора Р-1 по линии 11 и изобутиленсодержащую фракцию по линии 12 рециркулируют на стадию гидратации изобутилена.
Сущность изобретения иллюстрируется следующими примерами.
Пример 1 (по прототипу).
Исходный водный раствор бутиловых спиртов состава (мас.%): трет-бутанол - 70,0, втор-бутанол - 3,5, вода - 26,5, в количестве 10000 кг/час подают по линии 1 в емкость Е-1, оттуда - в верхнюю часть нижней ректификационной зоны реактора-дегидрататора Д-1. Температуру в кубе поддерживают равной 110°С, давление 1,5 кгс/см2. Поток с верха реактора-дегидрататора Д-1 по линии 2 направляют в конденсатор Т-1, где охлаждают до температуры 50°С. Сконденсированная жидкость по линии 3 стекает в сборник Е-2, оттуда ее по линии 4 через теплообменник Т-2 направляют в качестве флегмы в реактор-дегидрататор Д-1 на орошение слоя катализатора. Количество потока, подаваемого на орошение, составляет 5000 кг/час (0,5 массовых частей от количества питания). Изобутилен из конденсатора Т-1 с унесенными каплями трет-бутанола и воды поступает в сепаратор С-1, из нижней части которого жидкий поток выводят в сборник Е-2. Изобутилен с верха сепаратора С-1 отводят в конденсатор Т-3, где охлаждают до температуры 35°С и направляют в сепаратор С-2. Жидкость из сепаратора С-2 по линии 5 возвращают в емкость Е-1, концентрированный чистый изобутилен выводят по линии 6. Жидкий поток из куба реактора-дегидрататора Д-1, содержащий преимущественно воду и небольшое количество бутиловых спиртов, выводят по линии 7.
В качестве катализатора в реакторе-дегидрататоре Д-1 используют формованный сульфокатионит, полученный экструзией смеси состоящей из 30 мас. частей полипропилена и 70 мас. частей порошкообразной макропористой ионообменной смолы КУ-23. Получают изобутилен с содержанием основного вещества 99,97 мас.%. Количество и состав потоков представлены в таблице.
Пример 2.
Исходный водный раствор бутиловых спиртов состава (мас.%): трет-бутанол - 70,0, втор-бутанол - 3,5, вода - 26,5, в количестве 10000 кг/час подают по линии 1 в емкость Е-1, оттуда в верхнюю часть нижней ректификационной зоны реактора-дегидрататора Д-1. Температуру в реакционной зоне поддерживают равной 110°С, давление
3,0 кгс/см2. Поток с верха реактора-дегидрататора Д-1 по линии 2 направляют в конденсатор Т-1, где охлаждают до температуры 50°С. Сконденсированная жидкость по линии 3 стекает в сборник Е-2, оттуда ее по линии 4 через теплообменник Т-2 направляют в качестве флегмы в реактор-дегидрататор Д-1 на орошение слоя катализатора. Количество потока, подаваемого на орошение составляет 5000 кг/час (0,5 массовых частей от количества питания). Изобутилен из конденсатора Т-1 с унесенными каплями трет-бутанола и воды поступает в сепаратор С-1, из нижней части которого жидкий поток выводят в сборник Е-2. Изобутилен с верха сепаратора С-1 отводят в конденсатор Т-3, где охлаждают до температуры 35°С и направляют в сепаратор С-2. Жидкость из сепаратора С-2 по линии 5 возвращают в емкость Е-1, концентрированный чистый изобутилен выводят по линии 6.
Жидкий поток из куба реактора-дегидрататора Д-1, содержащий преимущественно воду и 2,91 мас.% трет-бутанола, 7,25 мас.% втор-бутанола подают по линии 7 на питание реактора-ректификатора Р-1, в котором выдерживают температуру 130°С и давление 6,0 кгс/см2. Поток с верхней части реактора-ректификатора Р-1 направляют по линии 8 в конденсатор Т-4. Сконденсированную смесь собирают в емкости Е-3, оттуда по линии 9 частично подают в качестве флегмы в реактор-ректификатор Р-1, а балансовый избыток по линии 10 выводят как товарный продукт. Воду с куба реактора-ректификатора Р-1 по линии 11 и изобутиленсодержащую фракцию по линии 12 рециркулируют на стадию гидратации изобутилена. В качестве катализатора в реакторе-дегидрататоре Д-1 используют формованный сульфокатионит, полученный экструзией смеси, состоящей из 30 мас. частей полипропилена и 70 мас.частей порошкообразной макропористой ионообменной смолы КУ-23. В реакторе-ректификаторе Р-1 используют макропористый сульфокатионит Амберлист 36. Получают изобутилен с содержанием основного вещества 99,98 мас.%. Количество и состав потоков представлены в таблице.
Пример 3.
Проводят по технологической схеме примера 2. Исходный поток из емкости Е-1 подают в количестве 10000 кг/час, состава (мас.%): трет-бутанол - 87,2, втор-бутанол - 0,3, вода - 12,5. Режим работы реактора-дегидрататора Д-1: температура 92°С, давление 1,8 кгс/см2. Количество флегмы в реактор-дегидрататор Д-1 7550 кг/час (0,76 массовых частей от количества питания). Режим работы реактора-ректификатора Р-1: температура 115°С, давление 4,2 кгс/см2. Температура в конденсаторе Т-1 47°С, в конденсаторе Т-3 35°С. В качестве катализатора в дегидрататоре Д-1 используют формованный сульфокатионит, полученный экструзией смеси состоящей из 30 мас. частей полипропилена и 70 мас. частей порошкообразной ионообменной смолы КУ-2-8. В реактор-ректификатор Р-1 загружают формованный сульфокатионит, полученный экструзией смеси состоящей из 30 мас. частей полипропилена и 70 мас. частей порошкообразной макропористой ионообменной смолы Ам-берлист 36. Получают изобутилен с содержанием основного вещества 99,98 мас.%. Количество и состав потоков представлены в таблице.
Пример 4.
Проводят по технологической схеме примера 2. Исходный поток из емкости Е-1 подают в количестве 8500 кг/час, состава (мас.%): трет-бутанол -78,0, втор-бутанол - 1,5, вода - 20,5. Режим работы реактора-дегидрататора Д-1: температура 90°С, давление 1,0 кгс/см2. Количество флегмы в реактор-дегидрататор Д-1 8500 кг/час (1,0 массовых частей от количества питания). Режим работы реактора-ректификатора Р-1: температура 115°С, давление 4,2 кгс/см2. Температура в конденсаторе Т-1 - 40°С, в конденсаторе Т-3 - 35°С. В реактор-дегидрататор Д-1 и реактор-ректификатор Р-1 загружают формованный катионит КУ-2 ФПП, полученный из 30 мас. частей полипропилена и 70 мас. частей порошкообразной гелевой смолы КУ-2-8. Получают изобутилен 99,99% чистоты. Количество и состав потоков представлены в таблице.
Пример 5.
Проводят по технологической схеме примера 2. Количество потока, подаваемого из емкости Е-1, - 10500 кг/час, состав (мас.%): трет-бутанол - 82,0, втор-бутанол - 1,2, вода - 16,8. Режим работы реактора-дегидрататора Д-1: температура 95°С, давление 1,9 кгс/см2. Количество флегмы в реактор-дегидрататор Д-1 8000 кг/час (0,76 массовых частей от количества питания). Режим работы реактора-ректификатора Р-1: температура 125°С, давление 5,3 кгс/см2. Температура в конденсаторе Т-1 - 48°С, в конденсаторе Т-3 - 34°С. В реактор-дегидрататор Д-1 и реактор-ректификатор Р-1 загружают формованный сульфокатионит, полученный экструзией смеси, состоящей из 30 мас. частей полипропилена и 70 мас. частей порошкообразной гелевой ионообменной смолы КУ-23. Получают изобутилен 99,99% чистоты. Количество и состав потоков представлены в таблице.
Пример 6.
Проводят по технологической схеме примера 2. Исходный поток из емкости Е-1 подают в количестве 11800 кг/час, состава (мас.%): трет-бутанол - 78,0, втор-бутанол - 1,5, вода - 16,5. Режим работы реактора-дегидрататора Д-1: температура 105°С, давление 2,4 кгс/см. Количество флегмы в реактор-дегидрататор Д-1 7500 кг/час (0,64 массовых частей от количества питания). Режим работы реактора-ректификатора Р-1: температура 120°С, давление 4,5 кгс/см2. Температура в конденсаторе Т-1 - 41°С, в конденсаторе Т-3 - 31°С. В качестве катализатора в реакторе-дегидрататоре Д-1 используют формованный сульфокатионит, полученный экструзией смеси состоящей из 30 мас. частей полипропилена и 70 мас. частей порошкообразной гелевой ионообменной смолы КУ-2-8. В реактор-ректификатор Р-1 загружают макропористый сульфокатионит Амберлист 36. Получают изобутилен 99,99% чистоты. Количество и состав потоков представлены в таблице.
Пример 7.
Проводят по технологической схеме примера 2. Исходный поток из емкости Е-1 подают в количестве 8500 кг/час, состава (мас.%): трет-бутанол - 78,0, втор-бутанол - 1,5, бутениловые спирты - 0,05, вода - 20,45. Режим работы реактора-дегидрататора Д-1: температура 90°С, давление 1,7 кгс/см2.
Количество флегмы в реактор-дегидрататор Д-1 8500 кг/час (1,0 массовых частей от количества питания). Режим работы реактора-ректификатора Р-1: температура 115°С, давление 4,2 кгс/см2. Температура в конденсаторе Т-1 - 41°С, в конденсаторе Т-3 - 35°С. В реактор-дегидрататор Д-1 и реактор-ректификатор Р-1 загружают формованный катионит КУ-2 ФПП, полученный из 30 мас. частей полипропилена и 70 мас. частей порошкообразной гелевой смолы КУ-2-8. Получают изобутилен 99,99% чистоты. Количество и состав потоков представлены в таблице.
Пример 8.
Проводят по технологической схеме примера 2. Исходный поток из емкости Е-1 подают в количестве 11800 кг/час, состава (мас.%): трет-бутанол - 80,50, втор-бутанол - 1,50, бутениловые спирты - 0,12, вода - 17,88. Режим работы реактора-дегидрататора Д-1: температура 105°С, давление 2,4 кгс/см2. Количество флегмы в реактор-дегидрататор Д-1 7500 кг/час (0,64 массовых частей от количества питания). Режим работы реактора-ректификатора Р-1: температура 120°С, давление 4,5 кгс/см2. Температура в конденсаторе Т-1 - 41°С, в конденсаторе Т-3 - 31°С. В качестве катализатора в реакторе-дегидрататоре Д-1 используют формованный сульфокатионит, полученный экструзией смеси, состоящей из 30 мас. частей полипропилена и 70 мас. частей порошкообразной макропористой ионообменной смолы КУ-2-8. В реактор-ректификатор Р-1 загружают макропористый сульфокатионит Амберлист 36. Получают изобутилен 99,99% чистоты. Количество и состав потоков представлены в таблице.
Предложенный способ позволяет получать изобутилен полимеризационной чистоты с содержанием основного вещества не менее 99,98 мас.%. Кроме того, способ позволяет получать раствор втор-бутанола с концентрацией не менее 58 мас.% и дополнительно извлекать из водного слоя уносимый в виде трет-бутанола изобутилен и возвращать его на стадию гидратации.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ИЗОБУТИЛЕНА ИЗ ТРЕТ-БУТАНОЛСОДЕРЖАЩЕЙ ФРАКЦИИ (ВАРИАНТЫ) | 2015 |
|
RU2567556C1 |
| СПОСОБ ВЫДЕЛЕНИЯ ИЗОБУТИЛЕНА ПОЛИМЕРИЗАЦИОННОЙ ЧИСТОТЫ | 2007 |
|
RU2338735C1 |
| СПОСОБ ПОЛУЧЕНИЯ БУТИЛКАУЧУКА | 2002 |
|
RU2238953C2 |
| СПОСОБ ПОЛУЧЕНИЯ БУТИЛКАУЧУКА | 2000 |
|
RU2179983C1 |
| СПОСОБ ПОЛУЧЕНИЯ БУТИЛКАУЧУКА | 1999 |
|
RU2155194C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРЕТИЧНОГО БУТИЛОВОГО СПИРТА | 2006 |
|
RU2304138C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРЕТИЧНОГО БУТИЛОВОГО СПИРТА | 2006 |
|
RU2307823C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРЕТИЧНОГО БУТАНОЛА И C-C-АЛКИЛ ТРЕТ.БУТИЛОВЫХ ЭФИРОВ | 1995 |
|
RU2114096C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРЕТИЧНОГО БУТИЛОВОГО СПИРТА | 2006 |
|
RU2304137C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВОГО КОМПОНЕНТА БЕНЗИНА | 1995 |
|
RU2091442C1 |
Изобретение относится к способу выделения изобутилена из изобутиленсодержащей фракции путем гидратации изобутиленсодержащей фракции с получением трет-бутанолсодержащей фракции и ее последующей дегидратации, характеризующемуся тем, что процесс дегидратации проводят в две стадии, при этом на первой стадии выдерживают температуру 90-120°С и давление 1-3 кгс/см2 и выделяют концентрированный изобутилен и водный раствор трет-бутилового и втор-бутилового спиртов, из которого на второй стадии выделяют концентрированный втор-бутиловый спирт и изобутиленсодержащую фракцию, направляемую на гидратацию, причем на второй стадии процесс проводят при температуре 100-130°С и давлении 2-6 кгс/см. Применение данного способа позволяет выделять изобутилен, не загрязненный примесями бутенов и бутадиена, и снизить потери трет-бутилового спирта. 1 табл., 1 ил.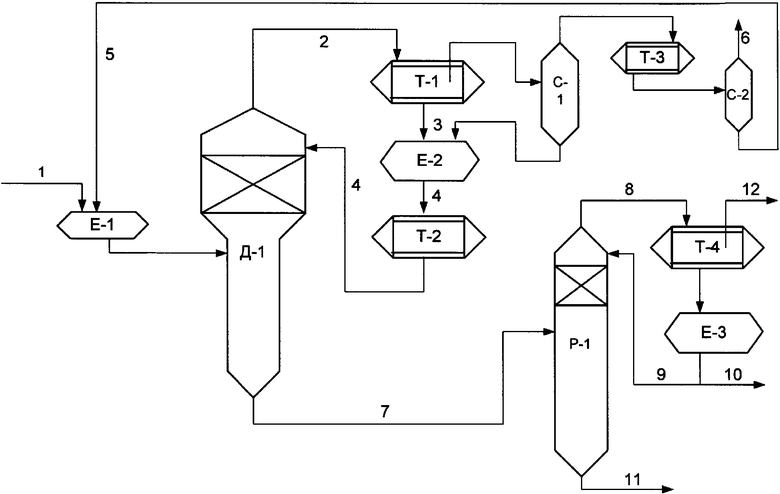
Способ выделения изобутилена из изобутиленсодержащей фракции путем гидратации изобутиленсодержащей фракции с получением трет-бутанолсодержащей фракции и ее последующей дегидратации, отличающийся тем, что процесс дегидратации проводят в две стадии при этом на первой стадии выдерживают температуру 90-120°С и давление 1-3 кгс/см2 и выделяют концентрированный изобутилен и водный раствор трет-бутилового и втор-бутилового спиртов, из которого на второй стадии выделяют концентрированный втор-бутиловый спирт и изобутиленсодержащую фракцию, направляемую на гидратацию, причем на второй стадии процесс проводят при температуре 100-130°С и давлении 2-6 кгс/см2.
| КИРПИЧНИКОВ П.А., БЕРЕСНЕВ В.В., ПОПОВА Л.М | |||
| Альбом технологических схем основных производств промышленности синтетического каучука | |||
| - Л.: Химия, 1976, с.44 | |||
| RU 695168 A1, 20.08.1996 | |||
| СПОСОБ МЫТЬЯ ЦЕПЕЙ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 1929 |
|
SU23119A1 |

