Изобретение относится к области строительства и предназначено, в частности, для механизированных базисных и расходных складов, внутрицеховых и лабораторных бункеров с оболочками любой формы поперечного сечения.
Известно хранилище (силос) для (хранения) сыпучих материалов (АС №566923, E04Н 7/26, 1970 г.), содержащее не менее два (четыре) концентрично совмещенных корпуса (оболочек) и конусное днище (затворы для выгрузки), в котором отсутствуют какие-либо перекрытия межкорпусных просветов.
Известно также хранилище для сыпучих материалов (АС №1795062, E04H 7/22, 1990 г.), содержащее центральный и периферийный корпусы (опора и наружный цилиндрический корпус), конусное днище с отверстием (воронка), группу полок (два вида пластин одинаковой ширины, основных и дополнительных) в части межкорпусного просвета, закрепленных неподвижно и с межполочным зазором по высоте хранилища.
Особенностью известной конструкции хранилища является то, что лишь незначительная часть просвета между корпусами и непосредственно в зоне вокруг центрального корпуса перекрыта двумя, тандемно совмещенными, группами полок с размером межполочного зазора, обеспечивающим блокировку подвижности уклона сыпучего материала. Подвижность уклонов сыпучего материала для обеспечения его выпуска реализуется посредством изменения наклона к оси корпуса нижней группы поворотных полок, размещенных в зоне объема конусного днища.
Недостатком известного хранилища является выпуск сыпучего материала только через группу поворотных полок центрального корпуса, расположенную в зоне объема конусного днища, что определяет приведение в движение массы сыпучего материала по всему объему хранения. Несмотря на то, что центральный корпус с этажерной полочной системой разгружен от статических горизонтальных нагрузок навала сыпучего материала при заполнении и хранении (см. журнал "Наука и жизнь", М., №6, 1984г., с.73-76 и Рис.3), такая система, по оценке других авторов (Болтянский Е.З. и др., Эксплуатационная надежность элеваторов., М., 1976г., с.210-212 и Рис.72.6), при выпуске сыпучего материала (как любой корпус, оснащенный этажерно-полочной системой) является даже некоторым дополнительным фактором усиления горизонтальных нагрузок на корпусы. Косвенным подтверждением данного положения является предпоследний абзац описания АС №1795062, в котором режим выпуска сыпучего, проявляющийся, например, в импульсных экстремальных горизонтальных нагрузках в объеме неперекрытого просвета корпусов, предполагается сглаживать уменьшением угла отклонения участков подвижных полок от опоры. Это предопределяет понижение возможного уровня производительности выпуска сыпучих материалов, а контроль его оптимальности невозможен из-за непредсказуемости условий нарастания или спада пульсационных нагрузок, что не исключает упомянутых воздействий на периферийный корпус хранилища.
Кроме того, если формально оценивать проявление эффекта образования естественных уплотненных сводов в увеличенной высоте (около 4÷10 м и больше, от вида материала) объема хранения сыпучего материала - это, в своем роде, корпоративная солидарность сыпучего материала в объеме хранения, направленная на создание межкорпусных экранов для снижения вертикальных нагрузок на нижние слои сыпучего в хранилище. Для устойчивости свода необходимы, минимум, две точки опоры, которые формируются самоуплотнением сыпучего материала под воздействием горизонтальных нагрузок на стенках корпусов.
Предпосылки формирования одной из двух точек опор свода, практически, снимаются в рассмотренном аналоге, но при этом вертикальные нагрузки на нижние слои сыпучего материала не уменьшатся с течением времени хранения и вместо нестабильного выпуска с периодическим обрушением внутренних сводов предопределена полная запрессовка большей части нижнего объема хранилища со всеми вытекающими последствиями для качества хранимого материала и надежности его оперативного выпуска.
Известно также, принятое в качестве прототипа, хранилище для сыпучих материалов (АС №1038458, Е04Н 7/22, 1982 г.), содержащее центральный и периферийный корпусы (центральная опора и стены), покрытие с загрузочным устройством и конусное днище с отверстием (днище), с интервалом по высоте и во весь межкорпусный просвет - воронкообразные группы (с уменьшающимися по высоте диаметральными размерами) из кольцевых полок (кольца одинаковой ширины), совмещенных связями между собой с межполочным зазором (определяющим подвижность уклонов сыпучего материала).
Особенностью известной конструкции являются кольцевые полки, совмещенные посредством связей в форме конуса, расчленяющие объем хранения по высоте на части и принимающие на себя их вес, обеспечивая радикальное снижение вертикальных нагрузок на слой сыпучего материала в зоне днища. Перепуск сыпучего материала из-за величины межполочного зазора, определяющей подвижность уклонов сыпучего материала, производится в центральный внутренний проем всех полок и при выпуске предполагается одновременное оседание всех слоев в интервалах между группами полок периферийного корпуса.
Недостаток упомянутой конструкции хранилища заключается в том, что группы полок, выполняющие функции внутренних перекрытий межкорпусного промежутка с уклоном в сторону периферийного корпуса, формируют навалы сыпучего материала в виде клина с острым углом и, тем самым, определяют примыкающую к периферийному корпусу зону самоуплотнения под собственным весом сыпучего материала и из-за спекания, в связи с перегревом в процессе хранения, характерном как для зерновых растительных материалов, так и для порошковых. Для нейтрализации указанных факторов необходима установка групп полок с интервалом 2÷2,5 м по высоте хранилища (до 35 м), что предопределяет значительную металлоемкость его внутренней армировки и уменьшение полезного объема хранения. Простое же уменьшение числа групп полок периферийного корпуса увеличивает высоту слоев хранения и к тому же выпуск сыпучего материала производится только из зоны днища и поэтому определяет режим перемещения всего объема хранения материала при каждом цикле выгрузки хранилища. Упомянутые зоны уплотнения сыпучего материала формируются сразу после загрузки материала и предопределяют последующую неравномерность перепуска сыпучего материала через группы полок по площади перекрытия и провоцируют проявление завалов, порождающих импульсные экстремальные нагрузки на группы полок и периферийный корпус при выпуске сыпучих материалов. Упомянутые факторы худшим образом влияют на долговечность периферийного корпуса, определяют нестабильность процесса истечения и неудовлетворительную надежность непрерывного выпуска заданного объема сыпучего материала.
Технический результат заявляемого изобретения заключается в уменьшении металлоемкости армировки внутреннего объема хранилища (меньшее число групп полок на периферийном корпусе) в связи с обеспечением послойного, от верхней зоны объема загрузки, выпуска сыпучего материала из проема центрального корпуса и за счет более эффективного позонного отвода тепла из толщи слоя между группами полок (посредством дополнительных связей между полками соседних групп), исключающего проявление факторов работы сводообразующих систем в увеличенной высоте хранимых слоев сыпучего материала.
В соответствии с поставленной задачей в хранилище для сыпучих материалов, содержащем центральный и периферийный корпусы, покрытие с загрузочным устройством и конусное днище с отверстием, с интервалом по высоте и во весь межкорпусный просвет - воронкообразные группы из кольцевых полок, совмещенных связями между собой с межполочным зазором, согласно изобретению полки каждой группы, ориентированные по периферии центральной полки, связями совмещены с периферийным корпусом и дополнительными связями - с некоторыми соответствующими полками соседних групп, а во вспомогательных соосных отверстиях центральных и дополнительных идентичных полках комплекта центрального корпуса размещены его элементы в виде параллельно ориентированных тросов, закрепленных оконечностями симметрично проему загрузочного устройства и в зоне отверстия днища посредством узла натяжения каждого троса, причем между полками половины комплекта размещены втулки, соответствующие по высоте удвоенной величине межполочного зазора блокировки подвижности уклонов сыпучего материала, совмещенные с тросами и оснащенные по наружной поверхности кольцевым уступом с возможностью его контакта в зоне вспомогательного отверстия на соответствующей полке другой половины комплекта, установленного, в свою очередь, с возможностью возвратно-поступательного смещения вдоль центрального корпуса посредством контакта кольцевого упора, выполненного со стороны внутреннего проема определенных полок, с подвижным оголовком-захватом, связанным с приводом.
Кроме того, стопы из двенадцати подвижных полок в зоне внутреннего проема дополнительно закреплены на отдельных перфорированных патрубках, по внутреннему каналу оснащенных кольцевым упором.
Каждая воронкообразная группа полок ориентирована уклоном аналогично конусному днищу, связи между полками выполнены в виде радиально-несущих трубопроводов, периферийными оконечностями совмещенных с коллектором проточно-вытяжной системы вентиляции и посредством патрубков с полками в зонах их дополнительных отверстий, причем дополнительные связи между некоторыми соответствующими полками соседних групп выполнены в виде стержней.
Полки периферийного корпуса выполнены с двускатной отбойной поверхностью, а полки центрального корпуса выполнены с уклоном λ=5÷70, например, в сторону внутреннего проема и дистанционные втулки по плоскостям торцевых обрезов жестко соединены с соответствующими полками центрального корпуса.
Механизм привода выполнен в виде лебедки и направляющей рамы с двухблочным тросовым подъемником салазок и узлом фиксации става штанг (состав соединенных между собой штанг), по оконечным участкам с наружной и внутренней резьбой сопряженных между собой, с салазками и нижней оконечностью оголовка-захвата.
Салазки оснащены узлами вращения и вибропобуждения штанг става, которые посредством хвостовика связаны с оконечной штангой става, а узлы крепления тросов центрального корпуса выполнены с возможностью поворота вокруг его продольной оси.
Оголовок-захват выполнен в виде ползуна со штоком, нижняя оконечность которого с образующей поверхностью клина размещена с возможностью взаимодействия с кольцевым уступом полок через внутреннюю, профилированную поверхность и толкатель на периферийной поверхности нижней оконечности каждого двуплечего звена, шарнирно соединенного с ползуном, причем наружный кольцевой буртик выполнен со стороны верхней оконечности образующей поверхности последнего с возможностью совмещения с упорами пружинных защелок, установленных шарнирно на муфте, закрепленной со стороны верхней оконечности штока.
Нижняя оконечность муфты выполнена с поверхностью клина, ориентированного зеркально размещенному клину на штоке, с возможностью контакта с верхними оконечностями двуплечих звеньев.
Проем верхней полки центрального корпуса выполнен с конусным перекрытием, вершина которого ориентирована в сторону загрузочного устройства и в котором концентрично проему установлена направляющая втулка с возможностью взаимодействия с периферийными плечами пружинных защелок оголовка-захвата.
Наконец, оконечная нижняя полка центрального корпуса оснащена кулаками по окружности нижней поверхности с возможностью взаимодействия с боковой поверхностью толкателей звеньев оголовка-захвата.
Сущность заявляемого устройства хранилища для сыпучих материалов поясняется чертежами, где изображено на:
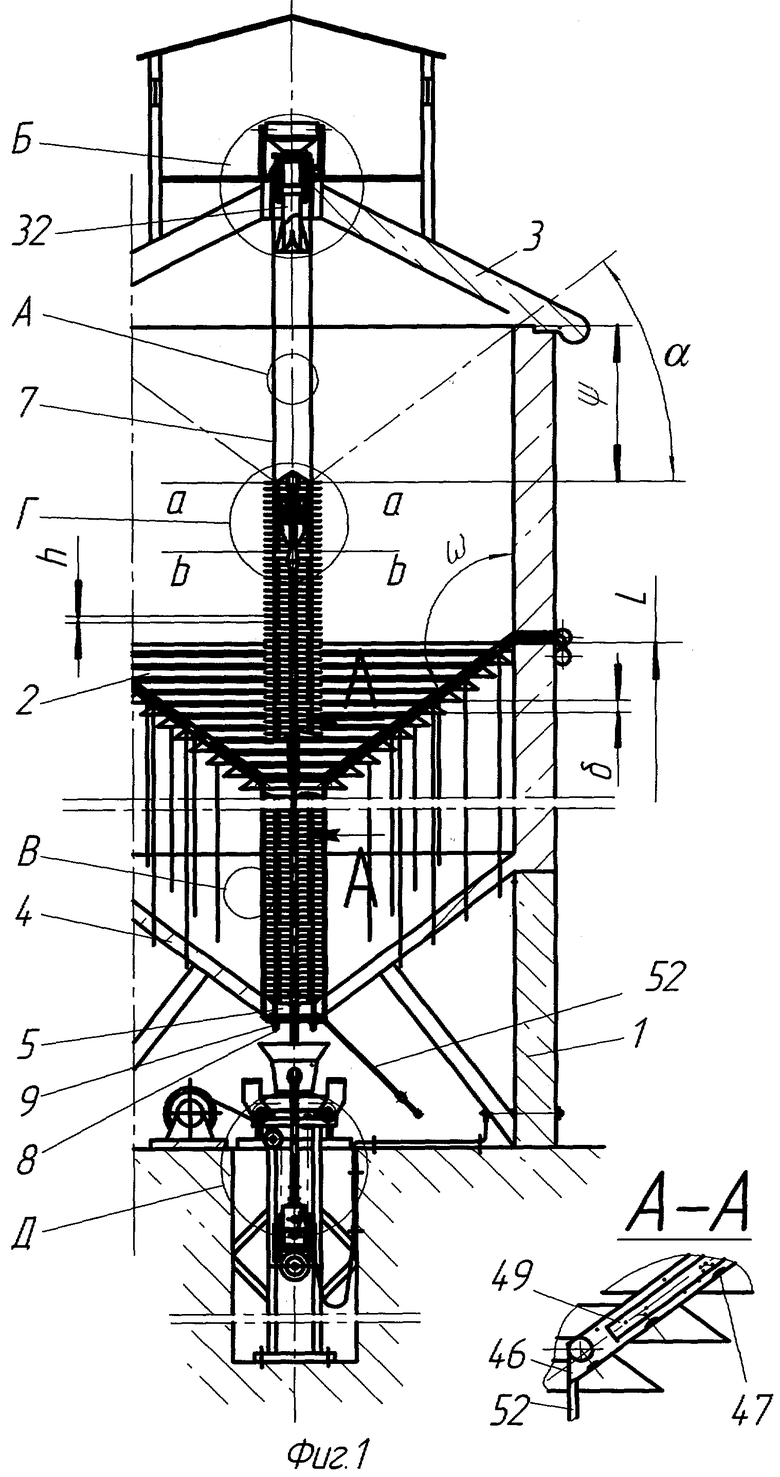
Фиг.1 - общий вид хранилища в разрезе,
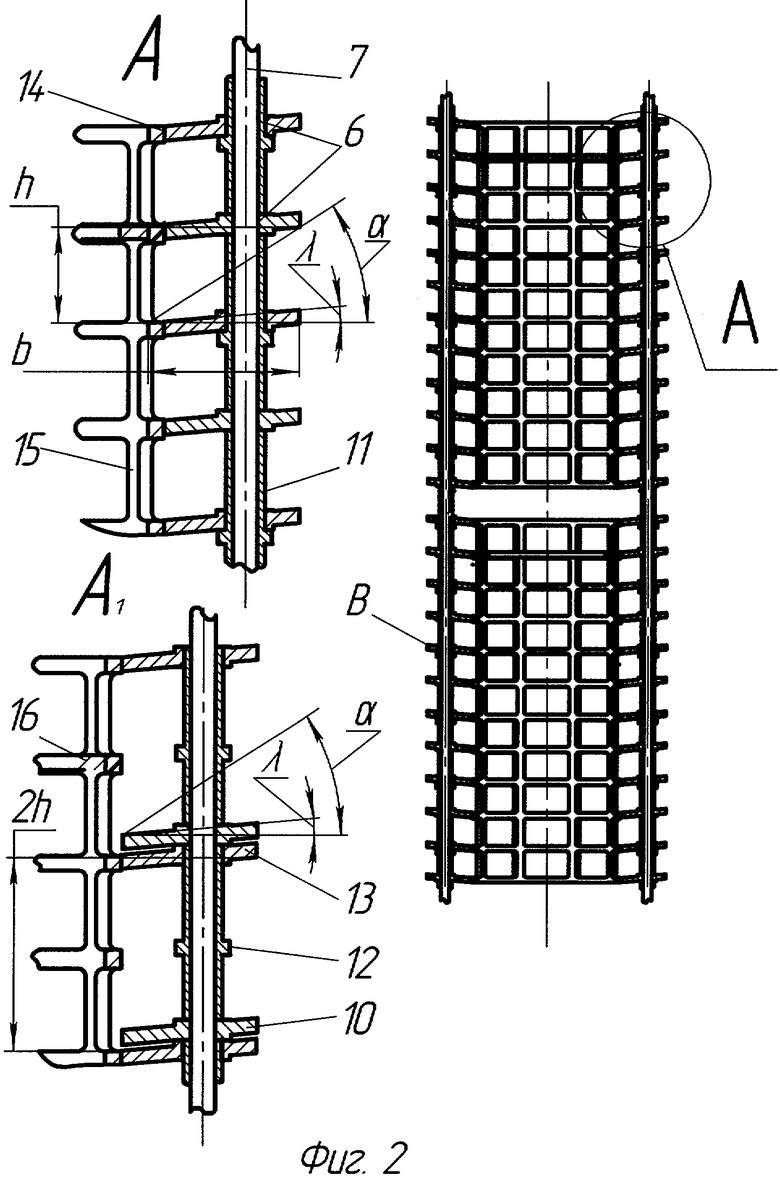
Фиг.2 - вертикальное сечение группы полок на центральном корпусе,
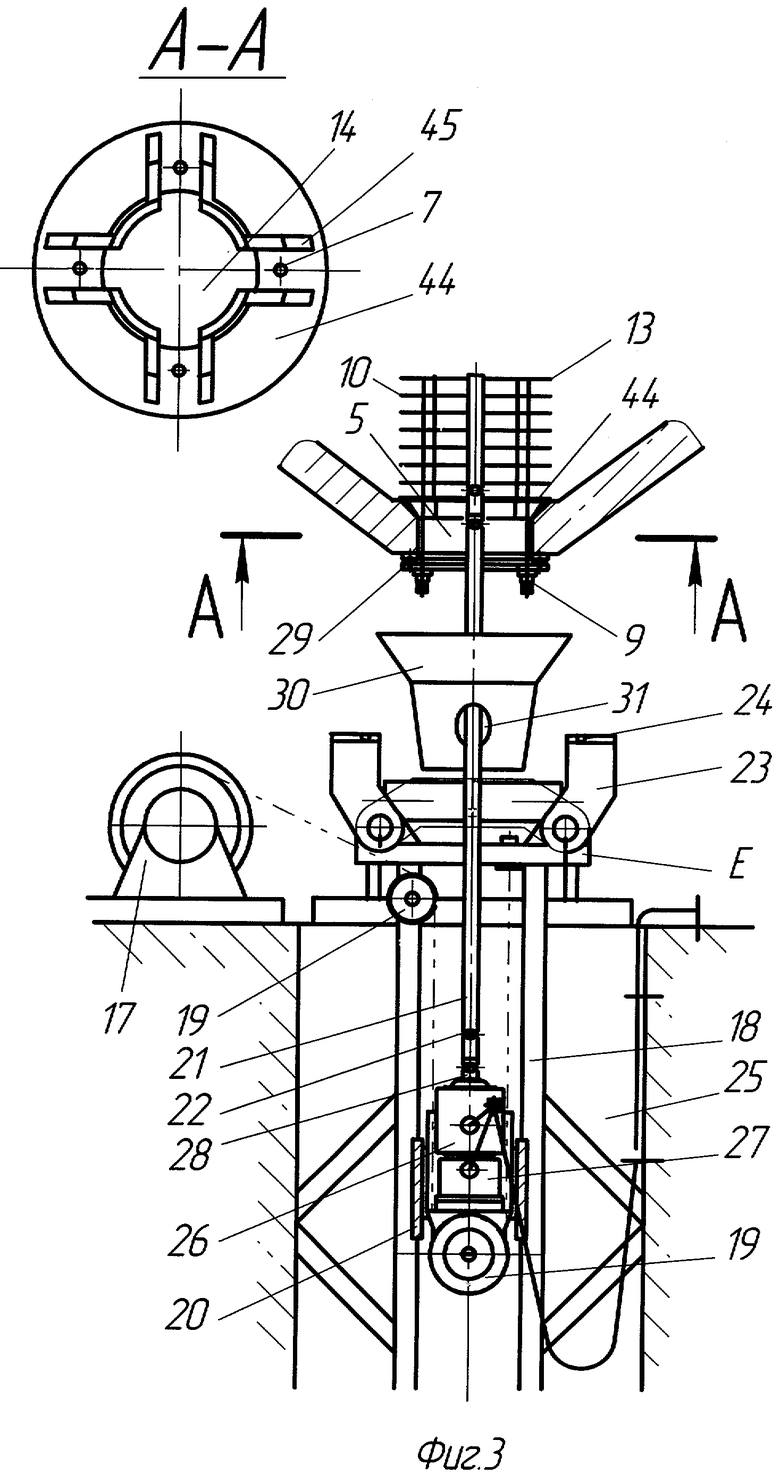
Фиг.3 - вид устройства механизма подачи,
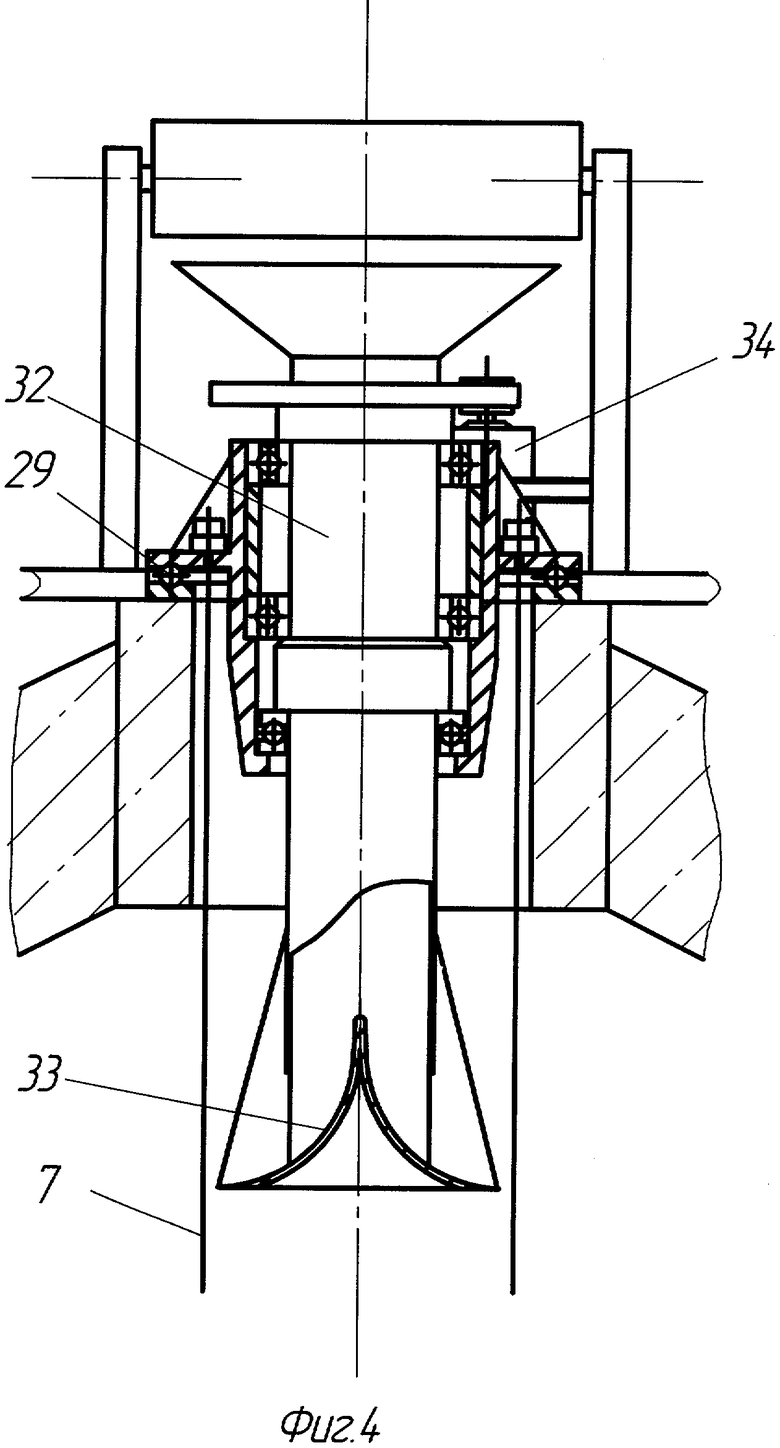
Фиг.4 - вид устройства загрузочного патрубка,
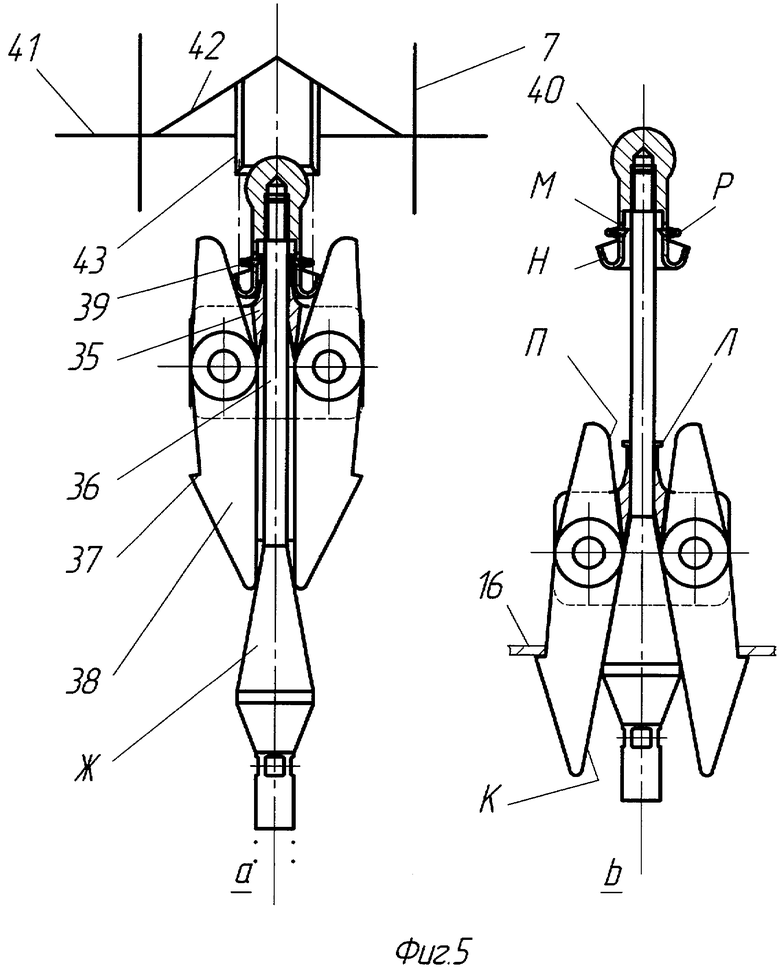
Фиг.5 - вид транспортного и рабочего положения оголовка-захвата,
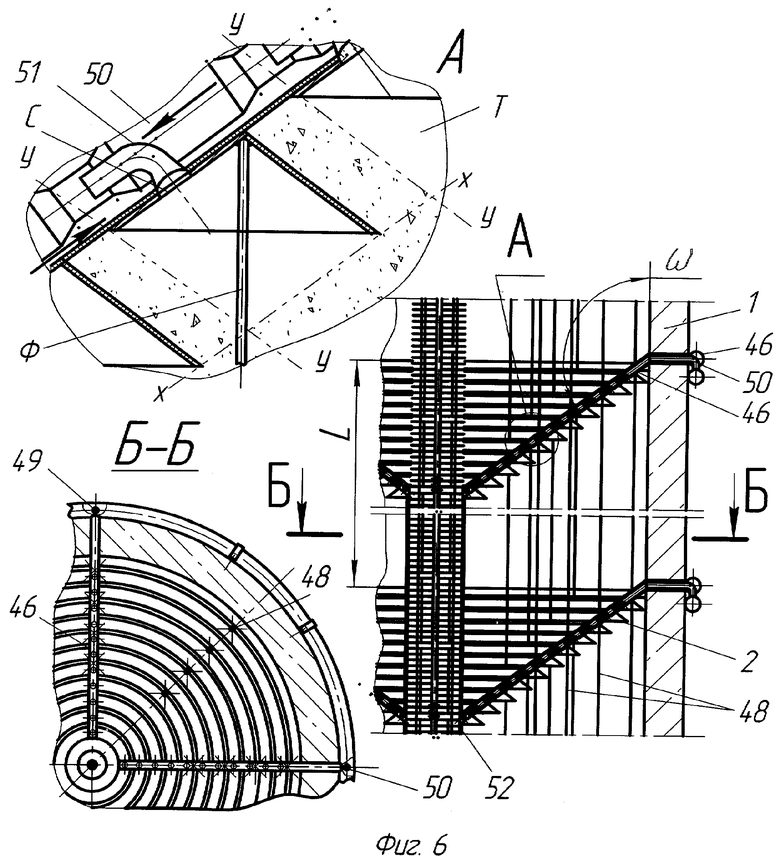
Фиг.6 - виды и разрезы хранилища,
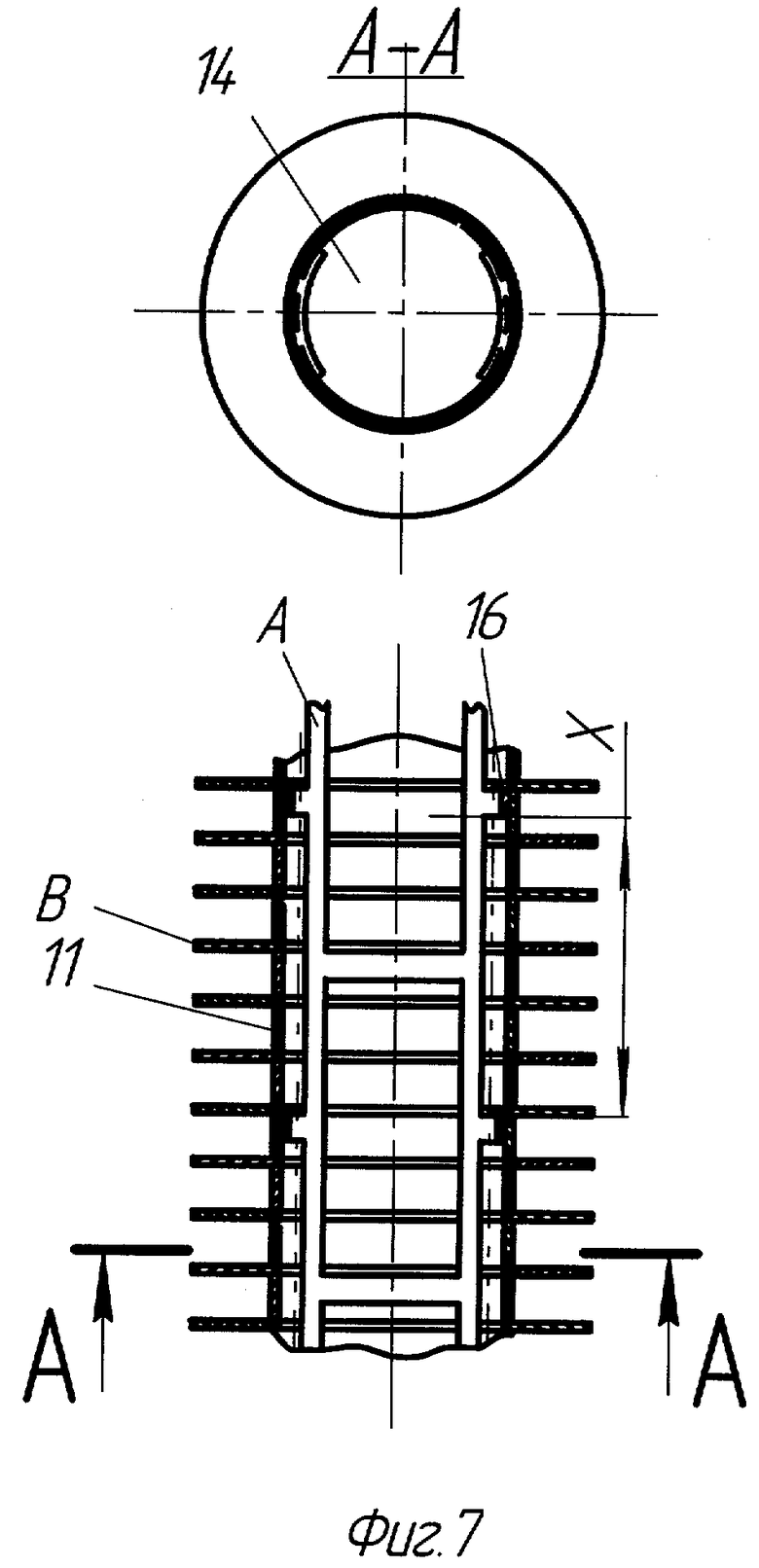
Фиг.7 - вариант конструкции центрального корпуса и полок,
Фиг.8 - вариант совмещения полочных модулей на центральном корпусе,
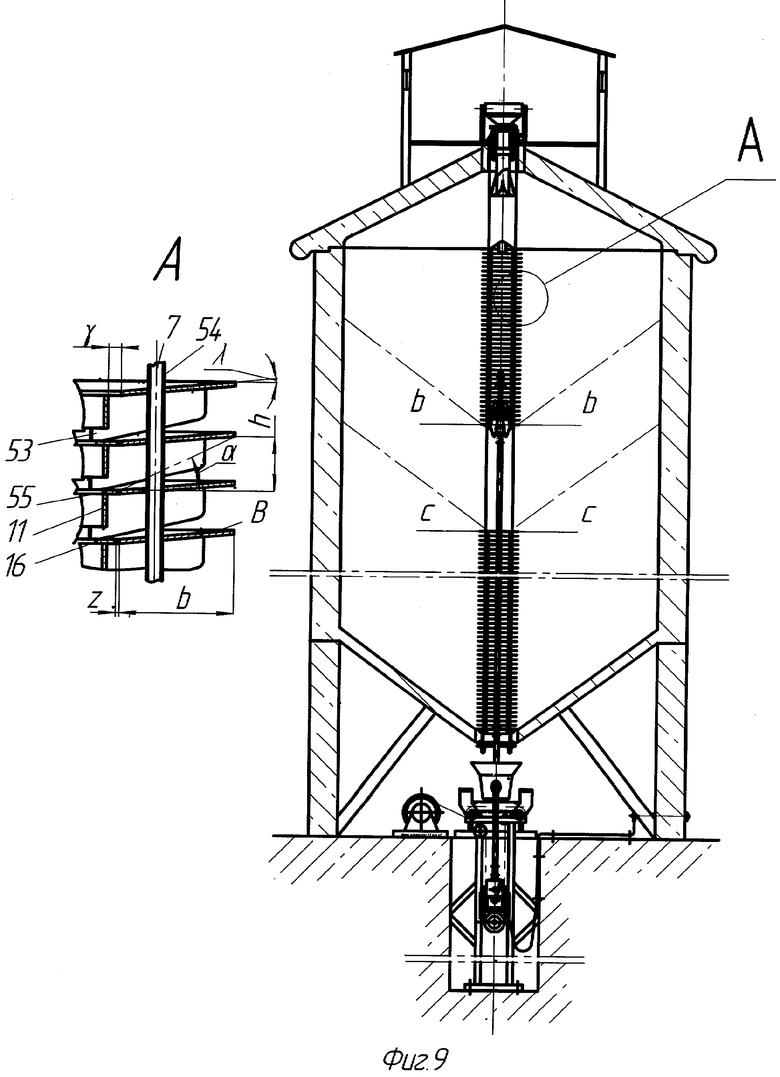
Фиг.9 - вариант исполнения полок центрального корпуса,
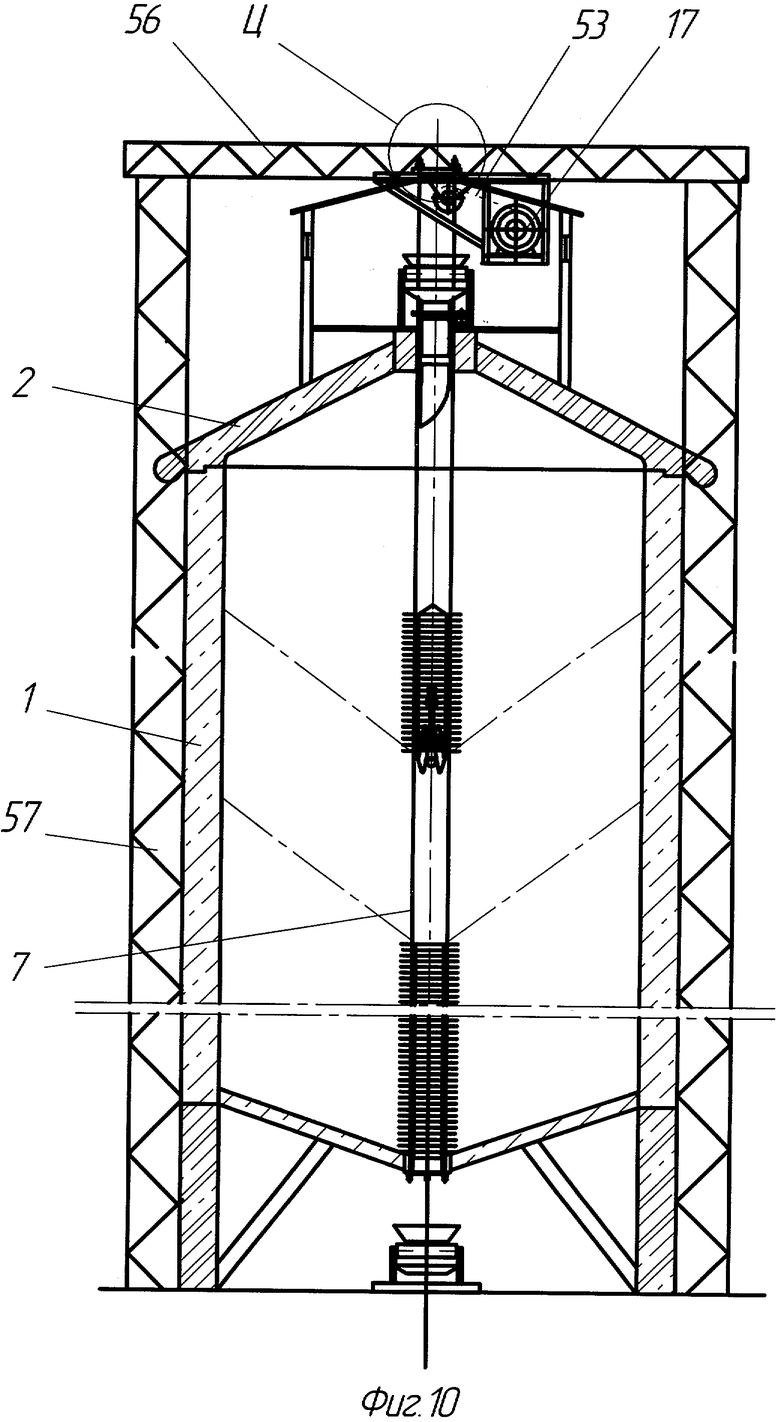
Фиг.10 - вариант исполнения привода оголовка-захвата,
Фиг.11 - вариант исполнения оголовка-захвата,
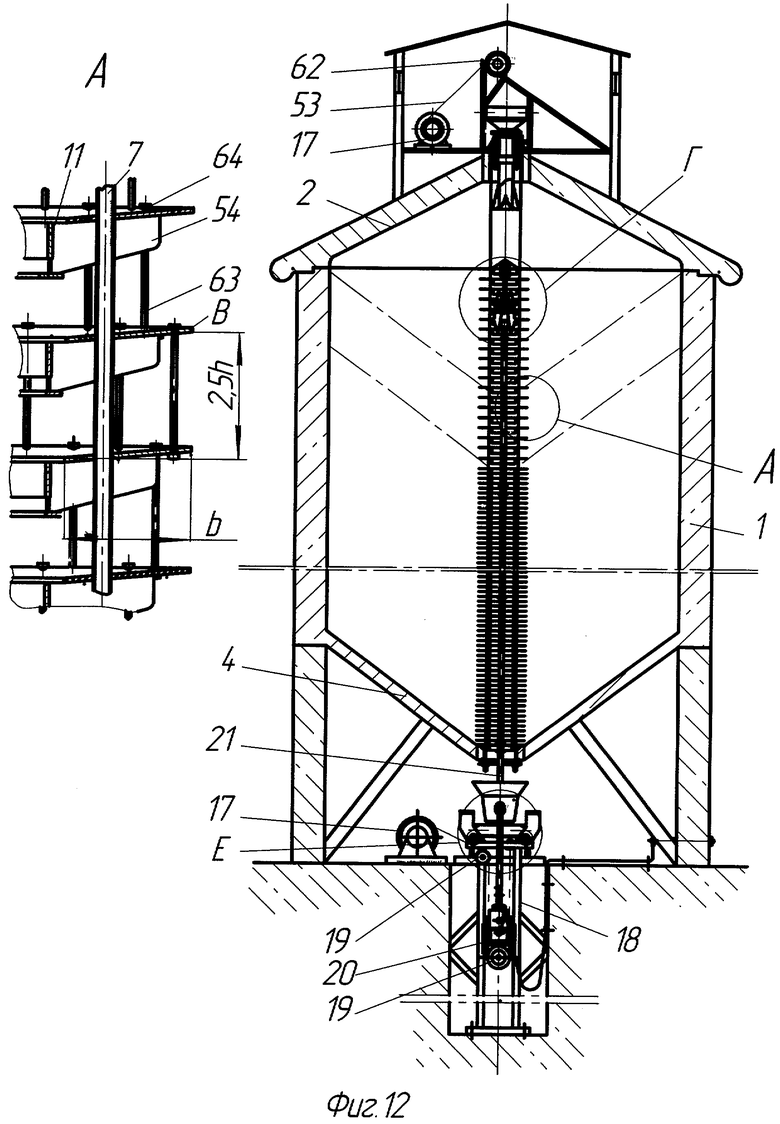
Фиг.12 - вариант исполнения связей между полками центральной опоры.
Хранилище для сыпучих материалов (Фиг.1) содержит центральный А и периферийный 1 концентричные корпусы, экраны межкорпусного просвета в виде установленных по высоте хранилища с интервалом L между соседними группами кольцевых полок 2 с межполочным зазором δ, обеспечивающим подвижность уклона сыпучего материала, покрытие 3 с загрузочным устройством Б и конусное днище 4 с отверстием 5. Группы полок 2, ориентированные на периферии соответствующей центральной полки В, связями совмещены с периферийным корпусом 1 и с уклоном, соответствующим ориентации конусности днища 4. Таким образом, со стороны уровня навала материала тупой угол ω между периферийным корпусом 1 с каждой группой полок 2 снижает эффект самоуплотнения сыпучего материала в этой зоне.
Во вспомогательных соосных отверстиях 6 (Фиг.2) центральных В и идентичных дополнительных полок комплекта на центральном корпусе А (Фиг.1) размещены его элементы в виде параллельно ориентированных тросов 7, закрепленных оконечностями 8 симметрично проему загрузочного устройства Б и в зоне отверстия 5 днища 4 посредством узла 9 натяжения каждого троса 7.
Между полками 10 (Фиг.2) половины комплекта на центральном корпусе размещены дистанционные втулки 11, соответствующие по высоте удвоенной величине h межполочного зазора блокировки подвижности уклонов сыпучего материала, совмещенные с тросами 7 и оснащенные по наружной поверхности кольцевым уступом 12 с возможностью его контакта в зоне вспомогательного отверстия 6 на соответствующей полке 13 другой половины комплекта, выполненного в виде отдельных стоп из двенадцати полок 13, которые в зоне внутреннего проема 14 дополнительно закреплены на отдельных перфорированных патрубках 15, и установленных с возможностью возвратно-поступательного смещения вдоль центрального корпуса посредством контакта кольцевого упора 16, выполненного на верхней оконечности внутреннего канала перфорированных патрубков 15, с подвижным оголовком-захватом Г (Фиг.1), связанным с приводом Д. Втулки 11 (Фиг.2) неподвижно соединены с тросами 7. Кольцевой уступ 12 по высоте втулки 11 расположен таким образом, что при положении контакта уступа 12 с полкой 13 последняя двумя зазорами h делит межполочный зазор δ между соседними полками 10.
Межполочный зазор h между соседними полками 10 и 13 центрального корпуса обеспечивает блокирование подвижности уклона сыпучего материала в связи с тем, что выполняется условие: h=b tg α, где b - ширина полок центрального корпуса и α - угол естественного уклона сыпучего материала. Межполочный зазор δ по высоте между соседними полками 2 периферийного корпуса 1 может быть определен из выражения: δ=µ tg α, где 3≥µ>1. Увеличенное числовое значение δ для соседних полок 2 определяет надежные условия обеспечения подвижности уклона сыпучего материала и, следовательно, условий его перепуска.
Механизм привода (Фиг.3) подвижных полок 13 относительно полок 10 центрального корпуса выполнен в виде лебедки 17 и направляющей рамы 18 с двухблочным 19 тросовым подъемником салазок 20 и узлом фиксации Е става штанг 21 (состав соединенных между собой штанг), по оконечным участкам с наружной и внутренней резьбой сопряженных между собой, с салазками 20 и нижней оконечностью оголовка-захвата Г (Фиг.1). Соединение штанг 21 выполнено на основе упорно-конусной резьбы, и на внешней их поверхности выполнены стопорные лыски 22 (Фиг.3). Узел фиксации Е выполнен в виде поворотных упоров 23 с рабочими выступами 24, в положении удержания става штанг 21 замкнутых между собой с фиксацией выступов 24 в полости лысок 22. Направляющая рама 18 установлена под днищем хранилища в технологическом приямке 25.
Салазки 20 оснащены узлами вращения 26 и вибропобуждения 27 става штанг 21, которые посредством хвостовика 28 связаны с нижней оконечной штангой 21 става, а узлы 9 крепления тросов 7 центрального корпуса выполнены с возможностью поворота вокруг его продольной оси на основе подшипниковых опор 29. Под выпускным отверстием 5 установлен отводной лоток 30 сыпучего материала с уплотняющим воротником 31 для штанг 21.
Патрубок 32 загрузочного устройства (Фиг.4) в зоне нижнего обреза оснащен рассекателем-отбойником 33 сыпучего материала и установлен с возможностью поворота вокруг вертикальной оси посредством механизированного привода 34. Верхний узел подшипниковой опоры 29 крепления тросов 7, кроме того, оснащен устройством выборочной фиксации (условно не показан) с покрытием 3 или с патрубком 32.
Оголовок-захват (Фиг.5) выполнен в виде ползуна 35 и штока 36. Нижняя оконечность последнего в виде поверхности клина Ж размещена с возможностью взаимодействия с кольцевым упором 16 (Фиг.2) полок 13 через внутреннюю, профилированную поверхность К (Фиг.5) и толкатель 37, выполненные на нижней оконечности каждого двуплечего звена 38, шарнирно соединенного с ползуном 35. Наружный кольцевой буртик Л выполнен со стороны верхней оконечности образующей поверхности ползуна 35 с возможностью совмещения с упорами М пружинных защелок 39, установленных шарнирно на муфте 40, закрепленной со стороны верхней оконечности штока 36.
Нижняя оконечность муфты 40 выполнена с поверхностью клина Н, ориентированной зеркально размещенной поверхности клина И на штоке 36 с возможностью контакта с верхними оконечностями П двуплечих звеньев 38.
Для защиты внутреннего проема центрального корпуса при загрузке сыпучего материала и улучшения условий его обтекания проем 14 оконечной верхней полки 41 центрального корпуса выполнен с конусным перекрытием 42, вершина которого ориентирована в сторону покрытия 3 и в котором концентрично проему 14 установлена направляющая втулка 43 с возможностью взаимодействия с периферийными плечами Р пружинных защелок 39 оголовка-захвата.
Оконечная нижняя полка 44 (Фиг.3) центрального корпуса оснащена кулаками 45 по окружности нижней поверхности с возможностью взаимодействия с боковой поверхностью толкателей 37 звеньев 38 оголовка-захвата.
Связи каждой группы полок 2 (Фиг.6) с периферийным корпусом 1 выполнены в виде консольно-несущих трубопроводов 46, являющихся элементами коллектора вытяжной вентиляции, ориентированных с уклоном в сторону от корпуса и посредством патрубков 47 совмещенных с полками в зонах их дополнительных отверстий С, ориентированных над кольцевой полостью Т под двускатными полками 2 и в зоне между двумя откосами х-х и у-у сыпучего материала. Некоторые соответствующие полки 2 соседних групп соединены между собой дополнительными связями в виде стержней 48 таким образом, что их верхняя оконечность Ф по наибольшей протяженности размещена в упомянутой полости Т под полкой 2.
В половине комплекта трубопроводов 46 каждой группы полок 2 концентрично расположены дополнительные трубы 49, а в другой половине комплекта - вспомогательные трубы 50, диффузорными пережимами совмещенные с полками в зонах их дополнительных отверстий С посредством эжектирующих патрубков 51. Трубы 49 и 50 являются элементами коллектора приточной вентиляции, на внешних поверхностях которых отсаживается конденсат, выводимый из трубопроводов 46 посредством дренажных труб 52, что обеспечивает нормальный режим проветривания полостей Т без увлажнения поверхностей х-х, у-у и охлаждения стержней 48.
Наконец, полки 10 и 13 (Фиг.2) центрального корпуса выполнены с уклоном λ=5÷70 в сторону внутреннего проема 14, а дистанционные втулки 11 по плоскостям торцевых обрезов жестко соединены сваркой с соответствующими полками 10, что образует единую систему из половины комплекта полок (10) центрального корпуса, в межполочных зазорах δ которых размещены подвижные полки 13 второй половины комплекта того же корпуса.
Став (набор соединенных между собой штанг) штанг 21 (Фиг.3) может быть зафиксирован посредством опускания поворотных упоров 23 в горизонтальное положение в точке встречи с лысками 22 нижней оконечной штанги 21 или выключением лебедки 17. Для смены позиции оголовка-захвата Г (Фиг.1) по высоте центрального корпуса А наращивают или отсоединяют очередную штангу 21 и посредством привода Д поднимают или опускают став штанг.
Наращивание става штанг выполняют следующим образом. При перемещении салазок 20 (Фиг.3) нижние лыски 22 оконечной нижней штанги 21 должны быть совмещены с поворотными упорами 23, опущенными в горизонтальное положение (обозначено тонкой линией), что обеспечивает фиксацию всего става (набор) штанг 21 в сквозном проеме центрального корпуса А (Фиг.1). Для отсоединения зафиксированной оконечной штанги 21 (Фиг.3) от узла вращения 26 включают последний в направлении вывинчивания его хвостовика 28 и опускают салазки 20 в самое нижнее положение на раме 18. После этого на хвостовик 28 вручную навинчивают новую штангу 21 и затем с включенным узлом вращения 26 в сторону завинчивания подают салазки 20 вверх. Когда верхний резьбовой участок подсоединяемой штанги 21 совместится с зафиксированной штангой 21 по ее резьбовому участку, вращение отключают. Так как подачу салазок 20 не прекращают, то начинается подъем наращенного става штанг и штанга 21 своими лысками 22 выходит из зоны контакта с поворотными упорами 23. Отсоединение очередной штанги производят выполнением упомянутых операций в обратном порядке, но вначале в рабочий зазор между поворотными упорами 23 фиксируют предпоследнюю штангу 21 става по ее нижней лыске 22.
При опускании става штанг 21 вниз толкатели 37 (Фиг.5) звеньев 38 оголовка-захвата проходят зону каждого кольцевого упора 16 в проеме центрального корпуса А за счет сближения между собой нижних плеч звеньев 38 оголовка-захвата в результате того, что перемещающийся относительно звеньев 38 шток 36 раздвигает клином Н муфты 40 верхние оконечности П плеч звеньев 38. После того как толкатели 37 звеньев оказываются ниже кольцевого упора 16, при следующем за этим подъеме оголовка-захвата происходит контакт толкателей 37 с кольцевым упором 16 соответствующего перфорированного патрубка 15.
Для подъема оголовка-захвата Г (Фиг.1) в верхнюю точку центрального корпуса А перед началом разгрузки хранилища ползун 35 (Фиг.5а) со звеньями 38 необходимо зафиксировать в верхнем транспортном положении на штоке 36 посредством пружинных защелок 39 муфты 42. При этом клин Н муфты 40, раздвинув верхние оконечности П плеч звеньев 38, обеспечивает взаимное сближение их нижних плеч, оснащенных толкателями 37, которые выходят из зон возможного совмещения с кольцевыми упорами 16 перфорированных патрубков 15 с полками 13. Упомянутую подготовку, например, можно обеспечить вручную, только опустив оголовок-захват ниже обреза выпускного отверстия 5. Затем после подъема оголовка-захвата на самый верх центрального корпуса периферийные плечи Р пружинных защелок 39 взаимодействуют с направляющей втулкой 43 верхней полки 41 и обеспечивают спуск ползуна 35 (Фиг.5в) вниз по штоку 36. Этим обеспечивается дистанционный перевод звеньев 38 с толкателями 37 из транспортного в рабочее положение перед захватом нижерасположенных кольцевых упоров 16.
Для минимализации необходимого комплекта полок 10 и 13 на центральном корпусе (Фиг.1, Вид А) от верхней отметки а-а периферийного корпуса 1 хранилища верхняя оконечная полка 41 расположена, по меньшей мере, на расстоянии ψ, которое определяют из выражения:
ψ=tg α(R-r);
где R - внутренний радиус корпуса 1,
r - внутренний радиус проема полки 41,
α - угол естественного откоса сыпучего материала.
Хранилище работает следующим образом. Перед загрузкой хранилища оголовок-захват Г (Фиг.1) должен быть установлен незначительно ниже уровня оконечной верхней полки 41 и фиксатор верхнего узла подшипниковой опоры 29 должен быть переключен на контакт с покрытием 3. В режиме загрузки сыпучий материал поступает во вращающийся с максимально допустимой скоростью патрубок 32 загрузочного устройства и через рассекатель-отбойник 33 распределяется в кольцевую зону около внутренней поверхности корпуса 1. При этом сыпучий материал через кольцевые зазоры между полками 2 свободно перетекает до зоны днища 4, где начинает скапливаться и из-за перемещающейся вверх поверхности воронки сыпучего материала с уклоном, соответствующим углу α его естественного откоса, входит в контакт с полками 10 и 13 центрального корпуса и образовывает кольцевые полости Т под полками 2. В связи с выполнением упомянутого выше условия h=b tg α сыпучий материал своими естественными уклонами блокируется в зазорах h между полками 10 и 13 центрального корпуса.
После совмещения верхнего обреза воронки в навале сыпучего материала с уровнем верхнего обреза а-а корпуса 1 хранилища скорость вращения патрубка 32 постепенно уменьшают, в результате чего происходит сокращение радиуса разброса материала, определяющее заполнение упомянутой воронки и обеспечивающее тем самым максимальный объем заполнения корпуса 1 хранилища.
В период хранения, например, зерна зона сыпучего материала в виде клина с тупым углом ω (Фиг.6) в зоне примыкания к периферийному корпусу 1 обладает значительно меньшими предпосылками самоуплотнения под собственным весом сыпучего материала. К тому же посредством приточно-вытяжной системы вентиляции из кольцевых полостей Т производится отвод тепла, выделяемого через уклоны х-х и у-у естественного откоса сыпучего материала и из глубины слоя через оконечный участок Ф теплоотводящих стержней 48, что в значительной мере способствует нормализации теплового режима в традиционно проблемных зонах объема хранения.
Выпуск сыпучего материала начинают подъемом оголовка-захвата (Фиг.5) вверх. При этом верхняя оконечность штока 35 центрируется в конусном перекрытии 42 верхней полки 41 и увлекает ее вверх вместе с другими полками 13 (Фиг.2), совмещенными на перфорированном патрубке 15. Подъем производится до того момента, когда полки 13 совместятся с неподвижными полками 10 (Фиг.1, Вид А1), фиксируя тем самым размер увеличенного зазора 2h между полками 13 и нижерасположенными полками 10 в пределах высоты перфорированного патрубка 15. Таким образом создаются условия разблокирования подвижности уклонов сыпучего материала в зоне центрального корпуса. Для сброса сыпучего материала с полок 13 перед совмещением их с вышерасположенными полками 10 включают узел вибропобуждения 27. Через став штанг 21 и толкатели 37 оголовка-захвата вибрация передается на наклонно ориентированные поверхности полок 13, способствуя полной очистке от сыпучего материала. Достигаемое увеличение интервала между соседними полками 10 и 13 инициирует процесс истечения сыпучего материала во внутренний проем центрального корпуса, обеспечивая тем самым выпуск из самой верхней его зоны, не затрагивая остальной нижележащий объем материала.
При подъеме оголовка-захвата направляющая втулка 43 (Фиг.5) контактирует с периферийными плечами Р защелок 39 ползуна 35, тем самым обеспечивая спуск последнего по штоку 35 и вывод звеньев 38 с толкателями 37 в рабочее положение. После того, как уровень b-b (Фиг.1) навала материала непосредственно вокруг центрального корпуса вскрывает нижерасположенную полку 10, под которой сохранен исходный зазор h со следующей нижерасположенной полкой 13, выпуск материала самопроизвольно прекращается.
Для продолжения выпуска сыпучего материала оголовок-захват Г (Фиг.1) должен быть опущен и установлен на определенной глубине, кратной высоте перфорированного патрубка 15 от поверхности навала b-b материала в зоне непосредственно вокруг центрального корпуса. Упомянутая кратность глубины, в общем случае, может быть выбрана любой, но не на всю высоту навала материала в корпусе хранилища по причинам, упомянутым в критике аналога и прототипа. При последующем подъеме оголовка-захвата вверх толкатели 37 (Фиг.5b) звеньев 38 входят в зацепление с нижней частью кольцевого упора 16 (Фиг.2) и начинают приподнимать соответствующую стопу полок 13 на очередном перфорированном патрубке 15. Достигаемое после этого увеличение размера зазора 2h (без учета толщины полки 13) между соседними полками 13 и 10 инициирует процесс истечения сыпучего во внутренний проем центрального корпуса и обеспечивает продолжение его выпуска из хранилища.
Процесс выпуска сыпучего материала может быть прерван в любой момент путем опускания оголовка-захвата до совмещения полок 13 в исходное положение на кольцевых уступах 12 дистанционных втулок 11, т.е. на исходный межполочный зазор h между каждыми соседними полками, расположенными по высоте центрального корпуса.
Далее описанный порядок операций, реализующий послойный выпуск из хранилища сыпучего материала от верхней зоны объема загрузки, может повторяться до полного выпуска сыпучего материала из хранилища и при этом каждый раз будет вскрываться зона истечения сыпучего материала в проем центрального корпуса через круговые проемы перфорированного патрубка 15.
Прямая зависимость глубины опускания оголовка-захвата от уровня навала материала фактически позволяет точно прогнозировать необходимый объем выпуска материала. Таким образом, при возвратно-поступательном, поочередном переборе стоп полок 13, объединенных патрубками 15, с перемещением каждой из них вверх и после выстоя вниз в исходное положение на кольцевые уступы 12 втулок 11 обеспечивается надежный процесс выпуска сыпучего материала и его оперативное прерывание.
Выпуск всего объема хранилища высотой, например, 35-40 м с описанными особенностями конструкции разгрузочного устройства можно производить с любым числом циклов выпуска сыпучего материала, но оптимальным числом может быть 5-10 циклов.
Для сброса остатков сыпучего материала с полок 10, 13 оголовок-захват опускают в зону под обрез выпускного отверстия 5. Затем при его подъеме (Фиг.3) совмещают толкатели 37 в промежутках между кулаками 45 на нижней оконечной полке 44. При включении узла вращения 26 става штанг 21 обеспечивается поворот центрального корпуса вокруг своей оси, если отключено соответствующее устройство фиксатора, а за счет центробежной силы и уклона полок происходит сброс сыпучего материала. Возможности механизма привода оголовка-захвата обеспечивают выпуск или сброс материала исключительно за счет вибропобудителя 27, когда производятся микро (Δh) возвратно-поступательные перемещения стопы полок 13 вдоль центрального корпуса. Во вращении центрального корпуса на основе синхронизации скорости вращения можно задействовать также механизированный привод 34 (Фиг.4) вращения загрузочного патрубка 32, для чего переключают фиксатор подшипниковой опоры 29 на связь с загрузочным патрубком 32.
Монтаж кольцевых полок периферийного и центрального корпуса в базисных, расходных хранилищах и цеховых бункерах производится в следующем порядке и с особенностями исполнения отдельных узлов:
1. На покрытии 3 устанавливают монтажную лебедку с тросом на отгибающем блочке, закрепленном над загрузочным патрубком 32.
2. Через транспортный люк (условно не показан) конусного днища 4 подают внутрь хранилища все элементы монтируемых узлов групп полок 2.
3. На поверхности конусного днища выкладывают очередную группу кольцевых полок 2 и, соединив их в радиальном направлении трубопроводами 46, посредством монтажной лебедки весь комплект вывешивают на соответствующей высоте корпуса 1, где периферийные оконечности трубопроводов 46, 49 и 50 совмещают с наружным коллектором приточно-вытяжной системы вентиляции.
4. После закрепления групп полок 2 на корпусе 1 производят установку теплоотводящих стержней 48.
5. Монтируют верхний узел поворота 29 и крепят четыре троса 7 посредством узлов 9 на покрытии 3.
6. Монтируют патрубок 32 загрузочного устройства и его привод поворота 34 на покрытии 3.
7. С использованием монтажной лебедки и методом поочередного наращивания снизу продевают тросы 7 в соосные вспомогательные отверстия 6 монтажных модулей, выполненных в виде полок 10 и 13, совмещенных посредством перфорированного патрубка 15 и втулок 11 соответственно, и которые затем жестко соединяют сваркой между собой по оконечным обрезам втулок 11 и оконечным полкам 10.
8. Монтируют нижний узел поворота 29 и крепят четыре троса 7 посредством узлов 9 на конусном днище 4.
9. Завершающим этапом оснастки хранилища является монтаж отводного лотка 30 и установка под днищем 4 привода Д (Фиг.1) и оголовка-захвата Г в проеме 14 центрального корпуса А.
Возможные конструктивные исполнения элементов хранилища в пределах заявленных отличительных признаков
Центральный корпус (Фиг.7) выполнен в виде жесткой трубчатой оболочки с регулярно расположенными в образующей поверхности по высоте и периметру сквозными проемами, высота Х которых соответствует минимально необходимой высоте слоя выпуска, а ширина незначительно больше соответствующего размера толкателя 37 звена 38 оголовка-захвата (п.2).
Оконечности Ц и Ш (Фиг. 8) центрального корпуса А жестко соединены с покрытием 2 и днищем 4 хранилища (п.2), а лебедка 17 расположена на покрытии 2 и через блочок 19 соединена тяговым тросом 53 с верхней оконечностью оголовка-захвата Г (п.п.6 и 7). Полки 2, трубопроводы 46 и стержни 48 условно не показаны.
Монтажные модули (п.5), включающие детали 10, 11, 13 и 15 (Фиг.2), размещены на тросах 7 (Фиг.8) с возможностью возвратно-поступательного перемещения по высоте хранилища и без жесткой связи их оконечных втулок 11 и оконечных полок 10, что позволяет вскрывать периметр центрального корпуса на высоту ψ в любом месте по его протяженности. Полки 10 и 13 выполнены в виде горизонтально ориентированных кольцевых шайб.
Каждая полка В центрального корпуса (Фиг.9) выполнена с ориентированной концентрично центральному проему 14 втулкой 11 с радиальным зазором γ, которая посредством дистанцирующих радиальных ребер 54 закреплена со стороны нижней поверхности полки. Полки В совмещены с тросами 7, оснащенными трубчатыми кожухами, с возможностью возвратно-поступательного перемещения по высоте хранилища, а нижние оконечности ребер 54 со стороны внутреннего проема втулки оснащены кольцевым упором 16 или подпятником 55, совмещаемым, в свою очередь, в проеме располагаемой ниже полки В с радиальным зазором z (п.2). Полки 2, трубопроводы 46 и стержни 48 условно не показаны.
Верхняя оконечность Ц центрального корпуса А (Фиг.10) закреплена на горизонтальной траверсе 56, оконечности которой совмещены с колоннами 57, примыкающими к корпусу 1 хранилища, что определяет снижение нагрузок на корпус от натяжки тросов 7 центрального корпуса А и от факторов, определяемых верхним расположение лебедки с тяговым тросом 53 (п.7). Полки 2, трубопроводы 46 и стержни 48 условно не показаны.
Оголовок-захват (Фиг.11) выполнен в виде шарнирного двузвенника, соединенного Т-образно из длинного 58 и короткого 59 звеньев, дополнительно связанных между собой приводом поворота, выполненным в виде одностороннего пневмоцилиндра 60, связанного с пневмомагистралью хранилища через внутренние каналы (условно не показаны) штанг 21 и канал 61 длинного звена 58 со стороны его нижней оконечности (п.п.8,9).
Оголовок-захват Г (Фиг.12) по верхней и нижней оконечности связан с соответствующим механизированным приводом. Один, установленный на покрытии 2, в составе лебедки 17 с тяговым тросом 53 и отклоняющим блочком 62, и другой, установленный под днищем 4 хранилища, в составе лебедки 17, тросо-блочного подъемника с двумя блочками 19, салазками 20 и узлом фиксации Е штанг 21 на направляющей раме 18, что позволяет снизить единичную мощность каждого отдельного механизма в подобной связке (п.7). Полки 2, трубопроводы 46 и стержни 48 условно не показаны.
Все соседние полки В (Фиг.12) дополнительно совмещены между собой тягами 63, симметрично расположенными относительно центрального проема во вспомогательных соосных отверстиях и оснащенными концевыми упорами 64, промежуток между которыми в 2,5 раза превышает исходный зазор h между полками (п.2).
Каждая дополнительная связь 48 между полками выполнена в виде гирлянды из воронкообразных кольцевых полочек (условно не показана), верхняя зона обреза со стороны меньшего диаметра которых посредством вертикально ориентированного ребра совмещена с верхней соседней кольцевой полкой по нижней зоне со стороны обреза с большим диаметром.
Механизм привода Д выполнен в виде пневматической бурильной установки (условно не показана) с головкой вращательно-ударного действия, с винтовым податчиком и с набором буровых штанг, что упрощает комплектацию оснастки хранилища стандартным покупным устройством (п.6, 7).
Штанги 21 по оконечностям выполнены с элементами байонетного соединения между собой (условно не показано), что позволяет производить наращивание и демонтаж става штанг без наличия узла вращения 25 (п.п.6, 7).
Технический результат заявляемого изобретения заключается в уменьшении металлоемкости армировки внутреннего объема хранилища (меньшее число групп полок на периферийном корпусе) в связи с обеспечением послойного, от верхней зоны объема загрузки, выпуска сыпучего материала из проема центрального корпуса и за счет более эффективного позонного отвода тепла из толщи слоя между группами полок (посредством дополнительных связей между полками соседних групп), исключающего проявление факторов работы сводообразующих систем в увеличенной высоте хранимых слоев сыпучего материала.
Дополнительные особенности конструкции хранилища позволяют обеспечивать и оперативно производить очистку полок центрального корпуса от сыпучего материала с использованием центробежной силы или вибрации, или совместно двумя видами воздействия.
Предлагаемое хранилище может быть использовано для загрузки и выпуска зерновых культур, пищевых продуктов, например отрубей и жмыха, бытовых и строительных материалов в виде моющего и стирального порошка, цемента и керамзита, порошковых лекарственных средств и красок и т.п.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕХАНИЗМ ДЛЯ ПРЕОБРАЗОВАНИЯ ДВИЖЕНИЯ (ВАРИАНТЫ) | 2004 |
|
RU2311574C2 |
| ПЛАНЕТАРНЫЙ МЕХАНИЗМ ДЛЯ ПРЕОБРАЗОВАНИЯ ДВИЖЕНИЯ | 2007 |
|
RU2416747C2 |
| Радиальный полочный отстойник | 1980 |
|
SU961736A1 |
| Устройство для доставки руды | 1991 |
|
SU1802166A1 |
| Радиальный полочный отстойник | 1979 |
|
SU897253A1 |
| Способ отгрузки порции сыпучего материала | 1991 |
|
SU1805217A1 |
| Радиальный полочный отстойник | 1980 |
|
SU889038A1 |
| Бурильная машина вращательного действия | 1990 |
|
SU1760102A1 |
| УСТАНОВКА ДЛЯ ПРИЕМА, СКЛАДИРОВАНИЯ И ВЫДАЧИ СКВАЖИННЫХ ТРУБ И ШТАНГ ПРИ СПУСКО-ПОДЪЕМНЫХ ОПЕРАЦИЯХ | 2000 |
|
RU2170325C1 |
| Станок для бурения скважин | 1987 |
|
SU1698433A1 |


Изобретение относится к строительству, в частности к хранилищам для сыпучих материалов. Хранилище содержит центральный и периферийный корпусы, покрытие с загрузочным устройством и конусное днище с отверстием, расположенные с интервалом по высоте и во весь межкорпусный просвет - воронкообразные группы кольцевых полок, совмещенных связями между собой с межполочным зазором. Полки каждой группы связями совмещены с периферийным корпусом и дополнительными связями - с некоторыми соответствующими полками соседних групп. Центральные и дополнительные идентичные полки комплекта на центральном корпусе установлены с возможностью возвратно-поступательного смещения в вертикальном направлении посредством контакта кольцевого упора, выполненного со стороны внутреннего проема полок, с подвижным оголовком-захватом, связанным с приводом. Технический результат - в снижении металлоемкости внутреннего устройства хранилища, в обеспечении позонного отвода тепла при саморазогреве сыпучего материала и повышении эксплуатационной надежности. 10 з.п. ф-лы, 12 ил.
1. Хранилище для сыпучих материалов, содержащее центральный и периферийный корпусы, покрытие с загрузочным устройством и конусное днище с отверстием, с интервалом по высоте и во весь межкорпусный просвет - воронкообразные группы из кольцевых полок, совмещенных связями между собой с межполочным зазором, отличающееся тем, что полки каждой группы, ориентированные по периферии центральной полки, связями совмещены с периферийным корпусом и дополнительными связями - с некоторыми соответствующими полками соседних групп, а центральные и дополнительные идентичные полки комплекта на центральном корпусе, как максимум все, установлены с возможностью возвратно-поступательного смещения в вертикальном направлении посредством контакта кольцевого упора, выполненного со стороны внутреннего проема определенных полок, с подвижным оголовком-захватом, связанным с приводом.
2. Хранилище по п.1, отличающееся тем, что во вспомогательных, соосных отверстиях, выполненных в полках комплекта центрального корпуса, размещены его элементы в виде параллельно ориентированных тросов, закрепленных оконечностями симметрично проему загрузочного устройства и в зоне отверстия днища посредством узла натяжения каждого троса, а между полками половины комплекта размещены дистанционные втулки, соответствующие по высоте удвоенной величине межполочного зазора блокировки подвижности уклонов сыпучего материала, совмещенные с тросами и оснащенные по наружной поверхности кольцевым уступом, с возможностью его контакта в зоне вспомогательных отверстий с соответствующей полкой другой половины комплекта, в свою очередь, установленного с возможностью перемещения вдоль втулок.
3. Хранилище по п.2, отличающееся тем, что стопы из, например, двенадцати подвижных относительно втулок, полок в зоне внутреннего проема дополнительно закреплены на отдельных перфорированных патрубках, по внутреннему каналу оснащенных кольцевым упором.
4. Хранилище по п.1, отличающееся тем, что каждая воронкообразная группа полок ориентирована уклоном аналогично конусному днищу, связи между полками выполнены в виде радиально несущих трубопроводов, периферийными оконечностями совмещенных с коллектором проточно-вытяжной системы вентиляции и, посредством патрубков, с полками в зонах их дополнительных отверстий, причем дополнительные связи между некоторыми соответствующими полками соседних групп выполнены в виде стержней.
5. Хранилище по п.4, отличающееся тем, что полки периферийного корпуса выполнены с двускатной отбойной поверхностью, а полки центрального корпуса выполнены с уклоном λ=5÷7°, например, в сторону внутреннего проема и дистанционные втулки по плоскостям торцевых обрезов жестко соединены с соответствующими полками центрального корпуса.
6. Хранилище по п.1, отличающееся тем, что привод оголовка-захвата выполнен в виде лебедки и направляющей рамы с двухблочным тросовым подъемником салазок и узлом фиксации става штанг, по оконечным участкам выполненных с наружной и внутренней резьбой, сопряженных между собой, с салазками и нижней оконечностью оголовка-захвата.
7. Хранилище по п.6, отличающееся тем, что салазки оснащены узлами вращения и вибропобуждения става штанг, которые посредством хвостовика связаны с нижней штангой, причем узлы крепления центрального корпуса выполнены с возможностью поворота вокруг его продольной оси.
8. Хранилище по п.1, отличающееся тем, что оголовок-захват выполнен в виде ползуна со штоком, нижняя оконечность которого с образующей поверхностью клина размещена с возможностью взаимодействия с кольцевым уступом полок через внутреннюю, профилированную поверхность и толкатель на периферийной поверхности нижней оконечности каждого двуплечего звена, шарнирно соединенного с ползуном, причем наружный кольцевой буртик выполнен со стороны верхней оконечности образующей поверхности последнего с возможностью совмещения с упорами пружинных защелок, установленных шарнирно на муфте, закрепленной со стороны верхней оконечности штока.
9. Хранилище по п.8, отличающееся тем, что нижняя оконечность муфты выполнена с поверхностью клина, ориентированного зеркально размещенному клину на штоке с возможностью контакта с верхними оконечностями двуплечих звеньев.
10. Хранилище по п.2 или 3, отличающееся тем, что проем верхней полки центрального корпуса выполнен с конусным перекрытием, вершина которого ориентирована в сторону загрузочного устройства и в котором концентрично проему установлена направляющая втулка с возможностью взаимодействия с периферийными плечами пружинных защелок оголовка.
11. Хранилище по любому из пп.2 и 3, отличающееся тем, что оконечная нижняя полка центрального корпуса оснащена кулаками по окружности нижней поверхности с возможностью взаимодействия с боковой поверхностью толкателей звеньев оголовка-захвата.
| Хранилище для сыпучих материалов | 1982 |
|
SU1038458A1 |
| Хранилище для сыпучих материалов | 1990 |
|
SU1795062A1 |
| Хранилище для сыпучих материалов | 1977 |
|
SU629309A1 |
| Способ нанесения микрорельефаНА пОВЕРХНОСТь АлюМиНия и ЕгОСплАВОВ | 1978 |
|
SU794595A1 |

