Изобретение относится к способам восстановления и упрочнения изношенных деталей с применением наплавочных технологий и может быть использовано при восстановлении рабочих органов почвообрабатывающих машин, преимущественно лемехов плугов, отвалов и грудей отвалов, имеющих лучевидный износ.
Известен способ упрочнения лемехов плугов из среднеуглеродистых и высокоуглеродистых сталей. Он включает наплавку на лемех малоуглеродистого электродного материала параллельными друг другу валиками, при этом каждый последующий валик наносят со скоростью, обеспечивающей образование закалочной структуры, после остывания предыдущего валика [Патент РФ 2274526, В23К 9/04, В23Р 6/00, опубл. в Б.И. №11, 2006].
Недостатком данного способа является сильное термическое воздействие при наплавке, что приводит к короблению упрочняемых лемехов. Кроме этого наплавленные валики увеличивают тяговое сопротивление плуга при его эксплуатации.
Наиболее близким к предлагаемому способу по технической сущности и достигаемому результату является способ восстановления и упрочнения плужных лемехов, имеющих лучевидный износ, включающий двухслойную наплавку материалов различной твердости вдоль оси лучевидного износа, при этом первый слой наплавляют электродом с малоуглеродистым стержнем, позволяющим получить пластичный наплавленный металл, а второй слой наплавляют износостойким материалом, в качестве которого используют, например, электроды типа Э37Х9С2-ОЗШ-УОНИИ-13/55-3-УД [Патент РФ 2370351, В23Р 6/00, В23К 9/04, опубл. в Б.И. №29, 2009 - прототип].
Однако при использовании данного способа не обеспечиваются высокие износостойкость и ресурс восстановленных и упрочненных рабочих органов почвообрабатывающих машин при их эксплуатации на почвах, обладающих высокой изнашивающей способностью, прежде всего, песчаных и супесчаных.
Задачей изобретения является повышение долговечности восстановленных и упрочненных рабочих органов почвообрабатывающих машин при их эксплуатации на почвах, обладающих высокой изнашивающей способностью.
Техническим результатом изобретения является повышение твердости и износостойкости восстановленных и упрочненных рабочих органов почвообрабатывающих машин в условиях интенсивного абразивного изнашивания.
Поставленная задача и указанный технический результат достигаются за счет того, что в заявляемом способе восстановления и упрочнения рабочих органов почвообрабатывающих машин, имеющих лучевидный износ, включающем двухслойную наплавку материалов различной твердости вдоль оси лучевидного износа, при этом первый слой наплавляют электродом с малоуглеродистым стержнем, а второй слой наплавляют износостойким материалом, согласно изобретению в качестве износостойкого материала используют пасту, в которой содержится 65…70% порошка на основе железа типа ПРХ30СРНДЮ, 20…23% карбида титана, 3…5% никеля и клей БФ-2 - остальное, при этом пасту наносят слоем толщиной 1,6…1,8 мм на поверхность первого наплавленного слоя, высушивают до затвердевания при температуре 80°C в течение 6…8 мин, а наплавку осуществляют электрической дугой прямой полярности с использованием вибрирующего угольного электрода, при этом сила тока составляет 55…60 А, напряжение - 27…30 В, частота и амплитуда вибрации угольного электрода - 8…10 Гц и 2…3 мм соответственно.
Способ осуществляют следующим образом.
Вначале для устранения лучевидного износа рабочего органа его изношенную область наплавляют первым слоем, используя при этом электроды с содержанием углерода в стальном стержне не более 0,1%, например электроды Э42А-УОНИИ-13/45-3,0-УО ГОСТ 9466. Наплавку первого слоя ведут валиками, высоту которых устанавливают в зависимости от глубины лучевидного износа, постоянным током прямой полярности. Наплавку первого слоя производят вдоль примерной оси лучевидного износа, сила тока при наплавке составляет 130…140 А. Полученный слой металла является подслоем для последующей наплавки износостойкого слоя. Так как первый слой обладает высокой пластичностью, это обеспечивает невысокий уровень остаточных напряжений и достаточную ударную вязкость восстановленного и упрочненного рабочего органа, а также снижает склонность к трещинообразованию поверхностного износостойкого слоя. Последнее обусловлено отсутствием контакта износостойкого слоя с металлом рабочего органа, содержащим не менее 0,55% углерода, что при сплавлении металла электрода с основным металлом создает хрупкие структуры с высокими остаточными напряжениями, особенно в зоне термического влияния.
После наплавки первого слоя производят наплавку второго слоя толщиной, меньшей, чем толщина первого слоя. Второй слой наплавляют износостойким материалом, в качестве которого используют пасту. Пасту готовят путем смещения следующих компонентов: порошок на основе железа типа ПРХ30СРНДЮ ТТ 08-113-2012) - 65…70%, карбид титана - 20…23%, никель - 3…5%, клей БФ-2 - остальное. Предварительно порошок типа ПРХ30СРНДЮ и карбид титана измельчают до наноразмерного состояния с фракцией 20…30 нм, что приводит к существенному увеличению механических свойств данных материалов (в частности, их твердости и износостойкости). Пасту наносят шпателем на первый наплавленный слой, толщина накладываемого слоя - 1,6…1,8 мм. После нанесения пасту высушивают до затвердевания при температуре 80°C в течение 6…8 мин.
Наплавку износостойкого материала осуществляют электрической дугой прямой полярности с использованием вибрирующего угольного электрода. Между электродом и поверхностью первого наплавленного слоя с нанесенным слоем пасты зажигают электрическую дугу, в результате чего на упрочняемой поверхности из компонентов пасты образуется наплавленный слой высокой твердости и износостойкости. Использование при наплавке прямой полярности позволяет улучшить стабильность горения электрической дуги, что существенно повышает сплошность и качество наплавленного износостойкого слоя. Наплавку ведут на следующих режимах: сила тока - 55…60 А, напряжение - 27…30 В, частота и амплитуда вибрации угольного электрода - 8…10 Гц и 2…3 мм соответственно. Твердость наплавленного слоя составляет 78…80 HRC. Наплавка износостойкого слоя на первый слой (подслой) позволяет избежать появления высоких остаточных напряжений и образования поверхностных трещин в износостойком слое, а также снизить вероятность поломки упрочненных рабочих органов при их эксплуатации.
Благодаря тому, что второй износостойкий слой имеет в своем составе сверхтвердые керамические соединения, образующиеся из компонентов пасты при наплавке, восстановленные и упрочненные рабочие органы почвообрабатывающих машин имеют высокие твердость и износостойкость в условиях интенсивного абразивного изнашивания. Использование в составе пасты никеля способствует повышению ударной вязкости износостойкого слоя. Вибрация угольного электрода в указанном диапазоне позволяет, с одной стороны, получить более прочный и плотный износостойкий слой, а с другой - не ухудшить горение электрической дуги, т.к. при увеличении вибрации электрода свыше 10 Гц дуга горит нестабильно. При этом тяговое сопротивление рабочего органа, залипание и крошение им почвы не будут отличаться от случая, когда используются рабочие органы в состоянии поставки, т.к. износостойкий слой находится на одном уровне с режущей поверхностью рабочего органа. Все это приводит к существенному увеличению долговечности восстановленных и упрочненных рабочих органов почвообрабатывающих машин при их эксплуатации на почвах, обладающих высокой изнашивающей способностью (таблица).
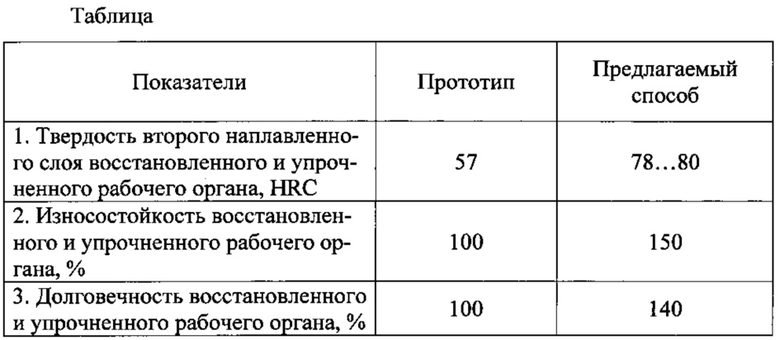
Как видно из таблицы, предлагаемый способ восстановления и упрочнения рабочих органов почвообрабатывающих машин, имеющих лучевидный износ, позволяет в среднем на 40% увеличить твердость второго (поверхностного) наплавленного слоя восстановленного и упрочненного рабочего органа. Износостойкость рабочего органа в условиях интенсивного абразивного изнашивания увеличивается на 50%. В результате долговечность восстановленных и упрочненных рабочих органов почвообрабатывающих машин при их эксплуатации на почвах, обладающих высокой изнашивающей способностью, увеличивается в среднем в 1,4 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ упрочнения лапы культиваторной | 2018 |
|
RU2684127C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛЕМЕХОВ ПЛУГОВ ЛАЗЕРНОЙ НАПЛАВКОЙ | 2024 |
|
RU2836834C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ И УПРОЧНЕНИЯ ПЛУЖНЫХ ЛЕМЕХОВ УСТРАНЕНИЕМ ЛУЧЕВИДНОГО ИЗНОСА ДВУХСЛОЙНОЙ НАПЛАВКОЙ | 2008 |
|
RU2370351C1 |
| СПОСОБ УПРОЧНЯЮЩЕГО ВОССТАНОВЛЕНИЯ ЛЕМЕХОВ ПЛУГОВ | 2013 |
|
RU2549788C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОЧИХ ЭЛЕМЕНТОВ ПОЧВООБРАБАТЫВАЮЩЕЙ ТЕХНИКИ, ИМЕЮЩИХ СЛОЖНУЮ ПРОСТРАНСТВЕННУЮ ГЕОМЕТРИЮ ИЗНОСА | 2010 |
|
RU2443531C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДОЛОТ ГЛУБОКОРЫХЛИТЕЛЕЙ С ОДНОВРЕМЕННЫМ УПРОЧНЕНИЕМ ИХ РАБОЧЕЙ ПОВЕРХНОСТИ | 2017 |
|
RU2680332C2 |
| Способ восстановления и упрочнения отвалов корпусов плугов | 2016 |
|
RU2634539C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ И УПРОЧНЕНИЯ ДОЛОТ ЛЕМЕХОВ ПЛУГОВ | 2014 |
|
RU2575531C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ И УПРОЧНЕНИЯ ДОЛОТ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН ЛАЗЕРНОЙ НАПЛАВКОЙ | 2024 |
|
RU2837153C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПЛУЖНЫХ ЛЕМЕХОВ С ОДНОВРЕМЕННЫМ УПРОЧНЕНИЕМ | 2008 |
|
RU2457090C2 |
Изобретение относится к способу восстановления изношенных рабочих органов почвообрабатывающих машин, имеющих лучевидный износ. Осуществляют двухслойную наплавку материалов различной твердости вдоль оси лучевидного износа. Первый слой наплавляют электродом с малоуглеродистым стержнем. При наплавке второго слоя используют пасту, в которой содержится 65…70% порошка на основе железа типа ПРХ30СРНДЮ, 20…23% карбида титана, 3…5% никеля и клей БФ-2 – остальное. При этом пасту наносят слоем толщиной 1,6…1,8 мм на поверхность первого наплавленного слоя, высушивают до затвердевания при температуре 80°С в течение 6…8 мин., а наплавку осуществляют электрической дугой прямой полярности с использованием вибрирующего угольного электрода, при этом сила тока составляет 55…60 А, напряжение - 27…30 В, частота и амплитуда вибрации угольного электрода - 8…10 Гц и 2…3 мм соответственно. Использование предлагаемого способа позволяет повысить твердость и износостойкость восстановленных и упрочненных рабочих органов почвообрабатывающих машин в условиях интенсивного абразивного изнашивания. 1 табл.
Способ восстановления рабочих органов почвообрабатывающих машин, имеющих лучевидный износ, включающий двухслойную наплавку материалов различной твердости вдоль оси лучевидного износа, при этом первый слой наплавляют электродом с малоуглеродистым стержнем, а второй слой наплавляют износостойким материалом, отличающийся тем, что в качестве износостойкого материала используют пасту, в которой содержится 65…70% порошка на основе железа типа ПРХ30СРНДЮ, 20…23% карбида титана, 3…5% никеля и клей БФ-2 - остальное, при этом пасту наносят слоем толщиной 1,6…1,8 мм на поверхность первого наплавленного слоя, высушивают до затвердевания при температуре 80°С в течение 6…8 мин, а наплавку осуществляют электрической дугой прямой полярности с использованием вибрирующего угольного электрода, при этом сила тока составляет 55…60 А, напряжение - 27…30 В, частота и амплитуда вибрации угольного электрода - 8…10 Гц и 2…3 мм соответственно.
| СПОСОБ ВОССТАНОВЛЕНИЯ И УПРОЧНЕНИЯ ПЛУЖНЫХ ЛЕМЕХОВ УСТРАНЕНИЕМ ЛУЧЕВИДНОГО ИЗНОСА ДВУХСЛОЙНОЙ НАПЛАВКОЙ | 2008 |
|
RU2370351C1 |
| СПОСОБ УПРОЧНЕНИЯ РАБОЧЕГО ОРГАНА ПОЧВООБРАБАТЫВАЮЩЕЙ МАШИНЫ | 2012 |
|
RU2529610C2 |
| СПОСОБ ПОВЫШЕНИЯ ДОЛГОВЕЧНОСТИ ДЕТАЛЕЙ РАБОЧИХ ОРГАНОВ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2010 |
|
RU2443524C2 |
| ПРИМЕНЕНИЕ ЭКСТРАКТА ЛАДАННИКА В КАЧЕСТВЕ ГЕПАТОПРОТЕКТОРНОГО СРЕДСТВА ДЛЯ ТЕРАПЕВТИЧЕСКОГО ЛЕЧЕНИЯ БОЛЕЗНЕЙ ПЕЧЕНИ | 2022 |
|
RU2825318C2 |
| Однотактный преобразователь постоянного напряжения | 1986 |
|
SU1480057A1 |

