Изобретение относится к области ремонта машин, в частности к возобновлению утраченного ресурса плужных лемехов, работающих в условиях интенсивного изнашивания.
Известен способ восстановления геометрических параметров рабочей части лемеха (носка и полевого обреза) оттяжкой запаса металла, расположенного с тыльной стороны («магазина») и предусмотренного заводом изготовителем [1].
Наиболее близким техническим решением, выбранным в качестве прототипа, является способ, который предусматривает обрубку изношенных лезвия и носка и последующую приварку новых вставок вместо удаленных [2]. Прототип имеет несколько технологических вариантов, в том числе и методы, сочетающие восстановление и упрочнение.
Способ, заключающийся в оттягивании запаса металла с целью восстановления нужной геометрии изделия, потерянной при его эксплуатации, не может быть применим более двух раз вследствие полного расхода металла «магазина». Используя «магазин», восстанавливается только носовая часть. Кроме того, на практике часто используются лемеха без запаса металла. После оттяжки для увеличения износостойкости требуется дополнительное упрочнение, как правило, закалка с отпуском.
Недостатками прототипа являются: необходимость в специальном прокате; высокая технологическая сложность; трудности в проведении термической обработки из-за наличия сварных соединений; низкое качество сварных соединений ввиду содержания в металле лемеха значительного количества углерода (до 0,55%), что требует применения специальных электродов. Дальнейшее восстановление лемеха после его изнашивания методами горячего пластического деформирования не представляется возможным из-за отсутствия запаса металла.
Техническим результатом изобретения является возобновление ресурса плужного лемеха за счет восстановления его геометрических параметров путем формирования нового объема металла наплавкой и последующего проведения оттяжки. Наплавленный на тыльную сторону электродный материал позволит компенсировать утраченный в процессе предыдущего восстановления либо образовать новый «магазин» и проводить восстановительные мероприятия. После восстановления необходимы операции по упрочнению для увеличения износостойкости.
Указанный технический результат изобретения достигается при наплавке области утраченного или создании нового запаса металла как в зоне носка, так и на поверхности лезвия. Наплавка производится электродуговым способом вручную или сварочным полуавтоматом малоуглеродистым электродом в среде СO2. Наваренный материал должен иметь объем металла, способный компенсировать потери материала от изнашивания. После наплавки производят оттяжку лемеха до соответствующих размеров и последующее упрочнение.
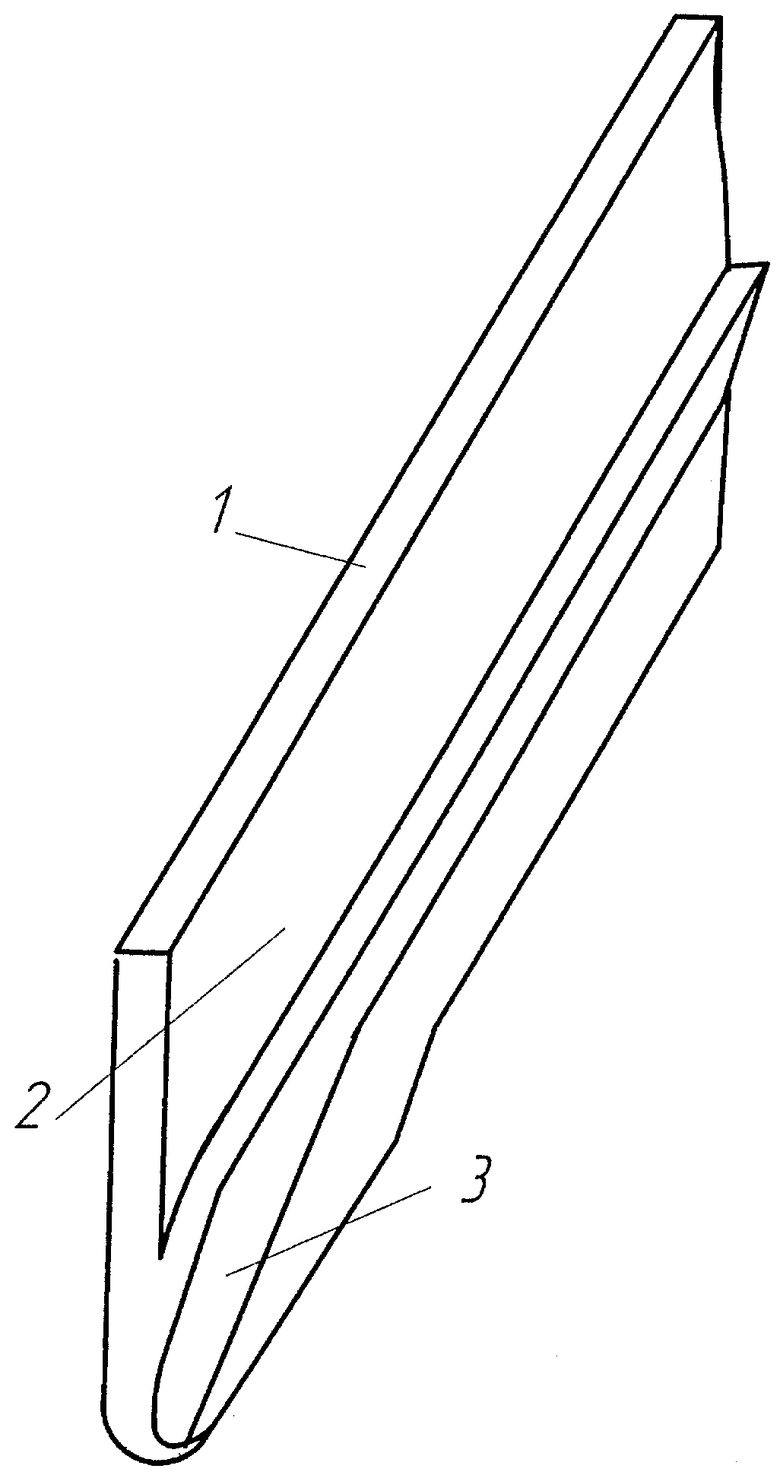
Заявленный способ осуществляется за счет ряда факторов. Производится наплавка с тыльной стороны лемеха запаса металла в области носка и по длине лезвия (чертеж). Последующее горячее деформирование, проводимое для восстановления нормированных размеров лемеха, должно осуществляться с использованием кондуктора. Кондуктор копирует форму носка и лезвия лемеха. Применение кондуктора обуславливается высокой пластичностью деформированной зоны по причине отжига, происходящего при наплавке. Поэтому при ковке возникают трудности в придании лемеху нужной геометрической конфигурации.
Сопоставительный анализ заявленного решения с прототипом показывает, что заявленный способ отличается от известного тем, что восстановление обеспечивается за счет наваривания необходимого объема металла на изношенные части с тыльной стороны и последующей оттяжкой с помощью кондуктора специальной формы, повторяющей форму лемеха. Таким образом, предлагаемый способ соответствует критерию «новизна».
Известные технические решения подразумевают: оттяжку носка лемеха до исчерпания материала в «магазине», если такой запас металла предусмотрен заводом-изготовителем, или приварку дополнительных элементов к лемеху после удаления изношенных выше предельного состояния частей, что отсутствует в предлагаемом способе и позволяет сделать вывод о его соответствии критерию «существенные отличия».
На чертеже представлен лемех с изношенным носком и наваренным запасом металла с тыльной стороны, где 1 - изношенный лемех; 2 - тыльная поверхность лемеха; 3 - наваренный запас металла.
Осуществление заданного способа поясняется на примере серийного лемеха плуга. Наваривание запаса металла осуществляется малоуглеродистым электродом марки УОНИ диаметром 3 мм, сила сварочного тока I=130…140A, напряжение на дуге U=20 В. Наплавка производится таким образом, чтобы скопировать установленный профиль. Оттяжка носка и лемеха производится на кузнечном молоте при температуре начала ковки около 1300°С и заканчивается при 850-870°С. Охлаждение следует проводить от температуры 830-850°С в воде, обеспечивающей закалку.
Источники информации
1. Рабинович А.Ш. Повышение работоспособности и сроков службы режущих рабочих органов машин путем обеспечения их самозатачивания. Повышение надежности и долговечности сельскохозяйственных машин. Материалы Всесоюзной научно-технической конференции под редакцией Клецкина М.И. - М.: - ВИСХОМ. - 1964.
2. Пучин Е.А., Новиков B.C., Очковский Н.А. и др. Технология ремонта машин. Под ред. профессора Е.А.Пучина. - М.: «КолосС». - 2007.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ И УПРОЧНЕНИЯ ПЛУЖНЫХ ЛЕМЕХОВ УСТРАНЕНИЕМ ЛУЧЕВИДНОГО ИЗНОСА ДВУХСЛОЙНОЙ НАПЛАВКОЙ | 2008 |
|
RU2370351C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СТРЕЛЬЧАТЫХ ЛАП ПРОПАШНЫХ КУЛЬТИВАТОРОВ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2010 |
|
RU2443523C2 |
| СПОСОБ ПОВЫШЕНИЯ РЕСУРСА ПЛУЖНЫХ ЛЕМЕХОВ ПЕСЧАНО-КЛЕЕВЫМИ КОМПОЗИЦИЯМИ | 2008 |
|
RU2463754C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОЧЕЙ ПОВЕРХНОСТИ ЛЕМЕХА С ЛУЧЕВИДНЫМ ИЗНОСОМ | 2010 |
|
RU2464146C2 |
| СПОСОБ УПРОЧНЯЮЩЕГО ВОССТАНОВЛЕНИЯ ПЛУЖНОГО ЛЕМЕХА | 2013 |
|
RU2544214C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПЛУЖНЫХ ЛЕМЕХОВ С ОДНОВРЕМЕННЫМ УПРОЧНЕНИЕМ | 2008 |
|
RU2457090C2 |
| СПОСОБ УПРОЧНЯЮЩЕГО ВОССТАНОВЛЕНИЯ СТРЕЛЬЧАТЫХ ЛАП КУЛЬТИВАТОРОВ РАЗЛИЧНОГО НАЗНАЧЕНИЯ | 2013 |
|
RU2527558C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОЧИХ ЭЛЕМЕНТОВ ПОЧВООБРАБАТЫВАЮЩЕЙ ТЕХНИКИ, ИМЕЮЩИХ СЛОЖНУЮ ПРОСТРАНСТВЕННУЮ ГЕОМЕТРИЮ ИЗНОСА | 2010 |
|
RU2443531C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ И УПРОЧНЕНИЯ ОТВАЛА КОРПУСА ПЛУГА | 2013 |
|
RU2533957C1 |
| ИЗНОСОСТОЙКИЙ ПЛУЖНЫЙ ЛЕМЕХ | 2019 |
|
RU2695867C1 |
Изобретение может быть использовано для восстановления деталей почвообрабатывающих машин, а именно лемехов плугов. С тыльной стороны лемеха в области носка и по длине лезвия формируют запас металла путем наплавки малоуглеродистым электродом ручным, так и механизированным электродуговым способом. Объем наплавленного металла должен обеспечивать восстановление нормированных размеров лемеха. Осуществляют оттяжку горячим деформированием с использованием кондуктора, копирующего форму носка и лезвия лемеха. Проводят упрочнение. Техническим результатом изобретения является возобновление ресурса плужного лемеха за счет восстановления его геометрических параметров. 1 ил.
Способ восстановления плужных лемехов, включающий выполнение оттяжки запаса металла, сформированного с тыльной стороны лемеха, до восстановления его нормированных размеров, отличающийся тем, что упомянутый запас металла формируют в области носка и по длине лезвия путем наплавки малоуглеродистым электродом с получением объема наплавленного металла, обеспечивающего восстановление нормированных размеров лемеха, оттяжку осуществляют горячим деформированием с использованием кондуктора, копирующего форму носка и лезвия лемеха, после чего проводят упрочнение.
| РАБИНОВИЧ А.Ш | |||
| Повышение работоспособности и сроков службы режущих рабочих органов машин путем обеспечения их самозатачивания | |||
| Повышение надежности и долговечности сельскохозяйственных машин | |||
| Материалы всесоюзной научно-технической конференции | |||
| - М.: ВИСХОМ, 1964 | |||
| СПОСОБ УПРОЧНЕНИЯ ЛЕМЕХОВ ПЛУГОВ ИЗ СРЕДНЕУГЛЕРОДИСТЫХ И ВЫСОКОУГЛЕРОДИСТЫХ СТАЛЕЙ | 2004 |
|
RU2274526C2 |
| Способ двукратной радиотелеграфной передачи | 1931 |
|
SU31478A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПЛУЖНЫХ ЛЕЛ1ЕХОВ И КУЛЬТИВАТОРНЫХ ЛАП | 0 |
|
SU241959A1 |
| Приспособление для изменения степени сжатия в двигателях внутреннего горения | 1935 |
|
SU50731A1 |

