Предлагаемое изобретение относится к области металлургического машиностроения и может быть использовано при производстве заготовок с глобулярной структурой (тиксозаготовок) для последующего получения из них изделий методом тиксоформования, то есть формообразования в твердожидком состоянии, например, штамповкой.
Известны способ и устройство для получения тиксозаготовок посредством перемешивания расплава магнитодинамическим устройством в кристаллизаторе установки полунепрерывного литья цветных сплавов (см. Б.И.Семенов, К.М.Куштаров. Современные тенденции совершенствования технологий заготовительных производств. Металлургия машиностроения №2/2003, с.29…31).
Недостатком данного способа является низкая экономичность процесса, вызванная большими энергозатратами на постоянное перемешивание расплава электромагнитным полем. Другим недостатком устройства является сложность конструкции, необходимость дорогостоящего электропривода для обеспечения работы (индукторы, магнитопроводы, тиристорные или генераторные преобразователи и т.д.).
Известны способ и устройство для получения тиксозаготовок, включающий расплавление сплава, разливку расплава при температуре 110…120°С выше линии ликвидуса в тонкостенный стакан через наклонный охлаждаемый желоб, с образованием зародышей глобулярных кристаллов первичной фазы кристаллизации, и последующее охлаждение металла в условиях тепловой изоляции торцов стакана. При этом упомянутое устройство включает разливочную емкость с расплавом, расположенный под емкостью наклонный охлаждаемый желоб и установленный ниже желоба стакан, торцы которого снабжены теплоизолирующими крышками (там же, стр.26).
Недостатком известных способа и устройства является невысокая производительность, связанная с потерями времени на зачерпывание ковшом расплава из тигля и его перенос к желобу для разливки, а также с остановками процесса разливки из-за необходимости часто очищать желоб от нарастающей корки на его поверхности, что вызвано недостаточно высокой скоростью потока металла в конце желоба. Другим недостатком известного способа является нестабильное качество получаемых заготовок из-за возможности попадания в заготовку окислов и плен, при зачерпывании металла с поверхности расплава в открытом тигле. Кроме того, в известном способе глобулизация кристаллов достигается лишь посредством пассивного перемешивания расплава при его протекании по желобу и отсутствуют внешние активные способы перемешивания, что не позволяет получать более мелкую структуру металла заготовки.
Техническим результатом заявленных способа и устройства является повышение качества получаемых заготовок и производительности.
Это достигается тем, что расплав заливают в теплоизолированную обогреваемую емкость, стабилизируют в ней температуру до заданной величины 110…120°С выше линии ликвидуса, а затем из нижней части емкости расплав дозированно разливают на желоб, при этом обеспечивают постоянно возрастающее ускорение потока на желобе и его колебания. Колебания ведут с переменной амплитудой и частотой, величину которых выбирают из диапазонов 2…5 мм и 2…10 Гц. При этом разливку выполняют поочередно на два установленные друг против друга желоба.
Способ реализуется при помощи устройства, в котором разливочная емкость выполнена в виде обогреваемого теплоизолированного миксера, в нижней части которого выполнено по меньшей мере одно отверстие для выпуска расплава, перекрываемое поворотным обогреваемым затвором в виде сектора, выпуклой стороной обращенного к отверстию, при этом на затворе выполнены пазы для стока расплава, ось поворота затвора перпендикулярна оси отверстия и расположена вне миксера, желоб расположен под затвором и снабжен механизмом, сообщающим желобу возвратно-поступательные перемещения вдоль направления разливки, кроме того, желоб кинематически связан с затвором, а его рабочая поверхность выполнена дугообразной выпуклостью вверх в продольном и профильной в поперечном направлении. Упомянутый ранее механизм выполнен кулачковым со сменными разнопрофильными кулачками, при этом привод механизма снабжен регулятором скорости вращения. Кроме того, кинематическая связь выполнена в виде установленной с возможностью угловой регулировки проводки, один конец которой шарнирно закреплен на затворе, а другой взаимодействует с рабочей поверхностью желоба. Причем на поверхности миксера, затвора, желоба и проводки, контактирующие с расплавом, нанесено антикоррозионное и антиадгезионное покрытие, например, из оксида алюминия.
Изобретение поясняется графическими материалами, на которых показаны:
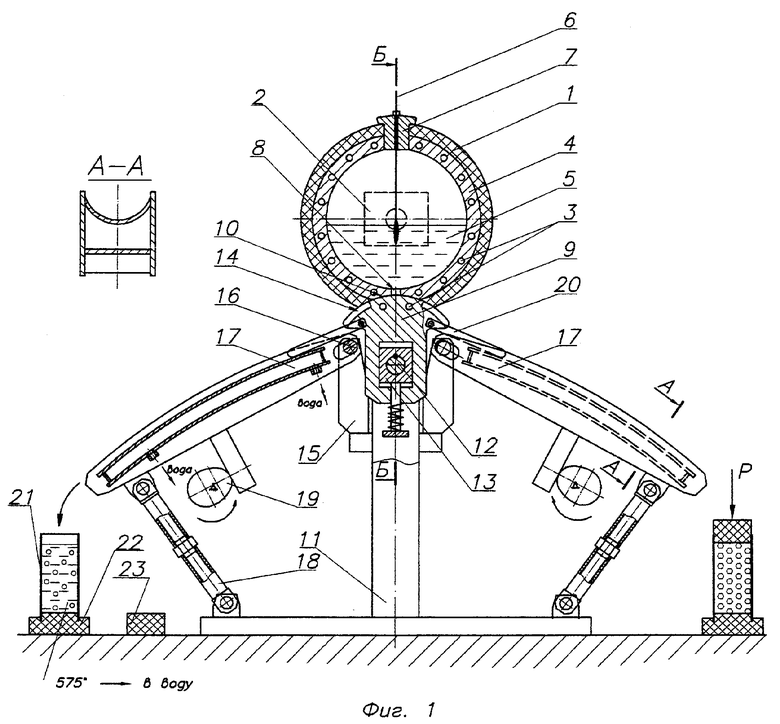
фиг.1 - устройство для получения металлических заготовок с глобулярной структурой;
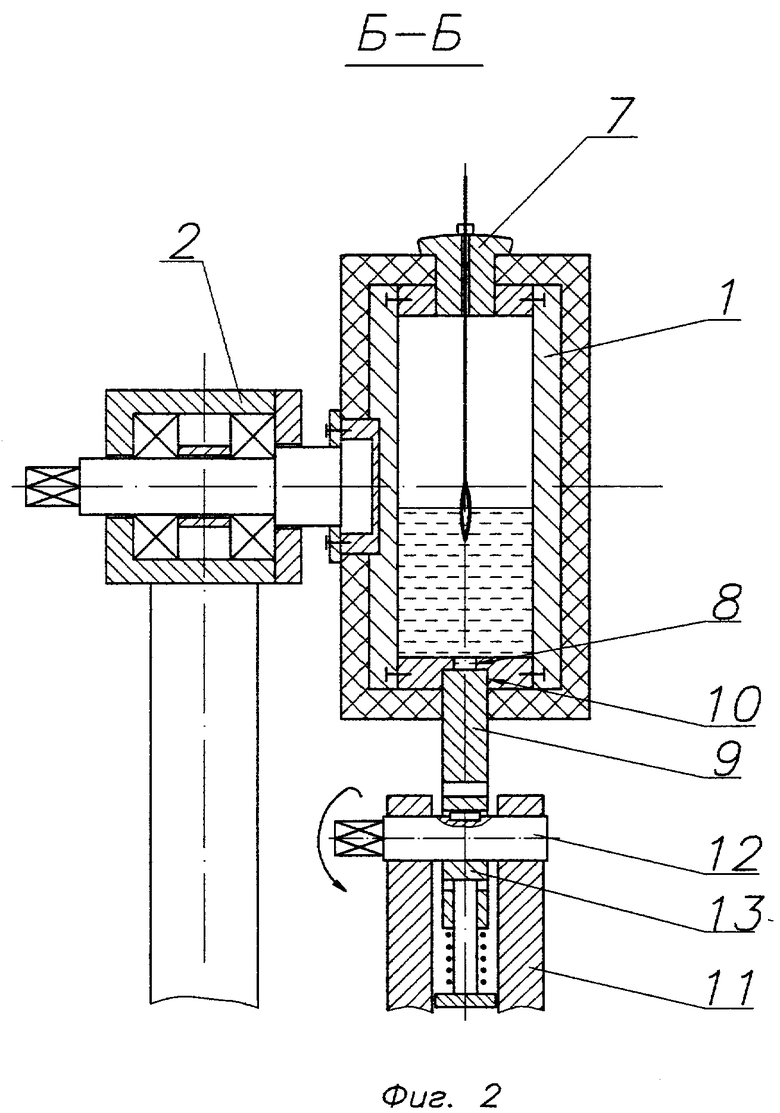
фиг.2 - разрез устройства по оси миксера;
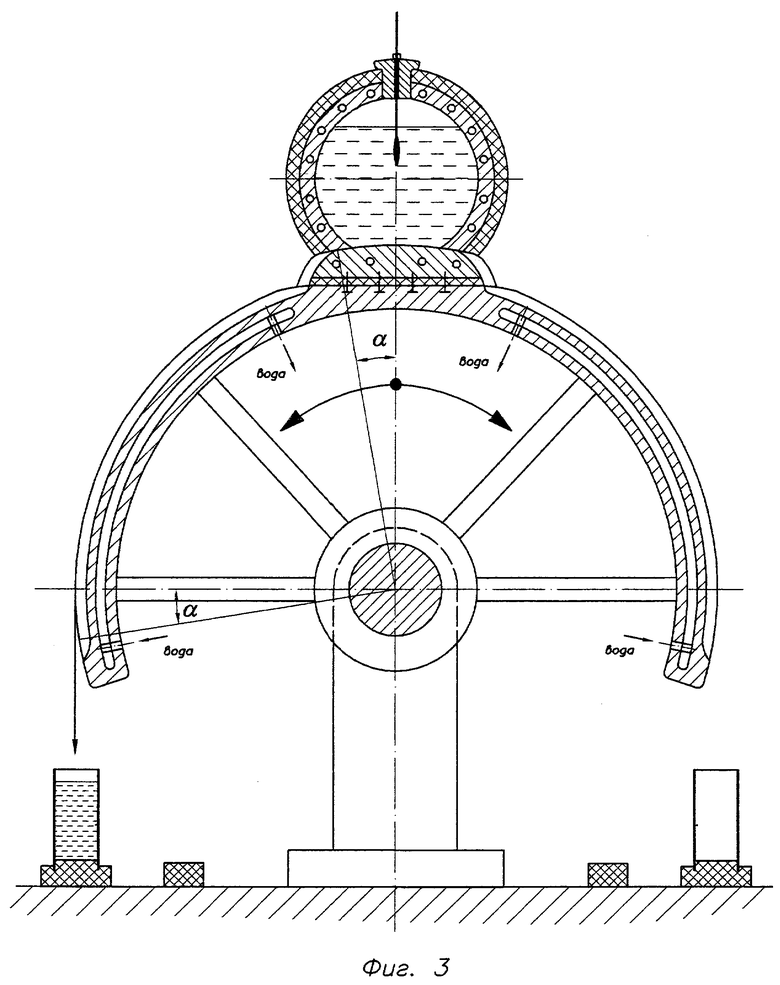
фиг.3 - вариант выполнения устройства с постоянным радиусом выпуклости желоба;
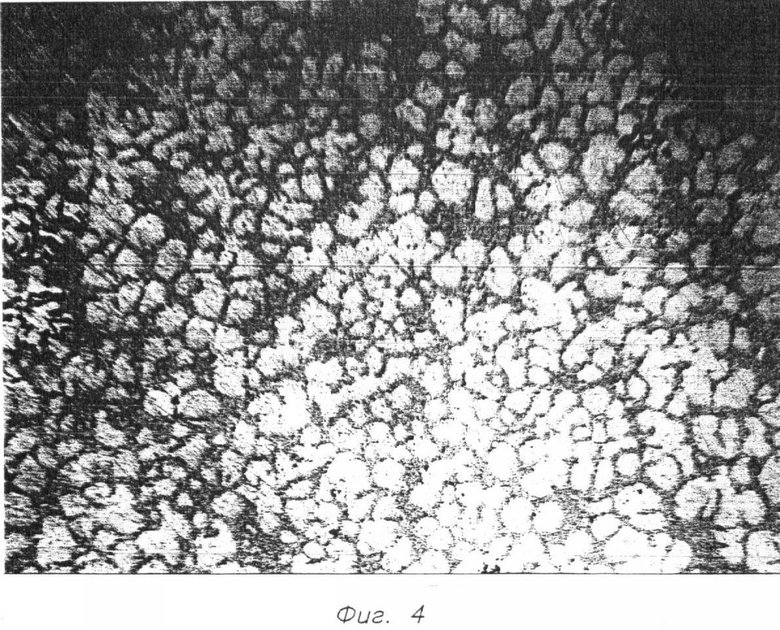
фиг.4 - микроструктура заготовки с глобулярными кристаллами первичной фазы.
Устройство для получения металлических заготовок с глобулярной структурой содержит миксер 1 (фиг.1), который консольно установлен с возможностью поворота на опоре 2 и снабжен встроенными трубчатыми электронагревателями (ТЭНами) 3. По наружным поверхностям миксер закрыт слоем теплоизоляции 4, способствующей поддержание заданной температуры расплава 5, которое осуществляется посредством автоматического включения и выключения ТЭНов по сигналу от погружной термопары 6 с помощью схемы электроуправления. В верхней части миксера выполнено заливочное отверстие, закрываемое крышкой 7, а в нижней его части - отверстие 8 для выпуска расплава, перекрытое затвором 9, взаимодействующим с миксером по цилиндрическому пазу 10. Затвор установлен на стойке 11 с возможностью поворота на оси 12, связанной с подпружиненным относительно затвора сухарем 13. Затвор, как и миксер, выполнен обогреваемым посредством ТЭНов, а на цилиндрической поверхности затвора выполнены профилированные пазы 14 для стока расплава. На кронштейнах 15 стойки посредством осей 16 установлены желоба 17, опирающиеся на регулированные (изменение угла наклона желоба) опоры 18. Рабочие поверхности желобов выполнены дугоообразными в продольном и профильными в поперечном направлении (А-А). Каждый желоб снабжен кулачковым механизмом 19 с приводом (не показан) для придания желобу возвратно-поступательных перемещений заданной амплитуды и частоты, которые определяются профилем кулачка и скорости его вращения. Кулачковый механизм выполнен со сменными разнопрофильными кулачками, при этом его привод снабжен регулятором скорости вращения. Кроме того, каждый желоб выполнен водоохлаждаемым. Затвор и каждый желоб кинематически связаны между собой, при этом кинематическая связь выполнена в виде установленной с возможностью угловой регулировки проводки 20, один конец которой шарнирно закреплен на затворе, а другой взаимодействует с рабочей поверхностью желоба. Ниже каждого желоба установлен тонкостенный стакан 21, снабженный теплоизолирующими крышками 22 и 23. Желоба, стаканы и проводки изготовлены из титанового сплава. На все поверхности миксера, затвора, желоба и проводки, контактирующие с расплавом, нанесено антикоррозионное и антиадгезионное покрытие, например, оксид алюминия. Устройство для получения металлических заготовок с глобулярной структурой может иметь и иное конструктивное использование, например, изображенное на фиг.3.
Способ получения металлических заготовок с глобулярной структурой осуществляется следующим образом.
Вначале требуемый для получения заготовки алюминиевый сплав марки АК7ч ГОСТ 1583-93 расплавляют в правильной печи (не показана) и доводят температуру расплава до 730°С; рафинируют сплав флюсом, после чего заданный объем расплава -100 кг переливают ковшом в миксер 1 через заливочное отверстие. Миксер предварительно нагревают до температуры 730°С посредством ТЭНов 3.
С помощью погружной термопары 6, ТЭНов 3 и схемы электроуправления температуру расплава в миксере стабилизируют до величины 720°С, что на 110°С превышает температуру ликвидуса сплава АК7ч. Поворачивают затвор 9 на заранее определенный угол, открывая при этом отверстие 8 (диаметр отверстия 20 мм) на 10 мм для образования постоянного проходного сечения. Расплав через проходное сечение по пазу 14 затвора начинает вытекать с постоянной скоростью через проводку 20 на наклонный водоохлаждаемый желоб 17.
Очевидно, скорость выдачи расплава из миксера можно изменять от разливки к разливке либо изменять ее в процессе конкретной разливки за счет поворота затвора, что диктуется особенностями технологии получения заготовок.
Длина желоба 600 мм, стрелка прогиба 40, ширина 80 мм и глубина 20 мм. Наиболее оптимальными являются следующие диапазоны: длина желоба 600…800 мм, стрелка прогиба 40…160 мм, ширина 50…80 мм и глубина 20…30 мм.
При движении по желобу поток расплава теряет температуру, образуя на рабочей поверхности корку застывшего металла, по которой в дальнейшем перемещается поступающий расплав. В соответствии с данным изобретением скорость потока при движении по желобу увеличивается с постоянно возрастающим ускорением, которое определяется углом наклона желоба и радиусом его кривизны в продольном направлении. Дополнительное увеличение скорости потока в нижней части желоба, достигаемое при этом, препятствует излишней толщине затвердевшей корки металла на желобе.
Перед началом разливки желобу посредством кулачкового механизма сообщают возвратно-поступательные продольные перемещения с постоянной амплитудой 4 мм и частотой 10 Гц, которые вызывают колебания потока расплава на застывшей корке металла той же величины.
Амплитуда определяется геометрией кулачка (его профилировкой). В данном случае форма кулачка - эллипс, центр которого совпадает с центром вращения. Габаритный размер до центра вращения по большой оси равен 25 мм, по малой оси - 21 мм, следовательно, амплитуды равна 4 мм.
Очевидно, что за счет установки разнопрофильных кулачков можно обеспечить как постоянную, так и переменную амплитуду пульсации потока, а скоростью вращения кулачка - как постоянную, так и переменную частоту пульсации.
Оптимальными являются диапазоны: амплитуд 2…5 мм, частот от 2 до 10 Гц. При амплитуде и частоте меньше 2 мм и 2 Гц соответственно прирост количества зародышей незначителен. При амплитуде и частоте более 5 мм и 10 Гц соответственно возможно отслаивание корки металла, которая имеет дендритную структуру, и попадание ее в стакан, что приводит к браку.
Итак, перемещающийся по корке с постоянно нарастающим ускорением и пульсирующий поток расплава активно перемещается, что приводит к увеличению количества захваченных из корки зародышей, а следовательно, к более мелкозернистой структуре глобулярной заготовки. Расплав в твердожидком состоянии (суспензия) поступает в стакан 20. На соотношение фаз влияет поперечная профилировка рабочей поверхности желоба, меняющая температурно-скоростные параметры потока расплава.
После дозированного заполнения стакана 20 диаметром 70…100 мм и высотой 100…250 мм расплавом с образовавшимися в нем зародышами кристаллов стакан закрывают теплоизолирующей крышкой 23, прижимают последнюю усилием Р=5 кг и в таком положении, в условиях затрудненного теплоотвода с торцов, заготовку остужают до температуры 575°С, а затем окончательно охлаждают заготовку закалкой в воду (не показано).
Способ обеспечивает получение заготовки с глобулярной структурой первичной фазы кристаллов, показанной на фиг.4. На этом процесс получения заготовки заканчивается. Полученная заготовка пригодна для последующего изготовления деталей методом тиксоформования, то есть штамповкой в твердожидком состоянии.
В дальнейшем цикл заливки повторяют, выполняя заливку расплава на противоположный желоб соответствующим поворотом затвора в другую сторону. При этом первая сторона устройства (желоб, проводка и т.д.) остается свободной и открытой для обслуживания в случае необходимости.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ТИКСОЗАГОТОВОК С ГЛОБУЛЯРНОЙ СТРУКТУРОЙ | 2012 |
|
RU2509623C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТИКСОЗАГОТОВОК | 2014 |
|
RU2590432C2 |
| ЛИНИЯ ШТАМПОВКИ ИЗДЕЛИЙ ИЗ ЦИЛИНДРИЧЕСКИХ РЕОЗАГОТОВОК | 2011 |
|
RU2481171C1 |
| ТИКСОЗАГОТОВКА, СПОСОБ, УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ И СПОСОБ ШТАМПОВКИ | 2010 |
|
RU2434706C1 |
| Способ получения слитков из медиэлЕКТРОлиТичЕСКОгО РАфиНиРОВАНия | 1978 |
|
SU827575A1 |
| УСТРОЙСТВО ДЛЯ РЕОЛИТЬЯ | 2006 |
|
RU2329119C2 |
| Способ изготовления поршня с упрочняющим нирезистовым кольцом методом твёрдожидкого формования | 2017 |
|
RU2709079C2 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ ПОВЫШЕННОГО КАЧЕСТВА | 2009 |
|
RU2407606C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ НЕПРЕРЫВНЫХ НАНОКРИСТАЛЛИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2366533C1 |
| Способ модифицирования алюминия и его сплавов | 2017 |
|
RU2674553C1 |
Изобретение относится к металлургии и может быть использовано для получения изделий методом формообразования в твердо-жидком состоянии, например, штамповкой. Способ включает заливку расплава в теплоизолированную обогреваемую емкость, стабилизирование в ней температуры до 110…120°С выше линии ликвидуса, дозированную разливку расплава на наклонный охлаждаемый желоб, заливку расплава в тонкостенный стакан и охлаждение расплава в условиях теплоизоляции торцов стакана. Потоку расплава на желобе сообщают возрастающее ускорение и колебания с переменной амплитудой и частотой. В нижней части обогреваемой теплоизолированной емкости выполнено, по крайней мере, одно отверстие для выпуска расплава, перекрываемое поворотным затвором в виде сектора. В затворе выполнены пазы для стока расплава. Желоб расположен под затвором и кинематически связан с ним. Желоб снабжен механизмом, сообщающим желобу возвратно-поступательные колебания переменной частоты и амплитуд вдоль направления разливки. При движении потока расплава по желобу активизируется захват зародышей кристаллов с затвердевшей корки металла, что приводит к получению мелкозернистой структуры заготовки. Обеспечивается повышение качества заготовок. 2 н. и 5 з.п. ф-лы, 4 ил.
1. Способ получения металлических заготовок с глобулярной структурой, включающий расплавление сплава, разливку расплава в тонкостенный стакан через наклонный охлаждаемый желоб, охлаждение расплава на желобе с образованием зародышей глобулярных кристаллов первичной фазы кристаллизации и последующее охлаждение расплава в условиях тепловой изоляции торцов стакана, отличающийся тем, что расплав заливают в теплоизолированную обогреваемую емкость при температуре на 110…120°С выше линии ликвидуса, стабилизируют в ней температуру, из нижней части емкости расплав дозировано разливают на наклонный желоб, при этом потоку расплава на желобе придают постоянно возрастающее ускорение и возвратно-поступательные колебания.
2. Способ по п.1, отличающийся тем, что возвратно-поступательные колебания потока расплава на желобе осуществляют с переменной амплитудой и частотой, величины которых выбирают из диапазонов 2…5 мм и 2…10 Гц соответственно.
3. Способ по п.1, отличающийся тем, что разливку расплава выполняют поочередно на два установленных друг против друга желоба.
4. Устройство для получения металлических заготовок с глобулярной структурой, содержащее разливочную емкость, наклонный охлаждаемый желоб, установленный ниже желоба стакан, торцы которого снабжены съемными теплоизолирующими крышками, отличающееся тем, что разливочная емкость выполнена в виде обогреваемого теплоизолированного миксера, в нижней части которого выполнено, по меньшей мере, одно отверстие для выпуска расплава, перекрываемое поворотным обогреваемым затвором в виде сектора, выпуклой частью обращенного к отверстию, при этом на затворе выполнены пазы для стока расплава, а ось поворота затвора перпендикулярна оси отверстия и расположена вне миксера, желоб расположен под затвором, кинематически связан с ним и снабжен механизмом, сообщающим желобу возвратно-поступательные колебания вдоль направления разливки, при этом желоб имеет дугообразную, расположенную выпуклостью вверх поверхность и профилированное сечение.
5. Устройство по п.4, отличающееся тем, что механизм, сообщающий желобу возвратно-поступательные колебания вдоль направления разливки, выполнен кулачковым.
6. Устройство по п.4, отличающееся тем, что кинематическая связь выполнена в виде проводки, один конец которой шарнирно закреплен на затворе, а второй установлен с возможностью взаимодействия с рабочей поверхностью наклонного желоба и угловой регулировки.
7. Устройство по п.4, отличающееся тем, что на поверхностях емкости, затвора, желоба и проводки, контактирующих с расплавом, нанесено антикоррозионное и антиадгезионное покрытие, например из оксида алюминия.
| СЕМЕНОВ Б.И., КУШТАРОВ К.М | |||
| Современные тенденции совершенствования технологий заготовительных производств | |||
| - Металлургия машиностроения, 2003, №2, с.29-40, рис.12 | |||
| СПОСОБ РАЗЛИВКИ МЕТАЛЛОВ И СПЛАВОВВ П 1" G(^ПЧП 0'-'i'^i'!iC ФииД ^siSii^ | 1972 |
|
SU419309A1 |
| Устройство для суспензионной разливки металлов и сплавов | 1979 |
|
SU859015A1 |
| Устройство для определения координат центра вращения глаза | 1977 |
|
SU719606A1 |
| ЕР 0841406 А1, 13.05.1998. | |||

