Изобретение относится к области металлургии и может быть использовано для производства изделий сложной конфигурации из алюминиевых сплавов.
Процессы формообразования, ориентированные на производство суспензии с недендридной твердой фазой непосредственно у формообразующего оборудования с последующей передачей твердожидкой заготовкой в штамп, называют реоштамповкой (см. Производство изделий из металла в твердожидком состоянии. Новые промышленные технологии) Б.И.Семенов, К.М.Куштаров. - М.: Издательство МГТУ им.Баумана. В книге рассмотрены основные этапы получения реозаготовки, ее переноса в штамп и деформирование.
В настоящее время необходимо создать непрерывное производство получения крупногабаритных штампуемых изделий сложной конфигурации из алюминиевых сплавов реоштамповкой, например, буксы метровагонов.
Известна линия (см. Проспект «New Rheo castiq» фирмы ИВЕ) для изготовления, транспортировки и установки цилиндрических реозаготовок в металлоприемник литейной машины. Установка включает плавильно-раздаточную печь, желоб, восьмираздаточную карусель (пять позиций воздушного охлаждения, одна позиция индукционного нагрева и две позиции подготовки стаканов - очистка и нанесение покрытия) и манипулятор для транспортировки стакана с реозаготовкой к литейной машине. При этом стаканы равномерно расположены по окружности карусели, выполнены наклоняемыми, съемными и стальными внутренним защитным покрытием.
Плавильно-задающий участок линии предназначен для работы в сочетании с литейной машиной, емкость печи, конструктивные особенности карусели и манипулятора, а также холодная камера и одностороннее осевое приложение усилия деформирования позволяло изготовление только небольших по размерам и массе изделий простой формы, что является недостатком (см. «Литье под давлением», М.Б.Беккер, Москва, «Высшая школа», 1978, с.57, табл.4). Кроме того, при передаче реозаготовок из стакана в металлоприемник литейной машины возможно их повреждение, что с учетом одностороннего деформирования снижает качество готовых изделий.
Техническим результатом заявляемого решения является создание линии штамповки изделий из цилиндрических реозаготовок.
Для достижения указанного технического результата линия снабжена второй плавильно-раздаточной печью с желобом, двумя миксерами с водоохлаждаемыми желобами, установленными последовательно за печами с желобами, карусель смонтирована на колонне и снабжена приводом шагового поворота, каждый стакан выполнен с фланцем и закреплен вертикально в охватывающем его индукторе, при этом в донной части стакана установлен поршневой толкатель, на торце хвостовика которого смонтирован упор со сквозным поперечным пазом, в который входит сферическая шайба, закрепленная на толкающем штоке гидравлического цилиндра, установленного в позиции выгрузки реозаготовок под каруселью, причем под каруселью установлены коллекторы воздушного охлаждения стаканов, перемещающихся от позиции выгрузки до позиции заливки, а деформирующей инструмент выполнен в виде штампа, установленного на столе гидравлического пресса, а привод шагового поворота карусели выполнен в виде храпового механизма, кинематически связанного с гидроцилиндром.
Изобретение поясняется чертежами, на которых представлены:
фиг.1 - общий вид устройства сверху;
фиг.2 - размер А-А на фиг.1;
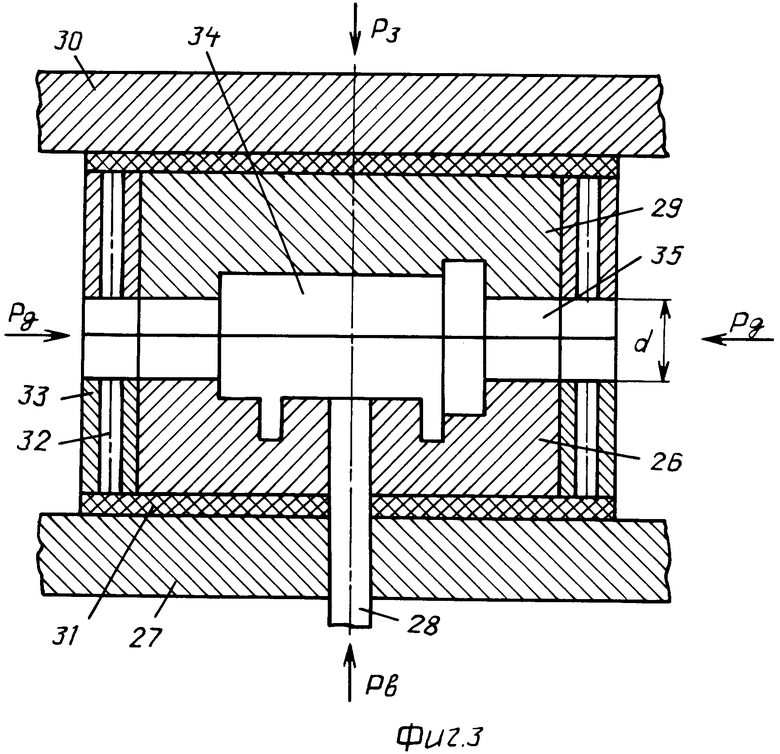
фиг.3 - размер Б-Б на фиг.2, штамп показан в закрытом состоянии;
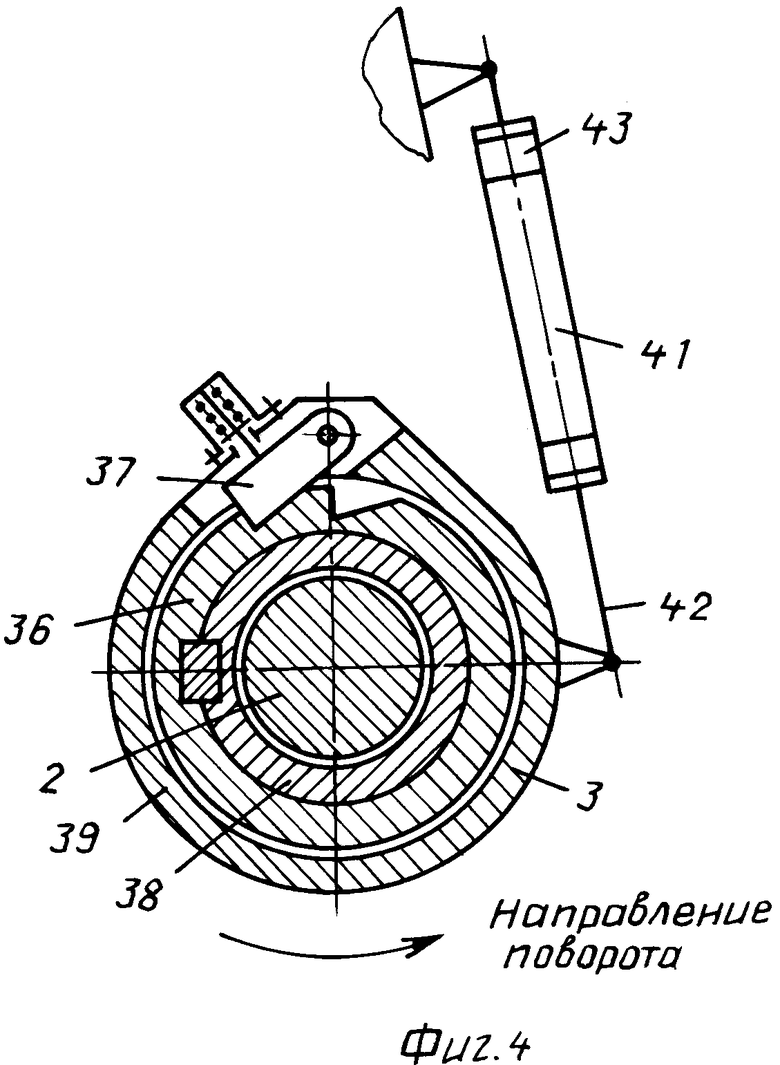
фиг.4 - размер В-В на фиг.2 по храповому механизму;
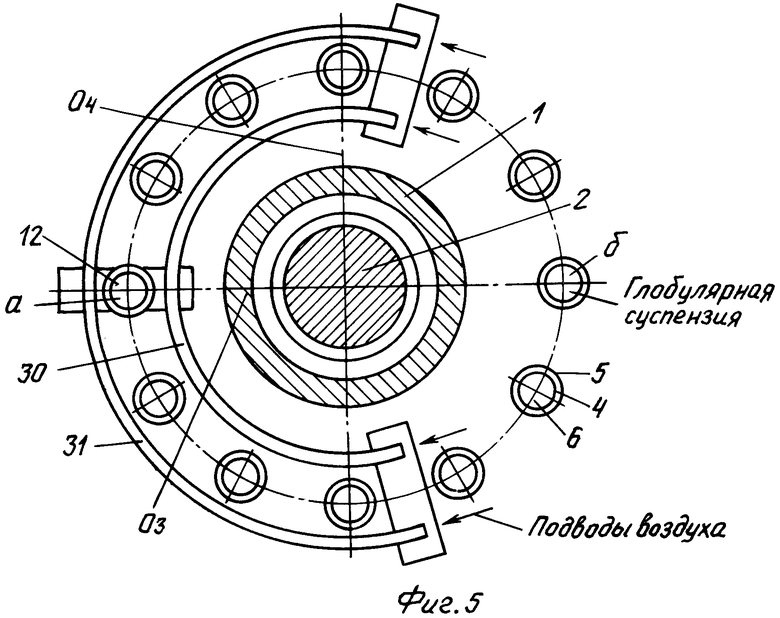
фиг.5 - размер Г-Г на фиг.2 по коллекторам воздушного охлаждения;
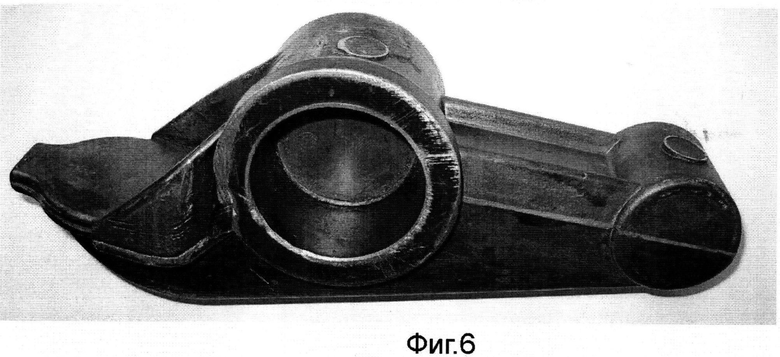
фиг.6 - корпус буксы (готовое изделие).
Линия штамповки изделий из цилиндрических реозаготовок содержит карусель 1, которая смонтирована на стационарной колонне 2 и снабжена приводом шагового поворота 3 против часовой стрелки. На карусели вертикально и равномерно по окружности закреплены двенадцать фланцевых стаканов 4. Каждый стакан размещен в индукторе 5 под каруселью, снабжен поршневым толкателем 6, хвостовик 7 которого выполнен квадратным в поперечном сечении и установлен в аналогичном отверстии дна стакана. На нижнем торце хвостовика закреплен упор 8 со сквозным поперечным пазом и возможностью осевого, переменного по направлению взаимодействия с ним шайбы 9 со сферическими торцами. Шайба закреплена на штоке 10 гидроцилиндра 11, размещенного под каруселью в позиции «а» выгрузки реозаготовки 12. Над каруселью соосно упомянутой позиции размещен клещевой захват 13 манипулятора, закрепленного на корпусе 14. Диаметрально противоположно позиции выгрузки «а» реозаготовки размещена позиция «б» заливки. Симметрично под углом размещены аналогичные по конструктивному исполнению две индукционные печи 15 и 19 с последовательно установленными за ними желобами 16 и 20, микмерами 17 и 21 и водоохлаждаемыми желобами 18 и 22. Индукционные печи шарнирно смонтированы на рамах, снабжены гидроцилиндрами поворота и выпускными лотками. Миксеры 17 и 21 выполнены в виде полого, размещенного в теплозащитном кожухе барабана. В стенке барабана равномерно по окружности и параллельно его оси установлены нагревательные элементы (ТЭНы). В верхней части барабана расположена заливная горловина с воронкой, а в нижней его части - сливное отверстие, связанное с поперечной цилиндрической проточкой в стенке. Проточка контактирует с аналогичной поверхностью подпружиненного к ней затвора, который снабжен выпускным в сторону желоба каналом для разливки расплава 23. На затворе со стороны канала шарнирно закреплена проводка, свободный конец которой взаимодействует с рабочей поверхностью водоохлаждаемого желоба. В затворе также смонтированы ТЭНы и он оснащен гидромотором углового, фиксированного поворота (затвор открыт-закрыт). Барабан и затвор установлены на подшипниковых узлах с густой закладной графитовой смазкой. Барабан зафиксирован от поворота упором. Барабан и затвор изготовлены из высокопрочного чугуна, а поверхности, взаимодействующие с расплавленным металлом, покрыты окисью алюминия. Выходные концы обоих водоохлаждаемых желобов размещены над позицией зоны заливки. Следует отметить, что элементы конструкции миксера с целью устранения чрезмерной перегрузки графических материалов оставлены без цифровых обозначений, поскольку аналогичная конструкция описана в патенте RU 2371279 C1 от 17.04.2008 того же заявителя. С внутренним и наружным охватом индукторов в зоне половины окружности карусели под ней в сторону позиции выгрузки от диаметра 04 стационарно смонтированы дугообразные и секционные по вертикали коллекторы 24 и 25 воздушного охлаждения стаканов. Воздушное охлаждение стаканов от позиции «а» выгрузки до диаметра 04 по направлению шагового поворота карусели предусмотрено для предотвращения их перегрева. Штамп выполнен с горизонтальным разъемом, при этом нижняя полуматрица 26 закреплена на стационарном столе 27 и снабжена выталкивателем 28 усилием Рв, а верхняя полуматрица 29 смонтирована на подвижной траверсе 30 с усилием закрытия штампа Р3. Полуматрицы изолированы по торцам теплозащитными проставками 31 и размещены по периметрам в нагреваемых от ТЭНов 32 кожухах 33. Полость 34 штампа соединена с двумя сквозными соосными поперечной оси штампа отверстиями 35 диаметром d в размер пуансонов (не показаны) с усилием деформирования Рд. Привод шагового поворота карусели выполнен в виде расположенного между ней и платформой храпового механизма, содержащего колесо 36 и подпружиненную к нему собачку 37. Колесо закреплено на размещенной соосно колонне втулке 38, жестко соединенной с каруселью. Собачка шарнирно смонтирована на обойме 39, которая установлена на втулке с помощью подшипника качения 40. Обойма и платформа кинематически связаны между собой гидравлическим цилиндром 41, шток 42 которого шарнирно смонтирован на обойме, а корпус 43 на нижнем торце платформы. Каждый стакан и поршневой толкатель выполнены из титанового сплава, а взаимодействующие с расплавом поверхности покрыты окисью алюминия. (Необходимо отметить, что все площади с размещением оборудования ниже либо выше уровня пола снабжены ограждающими приспособлениями.)
Рассмотрим работу устройства на примере изготовления корпуса буксы:
1. Размеры готового изделия: длина 925 мм, ширина 314 мм, высота 390 мм.
2. Материал - алюминиевый сплав АМг-6 по ГОСТ 4784-97.
3. Масса готового изделия 30 кг.
4. Размеры исходной реозаготовки: диаметр 200 мм, длина 350 мм.
5. Температура реозаготовки 650°C.
6. Материал стакана и поршневого толкателя - титановый сплав, покрытие - окись алюминия.
7. Емкость индукционной печи: максимальная 760 кг, рабочая 720 кг.
8. Емкость миксера: максимальная 430 кг, рабочая 360 кг.
9. Температура нагрева штампа 350°C.
10. Диметр пуансонов 240 мм.
11. Смазка оснастки штампа - графитовая.
Реоштамповку цилиндрических крупногабаритных заготовок производят на гидравлическом прессе с максимальными параметрами: усилие закрытия штампа Р3=40,0 МН усилие деформирования с каждой стороны заготовки Рд=12 МН и усилие выталкивания готового изделия из штампа Рв=0,5 МН.
Технологический процесс протекает следующим образом. Выполняют плавку алюминиевого сплава АМг-6 в индукционной печи 15, по окончании которой 360 кг расплава через желоб 16 заливают в предварительно нагретый миксер 17. После стабилизации температуры расплава его с помощью затвора дозированно (по 30 кг) подают из миксера на наклонный водоохлаждаемый желоб 18. Образующуюся на водоохлаждаемом желобе глобулярную суспензию подают в стакан 4, находящийся в позиции «б» заливки. Индуктор 5 нагрева и коллектора 24, 25 воздушного охлаждения стаканов заранее включены. Приводом поворота 3 карусели 1 обеспечивают шаговую против часовой стрелки подачу стаканов в позицию «б» заливки. При перемещении стаканов с глобулярной суспензией за счет индукционного нагрева с одновременным охлаждением обеспечивают оптимальное соотношение твердой и жидкой фаз в реозаготовке 12 в позиции выгрузки при температуре 650°C. Гидроцилиндром 11 через шайбу 9, упор 8, хвостовик 7 и поршневой толкатель 6 поднимают реозаготовку над стаканом 4 и размещают ее в разведенном клещевом захвате 13. Заготовку зажимают клещевым захватом, после чего поршневой толкатель гидроцилиндром опускают в крайнее нижнее положение. Корпус 13 поворачивают на 90° и устанавливают вертикально вниз, при этом клещевой захват с заготовкой размещают параллельно поперечной оси 01 штампа 29.
Оснастка штампа 29 (26 и пуансоны) предварительно нагрета ТЭНами 32 до температуры 350°C. Подвижную траверсу 30 опускают и закрывают штамп верхней полуматрицей 29 усилием.
Реозаготовку 12 деформируют путем двухстороннего осевого приложения к ней усилий. По окончании реоштамповки отводят пуансоны, поднимают подвижную траверсу 30 с верхней полуматрицей 29, выталкивателем 28 поднимают готовое изделие (корпус буксы) над торцом нижней полуматрицы 26. Готовое изделие удаляют из рабочей зоны пресса в сторону обслуживания манипулятором (не показан) после его захвата за осевые цилиндрические углубления центральной ступицы. После разливки 12 стаканов в миксер 17 заливают вторую порцию расплава 360 кг и начинают следующую плавку в индукционной печи 19.
Одновременно с началом заливки расплава в миксер 17 начинают плавку в индукционной печи 15, а одновременно с началом реоштамповки заготовок, полученных из миксера 17, начинают заливку расплава из индукционной печи 19 через желоб 20 в миксер 24 с последующей, после стабилизации температуры, заливкой глобулярной суспензии из желоба 22 в стаканы, что обеспечивает работу с взаимным перекрытием, а следовательно, бесперебойную подачу реозаготовок от позиции «а» выгрузки в зону деформации и позволяет выдерживать темп штамповки гидравлического пресса 5 мин. Заявленное устройство при двухсменной загрузке (за вычетом двух часов на регламентные мероприятия) позволяет выполнить три плавки в индукционной печи, шесть температурных стабилизаций в миксере и изготовить 144 готовых изделия с темпом штамповки гидравлического пресса в 5 мин.
Описанное выше устройство позволяет изготавливать реоштамповкой крупногабаритные изделия сложной конфигурации и высокого качества за счет:
- стабилизации температуры расплава и заливки в стакан готовой глобулярной суспензии;
- симметричной относительно штампа установки реозаготовки без ее повреждения;
- двухстороннего осевого приложения усилий деформации к заготовке в закрытом предварительно нагретом штампе;
- обеспечения работы устройства в сочетании с мощным гидравлическим прессом без снижения его производительности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2411103C1 |
| Способ изготовления поршня с нирезистовой вставкой методом изотермической штамповки и литьем под давлением | 2023 |
|
RU2806416C1 |
| Способ производства поршней двигателей внутреннего сгорания из алюминиевых сплавов с нирезистовой вставкой | 2020 |
|
RU2773555C2 |
| Способ производства поршней двигателей внутреннего сгорания из алюминиевых сплавов | 2018 |
|
RU2674543C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ВАЛОМ ТИКСОШТАМПОВКОЙ И СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНОЙ ЗАГОТОВКИ | 2010 |
|
RU2436650C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ТИКСОЗАГОТОВОК С ГЛОБУЛЯРНОЙ СТРУКТУРОЙ | 2012 |
|
RU2509623C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2357830C2 |
| Установка для наплавки инструмента в вакууме | 1985 |
|
SU1357124A1 |
| ТИКСОЗАГОТОВКА, СПОСОБ, УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ И СПОСОБ ШТАМПОВКИ | 2010 |
|
RU2434706C1 |
| ШТАМП И СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА БУКСЫ ИЗ ЦИЛИНДРИЧЕСКОЙ ЗАГОТОВКИ С ГЛОБУЛЯРНОЙ СТРУКТУРОЙ | 2010 |
|
RU2443494C1 |

Изобретение относится к области металлургии и может быть использовано при производстве крупногабаритных изделий сложной конфигурации из алюминиевых сплавов реоштамповкой. Линия штамповки содержит две плавильно-раздаточные печи с желобами, за которыми установлены два миксера с воздухоохлаждаемыми желобами. На колонне смонтирована карусель с равномерно размещенными по окружности стаканами для цилиндрических реозаготовок. Каждый стакан выполнен с фланцем и закреплен вертикально в охватывающем его индукторе. В донной части стакана установлен поршневой толкатель. На торце хвостовика толкателя смонтирован упор со сквозным поперечным пазом, в который входит сферическая шайба. Шайба закреплена на толкающем штоке гидравлического цилиндра, установленного в позиции выгрузки реозаготовок под каруселью. Под каруселью также установлены коллекторы воздушного охлаждения стаканов, перемещающихся от позиции выгрузки реозаготовок до позиции заливки расплава. Деформирующий инструмент выполнен в виде штампа, установленного на столе гидравлического пресса. Для транспортировки реозаготовок от карусели к штампу предусмотрен манипулятор с клещевыми захватами. В результате обеспечивается повышение производительности штамповки и качества полученных изделий. 2 з.п. ф-лы, 6 ил., 1 пр.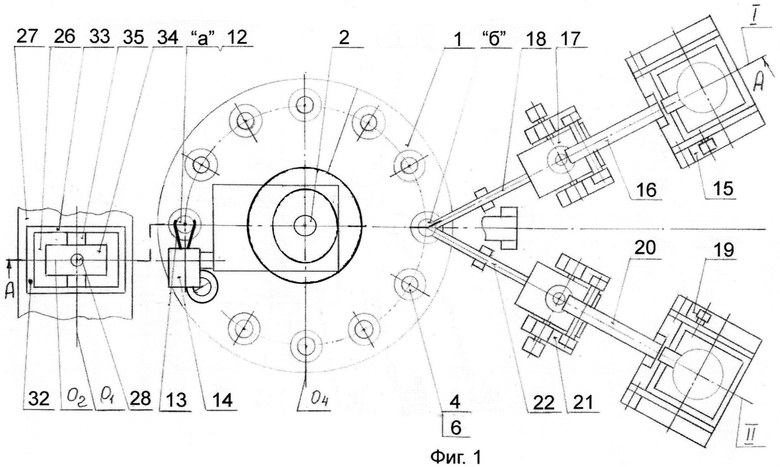
1. Линия штамповки изделий из цилиндрических реозаготовок, содержащая плавильно-раздаточную печь с желобом, карусель с равномерно размещенными по окружности стаканами для реозаготовок, манипулятор с клещевыми захватами для транспортировки реозаготовок от карусели к деформирующему инструменту, отличающаяся тем, что она снабжена второй плавильно-раздаточной печью с желобом, двумя миксерами с водоохлаждаемыми желобами, установленными последовательно за плавильно-раздаточными печами с желобами, карусель смонтирована на колонне и снабжена приводом шагового поворота, каждый стакан для реозаготовок выполнен с фланцем и закреплен вертикально в охватывающем его индукторе, при этом в донной части стакана установлен поршневой толкатель, на торце хвостовика которого смонтирован упор со сквозным поперечным пазом, в который входит сферическая шайба, закрепленная на толкающем штоке гидравлического цилиндра, установленного в позиции выгрузки реозаготовок под каруселью, причем под каруселью установлены коллекторы воздушного охлаждения стаканов для реозаготовок, перемещающихся от позиции выгрузки реозаготовок до позиции заливки расплава, а деформирующий инструмент выполнен в виде штампа, установленного на столе гидравлического пресса.
2. Линия по п.1, отличающаяся тем, что привод шагового поворота карусели выполнен в виде храпового механизма, кинематически связанного с гидравлическим цилиндром.
3. Линия по п.1, отличающаяся тем, что стаканы и поршневой толкатель выполнены из титанового сплава, а их поверхности, контактирующие с расплавом, покрыты керамикой.
| СЕМЕНОВ Б.И., КУШТАРОВ К.М., Производство изделий из металла в твердожидком состоянии, Новые промышленные технологии | |||
| - М.: Издательство МГТУ им | |||
| Н.Э.Баумана, 2010, с.132-139 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2411103C1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |

