Изобретение относится к области металлургии, в частности к способу изготовления изделий из высоколегированных жаропрочных сплавов на никелевой основе, содержащих 30-35% упрочняющей γ'-фазы, таких как диски, рабочие лопатки, кольцевые заготовки газотурбинных двигателей, применяемых в авиации, ракетостроении, теплоэнергетике.
Известен способ изготовления прутков и профилей из жаропрочных труднодеформируемых сплавов на никелевой основе путем отжига литых заготовок при температуре выше точки растворимости γ'-фазы при 1200÷1230°С с выдержкой 2÷3 ч, охлаждения с печью со скоростью 0,3÷1°С/ч до 950÷750°С и последующего охлаждения на воздухе до комнатной температуры, обеспечивающей дисперсное распределение γ'-фазы, нагрева заготовки до 1100÷1140°С, подпрессовки их в закрытом объеме со степенью деформации 15÷20% с выдержкой под полным усилием в течение 10÷20 с и горячего прессования при температуре 1120÷1160°С через плоскую матрицу с применением пластичной шайбы, устанавливаемой на заходный торец матрицы, со скоростью 1,8÷6 м/мин (a.c. CCCP №473538).
Способ не обеспечивает устранения трещин при нагреве крупных слитков, формирования зерна величиной менее 10 мкм и достижения эффекта сверхпластичности в сплавах с количеством γ'-фазы 30÷35% с температурой полного растворения γ'-фазы, равной, или менее 1100°С, так как прессование осуществляется в однофазной области.
Известен способ изготовления изделий из жаропрочных сплавов, заключающийся в нагреве слитков до температуры выше Тпрγ', штамповке заготовки при температуре ниже Тпрγ' с суммарной степенью деформации εл≥0,5 и скоростью деформации  отжиге деформированной заготовки при температуре выше
отжиге деформированной заготовки при температуре выше
Тпрγ' с последующим охлаждением заготовки в интервале выделения γ'-фазы со скоростью менее 56°С/ч для получения перестаренной структуры, горячей штамповке заготовки со степенью деформации εл≥0,9 и скоростью деформации  где Тпрγ - температура полного растворения γ'-фазы. Затем заготовку деформируют в изотермических условиях и подвергают термообработке (патент США №5693159).
где Тпрγ - температура полного растворения γ'-фазы. Затем заготовку деформируют в изотермических условиях и подвергают термообработке (патент США №5693159).
Недостатками этого способа являются необходимость использования для изготовления изделий, в частности диска, слитков со сравнительно мелкозернистой структурой, невозможность осадки слитка при температуре выше Тпрγ' для большинства высоколегированных труднодеформируемых никелевых сплавов, большая трудоемкость процесса, отсутствие эффекта сверхпластичности.
Наиболее близким по технической сущности и достигаемому эффекту является способ изготовления диска из высоколегированного жаропрочного никелевого сплава, включающий трехступенчатый отжиг слитка, при котором на первой ступени слиток нагревают до температуры не более 40°С выше температуры полного растворения γ'-фазы, выдерживают при этой температуре не менее 6 часов и охлаждают до температуры второй ступени, которая на 20-50°С ниже температуры полного растворения γ'-фазы, выдерживают при этой температуре не менее 3 часов и охлаждают до температуры третьей ступени, которая на 60-100°С ниже температуры полного растворения γ'-фазы, выдерживают при этой температуре не менее 3 часов и охлаждают со скоростью 20-60°С/ч до температуры на 200-300°С ниже температуры полного растворения γ'-фазы, охлаждение слитка на воздухе, предварительную деформацию путем прессования при температуре на 70-100°С ниже температуры полного растворения γ'-фазы и окончательную деформацию штамповкой со скоростью не менее 10-4 с-1 при температуре на 50-120°С ниже температуры полного растворения γ'-фазы в изотермических условиях и термическую обработку (патент РФ №2256721).
К недостаткам способа прототипа следует отнести: возможность образования трещин в слитке при нагреве до первой ступени гомогенизирующего отжига, низкая технологическая пластичность, высокий уровень усилий деформирования и структурная неоднородность в деформируемых полуфабрикатах из жаропрочных сплавов с содержанием упрочняющей γ'-фазы 30-35%.
Технической задачей предлагаемого изобретения является разработка способа изготовления изделий из высоколегированных жаропрочных никелевых сплавов, обеспечивающего предотвращение образования трещин при нагреве слитков, снижение сопротивления деформации и усилий прессования, формирование ультрамелкого зерна величиной менее 10 мкм, достижения эффекта сверхпластичности, улучшение механической обработки поверхности изделия, повышение коэффициента использования металла, повышение механических свойств без изменения режима термической обработки.
Для достижения поставленной задачи предложен способ изготовления изделия из высоколегированного жаропрочного никелевого сплава, включающий трехступенчатый отжиг слитка, охлаждение на воздухе, деформацию в двухфазной области с получением заготовки и термическую обработку, отличающийся тем, что на первой ступени отжига слиток нагревают до температуры, которая на (600÷700)°С ниже температуры полного растворения γ'-фазы, выдерживают при этой температуре не более 3 часов и нагревают со скоростью 60÷80°С/ч до температуры второй ступени, которая на 30÷60°С выше температуры полного растворения γ'-фазы, выдерживают при этой температуре не более 8 часов и охлаждают со скоростью 10÷15°С/ч до температуры третьей ступени, которая на (50÷60)°С ниже температуры полного растворения γ'-фазы, перед деформацией осуществляют нагрев заготовки от температуры на 600÷700°С ниже температуры полного растворения γ'-фазы до температуры на 50÷60°С ниже температуры полного растворения γ'-фазы со скоростью 60÷80°С/ч, деформацию осуществляют путем прессования слитка со скоростью 50-70 мм/с и степенью деформации 60÷70%, после прессования полученное изделие нагревают до температуры на 40÷70°С ниже температуры полного растворения γ'-фазы, выдерживают не более 6 часов и охлаждают с печью со скоростью 30÷60°С/ч до температуры 800÷900°С и далее на воздухе.
Длинномерное прессованное изделие нагревают до температуры 1040÷1060°С, выдерживают не более 3 часов и подвергают правке со степенью деформации 1÷10%.
Нагрев слитка на первой ступени отжига до температуры, которая на (600÷700)°С ниже температуры полного растворения γ'-фазы, и время выдержки не более 3 часов обеспечивают предварительный прогрев объема слитка без образования термических трещин. Нагрев до температуры второй ступени и выдержка обеспечивают растворение избыточных фазовых составляющих и выравнивание легирующих элементов твердого раствора сплава. Ступенчатый отжиг слитков по предлагаемому режиму позволяет получить структуру с однородными укрупненными внутри зерен выделениями частиц γ'-фазы размером не менее 1,0 мкм, значительно повышает пластичность сплава и снижает сопротивление деформации, что обеспечивает возможность прессования при низких температурах в интервале Тпрγ' - (50÷60)°С в условиях контролируемой динамической рекристаллизации с приемлемыми в производственных условиях усилиями и обеспечением формирования ультрамелкозернистой структуры с величиной зерна γ'-фазы менее 10 мкм. Деформация при температурах выше Тпрγ' + 60°С приводит к формированию неоднородного микрозерна величиной более 30 мкм и образованию грубых поверхностных трещин, а при деформировании ниже температур Тпрγ' - 60°С резко возрастают усилия прессования. Прессование со скоростью менее 50 мм/с и/или со степенью деформации менее 60% приводят к понижению температуры слитка и резкому возрастанию сопротивления деформации, вплоть до невозможности получения изделия. Прессование со скоростью более 70 мм/с и/или со степенью деформации более 70% вызывают тепловой разогрев и формирование неоднородного микрозерна величиной более 10 мкм. Нагрев до температуры на 40÷70°С ниже температуры полного растворения γ'-фазы с выдержкой не более 6 часов и охлаждением с печью со скоростью 30÷60°С/ч до температуры 800÷900°С и далее на воздухе обеспечивает улучшение механической обработки поверхности изделия (предварительной обдирки и механической обработки под ультразвуковой контроль) без изменения размера ультрамелкого зерна величиной менее 10 мкм. Наличие в изделии зерна величиной менее 10 мкм обеспечивает высокую пластичность вплоть до сверхпластичности при дальнейшем изготовлении штамповок дисков, рабочих лопаток, кольцевых заготовок. Нагрев длинномерного прессованного изделия до температуры 1040÷1060°С с выдержкой не более 3 часов сохраняет ультрамелкое зерно и высокую технологическую пластичность, что обеспечивает возможность правки его в пределах требуемой незначительной (1÷10%) степени деформации для устранения кривизны с целью повышения выхода годного.
Пример осуществления
Предложенный способ был реализован при получении прессованного изделия диаметром 160 мм длиной 2800 мм и весом 415 кг из слитка диаметром 320 мм высоколегированного жаропрочного сплава ЭП742.
Для данной плавки сплава ЭП742 количество γ'-фазы составляло 30%, а температура ее полного растворения - 1100°С.
Слитки диаметром 320 мм, полученные методом вакуумно-дугового переплава подвергли гомогенизирующему отжигу в газовой печи карусельного типа.
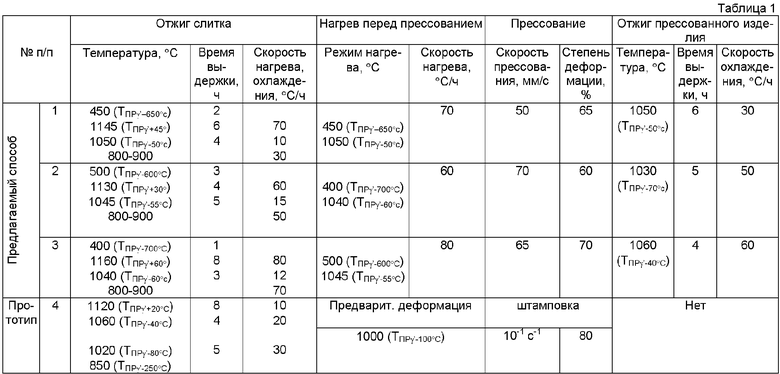
Параметры технологических процессов изготовления трех прессованных изделий по предлагаемому способу и прототипу приведены в таблице 1. Параметры технологических процессов изготовления трех прессованных изделий по предлагаемому способу, включающему операцию правки, приведены в таблице 2. Прессование проводили на горизонтальном гидравлическом прессе усилием 6300 тс из контейнера 340 мм на прутки диаметром 160 мм с замером общих усилий прессования и расчетом удельных усилий. Из прессованных изделий изготавливали шлифы для исследования микро-структуры и образцы для испытания на растяжение в исходном состоянии и после проведения термической обработки. Испытания на растяжение в исходном состоянии проводили при температуре 1050°С, после окончательной термической обработки по режиму 1100°С, 8 ч, охлаждение на воздухе, 850°С, 6 ч, охлаждение на воздухе, 780°С, 16 ч, охлаждение на воздухе при температуре 20°С и на длительную прочность при температуре 650°С.
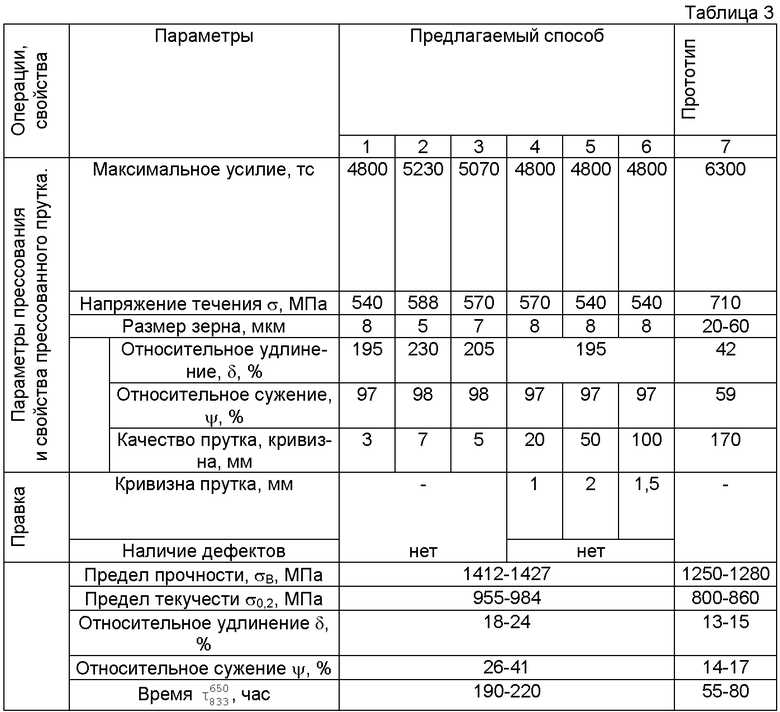
Результаты испытаний и исследований по предлагаемому способу в сравнении с прототипом приведены в таблице 3.
Предлагаемый способ обеспечил проведение нагрева слитков под гомогенизирующий отжиг и деформацию без образования трещин, снижение общих и удельных усилий деформирования, получение изделий с качественной поверхностью - без образования трещин, с небольшим короблением по примерам 1-3 табл.1 или с короблением, требующим использования операции правки по примерам 5-7 табл.2. Предлагаемый способ обеспечивает формирование в прессованном изделии однородной мелкозернистой структуры с размером зерна 5-8 мкм (табл.3), проявляющей эффект сверхпластичности, который используется при правке и при последующем изготовлении изделий, обеспечивает улучшение механической обработки поверхности изделия, повышение механических свойств без изменения режима термической обработки.
Таким образом, предлагаемый способ позволяет изготавливать изделия сложной конфигурации, с высоким уровнем механических свойств из высоколегированных жаропрочных никелевых сплавов с количеством γ'-фазы 30÷35%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2008 |
|
RU2371512C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА ИЗ ВЫСОКОЛЕГИРОВАННОГО ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2004 |
|
RU2256721C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2004 |
|
RU2256722C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОЖНОКОНТУРНЫХ ДИСКОВ ИЗ ВЫСОКОЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2009 |
|
RU2404282C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ДЕФОРМИРУЕМОГО ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2009 |
|
RU2387733C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСКАТНЫХ ДИСКОВ ИЗ ВЫСОКОЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2009 |
|
RU2404283C1 |
| Способ получения сложнопрофильных изделий из высоколегированных жаропрочных никелевых сплавов, содержащих более 30% упрочняющей γ'-фазы | 2021 |
|
RU2753103C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2017 |
|
RU2661524C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ДИСКОВ ИЗ СЛИТКОВ ВЫСОКОГРАДИЕНТНОЙ КРИСТАЛЛИЗАЦИИ ИЗ НИКЕЛЕВЫХ СПЛАВОВ | 2009 |
|
RU2389822C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2005 |
|
RU2301845C1 |
Изобретение относится к области металлургии, в частности к способу изготовления изделий из высоколегированных жаропрочных сплавов на никелевой основе. Способ включает трехступенчатый отжиг слитка, охлаждение на воздухе, деформацию в двухфазной области с получением заготовки и термическую обработку. Перед деформацией осуществляют нагрев заготовки от температуры на 600÷700°С ниже температуры полного растворения γ'-фазы до температуры на 50÷60°С ниже температуры полного растворения γ'-фазы со скоростью 60÷80°С/ч. Деформацию осуществляют прессованием слитка со скоростью 50÷70 мм/с и степенью деформации 60÷70%. Технический результат - получение изделия сложной конфигурации с высоким уровнем механических свойств. 2 з.п. ф-лы, 3 табл.
1. Способ получения изделия из высоколегированного жаропрочного никелевого сплава, включающий трехступенчатый отжиг слитка, охлаждение на воздухе, деформацию в двухфазной области с получением заготовки и термическую обработку, отличающийся тем, что на первой ступени отжига слиток нагревают до температуры, которая на 600-700°С ниже температуры полного растворения γ'-фазы, выдерживают при этой температуре не более 3 ч и нагревают со скоростью 60-80°С/ч до температуры второй ступени, которая на 30-60°С выше температуры полного растворения γ'-фазы, выдерживают при этой температуре не более 8 ч и охлаждают со скоростью 10-15°С/ч до температуры третьей ступени, которая на 50-60°С ниже температуры полного растворения γ'-фазы, перед деформацией осуществляют нагрев слитка от температуры на 600-700°С ниже температуры полного растворения γ'-фазы до температуры на 50-60°С ниже температуры полного растворения γ'-фазы со скоростью 60-80°С/ч, деформацию осуществляют путем прессования слитка со скоростью 50-70 мм/с и степенью деформации 60-70%, термическую обработку изделия осуществляют путем нагрева до температуры на 40-70°С ниже температуры полного растворения γ'-фазы, выдержки не более 6 ч и охлаждения с печью со скоростью 30-60°С/ч до температуры 800-900°С и далее на воздухе.
2. Способ по п.1, отличающийся тем, что после прессования изделие подвергают правке со степенью деформации 1-10%.
3. Способ по п.2, отличающийся тем, что перед правкой изделие нагревают до температуры 1040-1060°С и выдерживают не более 3 ч.
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА ИЗ ВЫСОКОЛЕГИРОВАННОГО ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2004 |
|
RU2256721C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКОВ ИЗ ВЫСОКОЛЕГИРОВАННЫХ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 1989 |
|
SU1637360A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2005 |
|
RU2301845C1 |
| СПОСОБ ТЕРМООБРАБОТКИ ДИСКОВ ИЗ СЛОЖНОЛЕГИРОВАННЫХ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 1986 |
|
RU1360232C |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2004 |
|
RU2256722C1 |
| DE 4412031 A1, 13.10.1994 | |||
| US 6328827 В1, 11.12.2001. | |||

