(54) ГВОЗДИЛБНЫЙ АВТОМАТ
| название | год | авторы | номер документа |
|---|---|---|---|
| Гвоздильный автомат | 1976 |
|
SU656715A1 |
| Устройство для изготовления гвоздей | 1987 |
|
SU1466855A1 |
| Проволочно-гвоздильный автомат | 1977 |
|
SU766716A1 |
| РОТОРНЫЙ ГВОЗДИЛЬНЫЙ АВТОМАТ | 1996 |
|
RU2117545C1 |
| Гвоздильный автомат | 1980 |
|
SU967633A1 |
| ПРОВОЛОЧНО-ГВОЗДИЛЬНЫЙ АВТОМАТ | 1991 |
|
RU2016690C1 |
| Гвоздильный автомат | 1983 |
|
SU1222375A1 |
| Роторный гвоздильный автомат | 1986 |
|
SU1423237A1 |
| Гвоздильный автомат | 1982 |
|
SU1121085A1 |
| Гвоздильный автомат | 1960 |
|
SU142289A1 |
1
Изобретение относится к устройствам для изготовления изделий из проволоки, в частности к оборудованию для изготовления гвоздей, заостренных шпилек, зa лeпoк и других аналогичных изделий.
Известен гвоздильный автомат 1, содержащий смонтированные на станине роликовый механизм подачи проволоки, механизм формирования головки и острия изделий и механизм зажима проволоки.
Наиболее близким по технической сущности к изобретению является гвоздильный автомат 2, содержащий смонтированные на станине механизм правки проволоки и кинематически связанные между собой механизм подачи, механизм формирования головки и острия изделия, ротор которого имеет формообразующие ролики, и механизм зажима проволоки.
Однако производительность таких автоматов ограничена.
Целью изобретения является повышение произвбдительности и снижение шума. .
Эта цель достигается тем, что в предлагаемом гвоздильном автомате, содержащем смонтированные на станине механизм правки проволоки и кинематически связанные между собой механизм подачи, механизм формирования головки и острия изделия, ротор i(oToporo имеет формообразующие ролики, и механизм зажима проволЬки, ротор
механизма формирования головки и острия изделия состоит из приводного шпинделя со ступенчатым фланцем, планетарной передачи, имеющей щестерни, закрепленные на фланце шпинделя посредством осей, и неподвижно закрепленные на станине зубчатое кольцо с упорами для контакта с шестернями планетарной передачи, двух подпружиненных между собой секторов, каждый из которых имеет контактный ролик для взаимодействия с упором неподвижного зубча15того кольца и установленные на одной оси зубчатое колесо и ролик для формирования острия и головки изделия. Механизм зажима состоит из подпружиненных штоков и двуплечих рычагов, смонтированных на зубчатом кольце, при этом одно плечо рычага имеет ролик для взаимодействия со ступенчатым фланцем приводного шпинделя, а другое - выступ для взаимодействия с подпружиненным штоком. Приводной шпиндель
имеет коническую полость для выхода готовых изделий.
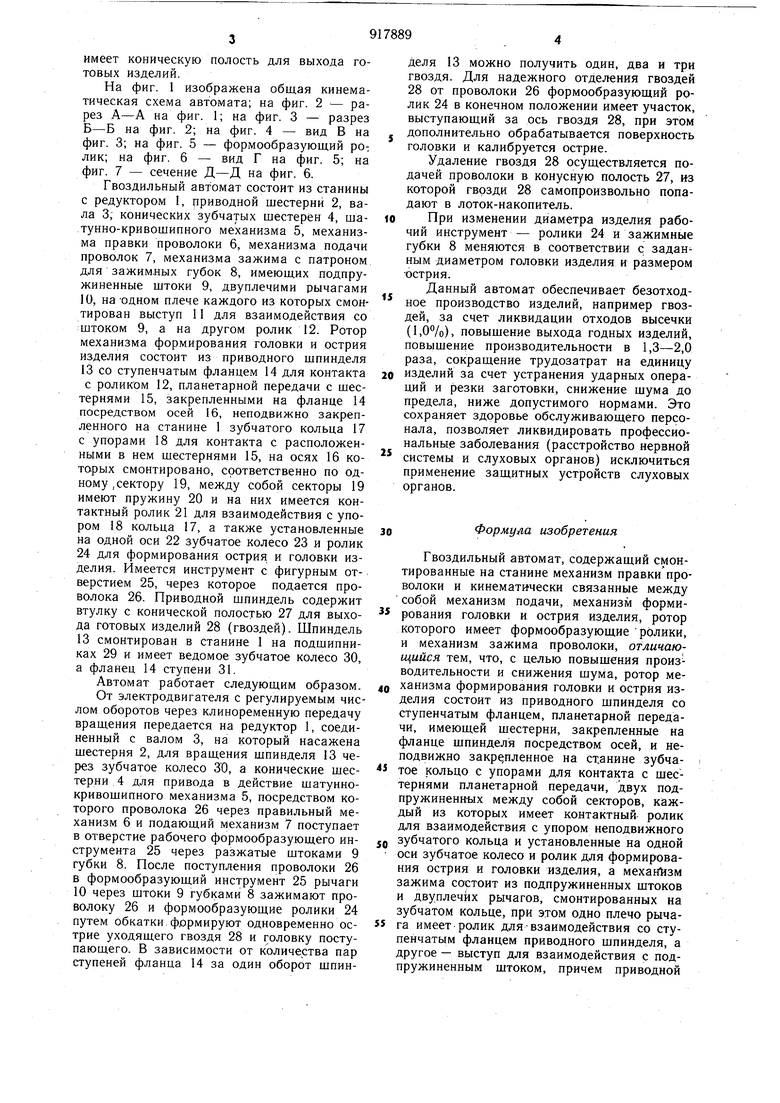
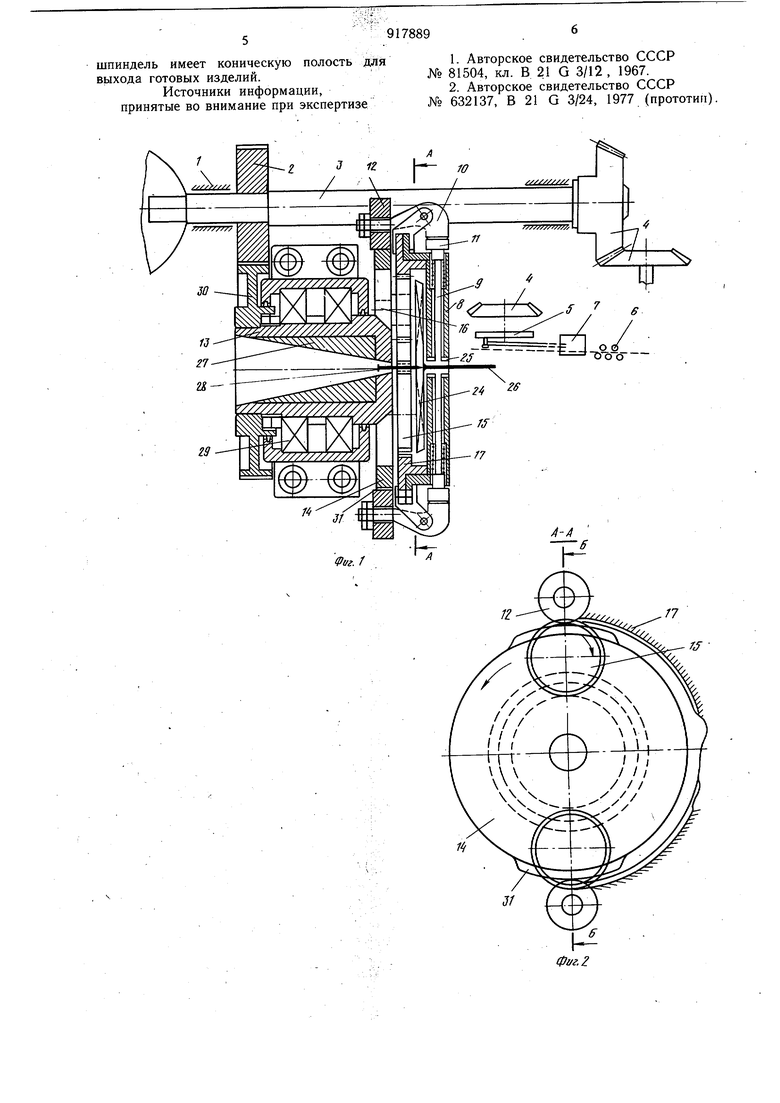
На фиг. 1 изображена общая кинематическая схема автомата; на фиг. 2 - рарез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - вид В на фиг. 3; на фиг. 5 - формообразующий рО: лик; на фиг. 6 - вид Г на фиг. 5; на фиг. 7 - сечение Д-Д на фиг. 6.
Гвоздильный автомат состоит из станины с редуктором 1, цриводной щестернй 2, вала 3, конических зубчатых шестерен 4, шатунно-кривощипного механизма 5, механизма правки проволоки 6, механизма подачи проволок 7, механизма зажима с патроном для зажимных губок 8, имеющих подпружиненные щтоки 9, двуплечими рычагами 10, на ОДНОМ плече каждого из которых смонтирован выступ 11 для взаимодействия со :штоком 9, а на другом ролик 12. Ротор механизма формирования головки и острия изделия состоит из приводного щпинделя 13 со ступенчатым фланцем 14 для контакта с роликом 12, планетарной передачи с щестернями 15, закрепленными на фланце 14 посредством осей 16, неподвижно закрепленного на станине 1 зубчатого кольца 17 с упорами 18 для контакта с расположенными в нем шестернями 15, на осях 16 которых смонтировано, соответственно по одному , сектору 19, между собой секторы 19 имеют пружину 20 и на них имеется контактный ролик 21 для взаимодействия с упором 18 кольца 17, а также установленные на одной оси 22 зубчатое колесо 23 и ролик 24 для формирования острия и головки изделия. Имеется инструмент с фигурным отверстием 25, через которое подается проволока 26. Приводной шпиндель содержит втулку с конической полостью 27 для выхода готовых изделий 28 (гвоздей). Шпиндель 13 смонтирован в станине 1 на подшипниках 29 и имеет ведомое зубчатое колесо 30, а фланец 14 ступени 31.
Автомат работает следуюшим образом.
От электродвигателя с регулируемым числом оборотов через клиноременную передачу вращения передается на редуктор 1, соединенный с валом 3, на который насажена шестерня 2, для вращения шпинделя 13 через зубчатое колесо ЗО, а конические шестерни 4 для привода в действие шатуннокривощипного механизма 5, посредством которого проволока 26 через правильный механизм 6 и подающий механизм 7 поступает в отверстие рабочего формообразующего инструмента 25 через разжатые штоками 9 губки 8. После поступления проволоки 26 в формообразующий инструмент 25 рычаги 10 через штоки 9 губками 8 зажимают проволоку 26 и формообразующие ролики 24 путем обкатки формируют одновременно острие уходящего гвоздя 28 и головку поступающего. В зависимости от количества пар ступеней фланца 14 за один оборот шпинДеля 13 можно получить один, два и три гвоздя. Для надежного отделения гвоздей 28 от проволоки 26 формообразующий ролик 24 в конечном положении имеет участок, выступающий за ось гвоздя 28, при этом дополнительно обрабатывается поверхность головки и калибруется острие.
Удаление гвоздя 28 осуществляется подачей проволоки в конусную полость 27, из которой гвозди 28 самопроизвольно попадают в лоток-накопитель.
0 При изменении диаметра изделия рабочий инструмент - ролики 24 и зажимные губки 8 меняются в соответствии с; заданным диаметром головки изделия и размером -острия.
Данный автомат обеспечивает безотходное производство изделий, например гвоздей, за счет ликвидации отходов высечки (1,0/о), повышение выхода годных изделий, повыщение производительности в 1,3-2,0 раза, сокращение трудозатрат на единицу
0 изделий за счет устранения ударных операций и резки заготовки, снижение шума до предела, ниже допустимого нормами. Это сохраняет здоровье обслуживающего персонала, позволяет ликвидировать профессиональные заболевания (расстройство нервной
системы и слуховых органов) исключиться применение защитных устройств слуховых органов.
Формула изобретения
Гвоздильный автомат, содержащий смонтированные на станине механизм правки проволоки и кинематически связанные между собой механизм подачи, механизм формирования головки и острия изделия, ротор которого имеет формообразующие ролики, и механизм зажима проволоки, отличающийся тем, что, с целью повышения производительности и снижения шума, ротор меQ ханизма формирования головки и острия изделия состоит из приводного щпинделя со ступенчатым фланцем, планетарной передачи, имеющей шестерни, закрепленные на фланце щпинделя посредством осей, и неподвижно закрепленное на станине зубчатое кольцо с упорами для контакта с шестернями планетарной передачи, двух подпружиненных между собой секторов, каждый из которых имеет контактный- ролик для взаимодействия с упором неподвижного
J, зубчатого кольца и установленные на одной оси зубчатое колесо и ролик для формирования острия и головки изделия, а механизм зажима состоит из подпружиненных штоков и двуплечих рычагов, смонтированных на зубчатом кольце, при этом одно плечо рычаS га имеет-ролик для-взаимодействия со ступенчатым фланцем приводного шпинделя, а другое - выступ для взаимодействия с подпружиненным штоком, причем приводной
шпиндель имеет коническую полость для выхода готовых изделий.
Источники информации, принятые во внимание при экспертизе
№ 632137, В 21 G 3/24, 1977 (прототип)
