1
Изобретение относится к измерительной технике, а именно к способам измерения пространственно сложных деталей.
Известные способы измерения пространственно сложных деталей на многокоординатных измерительных машинах с программным управлением, снабженных следящими приводами координатных перемещений, заключаются в том, что контролируемую деталь, измеряемая поверхность которой может быть описана спомощью п-мерной системы координат, устанавливают на стол измерительной мащины, приводят измерительный щуп датчика во взаимодействие с поверхностью контролируемой детали, перемещают стол мащины относит,ельно корпуса датчика по траектории, определяемой программой, соответствующей теоретической поверхности детали, и измеряют перемещения щупа датчика относительно его корпуса.
-Недостатком известных способов является то, что ощибки перемещения стола по координатам, возникающие, главным образом, вследствие рассогласования следящих приводов координатных перемещений, приводят к появлению погрешностей измерения.
По предлагаемому способу с целью повыщения точности измерения предварительно определяют передаточные отнощения Я,- от рассогласования 8х( по каждой из координат к перемещению /, измерительного щупа, записывают текущие значения передаточных отнощений Кг на программоноситель, в процессе измерения считывают эту информацию, выделяют величину рассогласования бж в следящих приводах координатных перемещений и вносят в результат измерения поправку, равную сумме произведений передаточных отнощений на соответствующие величины рассогласования следящих приводов
15
где п - число управляемых координат.
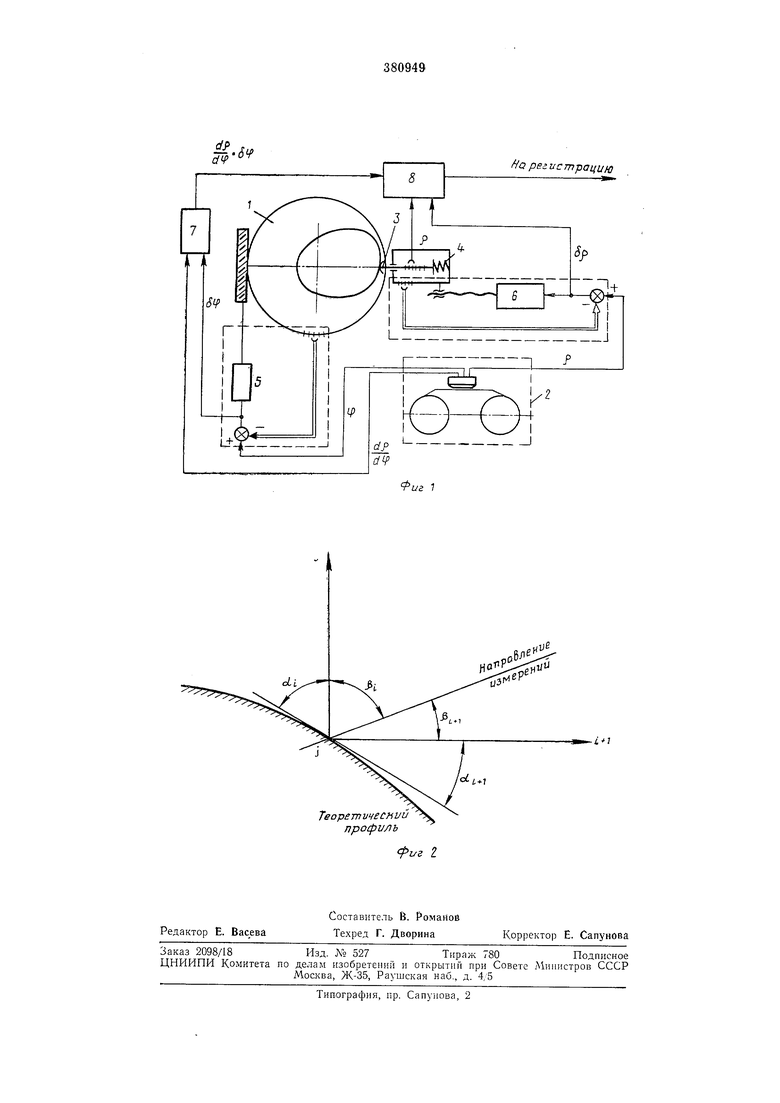
На фиг. 1 изображена схема измерения плоского кулака в полярной системе координат (р; ф); на фиг. 2 - пример определения
величины передаточного отнощения для трехи более мерной системы координат.
Стол / измерительной мащины с установленной на нем контролируемой деталью перемещают в соответствии с программой, введенной в блок 2 программного управления. Измерительный щуп 3 датчика 4 располагают вдоль координаты р, определяя тем самым направление измерения. В процессе измерения вследствие рассогласования в следящих
приводах 5 и 6 координатных перемещений
фактическое положение стола / с контролируемой деталью относительно корпуса датчика 4 отличается от заданного программой.
Для уменьшения погрешностей измерения, вызванных рассогласованиями бф и 6р, на программоноситель предварительно записывают дополнительную информацию о передаточных отношениях от рассогласования в следяш,их приводах координатного неремеш,ения к перемешению измерительного щупа в заданном направлении
,1,
аса
где (ф)-теоретический профиль измеряемого кулака.
В процессе измерения эту информацию считывают, в блоке 7 формирования поправок умножают на фактические величины рассогласований бф и суммируют в блоке 8
й.
оср 4- 1 -ОРПосле введения поправки ошибки измерения от рассогласований следяш.их приводов будут скомпенсированы до величин второго порядка малости.
Если поверхность детали задана в более сложной, п - мерной системе координат, или направление измерения не совпадает с координатной осью, то передаточные отношения Хг могут быть найдены по формуле
sin 0.1
sin (ее,- + i)
Kt - острый угол между координатной осью и касательной к контролируемому профилю в плоскости, проходящей через i-ю координату и направление измерения;
PI - угол между положительным направлением координатной оси и направлением измерения.
Предмет изобретения
Способ измерения пространственно сложных деталей на многокоординатной измерительной машине с программным управлением, снабженной следящими приводами координатных перемещений, заключающийся в том, что контролируемую деталь устанавливают на
стол измерительной мащины, приводят измерительный щуп датчика во взаимодействие с поверхностью контролируемой детали, перемещают стол машины относительно корпуса датчика по траектории, определяемой программой, соответствующей теоретической поверхности детали, и измеряют перемещения щупа датчика относительно его корпуса, отличающийся тем, что, с целью повыщения точности измерения, предварительно определяют
передаточные отнощения Я; от рассогласования bxi по каждой из координат к перемещению /i измерительного щупа, записывают текущие значения передаточных отношений на программоноситель, в процессе измерения считывают эту информацию, выделяют величину рассогласования в следящих приводах координатных перемещений и вносят в результат измерения поправку, равную сумме произведений передаточных отношений на соответствующие величины рассогласования следящих приводов
«
i-l
где п - число управляемых координат.
ре г истпрацию

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ измерения сложных деталей | 1977 |
|
SU842383A1 |
| МАШИНА ДЛЯ ТРЕХМЕРНЫХ ИЗМЕРЕНИЙ, ОБЕСПЕЧИВАЮЩАЯ ОДНОВРЕМЕННЫЕ ИЗМЕРЕНИЯ | 2005 |
|
RU2369833C2 |
| СПОСОБ ИЗМЕРЕНИЯ СЛОЖНЫХ ПОВЕРХНОСТЕЙ | 1973 |
|
SU391380A1 |
| СПОСОБ ИЗМЕРЕНИЯ ОТКЛОНЕНИЙ СЛОЖНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1969 |
|
SU242426A1 |
| ЭЛЕКТРОИСКРОВАЯ УСТАНОВКА С ПРОГРАММНЫМ | 1965 |
|
SU176174A1 |
| Способ следящего управления приводами измерительных роботов | 1980 |
|
SU1089390A1 |
| Способ контроля профиля зубьев зубчатого колеса и устройство для его осуществления | 1980 |
|
SU1025340A3 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ПОЛОЖЕНИЯ ПЛОСКОСТИ | 2006 |
|
RU2307319C1 |
| Способ контроля профиля зуба зубчатых колес и устройство для его осуществления | 1980 |
|
SU1145938A3 |
| КООРДИНАТНО-ИЗМЕРИТЕЛЬНАЯ МАШИНА (КИМ) | 2005 |
|
RU2307321C2 |
Teopewwecnuu
-i профиль
