( 5) ЛИТЕЙНАЯ МОДЕЛЬ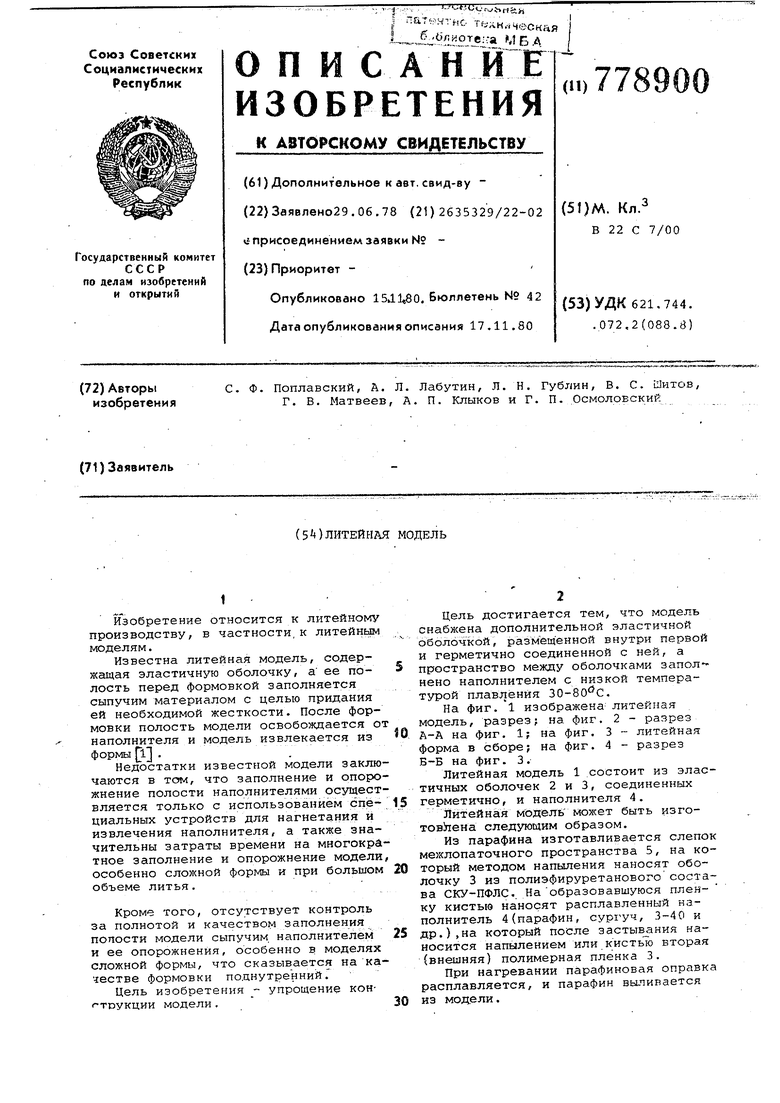
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подготовки литейных форм под заливку и опорный наполнитель для формовки | 1979 |
|
SU876288A1 |
| Способ вакуумной формовки | 1990 |
|
SU1747232A1 |
| Оснастка для вакуумной формовки | 1988 |
|
SU1671398A1 |
| Способ изготовления литейной формы вакуумной формовкой | 1981 |
|
SU984633A1 |
| Способ изготовления литейных форм вакуумной формовкой и оснастка для его осуществления | 1981 |
|
SU980927A1 |
| Способ изготовления литейных форм вакуумной формовкой | 1985 |
|
SU1281337A1 |
| Состав противопригарного покрытия для пленок вакуумной формовки | 1985 |
|
SU1310093A1 |
| Способ изготовления литейных форм и модель для его осуществления | 1979 |
|
SU931275A1 |
| Способ изготовления литейных форм | 1979 |
|
SU821031A1 |
| Способ литья в песчаные формы с противодавлением | 1982 |
|
SU1060294A1 |

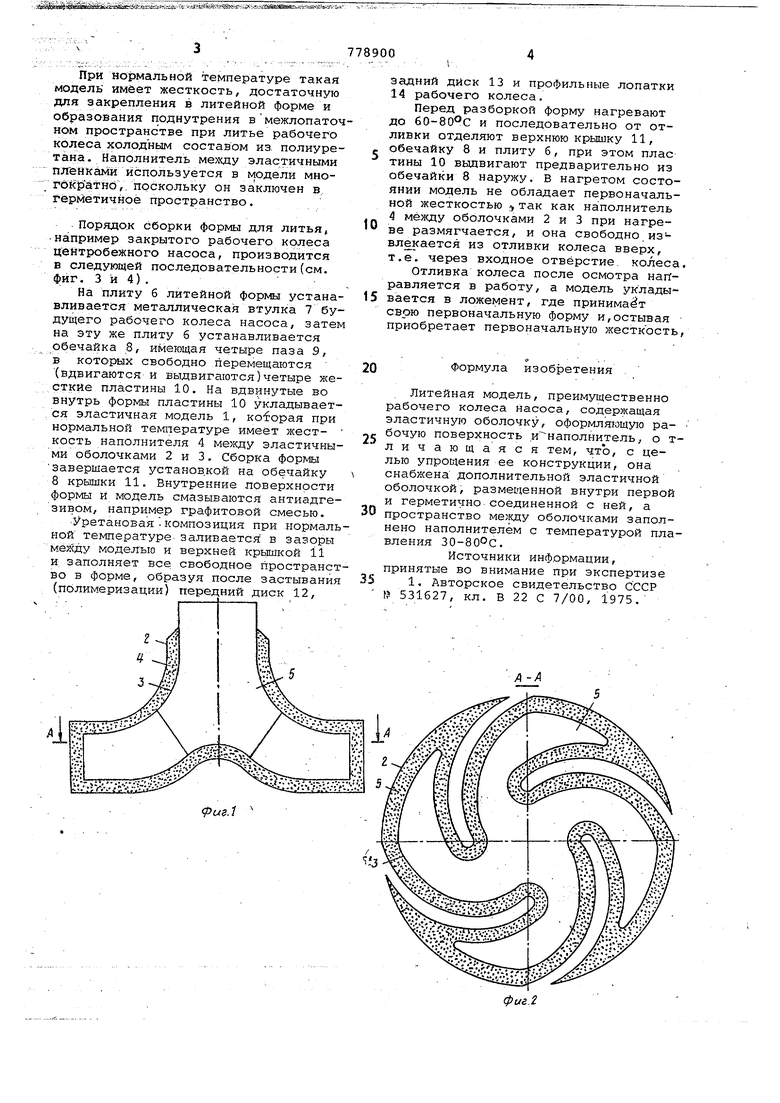
Изобретение относится к литейному производству, в частности,к литейньш моделям. Известна литейнай модель, содержащая эластичную оболочку, а ее полесть перед формовкой заполняется сыпучим материалом с целью придания ей необходимой жесткости. После формовки полость модели освобождается о наполнителя и модель извлекается из формы р. . Недостатки известной модели заклю чаются в том, что заполнение и опоро жнение полости наполнителями осущест вляется только с использованием специальных устройств для нагнетания и извлечения наполнителя, а также значительны затраты времени на многокра тное заполнение и опорожнение модели особенно сложной формы и при большом объеме литья. Кроме того, отсутствует контроль за полнотой и качеством заполнения полости модели сыпучим наполнителем и ее опорожнения, особенно в моделях сложной формы, что сказывается на ка честве формовки поднутренний. Цель изобретения - упрощение кон тоукции модели. Цель достигается тем, что модель снабжена дополнительной эластичной оболочкой, размещенной внутри первой и герметично соединенной с ней, а пространство между оболочками заполнено наполнителем с низкой температурой плавления 30-80 С. На фиг. Ч изображена литейная модель, разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - литейная форма в сборе; на фиг. 4 - разрез Б-Б на фиг. 3. Литейная модель 1 состоит из эластичных оболочек 2 и 3, соединенных герметично, и наполнителя 4. Литейная модель может быть изготов аена следующим образом. Из парафина изготавливается слепок межлопаточного пространства 5, на который методом напыления наносят оболочку 3 из полиэфируретанового состава СКУ-ПФЛС, Наобразовавшуюся пленку кистью наносят расплавленный наполнитель 4(парафин, сургуч, 3-40 и др.),на который после застыв ания наносится напылением или кистью вторая (внешняя) полимерная пленка 3. При нагревании парафиновая оправка расплавляется, и парафин выливается из модели.
При нормальной температуре такая модель имеет жесткость, достаточную для закрепления в литейной форме и образования поднутрения вмежлопаточном пространстве при литье рабочего колеса холодным составом из полиуретана. Наполнитель эластичными пленками используется в модели многбкратнб,. поскольку он заключен в.. герметичное пространство,
Порядок сборки формы для литья,
например закрытого рабочего колеса
центробежного насоса, производится
в следующей последовательности(см.
фиг. 3 и 4).
На плиту б литейной формы устанавливается металлическая втулка 7 будущего рабочего колеса насоса, затем на эту же плиту б устанавливается обечайка 8, имеющая четыре паза 9, в которых свободно перемещаются (вдвигаются и выдвигаются)четыре жесткие пластины 10. На вдвинутые во внутрь формы пластины 10 уклгщывается эластичная модель 1, ко орая при нормальной температуре имеет жест- кость наполнителя 4 между эластичными оболочками 2 и 3. Сборка формы завершается установ.кой на обечайку 8 крышки 11. Внутренние поверхности формы и модель смазываются антиадгезивом, например графитовой смесью.
Уретановая композиция при .нормальной температуре заливается в зазоры мейду моделью и верхней крьошкой 11 и заполняет все свободное пространство в форме, образуя после застывания (полимеризации) передний диск 12,
778900
Зсцдний диск 13 и профильные лопатки 14 рабочего колеса,
Перед разборкой форму нагревают до 60-80°С и последовательно от отливки отделяют верхнюю крышку 11, обечайку 8 и плиту 6, при этом плас тины 10 выдвигают предварительно из обечайки 8 наружу. В нагретом состоянии модель не обладает первоначальной жесткостью так как наполнитель 4 Между оболочками 2 и 3 при нагреве размягчается, и она свободно из влекается из отливки колеса вверх, т.е. через входное отверстие, колеса.
Отливка колеса после осмотра направляется в работу, а модель уклады 5 вается в ложемент, где принимает
свою первоначальную форму и,остывая приобретает первоначальную жесткость.
Формула изобретения
Литейная модель, преимутцественно рабочего колеса насоса, содержащая эластичную оболочку, оформляющую рабочую поверхность и наполнитель, о тличающаяся тем, что, с целью упрощения ее конструкции, она снабжена дополнительной эластичной оболочкой, размещенной внутри первой и герметично соединенной с ней, а 0 пространство меаду оболочками заполнено наполнителем с температурой плавления 30-80ОС.
Источники информации, принятые во внимание при экспертизе
7/
