1. Область техники
Изобретение относится к области металлургии, а именно к получению сложнопрофильных изделий из высоколегированных жаропрочных никелевых сплавов, содержащих более 30% упрочняющей γ'-фазы. предназначенных преимущественно для изготовления дисков газотурбинных двигателей или других изделий, работающих в условиях предельных нагрузок при рабочих температурах выше 600°С. Способ включает вакуумную индукционную выплавку, получение слитка под деформацию рафинирующим вакуумным дуговым переплавом с применением гелия, гомогенизирующий отжиг, пластическую деформацию слитка методом горячей экструзии, нагрев заготовки под предварительную штамповку, предварительную штамповку заготовки, при этом деформацию осуществляют за два или более раза с промежуточными отжигами, окончательную штамповку, предварительную и заключительную термические обработки, по окончании которых выполняют механическую обработку.
2. Предшествующий уровень техники
Известен «Способ получения изделия из жаропрочного никелевого сплава» (Патент RU №2 215 059 (C22F 1/10, B22D 27/04). 2001), включающий вакуумно-индукционную выплавку, получение заготовки под деформацию, гомогенизирующий отжиг, предварительную деформацию, окончательную деформацию и термическую обработку, при этом получение заготовки под деформацию осуществляют направленной кристаллизацией в керамической форме постоянного сечения с градиентом температуры на фронте затвердевания 20-200°С/см, а предварительную деформацию заготовки осуществляют осадкой за два или более раза с суммарной степенью деформации не менее 55% и с промежуточным(и) отжигом(ами). Недостатками способа являются формирование при деформации крупнозернистой микроструктуры, не обладающей способностью к сверхпластической деформации; высокий уровень напряжений деформирования при окончательной штамповке, неоднородность микроструктуры в штамповке после деформации перед термической обработкой.
Известен «Способ изготовления штамповок дисков из слитков высокоградиентной кристаллизации из никелевых сплавов» (Патент RU 2 389 822 (C22F 1/10), 2009). Способ включает вакуумно-индукционную выплавку, получение слитка под деформацию методом высокоградиентной направленной кристаллизации, гомогенизирующий отжиг, нагрев под предварительную деформацию, предварительную деформацию, нагрев под окончательную деформацию, окончательную деформацию. Недостатками способа являются невозможность обеспечения требуемой однородности и высокого уровня свойств изделия, низкий коэффициент использования металла и высокая трудоемкость получения изделий.
Известны способы получения дисков из никелевых жаропрочных сплавов, в которых для деформации используется слиток вакуумной индукционной выплавки с последующим вакуумным дуговым переплавом (ВИ+ВДП). Для того, чтобы получить заготовку с равномерным рекристаллизованным зерном, обладающую повышенной пластичностью, слиток гомогенизируют, многократно деформируют с использованием промежуточных отжигов и подогревов, уменьшают его поперечные размеры прессованием или ротационной ковкой. Далее проводят многократную деформацию для увеличения диаметра заготовки (патент ЕР №0248757, патенты США №5120373, 5693159). Недостатком известных способов является необходимость применения крупногабаритного и энергоемкого оборудования для выплавки слитков большого диаметра и их деформации. При производстве дисков большого размера использование предварительно прессованной заготовки затруднено в связи с ее малым диаметром по отношению к размерам и массе окончательного изделия, что приводит к необходимости применения дополнительных операций подпрессовки.
Наиболее близким аналогом, взятым за прототип, является «Способ изготовления дисков из высоколегированных жаропрочных никелевых сплавов» (авторское свидетельство SU 1637360 (C22F 1/10), 1989), включающий:
- вакуумную-индукционную выплавку;
- получение слитка под деформацию диаметром 320 мм вакуумным дуговым переплавом;
- гомогенизирующий отжиг при температуре на 20-30°С выше полного растворения γ'-фазы (Тпрγ') в течение 4-8 часов, с охлаждением с печью до температуры максимальной коагуляции γ'-фазы, далее на воздухе;
- прессование слитка в контейнере со степенью 65-75% на пруток при температуре ниже Тпрγ' на 40-60°С;
- резку прутка на мерные заготовки;
- подпрессовку в закрытом контейнере со степенью 35-50% при температуре ниже Тпрγ' на 60-80°С;
- окончательную деформацию совмещением осадки и штамповки при температуре ниже Тпрγ' на 40-60°С со степенью 75-85%;
- термическую обработку, состоящую из предварительного отжига при температуре ниже Тпрγ' на 100-130°С, обработки на твердый раствор при температуре Тпрγ'±10°С с регламентированным охлаждением и последующим старением.
Недостатками способа-прототипа являются невозможность обеспечения требуемой однородности и высокого уровня свойств изделия, низкий коэффициент использования металла и высокая трудоемкость получения изделий.
3. Сущность изобретения
3.1. Постановка технической задачи
Задачей настоящего изобретения является создание способа получения сложнопрофильных штамповок из жаропрочного никелевого сплава с однородной структурой и стабильным уровнем свойств, обеспечивающего возможность использования универсального оборудования и повышение коэффициента использования металла.
Результат решения технической задачи
Решение задачи достигается штамповкой заготовки полученной из слитка вакуумной индукционной выплавки с последующим рафинирующим вакуумным дуговым переплавом, на низком токе с применением гелия, в кристаллизатор диаметром более 200 мм и гомогенизирующим отжигом, пластической деформацией слитка методом горячей экструзии на горизонтальном гидравлическом прессе, с последующей штамповкой, при этом предварительную штамповку заготовки осуществляют, деформацией за два или более раза с промежуточными отжигами, после чего выполняют предварительную термическую обработку с последующей механической обработкой и заключительную термическую обработку с последующей механической обработкой.
3.2. Отличительные признаки
В отличие от известного технического решения, включающего вакуумный дуговой переплав слитков вакуумной индукционной выплавки, гомогенизирующий отжиг слитков, предварительную деформацию с промежуточным(ми) отжигом(ми), заключительную деформацию и окончательную термическую обработку; в заявленном техническом решении осуществляют рафинирующий вакуумный дуговой переплав, слитков вакуумной индукционной выплавки, на низком токе с применением гелия, в кристаллизатор диаметром более 200 мм, гомогенизирующий отжиг с замедленным охлаждением, пластическую деформацию слитка методом горячей экструзии, нагрев заготовки под предварительную штамповку, предварительную штамповку заготовки, при этом деформацию осуществляют за два или более раза с промежуточными отжигами, окончательную штамповку, предварительную термическую обработку с последующей механической обработкой и заключительную термическую обработку с последующей механической обработкой.
Рафинирующий вакуумный дуговой переплав обработанных слитков производят с применением гелия, для уменьшения глубины жидкой ванны с целью более полного ее рафинирования. Переплав осуществляют в кристаллизатор диаметром более 200 мм на токе 2,8-3,2 кА, при разряжении в камере печи 1⋅10-2 ÷ 10-3 мм рт. ст. и скорости переплава 1.5-1,7 кг/мин.
Гомогенизирующий отжиг вакуумного дугового (ВД) слитка с замедленным охлаждением проводят по режиму: посадка в печь на температуру (500±10)°С, выдержка при этой температуре не менее одного часа, нагрев до температуры на 15-30°С выше температуры полного растворения γ'-фазы со скоростью не более 60°С/час, выдержка при этой температуре не менее 7 часов, охлаждение до температуры на 35-55°С ниже температуры полного растворения γ'-фазы со скоростью не более 15°С/час, выдержка при этой температуре не менее трех часов, охлаждение до температуры на 65-85°С ниже температуры полного растворения γ'-фазы со скоростью 15°С/час, выдержка при этой температуре не менее трех часов, охлаждение до температуры (1000±10)°С со скоростью не более 30°С/час, выдержка при этой температуре не менее двух часов, охлаждение до температуры (650±10)°С со скоростью не более 30°С/час, охлаждение с печью с произвольной скоростью до температуры (600±10)°С, далее выгрузка на воздух.
Пластическую деформацию ВД слитка осуществляют методом горячей экструзии на горизонтальном гидравлическом прессе в два этапа: с начала подпрессовка слитка в закрытом контейнере диаметром больше диаметра самого слитка на 7-12%, с последующей обточкой и упаковкой в теплозащитное покрытие, затем прессование через конусную матрицу, при этом разовая степень деформации составляет 75-80%.
Далее после механической обработки поверхности заготовки подвергают штамповке. Перед первой деформацией заготовки подвергают предварительному отжигу, который осуществляют по режиму: загрузка в печь при температуре на 200°С ниже температуры растворения γ'-фазы, выдержка при этой температуре не менее 50 минут, нагрев до температуры на 95-115°С ниже температуры полного растворения γ'-фазы со скоростью не более 80°С/час, выдержка при этой температуре не менее 6 часов, охлаждение со скоростью 30°С/час до температуры не выше 900°С, далее на воздухе.
Далее осуществляют нагрев под предварительную штамповку по режиму: загрузка в печь при температуре на 200°С ниже температуры растворения γ'-фазы, выдержка при этой температуре не менее 50 минут, нагрев до температуры на 65-85°С ниже температуры полного растворения γ'-фазы, выдержка при этой температуре не менее двух часов.
Предварительную штамповку заготовки производят деформацией за два или более раза с промежуточными отжигами, при этом первую осадку заготовки осуществляют в плоском инструменте или закрытом контейнере, а затем производят штамповку в фигурном заготовительном инструменте.
Промежуточный отжиг осуществляют по режиму: загрузка в печь при температуре на 65-85°С ниже температуры полного растворения γ'-фазы, выдержка при этой температуре не менее 50 минут, охлаждение с печью до температуры не выше 900°С, далее на воздухе.
Нагрев под окончательную штамповку осуществляют по режиму: загрузка в печь при температуре на 200°С ниже температуры растворения γ'-фазы, выдержка при этой температуре не менее 50 минут, нагрев до температуры на 65-85°С ниже температуры полного растворения γ'-фазы, выдержка при этой температуре не менее двух часов.
После окончательной штамповки производят промежуточный отжиг, далее осуществляют предварительную термическую обработку, а затем заключительную термическую обработку с последующей за каждой из технологических операций механической обработкой (дробеметной, абразивной или лезвийной). Кроме того, на всех стадиях деформации заготовки после ее отжига производят механическую обработку поверхности до полного удаления окалины.
Предварительную термическую обработку осуществляют по режиму: загрузка в печь при температуре на 200°С ниже температуры растворения γ'-фазы, нагрев до температуры на 95-115°С ниже температуры полного растворения γ'-фазы со скоростью не более 80°С/час, выдержка при этой температуре не менее 6 часов, охлаждение на воздухе.
Заключительную термическую обработку осуществляют по режиму: загрузка в печь при температуре на 200°С ниже температуры растворения γ'-фазы, выдержка при этой температуре не менее 50 минут, нагрев до температуры на 15-30°С выше температуры полного растворения γ'-фазы со скоростью не более 60°С/час, выдержка при этой температуре не менее 5 часов, охлаждение с печью до температуры на 24-45°С ниже температуры полного растворения γ'-фазы, выдержка при этой температуре не менее 20 минут, охлаждение на воздухе, старение при температуре (920±10)°С с выдержкой 12 часов, охлаждение с печью со скоростью 10°С/час до температуры (850±10)°С, выдержка 24 часа, воздух.
4. Описание изобретения
Для изготовления дисков газотурбинных двигателей или других изделий из никелевых жаропрочных сплавов используют заготовку с равномерным рекристаллизованным зерном, обладающую повышенной пластичностью, полученную многократным деформированием.
В предложенном техническом решении общая схема производства изделия, следующая: вакуумная индукционная выплавка → вакуумный дуговой переплав в кристаллизатор диаметром более 200 мм → гомогенизирующий отжиг →механическая обработка вакуумных дуговых слитков → горячая экструзия на горизонтальном гидравлическом прессе → предварительная штамповка, с промежуточными отжигами и обработкой → окончательная штамповка → отжиг → предварительная термообработка → механическая обработка → заключительная термообработка → окончательная механическая обработка.
В заявленном техническом решении на стадии подготовки заготовки к деформации производят вакуумную индукционную выплавку и вакуумный дуговой переплав жаропрочного сплава на никелевой основе на токе дуги 2,8-3,2кА с применением гелия при скорости наплавления 1,5-1,7 кг/мин. Охлаждение слитка гелием приводит к значительному уменьшению глубины ванны жидкого металла. Давлении гелия в зазоре между наплавляемом слитком и стенкой кристаллизатора составляет 20÷25 мм рт. ст. Рафинирующий вакуумный дуговой переплав проводят при разряжении 1⋅10-2÷10-3 мм рт. ст. и величине дугового промежутка - 15-20 мм, которая обеспечивает постоянство формы оплавления торца электрода и распределение энергии в зоне дуги - необходимое условие получение однородного слитка.
С целью снижения внутренних напряжений слитка, создание гетерогенизированной микроструктуры, способствующей в процессе пластической деформации методом экструзии деформированию мелкозернистой структуры, полученные вакуумные дуговые слитки подвергают гомогенизирующему отжигу с замедленным охлаждением по режиму: посадка в печь на температуру (500±10)°С, выдержка при этой температуре не менее одного часа, нагрев до температуры на 15-30°С выше температуры полного растворения γ'-фазы со скоростью не более 60°С/час, выдержка при этой температуре не менее 7 часов, охлаждение до температуры на 35-55°С ниже температуры полного растворения γ'-фазы со скоростью 15°С/час, выдержка при этой температуре не менее трех часов, охлаждение до температуры на 65-85°С ниже температуры полного растворения γ'-фазы со скоростью 15°С/час, выдержка при этой температуре не менее трех часов, охлаждение до температуры (1000±10)°С со скоростью не более 30°С/час, выдержка при этой температуре не менее двух часов, охлаждение до температуры (650±10)°С со скоростью не более 30°С/час, охлаждение с печью с произвольной скоростью до температуры (600±10)°С, далее выгрузка на воздух.
После гомогенизирующего отжига вакуумных дуговых слитков производят механическую обработку их поверхности.
Затем проводят пластическую деформацию вакуумных дуговых слитков методом горячей экструзии на горизонтальном гидравлическом прессе в два этапа. На первом этапе - подпрессовка слитка в закрытом контейнере диаметром больше диаметра самого слитка на 7-12%. Далее производят обточку и упаковку в теплозащитное покрытие. На втором этапе производят прессование через конусную матрицу. Степень деформации при прессовании составляет 75-80%. Прессование после нагрева при температуре нагрева (1100-1130)°С позволяет одновременно избежать сильного перегрева заготовки в очаге пластической деформации и чрезмерного переохлаждения поверхности заготовки от контакта с инструментом.
Далее после механической обработки поверхности заготовки подвергают штамповке. Перед первой деформацией заготовки осуществляют предварительный отжиг, который осуществляют по режиму: загрузка в печь при температуре на 200°С ниже температуры растворения γ'-фазы, выдержка при этой температуре не менее 50 минут, нагрев до температуры на 95-115°С ниже температуры полного растворения γ'-фазы со скоростью не более 80°С/час, выдержка при этой температуре не менее 6 часов, охлаждение со скоростью 30°С/час до температуры не выше 900°С, далее на воздухе.
Перед деформацией заготовки обмазывают теплозащитным покрытием: строительный клей синтетического происхождения плюс мертель в одинаковой пропорции по объему, разведенные водой до сметанообразного состояния.
Далее осуществляют нагрев под предварительную штамповку по режиму: загрузка в печь при температуре на 200°С ниже температуры растворения γ'-фазы, выдержка при этой температуре не менее 50 минут, нагрев до температуры на 65-85°С ниже температуры полного растворения γ'-фазы, выдержка при этой температуре не менее двух часов.
Предварительную штамповку заготовки производят деформацией за два или более раза с промежуточными отжигами, при этом первую осадку заготовки осуществляют в плоском инструменте или закрытом контейнере, а затем производят штамповку в фигурном заготовительном инструменте. Степень деформации каждой осадки составляет 17÷25%. Предварительная штамповка позволяет получить однородную деформацию по всему объему заготовки и при последующем отжиге обеспечить равномерную рекристаллизацию.
После каждой осадки осуществляют промежуточный отжиг, с последующей механической обработкой, по режиму: загрузка в печь при температуре на 65-85°С ниже температуры полного растворения γ'-фазы, выдержка при этой температуре не менее 50 минут, охлаждение с печью до температуры не выше 900°С, далее на воздухе.
Совокупность последовательных операций деформации и промежуточных отжигов приводит к формированию микроструктуры с размером зерна у фазы менее 10 мкм и обеспечивает достижение сверхпластичности в заготовках после деформации. Получение подобной структуры позволяет реализовать эффект сверхпластичности при окончательной штамповке, снизить усилия деформации, повысить стойкость штампового инструмента и обеспечить формирование однородной мелкозернистой структуры.
Затем осуществляют нагрев под окончательную штамповку по режиму: загрузка в печь при температуре на 200°С ниже температуры растворения γ'-фазы, выдержка при этой температуре не менее 50 минут, нагрев до температуры на 65-85°С ниже температуры полного растворения γ'-фазы, выдержка при этой температуре не менее двух часов.
Жаропрочные никелевые сплавы, упрочняемые более 30% γ' фазы очень чувствительны к снижению температуры из-за распада твердого раствора. Если в процессе обработки давлением происходит захолаживание поверхности заготовки, то в этих местах возникают трещины. Постоянная температура деформации обеспечивается термической изоляцией заготовки и контактируемого инструмента, а также высокой температурой самого инструмента. На поверхность заготовки перед нагревом наносят суспензию, приготовленную из синтетического строительного клея и огнеупорного цемента. На нагретый инструмент перед деформацией наносят смазочный материал, состоящий из смазки на водной основе для горячей штамповки и ковки, и графита, а в качестве теплоизоляции поверхности инструмента при предварительной деформации заготовок используют муллитокремноземистый материал или иной материал со сходной теплопроводностью.
После окончательной штамповки производят промежуточный отжиг, далее осуществляют предварительную термическую обработку, а затем заключительную термическую обработку с последующей за каждой из технологических операций механической обработкой (дробеметной, абразивной или лезвийной).
Предварительную термическую обработку выполняют по режиму: загрузка в печь при температуре на 200°С ниже температуры растворения γ'-фазы, нагрев до температуры на 95-115°С ниже температуры полного растворения γ'-фазы со скоростью не более 80°С/час, выдержка при этой температуре не менее 6 часов, охлаждение на воздухе.
Заключительную термическую обработку осуществляют по режиму: загрузка в печь при температуре на 200°С ниже температуры растворения γ'-фазы, выдержка при этой температуре не менее 50 минут, нагрев до температуры на 15-30°С выше температуры полного растворения γ'-фазы со скоростью не более 60°С/час, выдержка при этой температуре не менее 5 часов, охлаждение с печью до температуры на 24-45°С ниже температуры полного растворения γ'-фазы, выдержка при этой температуре не менее 20 минут, охлаждение на воздухе, старение при температуре (920±10)°С с выдержкой 12 часов, охлаждение с печью 10°С/час до температуры (850±10)°С, выдержка 24 часа, воздух.
Термическая обработка по указанному режиму необходима, так как придает материалу требуемый комплекс эксплуатационных свойств. Предварительный отжиг после окончательной штамповки проводят для снижения и выравнивания внутренних напряжений и коагуляции упрочняющей γ' фазы. В результате обработки на твердый раствор в изделии из жаропрочного никелевого сплава формируется однородная микроструктура. Скорость охлаждения должна быть регламентирована, и строго контролироваться, что обеспечит выделение частиц γ' фазы требуемой формы и размеров. При одинарном или многократном старении в интервале температур 650-1050°С выделяются карбиды и бориды по границам зерен, проходят процессы выделения и коагуляции частиц γ' фазы. В результате изделие из сплава приобретает необходимые свойства.
После термической обработки проводят окончательную механическую обработку изделия.
Использование предлагаемого способа позволяет получить сложнопрофильные штамповки с однородной структурой и стабильным уровнем свойств, а также обеспечивает возможность использования универсального оборудования.
5. Пример конкретного выполнения (реализация способа)
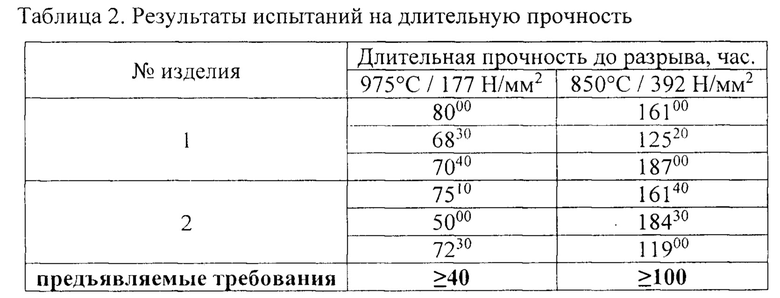
Выполнение способа показано на примере сплава ЭП975-ИД. Для этого в ВИ печи выплавили и разлили плавку сплава ЭП975-ВИ. Полученные электроды были подготовлены к вакуумному дуговому переплаву и переплавлены в кристаллизатор диаметром 320 мм с применением гелия. Наплавленные вакуумные дуговые слитки были загружены в предварительно разогретый термостат, где охлаждались не менее 24 часов, после чего были отправлены на гомогенизирующий отжиг. Далее произвели механическую обработку и после пластической деформации заготовок на круг 150 мм осуществили штамповку. Схема деформации ∅150 мм: hнач - 350 мм → h1 - 295 мм → h2 = недоштамповка 120 мм → h3 = недоштамповка 30 мм. После каждой деформации заготовки загружались в печь для проведения операции промежуточного отжига.
Контроль качества заготовок приведен в таблицах 1 и 2. Механические свойства полностью соответствуют предъявляемым требованиям (ТУ 14-131-1124) и приведены в таблице 1. Результаты испытаний на длительную прочность приведены в таблице 2.

Использование вышеуказанного способа позволяет получить сложнопрофильные штамповки с однородной структурой и стабильным уровнем свойств, а также обеспечивает возможность использования универсального оборудования.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства изделий из жаропрочных сплавов на никелевой основе, содержащих более 30% упрочняющей γ'-фазы | 2021 |
|
RU2753105C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ДИСКОВ ИЗ ЖАРОПРОЧНОГО СПЛАВА НА НИКЕЛЕВОЙ ОСНОВЕ | 2024 |
|
RU2831235C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТОВ ИЗ ВЫСОКОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2018 |
|
RU2694098C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ДЕФОРМИРУЕМОГО ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2009 |
|
RU2387733C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2004 |
|
RU2256722C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОЖНОКОНТУРНЫХ ДИСКОВ ИЗ ВЫСОКОЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2009 |
|
RU2404282C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ВЫСОКОЛЕГИРОВАННОГО ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2008 |
|
RU2368695C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСКАТНЫХ ДИСКОВ ИЗ ВЫСОКОЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2009 |
|
RU2404283C1 |
| Способ получения изделия из гранулируемого жаропрочного никелевого сплава | 2017 |
|
RU2649103C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ДИСКОВ ИЗ СЛИТКОВ ВЫСОКОГРАДИЕНТНОЙ КРИСТАЛЛИЗАЦИИ ИЗ НИКЕЛЕВЫХ СПЛАВОВ | 2009 |
|
RU2389822C1 |
Изобретение относится к металлургии и может быть использовано при получении сложнопрофильных изделий из высоколегированных жаропрочных никелевых сплавов, содержащих более 30% упрочняющей γ'-фазы, предназначенных преимущественно для изготовления дисков газотурбинных двигателей или других изделий, работающих в условиях предельных нагрузок при рабочих температурах выше 600°С. Способ получения сложнопрофильных изделий из высоколегированных жаропрочных никелевых сплавов, содержащих более 30% упрочняющей γ'-фазы, включает вакуумно-индукционную выплавку слитков, вакуумно-дуговой переплав слитков, гомогенизирующий отжиг слитков, предварительную деформацию, заключительную деформацию и заключительную термическую обработку. Осуществляют рафинирующий вакуумно-дуговой переплав слитков при разрежении в камере печи 1⋅10-2÷10-3 мм рт.ст., при токе дуги 2,8-3,2 кА и скорости переплава 1,5-1,7 кг/мин с применением гелия для охлаждения формирующегося слитка диаметром более 200 мм в кристаллизаторе, осуществляют гомогенизирующий отжиг слитков, после которого проводят пластическую деформацию слитков горячей экструзией с получением заготовок, которые затем нагревают под предварительную деформацию штамповкой, осуществляют предварительную деформацию штамповкой за два или более раза со степенью деформации при штамповке осадкой 17-25% с промежуточным(ми) отжигом(ами). После заключительной деформации штамповкой осуществляют предварительную термическую обработку с последующей механической обработкой и заключительную термическую обработку с последующей механической обработкой с получением сложнопрофильных изделий. Обеспечивается получение сложнопрофильных изделий с однородной структурой и стабильным уровнем свойств, а также возможность использования универсального оборудования. 7 з.п. ф-лы, 2 табл., 1 пр.
1. Способ получения сложнопрофильных изделий из высоколегированных жаропрочных никелевых сплавов, содержащих более 30% упрочняющей γ'-фазы, включающий вакуумно-индукционную выплавку слитков, вакуумно-дуговой переплав слитков, гомогенизирующий отжиг слитков, предварительную деформацию, заключительную деформацию и заключительную термическую обработку, отличающийся тем, что осуществляют рафинирующий вакуумно-дуговой переплав слитков при разрежении в камере печи 1⋅10-2÷10-3 мм рт.ст., при токе дуги 2,8-3,2 кА и скорости переплава 1,5-1,7 кг/мин с применением гелия для охлаждения формирующегося слитка диаметром более 200 мм в кристаллизаторе, осуществляют гомогенизирующий отжиг слитков, после которого проводят пластическую деформацию слитков горячей экструзией с получением заготовок, которые затем нагревают под предварительную деформацию штамповкой, осуществляют предварительную деформацию штамповкой за два или более раза со степенью деформации при штамповке осадкой 17-25% с промежуточным(ми) отжигом(ами), а после заключительной деформации штамповкой осуществляют предварительную термическую обработку с последующей механической обработкой и заключительную термическую обработку с последующей механической обработкой с получением сложнопрофильных изделий.
2. Способ по п. 1, отличающийся тем, что гомогенизирующий отжиг слитков после вакуумно-дугового переплава проводят по режиму: посадка в печь при температуре (500±10)°С, выдержка при этой температуре не менее одного часа, нагрев до температуры на 15-30°С выше температуры полного растворения γ'-фазы со скоростью не более 60°С/час, выдержка при этой температуре не менее 7 часов, охлаждение до температуры на 35-55°С ниже температуры полного растворения γ'-фазы со скоростью не более 15°С/час. выдержка при этой температуре не менее трех часов, охлаждение до температуры на 65-85°С ниже температуры полного растворения γ'-фазы со скоростью не более 15°С/час, выдержка при этой температуре не менее трех часов, охлаждение до температуры (1000±10)°С со скоростью не более 30°С/час, выдержка при этой температуре не менее двух часов, охлаждение до температуры (650±10)°С со скоростью не более 30°С/час. охлаждение с печью с произвольной скоростью до температуры (600±10)°С, далее выгрузка слитков и охлаждение на воздухе.
3. Способ по п. 1, отличающийся тем, что пластическую деформацию слитков горячей экструзией осуществляют на горизонтальном гидравлическом прессе в два этапа: с начала подпрессовка слитков в закрытом контейнере диаметром больше диаметра слитков на 7-12% с последующей обточкой и упаковкой в теплозащитное покрытие, затем прессование через конусную матрицу с разовой степенью деформации 75-80%.
4. Способ по п. 1, отличающийся чем, что полученные после проведения пластической деформации слитков горячей экструзией заготовки механически обрабатывают и подвергают предварительному отжигу по режиму: загрузка в печь при температуре на 200°С ниже температуры растворения γ'-фазы, выдержка при этой температуре не менее 50 минут, нагрев до температуры на 95-115°С ниже температуры полного растворения γ'-фазы со скоростью не более 80°С/час. выдержка при этой температуре не менее 7 часов, охлаждение со скоростью 30°С/час до температуры не выше 900°С и далее на воздухе.
5. Способ по п. 1, отличающийся тем, что промежуточный(ые) отжиг(и) при предварительной штамповке заготовок осуществляют по режиму: загрузка в печь при температуре на 65-85°С ниже температуры полного растворения γ'-фазы, выдержка при этой температуре не менее 50 минут, охлаждение с печью до температуры не выше 900°С и далее на воздухе.
6. Способ по п. 1, отличающийся тем, что предварительную термическую обработку заготовок проводят по режиму: загрузка в печь при температуре на 200°С ниже температуры растворения γ'-фазы, нагрев до температуры на 95-115°С ниже температуры полного растворения γ'-фазы со скоростью не более 80°С/час, выдержка при этой температуре не менее 6 часов, охлаждение на воздухе.
7. Способ по п. 1, отличающийся тем, что заключительную термическую обработку заготовок осуществляют по режиму: загрузка в печь при температуре на 200°С ниже температуры растворения γ'-фазы. выдержка при этой температуре не менее 50 минут, нагрев до температуры на 15-30°С выше температуры полного растворения γ'-фазы со скоростью не более 60°С/час, выдержка при этой температуре не менее 5 часов, охлаждение с печью до температуры на 24-45°С ниже температуры полного растворения γ'-фазы, выдержка при этой температуре не менее 20 минут, охлаждение на воздухе, старение при температуре (920±10)°С с выдержкой 12 часов, охлаждение с печью со скоростью 10°С/час до температуры (850±10)°С, выдержка 24 часа и далее охлаждение на воздухе.
8. Способ по п. 1, отличающийся тем, что на всех стадиях деформации предварительной штамповки после отжигов и после проведения предварительной термической обработки осуществляют механическую обработку заготовок до полного удаления окалины.
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКОВ ИЗ ВЫСОКОЛЕГИРОВАННЫХ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 1989 |
|
SU1637360A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2005 |
|
RU2301845C1 |
| Способ изготовления крупногабаритного сложноконтурного кольцевого изделия из жаропрочного сплава на никелевой основе | 2020 |
|
RU2741046C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2001 |
|
RU2215059C2 |
| CN 106756253 A, 31.05.2017. | |||

