Предлагаемое изобретение относится к области обработки металлов давлением и может быть использовано для изготовления различных изделий из цилиндрических заготовок преимущественно из алюминиевых сплавов методом тиксотропного формообразования, например тиксоштамповкой.
Известны способ и устройство для получения тиксозаготовок посредством приготовления расплава, его разливки при температуре 110…120°C выше линии ликвидуса в тонкостенный стакан через наклонный охлаждаемый желоб с образованием зародышей глобулярных кристаллов первичной фазы кристаллизации и последующим охлаждением металла в условиях тепловой изоляции торцов стакана (см. Б.И.Семенов, К.М.Куштаров. Современные тенденции совершенствования технологий заготовительных производств. Металлургия машиностроения №2/2003, стр.26).
Недостатком известных способа и устройства является сложность дальнейшей работы (ее транспортировка и установка в штамп) с полученной тиксозаготовкой, что очевидно, поскольку перед деформированием ее нагревают и переводят при этом в твердожидкое состояние. конструктивные особенности оборудования, усложняющие его эксплуатацию.
Известны способ и устройство для получения металлических заготовок с глобулярной структурой (см., например, патент RU 2371279 С1, 17.04.2008, B22D 1/00, B22D 27/00), состоящие в том, что расплав дозированно разливают на наклонный водоохлаждаемый желоб, при перемещении по которому в условиях активного перемешивания образуется глобулярная суспензия, поступающая в тонкостенный стакан, где ее остужают до температуры 575°C в условиях затрудненного теплоотвода с торцов, а затем окончательно охлаждают закалкой в воду.
Недостаток известного технического решения состоит в следующем. Тиксозаготовку перед деформированием нагревают и переводят в твердожидкое состояние с заданным соотношением твердой и жидкой фаз. К температурным, временным параметрам, отсутствию повреждений ее поверхностей и точности установки, относительно предварительно нагретой деформирующей оснастке предъявляются жесткие требования. Обеспечить указанные условия обычными средствами транспортировки и установки нагретой тиксозаготовки не представляется возможным, что снижает качество готовой продукции.
Известны способ и устройство для тиксоштамповки цилиндрических заготовок преимущественно из алюминиевого сплава по патенту RU 2357830 С2, 02.07.2007, B21J 5/06, B21J 13/02, в котором заготовку помещают в контейнер, накрывают стаканом и совместно нагревают, после чего упомянутый нагретый контейнер с нагретыми заготовкой и стаканом транспортируют к предварительно нагретому штампу и размещают на поднятом толкателе соосно ему, а затем удаляют стакан с контейнером из рабочей зоны и, опуская толкатель, устанавливают заготовку в матрице штампа в исходное для деформирования положение.
В известном техническом решении нельзя полностью исключить повреждения твердожидкой заготовки о внутренние поверхности стакана и перемычки контейнера и ее смещение от оси толкателя как при транспортировке в рабочую зону, так и при установке на толкатель, что снижает качество готовой продукции. Следует также отметить и сложность конструкции.
Технической задачей заявленных решений является повышение качества готовой продукции за счет полного устранения повреждений твердожидкой заготовки и обеспечения ее симметричного расположения относительно деформирующей оснастки как при транспортировке, так и в процессе ее установки в матрицу предварительно нагретого штампа. Это достигается тем, что тиксозаготовка цилиндрической формы преимущественно из алюминиевого сплава снабжена стержнем, который закреплен по продольной оси заготовки, при этом один конец стержня выступает над верхним торцом последней, а на другом его конце выполнена головка, на которой соосно стержню размещен поддон с осевым отверстием и отбортовкой, причем головка расположена в углублении поддона, а его дно взаимодействует с торцом заготовки, кроме того, диаметры дна поддона и его углубления выполнены соответственно по размерам заготовки и толкателя.
Для изготовления тиксозаготовки используется устройство, содержащее вертикально расположенную тонкостенную цилиндрическую обечайку, съемные торцевые теплоизолирующие крышки и груз, взаимодействующий с верхней крышкой, при этом в нижней части обечайки выполнено цилиндрическое расширение, в котором размещена нижняя торцевая теплоизолирующая крышка с зазором относительно торца обечайки, а в верхней торцевой теплоизолирующей крышке выполнено сквозное осевое отверстие по размеру стержня тиксозаготовки, причем диаметры расширения в обечайке и крышки выполнены соответственно по диаметру отбортовки поддона тиксозаготовки.
Способ штамповки фланцевых изделий с осевым отверстием в центральной ступице характеризуется тем, что тиксозаготовку нагревают и транспортируют, удерживая вертикально за выступающий конец стержня, размещают головку стержня в осевом отверстии, выполненном в толкателе, а поддон тиксозаготовки устанавливают на торце толкателя, который предварительно поднимают, прекращают удерживание конца стержня, опускают заготовку толкателем и устанавливают ее в матрице штампа, пуансоном опускают выступающий конец стержня и деформируют заготовку.
Изобретение поясняется графическими материалами, на которых показаны:
- фиг.1 - тиксозаготовка;
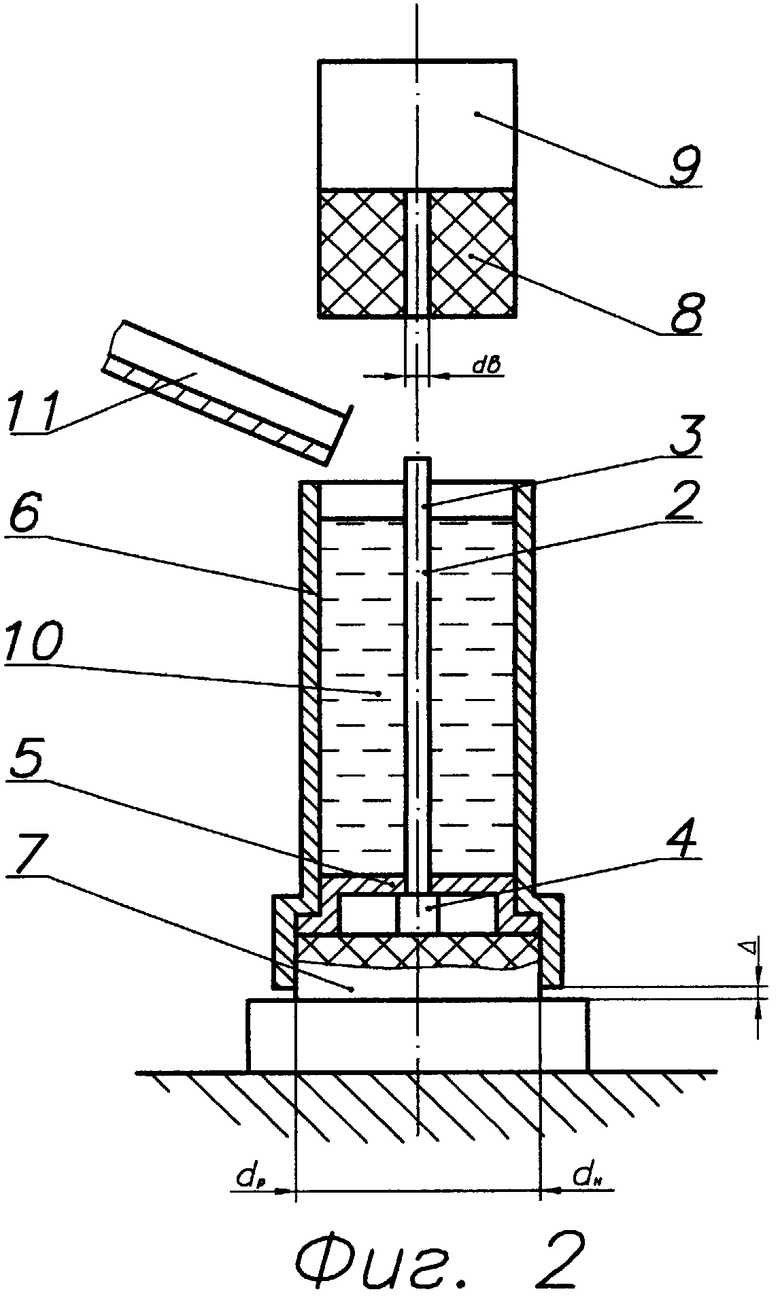
- фиг.2 - устройство для изготовления тиксозаготовки, заливка глобулярной суспензии;
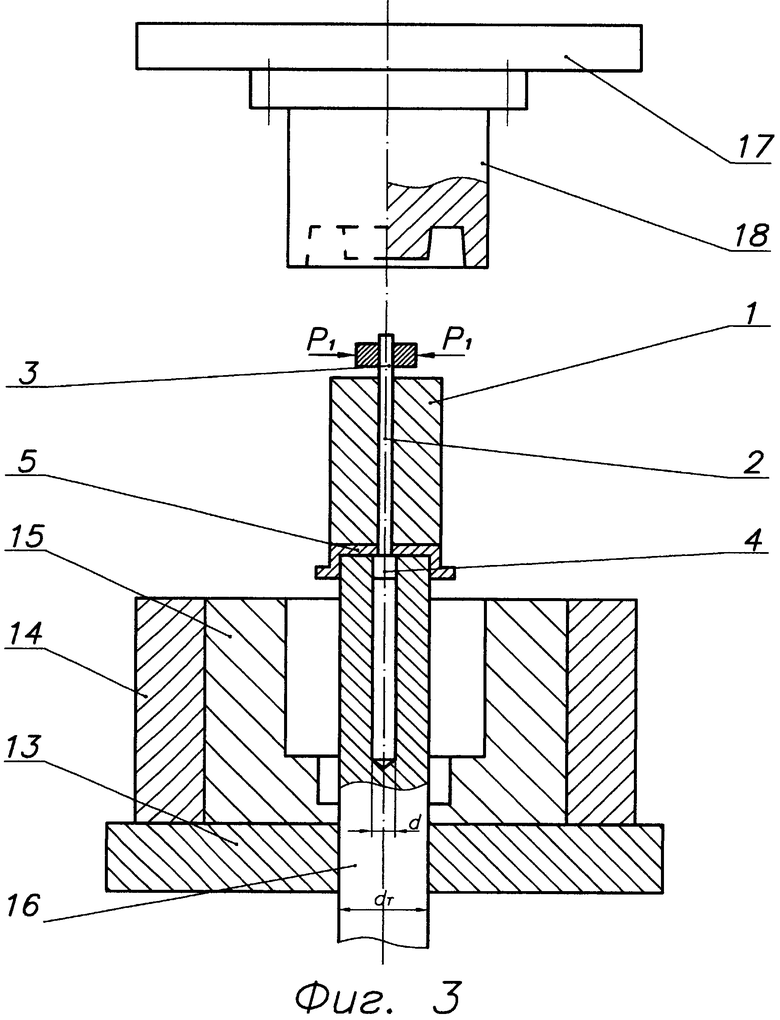
- фиг.3 - размещение тиксозаготовки на торце толкателя;
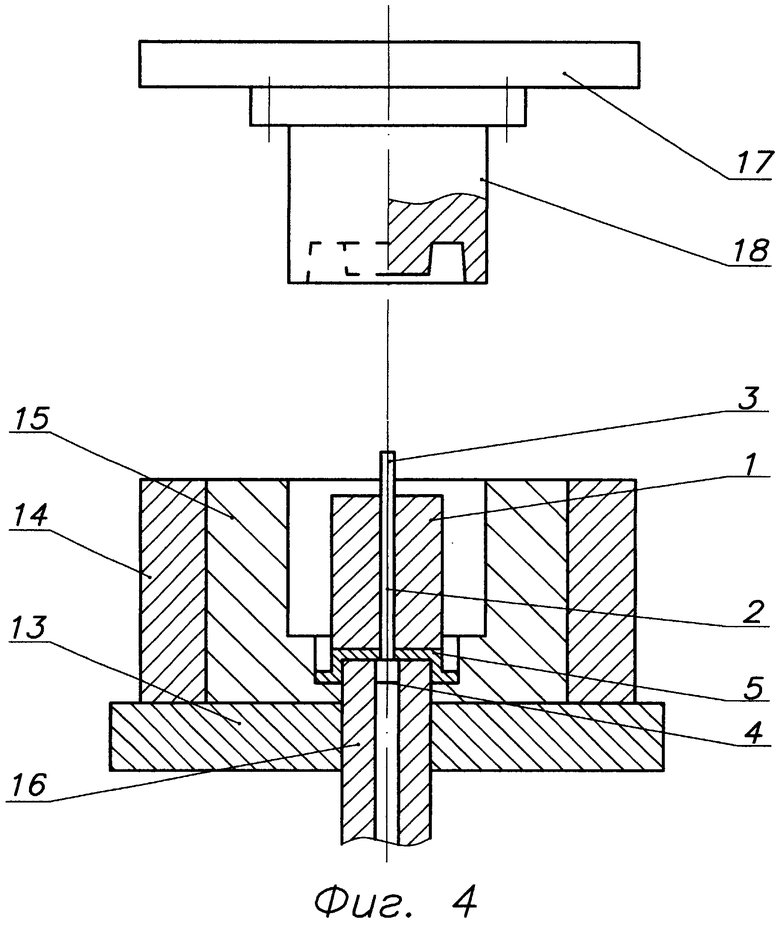
- фиг.4 - тиксозаготовка в матрице штампа в исходном для деформирования положении;
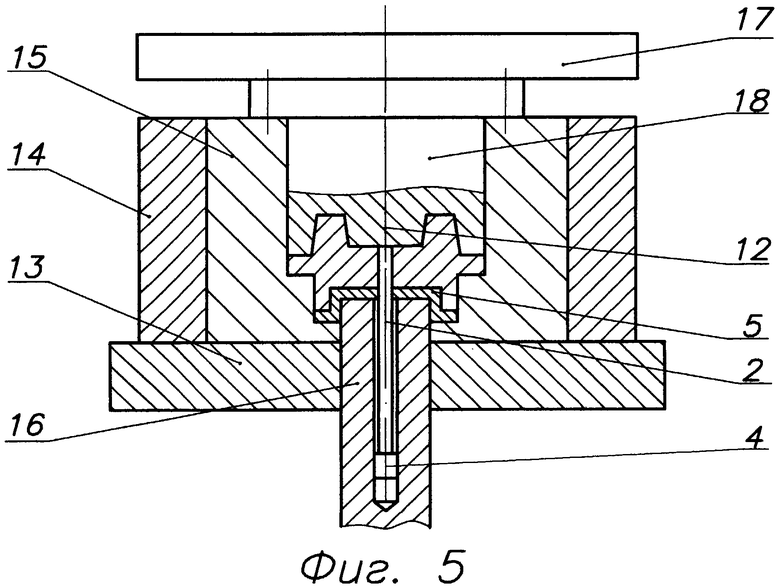
- фиг.5 - окончание штамповки тиксозаготовки;
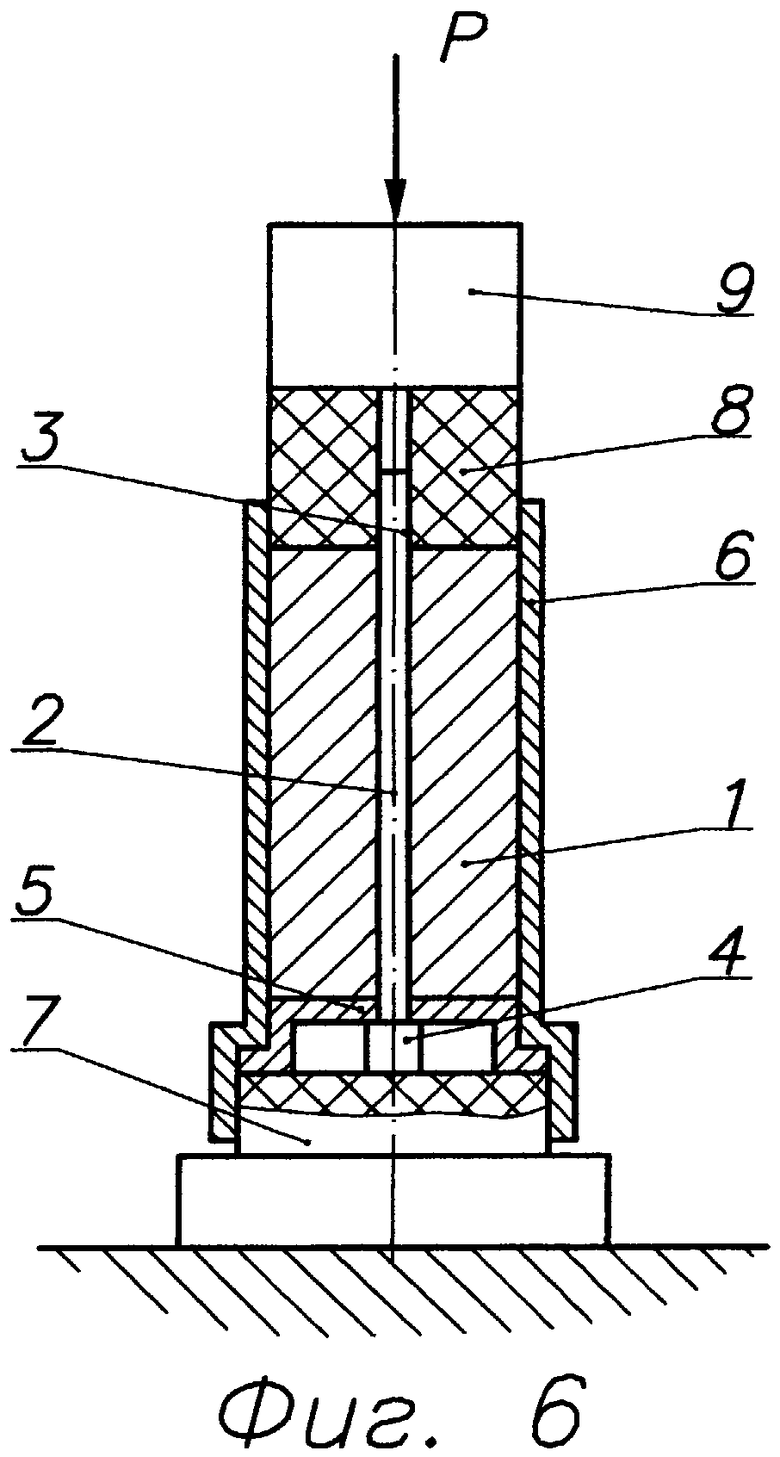
- фиг.6 - устройство для изготовления тиксозаготовки, охлаждение глобулярной суспензии.
Тиксозаготовка 1 (фиг.1) диаметром dз и высотой h снабжена стержнем 2 диаметром dc, который закреплен по ее продольной оси. Один конец 3 стержня выступает над верхним торцом заготовки, а на другом его конце выполнена головка 4. На головке размещен поддон 5 с осевым отверстием и отбортовкой диаметром d0. Дно поддона взаимодействует с нижним торцом заготовки, при этом диаметр дна d равен диаметру заготовки, а диаметр углубления dу выполнен по размеру толкателя dт. Устройство для изготовления тиксозаготовки (фиг.2, фиг.6) содержит вертикально расположенную тонкостенную цилиндрическую обечайку 6. В нижней части обечайки сооно ей выполнено цилиндрическое расширение диаметром dp, в котором размещена нижняя съемная теплоизолирующая крышка 7 диаметром dн. При этом диаметры dp, dн выполнены по размеру d0 отбортовки поддона. Нижняя крышка для устойчивости конструкции выполнена с фланцем и возможностью установки в расширении обечайки без взаимодействия с ее торцом (с зазором Δ). В верхней съемной теплоизолирующей крышке 8 предусмотрено сквозное осевое отверстие dв по диаметру стержня dc. На верхней крышке размещен груз 9. Приготовление глобулярной суспензии 10 и ее дозированную заливку осуществляют с помощью наклонного водоохлаждаемого желоба 11. Очевидно, что внутренний диаметр верхней части обечайки и диаметр верхней крышки равны диаметру заготовки dз. На фиг.4 изображен штамп для изготовления готового изделия 12 (фиг.6), состоящий из нижней плиты 13, на которой смонтирован контейнер 14 с запрессованной в него матрицей 15. По оси матрицы с возможностью осевого перемещения размещен толкатель 16 диаметром dт с осевым отверстием d по диаметру головки dг стержня. Над матрицей соосно ей на подвижной траверсе 17 закреплен пуансон 18.
Способ изготовления заявленной цилиндрической тиксозаготовки 1 (фиг.1) преимущественно из алюминиевого сплава предложенным устройством реализуется следующим образом. В тонкостенную цилиндрическую обечайку 6, которая расположена вертикально цилиндрическим расширением вверх, последовательно опускают поддон 5 и в отверстие последнего стержень 2, размещая головку 4 стержня в углублении поддона. После чего закрывают расширение поддона нижней съемной теплоизолирующей крышкой 7. При этом благодаря зазору Δ крышка 7 плотно прижимает отбортовку поддона 5 к внутреннему торцу расширения обечайки 6, а головку 4 стержня 2 к торцу углубления поддона, что исключает осевые смещения поддона и стержня, а также обеспечивает соосное расположение последнего относительно обечайки. Затем собранную конструкцию устанавливают на торце фланца нижней крышки 7 под выходом наклонного водоохлаждаемого желоба 11 (фиг.2). Расплав, например, из алюминиевого сплава АЛ-9 дозированно подают на желоб 11, при перемещении по которому образуется глобулярная суспензия 10, которая поступает в обечайку 6. По окончании заливки суспензии 10 обечайку 6 закрывают верхней съемной теплоизолирующей крышкой 8, располагая верхний конец 3 стержня 2 в ее осевом отверстии, что исключает возможную несоосность стержня 2 относительно продольной оси обечайки 6, которая может возникнуть в процессе заливки суспензии. Верхнюю крышку 8 прижимают усилием Р=5 кг грузом 9. В таком положении (фиг.6), в условиях затрудненного теплоотвода с торцов, заготовку остужают до температуры 575°С, а затем окончательно охлаждают заготовку закалкой в воду (не показано). Установку тиксозаготовки в матрицу штампа осуществляют следующим образом. Заготовку 1 размещают вертикально в муфельной печи и нагревают до 585°С. Поскольку стержень 2 и поддон 5 второй раз подвергаются воздействию высокой температуры, то они изготовлены из титанового сплава. Штамповый инструмент (поз.15, 16 и 18) нагревают до 400°С и напыляют на него графитовую смазку. Нагретую заготовку 1 транспортируют в рабочую зону, удерживая ее вертикально усилием P1 за выступающий конец 3 стержня 2. Затем (фиг.4) одновременно размещают поддон 5 на торце предварительно поднятого толкателя 16 и головку 4 стержня 2 в его осевом отверстии и, следовательно, располагают заготовку 1 соосно толкателю 16. После чего (фиг.5) прекращают удерживание конца 3 стержня 2, опускают заготовку 1 толкателем 16 и устанавливают ее в матрице 15 в исходное для деформирования положение. Следует обратить внимание на особенность тиксоштамповки заготовки 1. Пуансон 18 после контакта со стержнем 2 опускает выступающий конец 3 последнего, а затем, продолжая перемещать стержень 2 в отверстие толкателя 16, деформирует заготовку 1 (фиг.5). Таким образом в отштампованном изделии 12 остаются стержень 2 по его продольной оси и поддон 5 на его нижнем торце, которые удаляют при механической обработке. Это обстоятельство ограничивает область применения заявленных изобретений, а именно фланцевые изделия с осевым отверстием в центральной ступице и обработанными торцами.
Таким образом заявляемые способ и устройство для изготовления тиксозаготовки для штамповки фланцевых изделий с осевым отверстием в центральной ступице, преимущественно из алюминиевого сплава, характеризуются тем, что тиксозаготовка имеет стержень, закрепленный по продольной оси заготовки, и поддон с осевым отверстием и отбортовкой, размещенный соосно стержню и взаимодействующий своим дном с торцом заготовки, при этом один конец стержня выступает над верхним торцом заготовки, а на другом его конце выполнена головка, расположенная в углублении поддона, причем диаметры дна поддона и его углубления выполнены по размерам соответственно заготовки и толкателя штампа, при этом стержень и поддон выполнены из титанового сплава, а также изготовление тиксозаготовки характеризуется тем, что в вертикально расположенную тонкостенную цилиндрическую обечайку устанавливают стержень с размещенным на его головке поддоном, осуществляют осевую фиксацию их в обечайке нижней теплоизолирующей крышкой, заливают в обечайку приготовленную глобулярную суспензию сплава, закрывают обечайку верхней теплоизолирующей крышкой, располагая верхний конец стержня в осевом отверстии верхней крышки, прикладывают нагрузку к верхней крышке и осуществляют охлаждение суспензии, при этом устройство для изготовления тиксозаготовки содержит вертикально расположенную тонкостенную цилиндрическую обечайку, съемные торцевые теплоизолирующие крышки и груз, взаимодействующий с верхней крышкой, а в нижней части обечайки выполнено цилиндрическое расширение, в котором размещена нижняя торцевая теплоизолирующая крышка с зазором относительно торца обечайки, и в верхней торцевой теплоизолирующей крышке выполнено сквозное осевое отверстие по размеру стержня тиксозаготовки, причем диаметры расширения в обечайке и крышке выполнены соответственно по диаметру отбортовки поддона тиксозаготовки, при наличии способа штамповки фланцевых изделий с осевым отверстием в центральной ступице, характеризующегося тем, что тиксозаготовку нагревают и транспортируют, удерживая вертикально за выступающий конец стержня, размещают головку стержня в осевом отверстии, выполненном в толкателе, а поддон тиксозаготовки устанавливают на торце толкателя, который предварительно поднимают, прекращают удерживание конца стержня, опускают заготовку толкателем и устанавливают ее в матрице штампа, пуансоном опускают выступающий конец стержня и деформируют заготовку, что позволяет повысить качество готового изделия, поскольку
- исключена возможность повреждения поверхностей нагретой тиксозаготовки как при ее доставке в рабочую зону, так и при размещении в матрице штампа;
- обеспечена строгая соосность нагретой заготовки относительно матрицы штампа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ВАЛОМ ТИКСОШТАМПОВКОЙ И СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНОЙ ЗАГОТОВКИ | 2010 |
|
RU2436650C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2356677C2 |
| СПОСОБ ИЗОТЕРМИЧЕСКОЙ ШТАМПОВКИ ЗАГОТОВОК С ГЛОБУЛЯРНОЙ СТРУКТУРОЙ | 2011 |
|
RU2459683C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТИКСОЗАГОТОВОК | 2014 |
|
RU2590432C2 |
| Способ изготовления поршня с упрочняющим нирезистовым кольцом методом твёрдожидкого формования | 2017 |
|
RU2709079C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2357830C2 |
| ЛИНИЯ ШТАМПОВКИ ИЗДЕЛИЙ ИЗ ЦИЛИНДРИЧЕСКИХ РЕОЗАГОТОВОК | 2011 |
|
RU2481171C1 |
| СПОСОБ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ИХ ПОДГОТОВКИ К ТИКСОШТАМПОВКЕ | 2009 |
|
RU2393044C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ТИКСОЗАГОТОВОК С ГЛОБУЛЯРНОЙ СТРУКТУРОЙ | 2012 |
|
RU2509623C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2411103C1 |
Изобретени относится к области металлургии и может быть использовано при производстве фланцевых изделий с осевым отверстием в центральной ступице тиксоштамповкой преимущественно из алюминиевого сплава. Тиксозаготовка имеет стержень, закрепленный по оси заготовки, и поддон с осевым отверстием и отбортовкой. Дно поддона взаимодействует с торцом заготовки. Стержень выступает над верхним торцом заготовки, а на другом его конце выполнена головка, размещенная в углублении поддона. Заготовку изготавливают путем размещения стержня с поддоном без осевых смещений в расширении цилиндрической обечайки соосно ей, фиксируют с помощью нижней теплоизолирующей крышки. В обечайку заливают глобулярную суспензию и охлаждают в условиях затрудненного отвода тепла с торцов обечайки после установки верхней крышки и приложения нагрузки. Для штамповки фланцевых изделий нагретую до твердожидкого состояния заготовку транспортируют, удерживая вертикально за выступающий конец стержня, в рабочую зону пресса. Размещают головку стержня в осевом отверстии толкателя, а поддон тиксозаготовки устанавливают на торце поднятого толкателя. Заготовку опускают в матрицу штампа и деформируют. Обеспечивается повышение качества изделий за счет устранения повреждений тиксозаготовки при ее транспортировке. 4 н. и 1 з.п. ф-лы, 6 ил.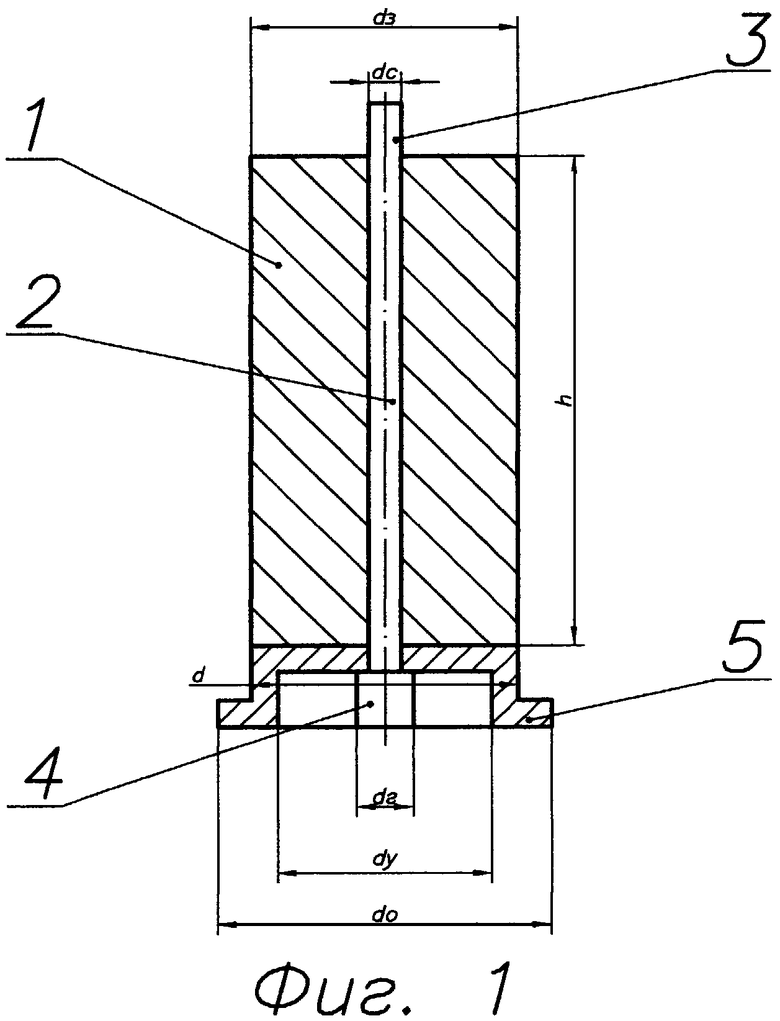
1. Тиксозаготовка для штамповки фланцевых изделий с осевым отверстием в центральной ступице преимущественно из алюминиевого сплава, характеризующаяся тем, что она имеет стержень, закрепленный по продольной оси заготовки, и поддон с осевым отверстием и отбортовкой, размещенный соосно стержню и взаимодействующий своим дном с торцом заготовки, при этом один конец стержня выступает над верхним торцом заготовки, а на другом его конце выполнена головка, расположенная в углублении поддона, причем диаметры дна поддона и его углубления выполнены по размерам соответственно заготовки и толкателя штампа.
2. Тиксозаготовка по п.1, отличающаяся тем, что стержень и поддон выполнены из титанового сплава.
3. Способ изготовления тиксозаготовки для штамповки фланцевых изделий штамповкой с осевым отверстием в центральной ступице, характеризующийся тем, что в вертикально расположенную тонкостенную цилиндрическую обечайку устанавливают стержень с размещенным на его головке поддоном, осуществляют осевую фиксацию их в обечайке нижней теплоизолирующей крышкой, заливают в обечайку приготовленную глобулярную суспензию сплава, закрывают обечайку верхней теплоизолирующей крышкой, располагая верхний конец стержня в осевом отверстии верхней крышки, прикладывают нагрузку к верхней крышке и осуществляют охлаждение суспензии.
4. Устройство для изготовления тиксозаготовки для штамповки фланцевых изделий с осевым отверстием в центральной ступице, содержащее вертикально расположенную тонкостенную цилиндрическую обечайку, съемные торцевые теплоизолирующие крышки и груз, взаимодействующий с верхней крышкой, при этом в нижней части обечайки выполнено цилиндрическое расширение, в котором размещена нижняя торцевая теплоизолирующая крышка с зазором относительно торца обечайки, а в верхней торцевой теплоизолирующей крышке выполнено сквозное осевое отверстие по размеру стержня тиксозаготовки, причем диаметры расширения в обечайке и крышке выполнены соответственно по диаметру отбортовки поддона тиксозаготовки.
5. Способ штамповки фланцевых изделий с осевым отверстием в центральной ступице, характеризующийся тем, что тиксозаготовку, выполненную по п.1, нагревают и транспортируют, удерживая вертикально за выступающий конец стержня, размещают головку стержня в осевом отверстии, выполненном в толкателе, а поддон тиксозаготовки устанавливают на торце толкателя, который предварительно поднимают, прекращают удерживание конца стержня, опускают заготовку толкателем и устанавливают ее в матрице штампа, пуансоном опускают выступающий конец стержня и деформируют заготовку.
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2357830C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК С ГЛОБУЛЯРНОЙ СТРУКТУРОЙ | 2008 |
|
RU2371279C1 |
| СЕМЕНОВ Б.И., КУШТАРОВ К.М | |||
| Современные тенденции совершенствования технологий заготовительных производств | |||
| Металлургия машиностроения, №2, 2003, с.29-40 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2411103C1 |
| Устройство для определения координат центра вращения глаза | 1977 |
|
SU719606A1 |
| Устройство для адресования грузоносителя | 1980 |
|
SU931607A1 |

