Группа изобретений относится к насосостроению и литейному производству, а именно к способам изготовления отливок рабочих колес погружных многоступенчатых центробежных насосов для добычи нефти из модифицированного чугуна, преимущественно из чугуна с шаровидным графитом.
Известен способ изготовления отливок рабочих колес погружных многоступенчатых центробежных насосов для добычи нефти методом литья в песчаные формы (см. SU 657904 А1, 1979.04.25, SU 1423809 A1, 1988.09.15), методом литья по выплавляемым моделям (см. SU 208899 A1, 1968.01.01, RU 2231414 C2, 2004.06.27), методом литья под давлением (см. RU 2281858 C2, 2006.08.20) и др. Наиболее близким аналогом заявленного изобретения является способ изготовления отливок, описанный в авторском свидетельстве SU 1675038 A1, 07.09.1991, который заключается в том, что используют вращающуюся литейную форму с литниковым каналом, часть которого выполнена в виде логарифмической спирали с радиус-вектором, убывающим в направлении вращения формы. Описанное выполнение литникового канала обеспечивает уменьшение размывания стенок канала жидким металлом, а также снижение степени насыщения металла газами и неметаллическими включениями.
Общим недостатком указанных аналогов, включая прототип, является невозможность обеспечения в процессе изготовления дифференцированных механических и служебных свойств различных частей отливки в соответствии с их функциональным назначением.
Таким образом, задача, на решение которой направлена группа изобретений, состоит в разработке способа изготовления отливок рабочих колес центробежных насосов из чугуна с шаровидным графитом с дифференцированными свойствами в различных частях отливки.
Технический результат, достигаемый при реализации изобретений, заключается в обеспечении дифференцированных свойств различных частей отливки в соответствии с их функциональным назначением путем проведения внутриформенной модифицирующей обработки чугуна многокомпонентной модифицирующей смесью с регламентированной подачей соответствующих компонентов модификатора в заданные зоны отливки за счет седиментационного разделения компонентов смеси в процессе течения по литниковому каналу.
Способ изготовления отливок, преимущественно рабочих колес погружных многоступенчатых центробежных насосов для добычи нефти, обеспечивающий достижение указанного выше технического результата, заключается в том, что используют литейную форму с литниковым каналом, часть которого выполнена в виде спирали. При этом в отличии от прототипа за спиральным участком по ходу течения расплава литниковый канал разделен в плоскости перпендикулярной оси спирали, по меньшей мере, на два канала, выполненные с возможностью подведения соответствующей части расплава к периферийной и центральной зоне рабочей полости литейной формы соответственно. При этом осуществляют внутриформенную модифицирующую обработку расплава, используя модифицирующую смесь, включающую компонент, плотность которого превышает плотность расплава, для модифицирования части расплава, заполняющего преимущественно периферийную зону рабочей полости, и/или компонент, плотность которого меньше плотности расплава, для модифицирования части расплава, заполняющего преимущественно центральную зону рабочей полости.
Кроме того, в частном случае реализации первого варианта изобретения компонент модифицирующей смеси, предназначенный для модифицирования расплава, заполняющего преимущественно периферийную зону рабочей полости, представляет собой механическую смесь никель-магниевого модификатора.
Кроме того, в частном случае реализации первого варианта изобретения компонент модифицирующей смеси, предназначенный для модифицирования расплава, заполняющего преимущественно центральную зону рабочей полости, представляет собой порошок Аl2О3.
Кроме того, в частном случае реализации первого варианта изобретения отливку изготавливают из чугуна с шаровидным графитом.
Кроме того, в частном случае реализации первого варианта изобретения проекция оси симметрии спирального участка литникового канала на плоскость, перпендикулярную центральной оси спирали, имеет радиус кривизны, уменьшающийся в направлении от реакционной камеры с модификатором к рабочей полости литейной формы.
Кроме того, в частном случае реализации первого варианта изобретения радиус кривизны спирали равномерно уменьшается по длине канала.
Кроме того, в частном случае реализации первого варианта изобретения спираль представляет собой логарифмическую спираль.
Способ изготовления отливок преимущественно рабочих колес погружных многоступенчатых центробежных насосов для добычи нефти, обеспечивающий достижение указанного выше технического результата, заключается в том, что используют литейную форму с литниковым каналом, часть которого выполнена в виде спирали. При этом в отличии от прототипа за спиральным участком по ходу течения расплава литниковый канал разделен в плоскости перпендикулярной оси спирали, по меньшей мере, на два канала, выполненные с возможностью подведения соответствующей части расплава к периферийной и центральной зоне рабочей полости литейной формы. При этом осуществляют внутриформенную модифицирующую обработку расплава, используя модифицирующую смесь, состоящую из, по меньше мере, двух компонентов с различным гранулометрическим составом частиц, при этом компонент с большим размером частиц используют для модифицирования части расплава, заполняющего преимущественно периферийную зону рабочей полости, а компонент с меньшим размером частиц используют для модифицирования части расплава, заполняющего преимущественно центральную зону рабочей полости.
Кроме того, в частном случае реализации второго варианта изобретения компонент модифицирующей смеси, предназначенный для модифицирования расплава, заполняющего преимущественно периферийную зону рабочей полости, представляет собой механическую смесь никель-магниевого модификатора фракции 0,5-2 мм.
Кроме того, в частном случае реализации второго варианта изобретения компонент модифицирующей смеси, предназначенный для модифицирования расплава, заполняющего преимущественно центральную зону рабочей полости, представляет собой порошок Аl2О3 фракции 45-63 мкм.
Кроме того, в частном случае реализации второго варианта изобретения отливку изготавливают из чугуна с шаровидным графитом.
Кроме того, в частном случае реализации второго варианта изобретения, проекция оси симметрии спирального участка литникового канала на плоскость, перпендикулярную центральной оси спирали, имеет радиус кривизны, уменьшающийся в направлении от реакционной камеры с модификатором к рабочей полости литейной формы.
Кроме того, в частном случае реализации второго варианта изобретения радиус кривизны спирали равномерно уменьшается по длине канала.
Кроме того, в частном случае реализации второго варианта изобретения спираль представляет собой логарифмическую спираль.
В соответствии с условиями эксплуатации рабочих колес погружных центробежных насосов направляющая втулка рабочего колеса, расположенная в его центральной части, должна обладать максимальной износостойкостью, а в периферийной зоне ведущего диска рабочего колеса металл должен иметь наибольшую прочность при сохранении удовлетворительной обрабатываемости. При проведении внутриформенного модифицирования без разделения модифицирующих компонентов при заполнении формы (серийная технология) твердость металла в зоне направляющей втулки, являющейся термическим узлом в отливке, оказывается, как правило, ниже, чем в целом в отливке, вследствие большего размера образующихся графитовых включений, в результате износостойкость металла в этой зоне оказывается пониженной. Кроме того, при использовании серийной технологии прочность чугуна в зоне диска оказывается пониженной по причине образования в этой зоне помимо графитовых включений шаровидной формы, также и значительного количества включений вермикулярной формы. В случае простого повышения количества вводимого модификатора для получения полностью шаровидной формы графита прочность металла в зоне диска возрастает, однако при этом вследствие большей объемной усадки не будет обеспечена приемлемая плотность металла в зоне направляющей втулки (зоне термического узла).
В соответствии с заявленными техническими решениями дифференцирование свойств отливки достигается путем проведения внутриформенной модифицирующей обработки чугуна многокомпонентной модифицирующей смесью с седиментационным разделением компонентов смеси по плотности и гранулометрическому (фракционному) составу в процессе течения по литниковому каналу, имеющему на части длины форму, близкую к спиральной. При этом эффект "адресной" подачи модифицирующих компонентов возникает при использовании модифицирующей смеси, включающий компонент, плотность которого превышает плотность расплава или имеющей больший размер частиц, для модифицирования части расплава, заполняющего преимущественно периферийную зону рабочей полости литейной формы, и компонент, плотность которого меньше плотности расплава или имеющий меньший размер частиц, для модифицирования части расплава, заполняющего преимущественно центральную зону рабочей полости литейной формы. На выходе спирального участка литниковый канал разделяется на два или более каналов, каждый из которых подводит металл с преимущественным содержанием модифицирующих компонентов соответствующей плотности и гранулометрического состава к заданному участку рабочей полости литейной формы (отливки). В результате обеспечивается регламентированное поступление требуемых компонентов модифицирующей смеси в заданном количестве в соответствующие зоны отливки.
Наиболее благоприятные условия для седиментационного разделения в радиальном направлении при отсутствии вращения литейной формы могут быть достигнуты в случае течения расплава по литниковому каналу, близкого по форме к спирали, радиус кривизны которой постоянно уменьшается по ходу течения расплава, например, выполненному в виде логарифмической спирали, т.к. для обеспечения постоянной интенсивности седиментационного разделения по ходу течения расплава требуется постоянное уменьшение радиуса кривизны канала.
Возможность осуществления изобретения, охарактеризованного приведенной выше совокупностью признаков, подтверждается описанием примеров изготовления отливки рабочего колеса погружного многоступенчатого центробежного насоса для добычи нефти.
Во всех случаях расплав чугуна заливали в литейную форму, подавая его в реакционную камеру с модификатором, откуда расплав поступал в литниковый канал, состоящий из сепарирующей (спиральной) и распределительной (разветвляющейся) частей. Переход траектории канала в спиральную происходит по ходу течения расплава непосредственно после места размещения реакционной камеры.
Пример 1
В качестве модификатора использовали никель-магниевый модификатор фракции 0,5-2 мм для получения шаровидной формы графита с целью повышения прочности металла в зоне диска. Плотность частиц никель-магниевого модификатора составляла 7,9 г/см3 при плотности расплавленного чугуна 6,3 г/см3.
Пример 2
В качестве модификатора использовали порошок Аl2О3 фракции 45-63 мкм, применяемого в качестве инокулятора для повышения износостойкости в зоне втулки. Плотность частиц Аl2О3 составляла 2,7 г/см3 при плотности расплавленного чугуна 6,3 г/см3.
Пример 3
В качестве модификатора использовали механическую смесь упомянутого никель-магниевого модификатора (плотность частиц 7,9 г/см3) и порошка Аl2O3 (плотность частиц 2,7 г/см3).
В процессе течения по литниковому каналу происходит седиментационное разделение модифицирующей смеси на компоненты по плотности и гранулометрическому составу. При этом сразу за спиральным участком литниковый канал разделяется в плоскости перпендикулярной оси спирали на несколько каналов, каждый из которых подводит металл с преимущественным содержанием соответствующего модифицирующего компонента к заданному участку неподвижной рабочей полости литейной формы (т.е. к заданной части отливки).
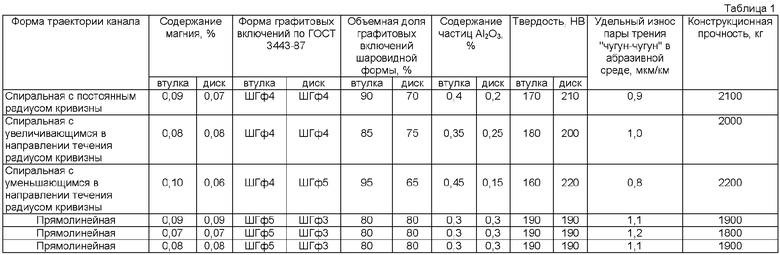
Наилучшие результаты были получены при использовании литникового канала в виде спирали, радиус кривизны которой постоянно уменьшается по длине канала, в частности в виде логарифмической спирали. При опробовании канала спиральной формы с постоянным радиусом кривизны эффект седиментации имеет место, о чем свидетельствует некоторое различие в химическом составе, микроструктуре и твердости в указанных зонах отливки. Однако повышение износостойкости чугуна в зоне втулки и повышение прочности в зоне диска в этом случае оказалось незначительно. Аналогичный результат был достигнут и в случае использования спирального канала с радиусом кривизны, увеличивающимся по ходу течения металла.
В таблице приведены содержание частиц Аl2O3, магния, форма, объемная доля графитовых включений шаровидной формы и твердость чугуна в различных зонах отливки, а также величина удельного износа направляющей втулки и конструкционная прочность металла в зоне диска без использования и в случае использования предлагаемого способа. Определение содержания магния производили по ГОСТ 28473-90. Определение формы и объемной доли графитовых включений определяли по ГОСТ 3443-87. Содержание частиц Аl2O3 определяли по расчету. Твердость по Бринеллю определяли в соответствии с ГОСТ 9012-59. Испытания на износостойкость проводили при нагрузке 6,5 кг/см2 и продолжительности испытаний 6 часов. Износостойкость определяли по изменению размеров образца после проведения испытаний. Абразивная среда состояла из 30% СОЖ и 70% воды с добавлением 10 г/л Аl2O3. Определение конструктивной прочности отливки производилось на разрывной машине по ТУ 3498-055-20720914-01. За эталон принимали величину удельного износа направляющей втулки рабочего колеса, твердость и конструкционную прочность металла в зоне диска при использовании серийной технологии литья.
Как видно из данных таблицы, при использовании заявленного способа достигнута более высокая износостойкость направляющей втулки рабочего колеса вследствие большей концентрации в этой зоне частиц Аl2O3 и повышение прочности металла в зоне диска благодаря получению правильной шаровидной формы графита за счет поступления в эту зону большего количества модификатора в виде более крупных частиц. Введение в чугун порошка Аl2O3 привело к существенному повышению износостойкости металла в зоне втулки, при этом в случае использования серийной технологии заполнения формы равномерное распределение указанных частиц по всей отливке привело бы к резкому ухудшению обрабатываемости отливки в целом.
Применение предлагаемого способа для рабочих колес погружных многоступенчатых центробежных насосов позволило увеличить срок службы насосов на 10-15%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Модифицирующая смесь и конструкция литой модифицирующей присадки для внутриформенной обработки высокопрочного чугуна | 1983 |
|
SU1144763A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2011 |
|
RU2440214C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2012 |
|
RU2510306C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОГО ЧУГУНА С ВЕРМИКУЛЯРНЫМ ГРАФИТОМ ВНУТРИФОРМЕННЫМ МОДИФИЦИРОВАНИЕМ ЛИГАТУРАМИ СИСТЕМЫ Fe-Si-РЗМ | 2012 |
|
RU2497954C1 |
| Литниковая система | 1982 |
|
SU1060296A1 |
| Модифицирующая смесь | 1985 |
|
SU1245596A1 |
| Литниковая система для внутриформенного модифицирования | 1989 |
|
SU1752486A1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ МОДИФИЦИРОВАНИЯ В ФОРМЕ | 1997 |
|
RU2124959C1 |
| Модифицирующая смесь | 1981 |
|
SU1014911A1 |
| Литниковая система | 1988 |
|
SU1616773A1 |
Группа изобретений относится к области литейного производства. Способ включает использование литейной формы с литниковым каналом, часть которого выполнена в виде спирали. За спиральным участком литниковый канал разделен в плоскости перпендикулярной оси спирали на два канала для подведения расплава к периферийной и центральной зоне рабочей полости литейной формы соответственно. Для внутриформенной модифицирующей обработки расплава используют смесь, включающую компонент, плотность которого превышает плотность расплава или имеющий больший размер частиц, предназначенный для модифицирования части расплава, заполняющего периферийную зону рабочей полости, и компонент, плотность которого меньше плотности расплава или имеющий меньший размер частиц, предназначенный для модифицирования части расплава, заполняющего центральную зону рабочей полости. Достигается обеспечение дифференцированных свойств различных частей отливки в соответствии с их функциональным назначением. 2 н. и 12 з.п. ф-лы, 1 табл.
1. Способ изготовления отливок преимущественно рабочих колес погружных многоступенчатых центробежных насосов для добычи нефти, включающий использование литейной формы с литниковым каналом, часть которого выполнена в виде спирали, отличающийся тем, что за спиральным участком по ходу течения расплава литниковый канал выполняют разделенным в плоскости, перпендикулярной оси спирали, по меньшей мере, на два канала, выполненных с возможностью подведения соответствующей части расплава к периферийной и центральной зоне рабочей полости литейной формы соответственно, при этом осуществляют внутриформенную модифицирующую обработку расплава, используя модифицирующую смесь, включающую компонент, плотность которого превышает плотность расплава, для модифицирования части расплава, заполняющего преимущественно периферийную зону рабочей полости, и/или компонент, плотность которого меньше плотности расплава, для модифицирования части расплава, заполняющего преимущественно центральную зону рабочей полости.
2. Способ по п.1, отличающийся тем, что в качестве компонента модифицирующей смеси, предназначенного для модифицирования расплава, заполняющего преимущественно периферийную зону рабочей полости, используют механическую смесь никель-магниевого модификатора.
3. Способ по п.1, отличающийся тем, что в качестве компонента модифицирующей смеси, предназначенного для модифицирования расплава, заполняющего преимущественно центральную зону рабочей полости используют порошок Аl2O3.
4. Способ по п.1, отличающийся тем, что отливку изготавливают из чугуна с шаровидным графитом.
5. Способ по п.1, отличающийся тем, что спиральный участок литникового канала выполняют таким, что проекция его оси симметрии на плоскость, перпендикулярную центральной оси спирали, имеет радиус кривизны, уменьшающийся в направлении от реакционной камеры с модификатором к рабочей полости литейной формы.
6. Способ по п.5, отличающийся тем, что радиус кривизны спирали равномерно уменьшают по длине канала.
7. Способ по п.5, отличающийся тем, что в качестве спирали используют логарифмическую спираль.
8. Способ изготовления отливок, преимущественно рабочих колес погружных многоступенчатых центробежных насосов для добычи нефти, включающий использование литейной формы с литниковым каналом, часть которого выполнена в виде спирали, отличающийся тем, что за спиральным участком по ходу течения расплава литниковый канал выполняют разделенным в плоскости, перпендикулярной оси спирали, по меньшей мере, на два канала, выполненных с возможностью подведения соответствующей части расплава к периферийной и центральной зоне рабочей полости литейной формы соответственно, при этом осуществляют внутриформенную модифицирующую обработку расплава, используя модифицирующую смесь, состоящую из, по меньше мере, двух компонентов с различным гранулометрическим составом частиц, причем компонент с большим размером частиц используют для модифицирования части расплава, заполняющего преимущественно периферийную зону рабочей полости, а компонент с меньшим размером частиц используют для модифицирования части расплава, заполняющего преимущественно центральную зону рабочей полости.
9. Способ по п.8, отличающийся тем, в качестве компонента модифицирующей смеси, предназначенного для модифицирования расплава, заполняющего преимущественно периферийную зону рабочей полости, используют механическую смесь никель-магниевого модификатора фракции 0,5-2 мм.
10. Способ по п.8, отличающийся тем, в качестве компонента модифицирующей смеси для модифицирования расплава, заполняющего преимущественно центральную зону рабочей полости, используют порошок Аl2O3 фракции 45-63 мкм.
11. Способ по п.8, отличающийся тем, что отливку изготавливают из чугуна с шаровидным графитом.
12. Способ по п.8, отличающийся тем, что спиральный участок литникового канала выполняют таким, что проекция его оси симметрии на плоскость, перпендикулярную центральной оси спирали, имеет радиус кривизны, уменьшающийся в направлении от реакционной камеры с модификатором к рабочей полости литейной формы.
13. Способ по п.12, отличающийся тем, что радиус кривизны спирали равномерно уменьшают по длине канала.
14. Способ по п.12, отличающийся тем, что в качестве спирали используют логарифмическую спираль.
| Форма для центробежного литья | 1989 |
|
SU1675038A1 |
| Литниковая система | 1988 |
|
SU1616773A1 |
| Литниковая система для внутриформенного модифицирования | 1984 |
|
SU1225681A2 |
| Литейная модель | 1978 |
|
SU778900A1 |
| US 5705204 A, 06.01.1998. | |||

