Настоящее изобретение относится к машинам для трехмерных измерений (трехмерным координатно-измерительным машинам), используемым в метрологии для измерения погрешности механических деталей.
Эти машины включают в себя систему числового программного управления того типа, которую устанавливают на станки с числовым программным управлением (NCMTs) для осуществления числового программного управления подсоединенным рычагом. На рычаге (манипуляторе) установлены блок сравнения и щуп (чувствительный элемент), который вводится в контакт с точками поверхности, которые должны быть измерены, для определения их места в прямоугольной системе координат теоретической системы отсчета или системы отсчета машины.
Чтобы осуществить измерение или контроль детали, ее зажимают на измерительном столе, которым оснащена координатно-измерительная машина (CMM), и делают это точно в соответствии с системой отсчета машины или механической системой отсчета. Эта система отсчета воплощена посредством устройства для стола (подвижной плоской рабочей поверхности), например базовой (контрольной) поверхностью, сферической или иной поверхностью, на которой при инициализации машины обеспечивают совпадение системы отсчета машины с системой отсчета детали, подлежащей измерению, перед осуществлением ее измерений.
Затем щуп автоматически и последовательно позиционируют посредством машины в точках, которые должны быть измерены, а оператор одновременно и вручную отмечает на блоке сравнения соответствующие отклонения относительно теоретических координат этих точек.
Этот способ оказывается весьма подходящим для простого контроля не очень сложных деталей, когда надо проверить или измерить несколько точек, и когда количество деталей, подлежащих измерению, не очень велико.
Однако для сложных деталей, таких как лопатки турбинных двигателей, измерения оказываются продолжительными, а количество деталей, подлежащих измерению, оказывается значительным. В этом случае упомянутый способ получается очень дорогостоящим.
Задачей настоящего изобретения является уменьшение указанных затрат.
Поставленная задача решена путем создания способа трехмерного измерения координат для набора из N заданных точек на поверхности механической детали, подлежащей измерению, относительно определенной системы отсчета, направляющие косинусы теоретических нормалей к которой известны в теоретических точках, соответствующих упомянутым N предварительно определенным точкам, указанный способ содержит
подготовительную фазу, на которой измеряют координаты N точек, соответствующих заданным N точкам на поверхности первой механической детали, принимаемой в качестве стандартной детали, относительно заданной системы отсчета,
фазу инициализации, на которой одновременно и соответственно считывают N измерений линейного смещения вдоль упомянутых нормалей в N точках стандартной детали,
фазу измерения, на которой считывают N измерений линейного смещения, осуществленных одновременно и соответственно в N точках детали, подлежащей измерению, соответствующих N точкам стандартной детали,
фазу вычисления, на которой вычисляют трехмерные координаты N точек детали, подлежащей измерению, исходя из трехмерных координат N точек стандартной детали, из измерений линейных смещений и из направляющих косинусов N теоретических нормалей в этих точках.
В каждой точке измерение проводят линейно, в соответствии с теоретической нормалью к поверхности, с помощью отдельного датчика относительного смещения в этой точке, который инициализируют заранее, отдельно от остальных датчиков, но одновременно с ними, посредством стандартной детали, на которой измерения уже проведены с помощью известных средств, упоминавшихся выше при описании известного уровня техники.
Таким образом, измерения в N точках, подлежащих измерению, проводят одновременно и автоматически.
Изобретение также относится к машине для трехмерных измерений, обеспечивающей одновременные измерения, с использованием указанного способа, и включающей в себя вычислительный модуль, управляющий модуль и измерительный стол (подвижную плоскую рабочую поверхность), указанная машина характеризуется тем, что она включает в себя, по меньшей мере, одну матрицу датчиков смещения, расположенных таким образом, что в нерабочем положении деталь может быть установлена на столе, а в рабочем (закрытом) положении все датчики входят в рабочий контакт для измерения детали.
Машина предпочтительно включает в себя, по меньшей мере, две матрицы датчиков, обращенных друг к другу, для окружения стандартной детали или детали, подлежащей измерению. Благодаря этому можно одновременно измерять обе поверхности детали, и можно легко измерить толщину детали.
Датчики смещения преимущественно являются индуктивными датчиками, которые представляют собой датчики для работы в тяжелых условиях, хорошо приспособленных к промышленному оборудованию.
Кроме того, вычислительный модуль преимущественно выполнен с возможностью вычисления глобальных геометрических характеристик поверхности детали, например толщины, кручения, продольного изгиба, сдвига или несоосности.
В дальнейшем изобретение поясняется нижеследующим описанием предпочтительного варианта воплощения машины для трехмерных измерений, обеспечивающей одновременные измерения, и способа одновременных измерений со ссылками на прилагаемые чертежи, на которых:
фиг.1 изображает общий вид машины в нерабочем положении или положении установки, согласно изобретению;
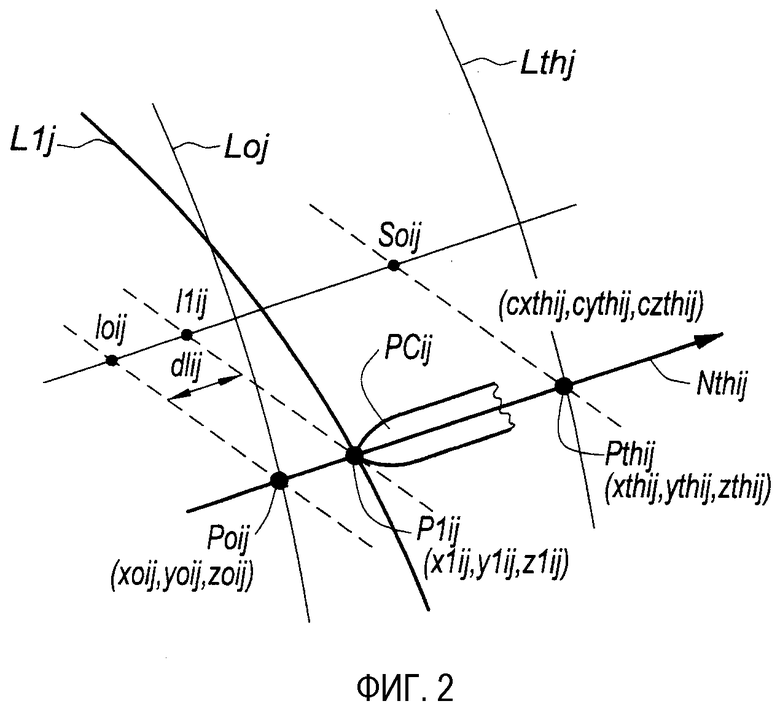
фиг.2 - диаграмму, поясняющую принцип сдвоенных измерений, реализуемый посредством датчика смещения и стандартной детали, согласно изобретению;
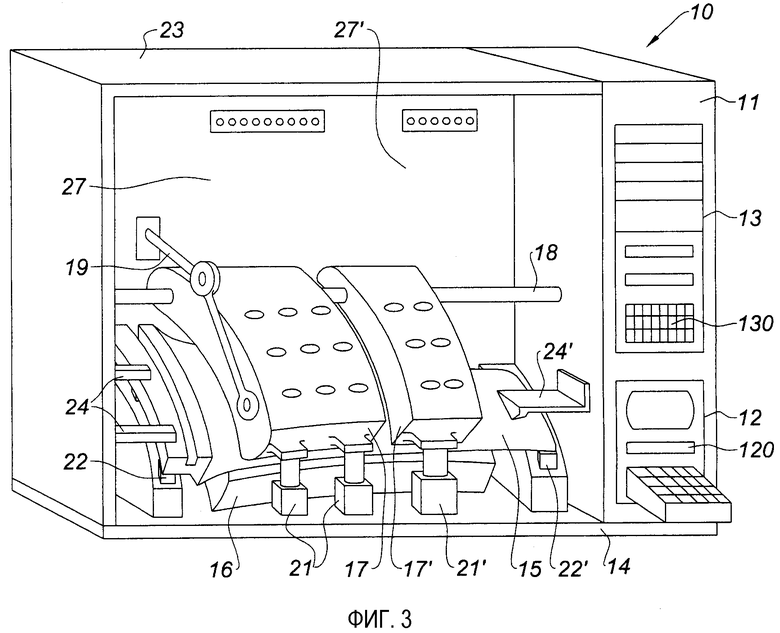
фиг.3 - общий вид машины в рабочем положении или положении измерения, согласно изобретению;
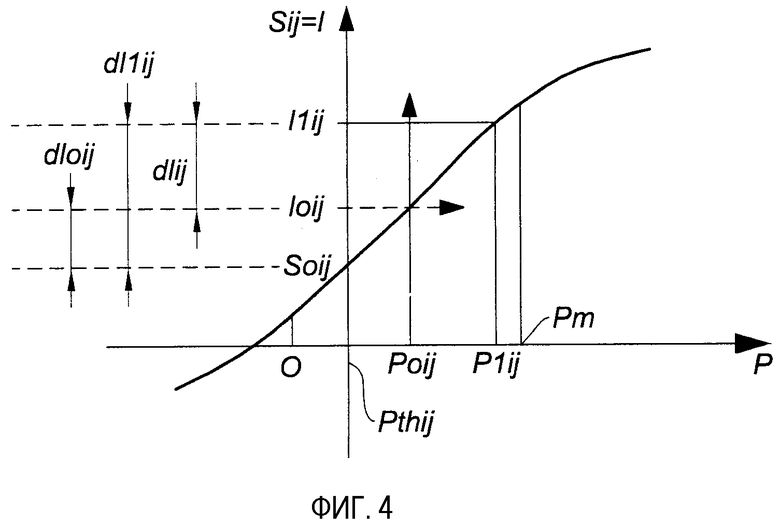
фиг.4 - диаграмму характеристического отклика индуктивного датчика, согласно изобретению;
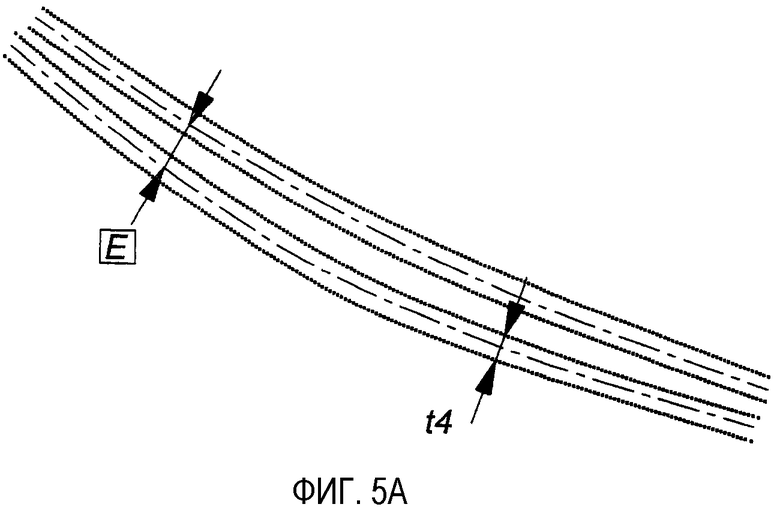
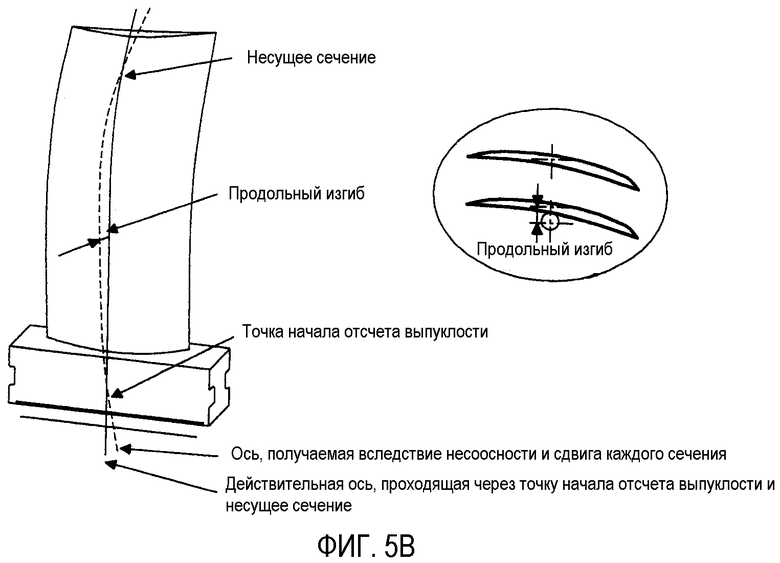
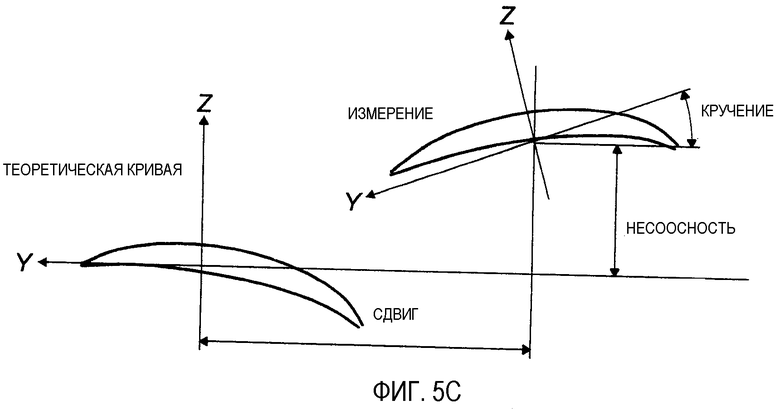
фиг.5А, В, С - диаграммы, поясняющие несколько глобальных геометрических характеристик, вычисленных с помощью вычислительного модуля, согласно изобретению;
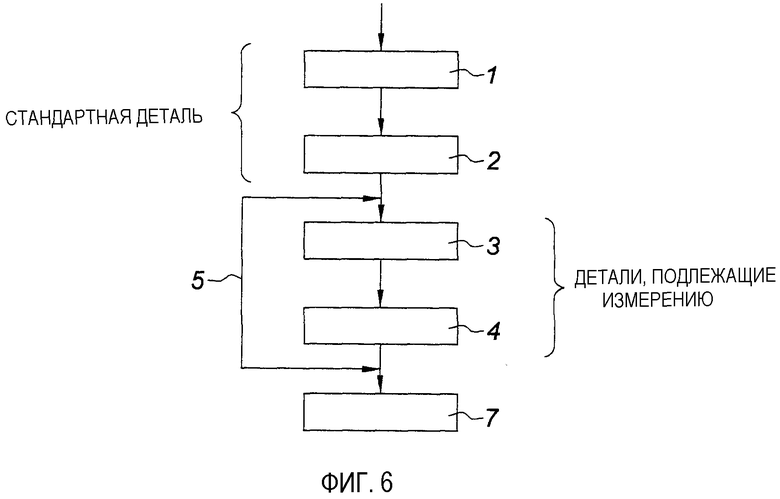
фиг.6 - блок-схему последовательности операций вычислительного модуля, согласно изобретению;
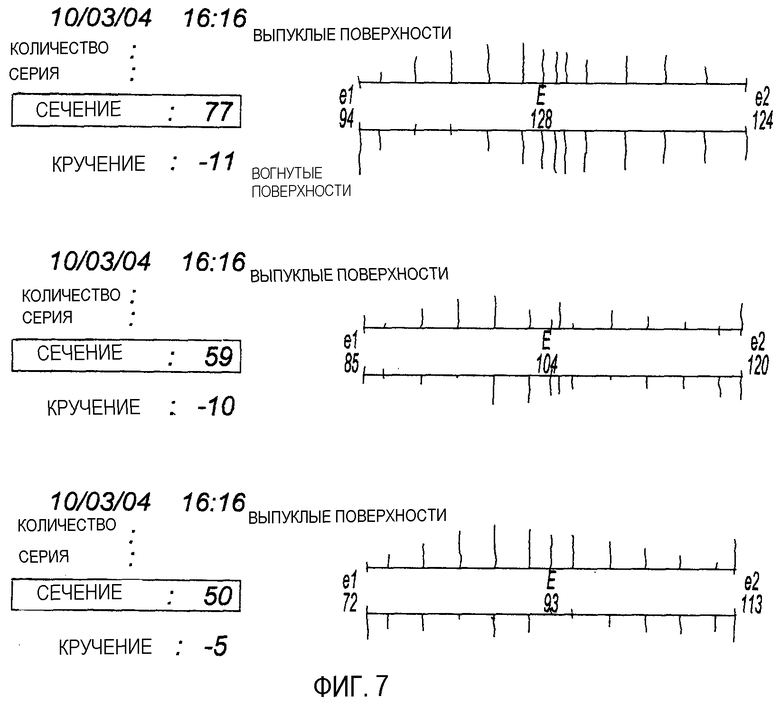
фиг.7 - пример результатов вычислений, обеспечиваемых вычислительным модулем системы, согласно изобретению.
Машина 10 (фиг.1, 3) для трехмерных измерений, обеспечивающая одновременные измерения, содержит установленную на каркасе 23 электронную систему 11, оснащенную вычислительным модулем 12 (поясняется ниже), модулем 13 числового программного управления, измерительным столом 14 для размещения механической детали 15 и измерительными средствами 16, 17, 17' (поясняются ниже).
Деталь 15, либо одну из первой механической детали, принимаемой в качестве стандартной детали и называемой стандартной деталью, или одну механическую деталь, подлежащую измерению, зажимают зажимами 24, 24' на регулировочных прокладках 22, 22' на любой стороне стола 14.
Средства измерения находятся под стороной матриц (i, j), где i=1, …, n, и j=1, …, m, датчиков Cij относительного смещения, поддерживаемых зажимными губками, в описываемом варианте имеется нижняя зажимная губка 16, прикрепленная к каркасу 23, и две верхние зажимные губки 17 и 17', которые могут поворачиваться вокруг оси 18, выполненной как одно целое с каркасом 23. Датчики Cij выровнены вдоль линий Lj матриц 16, 17, 17', соответствующих профилям j сечения детали 15.
Модуль 13 числового программного управления обеспечивает управление посредством пульта 130 исполнительными механизмами 19, выполненными с возможностью позиционирования верхних зажимных губок 17 и 17' либо в нерабочем положении или положении установки (фиг.1) и обеспечивающем установку детали 15 заранее на измерительном столе 14, либо в закрытом положении или положении измерения, и приведение зажимных губок 17, 17' в состояние, в котором они опираются на регулируемые упоры 21, 21'(фиг.3).
Форма матриц 16, 17, 17', положение датчиков Cij на матрицах и высота упоров 21, 21' подобраны так, чтобы в положении измерения все щупы (чувствительные элементы) PCij датчиков Cij относительного смещения находились в контакте с лицевыми поверхностями, одна из которых является нижней лицевой поверхностью, а другая - верхней лицевой поверхностью детали 15, установленной на столе 14.
Обе лицевые поверхности детали 15, такой как лопатка турбинного двигателя, которые могут быть названы вогнутыми поверхностями или выпуклыми поверхностями, можно измерять одновременно и позволяют проводить глобальные измерения (поясняется ниже).
Датчики Cij (фиг.2, 4) смещения являются индуктивными датчиками, каждый из которых содержит чувствительный элемент PCij. В соответствии с положением Poi или P1i чувствительного элемента линия Loj или L1j, соответствующая линии Lj матрицы 16, 17 или 17', выдают электрические сигналы Sij измерения для каждой лицевой поверхности детали 15, в данном случае, аналоговые электрические токи, индуцируемые магнитным сердечником в проводящей катушке, которые передаются в вычислительный модуль 12 через посредство гибких соединений 26, 26', 27, 27' из матриц 16, 17 и 17'.
При рабочем контакте (фиг.4) положение Р чувствительного элемента датчика, который выполнен за одно целое со своим сердечником, должно находиться между двумя крайними положениями О и Pm, вне пределов которых отклик индуцируемого тока I больше не является линейным.
Ось чувствительного элемента PCij должна быть, по существу, перпендикулярна измеряемой поверхности, когда чувствительный элемент находится с ней в контакте, чтобы избежать случаев заклинивания или преждевременного износа и упростить вычисления при интерпретации измерения.
По этой причине прибегают к теоретическому определению поверхности посредством автоматизированного проектирования (CAD), как известно в данной области техники, доступного в данном случае в виде компьютерных файлов в формате CATIA (программное обеспечение CAD, поставляемое фирмой EMD). Эти файлы можно считывать на компакт-диске (CD) с помощью устройства 120 считывания/записи CD вычислительного модуля 12.
Посредством устройства 120 и файлов CAD для детали 15 вычислительный модуль 12 вычисляет теоретические сечения, где расположены желаемые линии Lij на матрицах 16, 17, 17', теоретические точки Pthij этих линий, где желательны измерения, и направляющие косинусы cxthij, cythij, czthij нормалей Nthij к теоретической поверхности в этих точках Pthij. Эти теоретические данные DT сохраняют в памяти или записывают в файл на CD посредством устройства 120 считывания/записи.
Теоретические данные DT необходимы для получения матриц 16, 17, 17', поскольку они обеспечивают локализацию положения датчиков Cij и наклона, под которым эти датчики Cij должны располагаться должным образом для проведения измерений, и, следовательно, обеспечивают расположение должным образом матриц, чтобы все соответствующие чувствительные элементы PCij датчиков Cij смещения могли находиться в рабочем контакте в положении измерения. Поскольку они достаточно сложные, все вычисления и создание матриц 16, 17, 17' требуют надлежащей квалификации в данной области техники.
Чтобы осуществить точное отображение сложной поверхности детали, такой как лопатка турбинного двигателя, следует использовать упомянутую машину в соответствии со специальным способом трехмерных измерений с многократным дублированием, который предусматривает использование первой механической детали, принимаемой в качестве стандартной, и будет описан ниже со ссылками на фиг.6.
Во время подготовительной фазы 1 измеряют координаты xoij, yoij, zoij для N=m·n точек Poij на линиях Loj, соответствующих линиям Lj и положениям датчиков Cij на этих линиях на поверхности первой механической детали, принимаемой в качестве стандартной детали, относительно некоторой заданной системы Ro отсчета, например, с помощью машины типа 3D CMM в соответствии с известным способом, пояснявшимся в начале описания.
Сохраняют в вычислительном модуле 12 направляющие косинусы cxthij, cythij, czthij теоретических нормалей Nthij к упомянутой поверхности в теоретических точках Pthij, полученных из данных DT и соответствующих точкам Poij. Эти нормали определяют N линейных теоретических систем отсчета (Pthij, Nthij) с началом Pthij координат и единичным вектором Nthij, связанных с N точками Pthij, с учетом того, что в точках Pthij датчики Cij дают постоянный, но неизвестный сигнал Soij.
Во время фазы 2 инициализации располагают стандартную деталь на измерительном столе 14 машины, закрывают матрицы 17 и 17' с помощью элементов управления смыканием на пульте 130 и считывают из датчиков Cij N линейных измерений loij, одновременно и соответственно проведенных в N точках Poij стандартной детали в каждой из N линейных теоретических систем отсчета, и сохраняют эти N координат loij в вычислительном модуле 12.
Следует отметить, что для двух разных датчиков Cij величины Soij оказываются разными. Когда абсолютная величина измерения loij такова, что
loij=Soij+dloij,
становится видно, что измерения loij детали не проводятся относительно идентичных начал координат от одного датчика к другому, и поэтому их нельзя использовать для восстановления профиля Lj поверхности детали.
Во время последующей фазы 3 измерения заменяют стандартную деталь деталью, подлежащей измерению, в машине 10, используя пульт 130 и управляя размыканием и смыканием матриц 17 и 17', и считывают N из тех же самых датчиков Cij линейных измерений l1ij смещения, одновременно и соответственно проведенных в упомянутых N точках P1ij детали, подлежащей измерению, в каждой из N линейных теоретических систем отсчета и сохраняют эти N координат l1ij в вычислительном модуле 12.
Сделанное ранее замечание касательно loij применимо также и к l1ij.
И во время последующей фазы 4 вычисления координат вычислительный модуль 12 вычисляет трехмерные координаты x1ij, y1ij, z1ij детали, подлежащей измерению, исходя из трехмерных координат xoij, yoij, zoij стандартной детали, из линейных измерений loij и к l1ij и из направляющих косинусов cxthij, cythij, czthij, используя соотношение (фиг.2):
x1ij=xoij-cxthij·dlij;
при этом dlij=(dl1ij+Soij)-(dloij+Soij)= l1ij-loij.
Другие координаты получают таким же образом:
y1ij=yoij-cythij·dlij;
z1ij=zoij-czthij·dlij.
Посредством этих вычислений становится возможным восстановление профиля сечений детали, подлежащей измерению, которое оказывается достаточно точным, по меньшей мере, для лопаток турбинных двигателей, поскольку в системе Ro отсчета достигаются точности восстановления профиля, составляющие порядка одной сотой миллиметра.
Чтобы измерить другую деталь, необязательно вновь проводить фазу инициализации, ее результаты (в той степени, в какой это потребуется) остаются доступными в вычислительном модуле для всей серии деталей, подлежащих измерению.
Деталь, которая только что измерена, просто заменяют новой деталью и посредством соединения 5 повторно инициируют фазы 3 измерения и 4 вычисления, чтобы получить координаты x1ij, y1ij, z1ij этой новой детали.
После того как все детали, подлежащие измерению, обработаны, можно провести дополнительные вычисления геометрических характеристик во время фазы 7 глобальных вычислений, но эти вычисления также могут иметь место во время фазы 4 вычисления координат, если статистические оценки не проводятся на всем наборе деталей, измеряемых таким образом.
Во время этой фазы вычислительный модуль 12 (фиг.5А, 5В, 5С и 7) может вычислять глобальные геометрические характеристики сечений или профилей j поверхности детали, например толщины (фиг.5А), продольный изгиб (фиг.5В), кручение, сдвиг, осевое рассогласование (фиг.5С).
Результаты всех этих вычислений, выдаваемые модулем 12, могут быть отображены на экране 121 или отпечатаны посредством принтера (не показан).
Возможные результаты кручения, выводимые на принтер, показаны на фиг.7.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ оценки формы измеренной поверхности | 2016 |
|
RU2649035C1 |
| СПОСОБ БЕСКОНТАКТНОГО ИЗМЕРЕНИЯ ТОПОГРАФИИ ПОВЕРХНОСТИ ОБЪЕКТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2208370C2 |
| СПОСОБ ИЗМЕРЕНИЯ КООРДИНАТ МЕРЦАЮЩЕЙ ПОДВИЖНОЙ ТОЧКИ ЗЕМНОЙ ПОВЕРХНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2368920C1 |
| СПОСОБ И СИСТЕМА ОПРЕДЕЛЕНИЯ МЕСТОПОЛОЖЕНИЯ СКЛАДСКИХ ПАЛЛЕТ НА ОСНОВЕ ИЗОБРАЖЕНИЙ ТРЕХМЕРНЫХ ДАТЧИКОВ | 2016 |
|
RU2656987C1 |
| СИСТЕМЫ И СПОСОБЫ ОТСЛЕЖИВАНИЯ МЕСТОПОЛОЖЕНИЯ ПОДВИЖНОГО ЦЕЛЕВОГО ОБЪЕКТА | 2014 |
|
RU2664257C2 |
| СПОСОБ ИЗМЕРЕНИЯ КООРДИНАТ МЕРЦАЮЩЕЙ ТОЧКИ ЗЕМНОЙ ПОВЕРХНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2383032C1 |
| СПОСОБ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ И/ИЛИ ДЕФОРМАЦИЙ ОБРАЗЦА ПРИ ВЫСОКОТЕМПЕРАТУРНОМ ВОЗДЕЙСТВИИ НА НЕГО И СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2665323C1 |
| СПОСОБ ИЗМЕРЕНИЯ КООРДИНАТ ОБЪЕКТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2401436C2 |
| Триангуляционный метод измерения площади участков поверхности внутренних полостей объектов известной формы | 2017 |
|
RU2655479C1 |
| Способ взаимной калибровки видеокамеры и устройства многолучевого лазерного подсвета | 2024 |
|
RU2840117C1 |
Группа изобретений относится к области измерительной техники, в частности к машинам для трехмерных измерений для измерения погрешности механических деталей и к способу трехмерного измерения координат механической детали, подлежащей измерению. Способ для набора из N заданных точек поверхности механической детали относительно предварительно определенной системы отсчета, направляющие косинусы теоретических нормалей (Nthij) к которой известны в теоретических точках, соответствующих N заданным точкам, заключается в том, что на подготовительной фазе измеряют координаты N точек, соответствующих заданным N точкам поверхности первой механической детали, принимаемой в качестве стандартной детали, относительно заданной системы отсчета, на фазе инициализации одновременно и соответственно считывают N линейных измерений смещения вдоль упомянутых нормалей в N точках стандартной детали, на фазе измерения считывают N измерения линейного смещения, одновременно и соответственно проведенные в N точках детали, подлежащей измерению, N точкам стандартной детали, а на фазе вычисления вычисляют трехмерные координаты N точек детали, подлежащей измерению, исходя из трехмерных координат N точек стандартной детали, из линейных измерений и из направляющих косинусов N теоретических нормалей в этих точках. Способ осуществляется при помощи машины для трехмерных измерений, содержащей вычислительный модуль, управляющий модуль и измерительный стол, по меньшей мере, одну матрицу датчиков смещения, расположенных таким образом, что в нерабочем положении деталь устанавливается на столе, а в закрытом положении все датчики вводятся в рабочий контакт с измеряемой деталью. При этом вычислительный модуль конфигурирован для трехмерного измерения координат для набора из N заданных точек поверхности механической детали относительно предварительно определенной системы отсчета. Технический результат - упрощение процедуры контроля сложных по форме деталей при обеспечении точности отображения сложной поверхности детали. 2 н. и 8 з.п. ф-лы, 7 ил.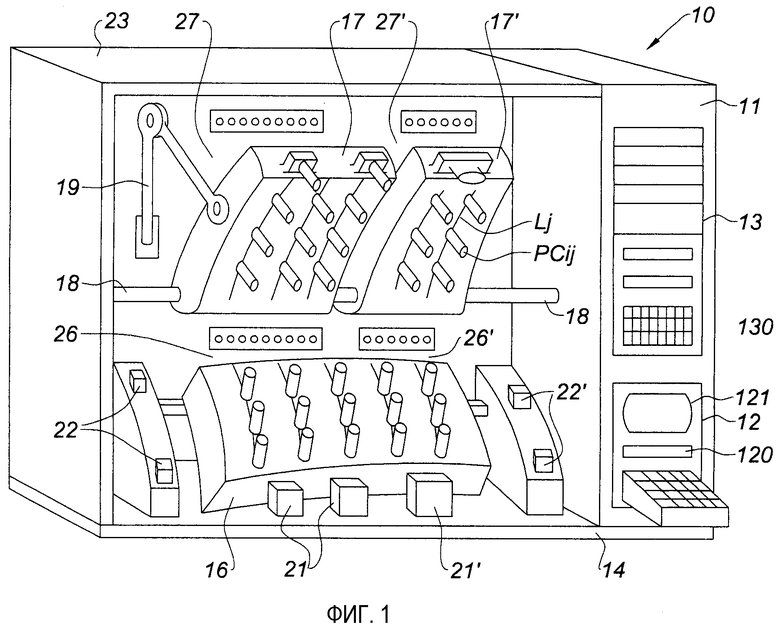
1. Способ трехмерного измерения координат (x1i, y1i, z1i) для набора из N заданных точек (P1ij) поверхности механической детали, подлежащей измерению, относительно предварительно определенной системы (Ro) отсчета, направляющие косинусы (cxthij, cythij, czthij) теоретических нормалей (Nthij) к которой известны в теоретических точках (Pthij), соответствующих заданным N точкам (Plij), заключающийся в том, что
на подготовительной фазе измеряют координаты (xoij, yoij, zoij) N точек (Poij), соответствующих заданным N точкам (Plij) поверхности первой механической детали, принимаемой в качестве стандартной детали, относительно заданной системы (Ro) отсчета,
на фазе инициализации одновременно и соответственно считывают N измерений линейного (loij) смещения вдоль упомянутых нормалей (Nthij) в N точках (Poij) стандартной детали,
на фазе измерения считывают N измерений линейного (l1ij) смещения, одновременно и соответственно проведенных в N точках (P1ij) детали, подлежащей измерению, соответствующих N точкам (Poij) стандартной детали,
на фазе вычисления вычисляют трехмерные координаты (x1ij, y1ij, z1ij) N точек детали, подлежащей измерению, исходя из трехмерных координат (xoij, yoij, zoij) N точек стандартной детали, из линейных измерений (loij, l1ij) и из направляющих косинусов (cxthij, cythij, czthij) N теоретических нормалей в этих точках.
2. Способ по п.1, отличающийся тем, что в каждой точке измерение проводят линейно, в соответствии с теоретической нормалью к поверхности посредством отдельного датчика (Cij) относительного смещения в этой точке.
3. Способ по п.2, отличающийся тем, что измерение посредством каждого датчика (Cij) инициируют заранее, отдельно от измерений посредством других датчиков, но одновременно с ними.
4. Способ по п.3, отличающийся тем, что используют датчики (Cij), являющиеся индуктивными датчиками.
5. Способ по любому из пп.1-4, отличающийся тем, что трехмерные координаты (xoij, yoij, zoij) N точек стандартной детали измеряют посредством координатно-измерительной машины для трехмерных измерений (3D СММ).
6. Машина для одновременных трехмерных измерений, содержащая вычислительный модуль, управляющий модуль, измерительный стол и по меньшей мере одну матрицу датчиков (Cij) смещения, расположенных таким образом, что в нерабочем положении указанные датчики обеспечивают установку детали на столе, а в закрытом (рабочем) положении все датчики (Cij) вводятся в рабочий контакт с деталью для ее измерения, отличающаяся тем, что вычислительный модуль конфигурирован для трехмерного измерения координат (x1i, y1i, z1i) для набора из N заданных точек (P1ij) поверхности механической детали относительно предварительно определенной системы отсчета (Ro) для реализации способа по любому из пп.1-5.
7. Машина по п.6, отличающаяся тем, что содержит, по меньшей мере, одну дополнительную матрицу датчиков (Cij) смещения, причем по меньшей мере две матрицы размещены так, что обращены друг к другу для окружения детали.
8. Машина по п.6, отличающаяся тем, что датчики смещения являются индуктивными датчиками.
9. Машина по п.6, отличающаяся тем, что вычислительный модуль предназначен для вычисления глобальных геометрических характеристик поверхности детали.
10. Машина по п.6, отличающаяся тем, что предназначена для восстановления (реконструирования) профилей лопаток турбинных двигателей.
| СПОСОБ ИЗМЕРЕНИЯ ПРОСТРАНСТВЕННО СЛОЖНЫХ | 0 |
|
SU380949A1 |
| Устройство для контроля макрогеометрии изделий | 1981 |
|
SU981825A1 |
| СПОСОБ РАЗМЕРНОГО КОНТРОЛЯ КРУПНОГАБАРИТНОГО ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2096741C1 |
| US 5402364 A, 28.03.1995. | |||

