(54) АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ГВОЗДЕЙ
I
Автомат для изготовления гвоздей из проволоки относится к области кузнечнопрессовых машин, в частности к холодновысадочным пресс-автоматам объемной штамповки.
Известен автомат для изготовления гвоздей, содержаший размешенные на станине главный вал и кинематически связанные с ним посредством рычагов зажимную матрицу и ножевые ползуны, а посредством шатунов ползун механизма высадки и механизм подачи. Главный вал содержит кулачки для привода ножевых ползунов и зажимной матрицы 1.
Недостатком указанного автомата является высокий уровень шума, возникаюшего при работе кулачковых механизмов.
.Целью изобретения является снижение уровня шума автомата.
Поставленная цель достигается тем, что автомат имеет траверсу, закрепленную на ползуне механизма высадки, расположенную перпендикулярно оси подачи проволоки и тяги, посредством которых траверса кинематически связана с ножевыми ползунами, при этом рычаг зажимной матрицы одним концом шарнирно закреплен на станине, а друИЗ ПРОВОЛОКИ
гим посредством тяги соединен с шатуном механизма высадки.
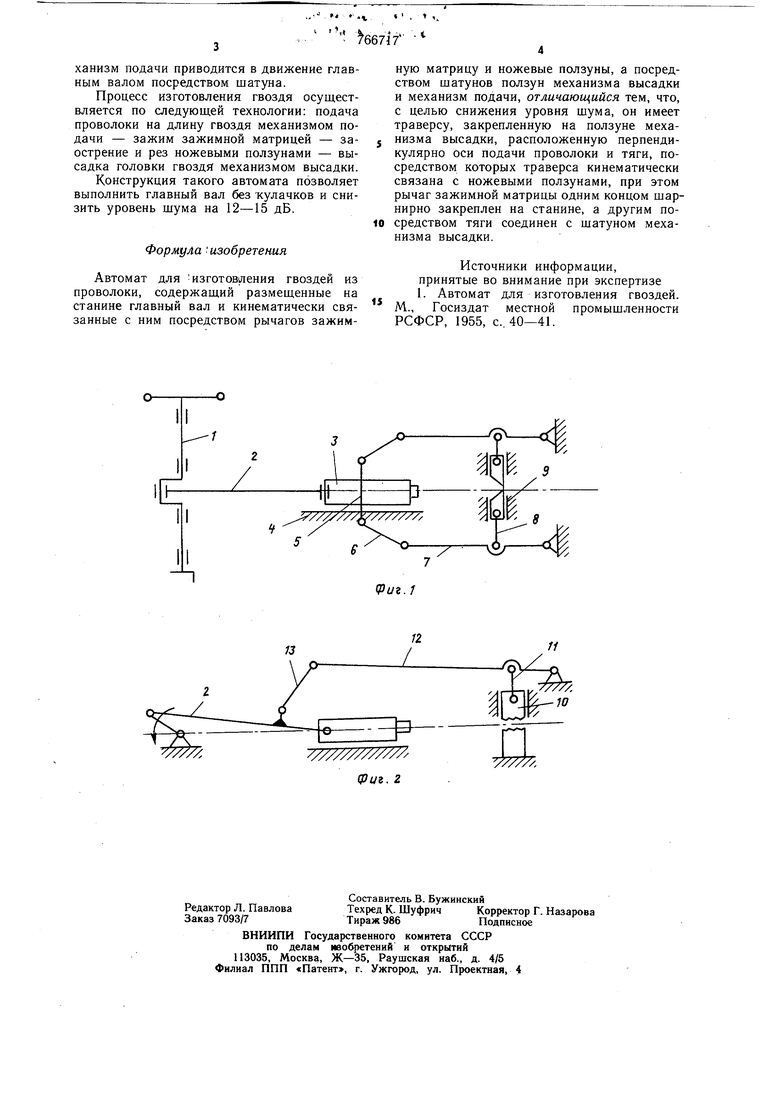
На фиг. 1 изображен привод ножевых ползунов; на фиг. 2 - привод зажимной матрицы.
J Автомат для изготовления гвоздей из проволоки состоит из главного вала 1, шатуна 2, ползуна 3 и станины 4. На ползуне 3 закреплена траверса 5 перпендикулярно оси подачи проволоки. Траверса 5 тягами 6, рычагами 7 и толкателями 8 кинематически
10 связана с ножевыми ползунами 9. Зажимная матрица 10 связана упором 11 с рычагом 12. Рычаг 12 одним концом шарнирно закреплен на станине 4, другим посредством тяги 13 соединен с шатуном 2 механизма высадки.
15
Автомат для изготовления гвоздей из проволоки работает следующим образом.
Главный вал 1 сообщает возвратно-поступательное движение ползуну 3 через щатун 2 механизма высадки, с щатуна 2 по2Q средством тяги 13, рычага 12 и упора 11 движение передается зажимной матрице 10. Ножевые ползуны 9 приводятся в движение через толкатели 8, рычаги 7 и тяги 6 от траверсы 5, закрепленной на ползуне 3. Механизм подачи приводится в движение главным валом посредством шатуна.
Процесс изготовления гвоздя осуществляется по следующей технологии: подача проволоки на длину гвоздя механизмом подачи - зажим зажимной матрицей - заострение и рез ножевыми ползунами - высадка головки гвоздя механизмом высадки.
Конструкция такого автомата позволяет выполнить главный вал без кулачков и снизить уровень шума на 12-15 дБ.
Формула изобретения
Автомат для изготовления гвоздей из проволоки, содержащий размещенные на станине главный вал и кинематически связанные с ним посредством рычагов зажимную матрицу и ножевые ползуны, а посредством шатунов ползун механизма высадки и механизм подачи, отличающийся тем, что, с целью снижения уровня щума, он имеет траверсу, закрепленную на ползуне механизма высадки, расположенную перпендикулярно оси подачи проволоки и тяги, посредством которых траверса кинематически связана с ножевыми ползунами, при этом рычаг зажимной матрицы одним концом шарнирно закреплен на станине, а другим посредством тяги соединен с щатуном механизма высадки.
Источники информации, принятые во внимание при экспертизе 1. Автомат для изготовления гвоздей. М., Госиздат местной промышленности РСФСР, 1955, с.. 40-41.
| название | год | авторы | номер документа |
|---|---|---|---|
| Одноударный автомат для высадки гвоздей | 1982 |
|
SU1050793A1 |
| Автомат для изготовления гвоздей | 1985 |
|
SU1265008A1 |
| Проволочно-гвоздильный автомат | 1977 |
|
SU766716A1 |
| Автомат для изготовления гвоздей | 1975 |
|
SU742013A1 |
| Автомат для изготовления гвоздей | 1979 |
|
SU1039625A1 |
| Гвоздильный автомат | 1978 |
|
SU751486A1 |
| АВТОМАТ ПРОВОЛОЧНО-ГВОЗДИЛЬНЫЙ | 1974 |
|
SU376989A1 |
| ГВОЗДИЛЬНЫЙ АВТОМАТ | 1971 |
|
SU435889A1 |
| Гвоздильный автомат | 1980 |
|
SU971552A1 |
| Гвоздильный автомат | 1975 |
|
SU512843A1 |
П
11
/
