Изобретение относится к области холодной обработки металлов и может быть использовано для изготовления крепежных изделий типа гвоздей, используемых в строительстве и предназначенных преимущественно для соединения деталей из дерева, либо прикрепления к дереву деталей, выполненных из других материалов.
Цикл изготовления серийных изделий в виде гвоздя достаточно отработан в производстве и включает стандартные операции, а именно - подачу проволоки, отрезку из проволоки заготовки заданной длины, формирование головки гвоздя, заострение конца стержня. При этом заостренные концы формируются обычно путем обрезания кромок проволоки, в результате чего образуются «усики». Для удаления «усиков» вводится дополнительная операция, используются специальные приспособления, например, по [1]. По существу эта операция, как таковая, к изготовлению гвоздя не имеет отношения - она только устраняет недостатки предыдущей операции. За счет «усиков» возникают отходы металла, объем которых по данным [2] составляет до 1,1%.
Таким образом, известные способы изготовления гвоздей сопровождаются излишней операцией - удалением усиков, а также издержками - образованием отходов. Кроме того, гвозди, изготовленные таким способом, не обеспечивают длительной эксплуатации изделий, находящихся в условиях знакопеременных механических и климатических воздействий: вибрации (например, от ветра), влаги, тепла, холода и т.д., и особенно при их совместном воздействии в конструкциях, находящихся на открытом воздухе. Эти гвозди постепенно выходят из изделия.
В известном техническом решении (RU 50615 U1, F16B 15/00) [3] приведено описание способа изготовления гвоздей, лишенных указанного недостатка. Этот способ сводится к следующим основным операциям: производится подача проволоки (эта очевидная операция, если гвозди изготовляются с помощью автоматического устройства, в описании не акцентируется), отрезание заготовки (отрезка металлической проволоки по терминологии известного технического решения), заострение заготовки (затачивание) с образованием на концах заготовки двух скосов с острым углом с ориентированием скосов в пространстве в противоположных друг от друга направлениях, сгибание заготовки пополам и формирование головки гвоздя в месте сгиба заготовки. В результате изготовляется гвоздь, обеспечивающий улучшение эксплуатационных свойств за счет того, что при забивании в дерево его стержни деформируются и расходятся за счет боковых сил, действующих на скосы гвоздя. Для извлечения такого гвоздя требуется не только преодолевать силу трения, но и прикладывать дополнительные усилия для обратной деформации, т.е. для выпрямления его стержней.
Этот способ по большинству признаков совпадает с предложенным и поэтому может быть признан прототипом.
Однако способ-прототип обладает скрытыми недостатками, которые приводят к изготовлению гвоздей, в свою очередь также обладающими недостатками.
Из геометрии этих гвоздей (например, фиг.4) видно, что расстояние между остриями скосов при любом угле скоса составляет два диаметра стержней. Это приводит к тому, что между остриями скосов изначально оказывается определенное количество древесины, которая по мере внедрения гвоздя в этом месте сминается, частично разрушается, разводит стержни гвоздя (поскольку в исходном состоянии гвоздя расстояние между стержнями было равно нулю) и создает усилие на его головку, способное ее разорвать, особенно при плотной древесине. Этот эффект усугубляется еще и тем, что в описании известного технического решения упоминается, что «предпочтительно пруток имеет в целом форму полуцилиндра, ограниченного с одной стороны в целом плоской поверхностью, при этом боковые участки отрезка прутка прилегают друг к другу этими плоскими поверхностями».
Отмеченный эффект снижает качество соединения при использовании таких гвоздей. Более того, древесина, сжатая между двумя стержнями (тем более с плоскими поверхностями, прилегающими друг к другу), возле головки гвоздя уже не удерживает гвозди, а в соответствии с геометрией сил старается эти гвозди вытолкнуть из изделия. И еще: сжатая (травмированная) древесина быстрее портится и снижает срок службы изделия в целом.
Технический результат - устранение этих недостатков, т.е. улучшение эксплуатационных свойств гвоздей за счет уменьшения разрушения древесины готовых изделий, а также - упрощение способа изготовления гвоздей.
Технический результат достигается тем, что в способе изготовления гвоздей из проволоки, включающем подачу проволоки, отрезание заготовки, заострение концов заготовки с образованием на каждом из них скоса, сгибание заготовки пополам с получением стержней гвоздя, формирование головки гвоздя в месте сгиба заготовки, заострение заготовки осуществляют при ее отрезании, которое производят под острым углом к оси симметрии заготовки с образованием на концах скосов, расположенных в параллельных плоскостях, осуществляют сгибание заготовки с заостренными концами с обеспечением расположения скосов в противоположных направлениях относительно плоскости расположения осей стержней гвоздя.
Предложенный способ изготовления гвоздей проиллюстрирован эскизами, приведенными на фиг.1-8 и показывающими пооперационное изменение формы проволоки и заготовки и превращение ее в гвоздь.
На фиг.1 показано состояние поданной слева направо проволоки после изготовления предыдущего гвоздя, или после среза бесформенного конца проволоки перед формированием первого гвоздя из серии. В любом случае правый конец проволоки, срезанный под углом, уже острый и имеет плоский скос. Такой срез со скосом обеспечивается режущим инструментом, например типа ножниц, либо гильотины, ориентированным относительно оси проволоки под необходимым углом. При срезе режущий инструмент движется поперек чертежа от зрителя.
На фиг.2 показана отрезанная от проволоки заготовка в соответствии с двойной длиной будущего гвоздя (при необходимости - с некоторым запасом). Ее левый конец также заострен после отрезания от проволоки тем же инструментом и имеет аналогичный скос, плоскость которого параллельна плоскости правого скоса. Заготовка для гвоздя готова, отходы металла отсутствуют. Процесс отрезания существенно проще «затачивания» и требует меньше времени. Кроме того, при затачивании возможно появление отходов в виде опилок.
Отрезанная заготовка имеет существенное отличие от подобной заготовки, приведенной на фиг.3 известного технического решения [3]. У известного технического решения оба скоса на концах заготовки располагаются на одной стороне заготовки - на фиг.3 - снизу, в то время как заготовка, выполненная по предложенному способу (также на фиг.3), имеет скосы, расположенные с разных сторон: левый скос - снизу, правый - сверху. Плоскости скосов заготовки известного технического решения [3] при их мысленном продолжении как бы пересекаются внизу чертежа, а плоскости скосов заготовки предложенного технического решения при мысленном продолжении параллельны друг другу.
На фиг.3 показана заготовка, в центре которой стрелкой, уходящей за плоскость чертежа (перекрестие в окружности - это оперение стрелы, «улетающей» за поле чертежа - общепринятое обозначение направления силы или направления движения), показано направление поперечного усилия Р, прикладываемого в начале процесса сгибания заготовки пополам. На фиг.4 показан вид сверху по стрелке А той же заготовки. Из фиг.3 и 4 видно, что сила Р, во-первых, располагается в плоскости, параллельной плоскостям срезов на концах заготовки и, во-вторых, перпендикулярна оси заготовки. При этом направление усилия сгиба Р и направление движения режущего инструмента также параллельны.
На фиг.5 показаны силы, обеспечивающие сгибание заготовки пополам, в том числе силы Р1 и Р2, обеспечивающие сложение заготовки (упоры и/или противодействующие силы на чертеже не показаны, хотя, естественно, они существуют, и их возникновение должно обеспечиваться соответствующей конструкцией устройства для изготовления гвоздей).
На фиг.6 показана заготовка гвоздя в сложенном пополам состоянии.
На фиг.7 показан готовый гвоздь с высаженной головкой (форма головки и метод ее формирования может быть любой в зависимости от назначения гвоздя, в том числе и такой, как на фиг.4 известного технического решения [3]).
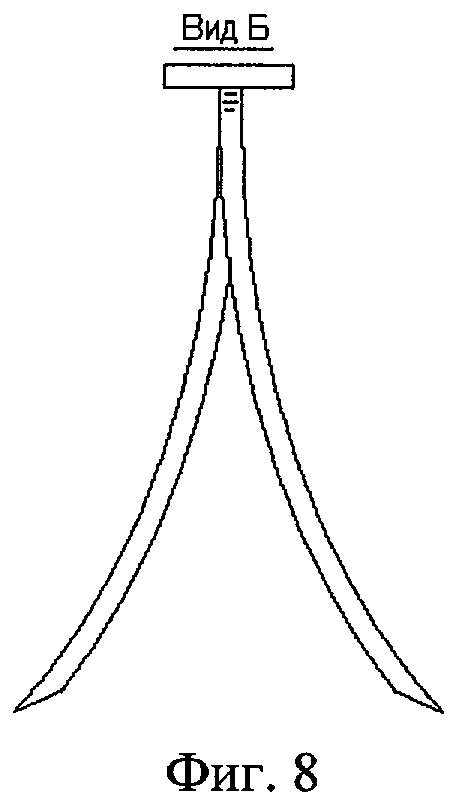
Гвоздь, изготовленный предложенным способом, так же, как и прототип, обладает большей удерживающей способностью по сравнению с удерживающей способностью обычного гвоздя, будучи использованным в конкретном изделии. Он внутри изделия также изгибается (фиг.8), получает остаточную деформацию, которая и не позволит ему ни при каких условиях самостоятельно выйти из этого изделия.
По эскизам фиг.6-8 можно установить, что получившийся гвоздь отличается от прототипа (фиг.4 и другие из [3], форма головки гвоздя может быть любой).
Рассмотрим особенности предложенного способа изготовления гвоздей по сравнению с известным техническим решением.
В предложенном способе изготовления гвоздей отрезание каждой заготовки производится без изменения положения режущего инструмента в пространстве, отчего все срезы заготовок имеют плоскости, размещенные в пространстве параллельно друг другу, в то время как в прототипе плоскости среза заготовки выполняются под углом друг к другу. Для обеспечения этого у режущего инструмента в известном техническом решении должно каждый раз изменяться положение (должен происходить его разворот примерно на 90 градусов), либо должна поворачиваться вдоль оси на 180 градусов сама проволока, либо должно быть два режущих инструмента, работающих поочередно. Все это существенно усложняет техническую реализацию устройства для изготовления гвоздей. Кроме того, отрезание проволоки по данному предложению существенно проще «затачивания» по прототипу.
Кроме того, операция отрезания заготовки в прототипе производится режущим инструментом перпендикулярно плоскости чертежа, а сгибание заготовки пополам - в плоскости чертежа. В такой ситуации пока не закончится одна операция (отрезание) нельзя начинать другую (сгибание). В предложенном способе и отрезание заготовки и ее сгибание происходит в одной плоскости и в одном направлении. Физически эти операции в устройстве изготовления гвоздей могут быть совмещены (возможно иное совмещение: во время прямого хода режущего инструмента производится отрезание заготовки, а во время обратного хода - сгибание ее пополам).
Более того, применение предложенного способа обеспечивает изготовление более «деликатных» гвоздей по сравнению с гвоздями, получаемыми при использовании способа-прототипа.
Достигается это за счет следующего.
Скосы стержней изготовленного по данному предложению гвоздя (фиг.6, 7) развернуты на угол 90° по сравнению с тем, как это выполнено в известном техническом решении (фиг.4 из [3]). По мере внедрения стержней такого гвоздя в древесину, они (стержни) будут изгибаться по касательной к поверхностям стержней от их начального положения (см. на фиг.7 и 8), а не «в разные стороны по отношению к оси упомянутого стержня», как об этом говорится в описании известного технического решения (в прототипе под термином «стержень» имеется ввиду вся совокупность «продолговатых элементов», отходящих от головки). При этом левый по чертежу фиг.7 стержень будет изгибаться и выходить из плоскости чертежа (и из плоскости, изначально проходящей через оси симметрии сложенной пополам заготовки гвоздя) в сторону зрителя, а правый по чертежу стержень будет изгибаться и выходить из плоскости чертежа за чертеж, т.е. от зрителя. При забивании гвоздя в дерево (фиг.8; повернуто относительно изображения на фиг.7 в соответствии с видом по стрелке Б) один его стержень изгибается вправо, а другой - влево. Здесь стержни гвоздя по мере их забивания проходят по пути, «проторенному» остриями этих стержней. При этом между стержнями гвоздя в районе его головки не будет древесины, не будет разрушающих и выталкивающих усилий, присущих гвоздю, изготовленному по известному техническому решению.
Использованная литература:
1. Описание изобретения к авторскому свидетельству СССР №1657264, B21G 3/12.
2. Описание изобретения к авторскому свидетельство СССР №657715, B21G 3/12.
3. Описание к патенту на полезную модель RU 50615 U1, F16B 15/00.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГВОЗДЬ (ВАРИАНТЫ) | 2007 |
|
RU2373435C2 |
| КРЕПЕЖНЫЙ ЭЛЕМЕНТ | 1995 |
|
RU2104863C1 |
| СРЕДСТВО ДЛЯ КРЕПЛЕНИЯ ВОДОСТОЧНЫХ ЖЕЛОБОВ (ВАРИАНТЫ) | 1998 |
|
RU2217631C2 |
| ГВОЗДЬ ДЛЯ ГВОЗДЕЗАБИВНОГО УСТРОЙСТВА И ОБОЙМА | 2018 |
|
RU2692278C1 |
| КРЕПЕЖНЫЙ ЭЛЕМЕНТ | 1996 |
|
RU2120067C1 |
| ПРУЖИННЫЙ ЦЕНТРАТОР И ЕГО ФИКСАТОР НА ОБСАДНОЙ ТРУБЕ | 2010 |
|
RU2430234C1 |
| АВТОМАТ РОТОРНЫЙ ДВУХУДАРНЫЙ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА СПЕЦИАЛЬНЫХ ГВОЗДЕЙ | 1994 |
|
RU2078639C1 |
| Гвоздильный автомат | 1976 |
|
SU656715A1 |
| КОСТЫЛЬ МЕДИЦИНСКИЙ, УСТРОЙСТВО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2222308C2 |
| СПОСОБ ПРОИЗВОДСТВА ИЗДЕЛИЙ СТЕРЖНЕВОГО ТИПА С ГОЛОВКОЙ И КОНИЧЕСКОЙ ЧАСТЬЮ | 2020 |
|
RU2761061C1 |




Изобретение относится к области холодной обработки металлов и может быть использовано для изготовления крепежных изделий типа гвоздей, используемых в строительстве и для соединения деталей из дерева, либо прикрепления к дереву деталей, выполненных из других материалов. Подают проволоку. Отрезают заготовку, при этом осуществляют ее заострение с образованием на концах скосов. Скосы заготовки расположены в параллельных плоскостях. Затем сгибают заготовку так, чтобы скосы находились в противоположных направлениях относительно плоскости расположения осей стержней гвоздя. В результате обеспечивается улучшение эксплуатационных свойств и упрощение способа изготовления гвоздей. 8 ил.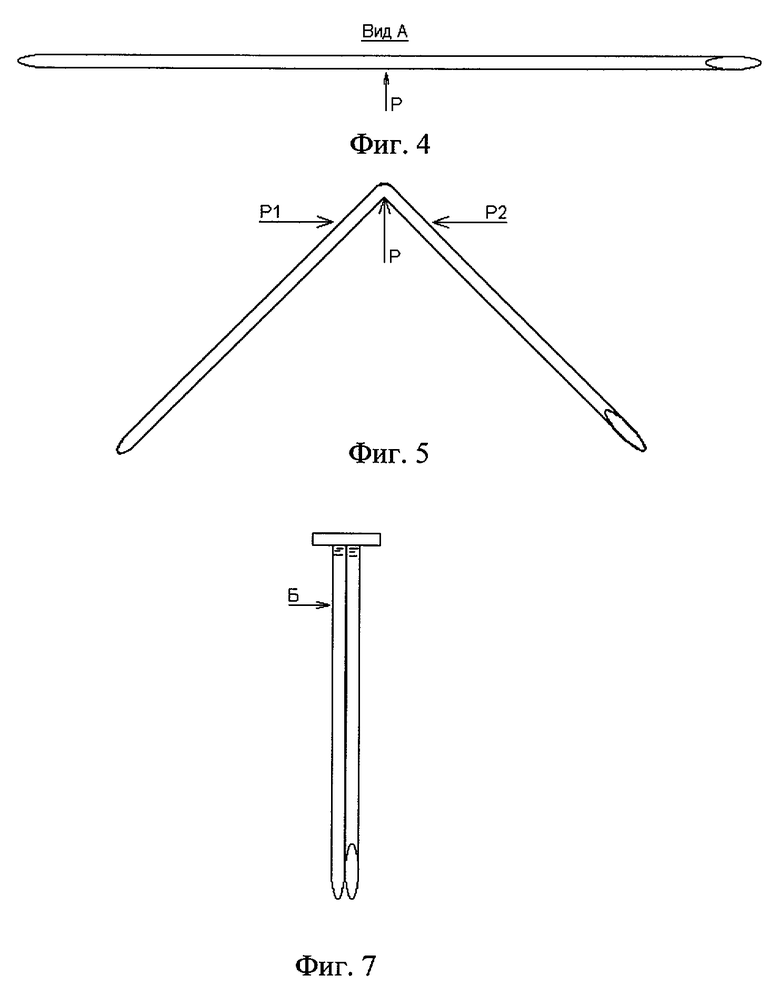
Способ изготовления гвоздей из проволоки, включающий подачу проволоки, отрезание заготовки, заострение концов заготовки с образованием на каждом из них скоса, сгибание заготовки пополам с получением стержней гвоздя, формирование головки гвоздя в месте сгиба заготовки, отличающийся тем, что заострение заготовки осуществляют при ее отрезании, которое производят под острым углом к оси симметрии заготовки с образованием на концах скосов, расположенных в параллельных плоскостях, осуществляют сгибание заготовки с заостренными концами с обеспечением расположения скосов в противоположных направлениях относительно плоскости расположения осей стержней гвоздя.
| Станок для навивания пружин | 1936 |
|
SU50615A1 |
| Автомат для изготовления гвоздей из проволоки | 1978 |
|
SU766717A1 |
| RU 93032827 A, 27.11.1996 | |||
| Гвоздильный автомат | 1980 |
|
SU917889A1 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| US 2006280577 A1, 14.12.2006 | |||
| US 4457651 A, 03.07.1984 | |||
| JP 62144834 A, 29.06.1987. | |||

