Изобретение относится к способам изготовления порошковых фильтрующих элементов трубчатого типа, в частности к изготовлению керамического фильтрующего элемента для очистки высокотемпературного газа.
В современных системах, предназначенных для выработки электроэнергии, основанных на применении комбинированного цикла производства электроэнергии из предварительно газифицированного угля, требуется применение оборудования для фильтрации высокотемпературного газа (800-900°С), подаваемого к входному патрубку турбины. Для реализации очистки газа, содержащего пылевидные компоненты и газообразные продукты сгорания в виде водяного пара, окислов азота и сернистых соединений, находят применения керамические фильтрующие элементы в форме трубы с закрытым концом (аналог пробирки) (DE 4338716 С1, 18.05.95; DE 4008742 С2 26.09.91, GB 2200857A, 18.08.88).
Одной из актуальных проблем получения указанных фильтрующих элементов является задача получения качественных изделий с малым сечением стенки и большой длины (относительно сечения стенки к длине 1/20-1/30).
Вне зависимости от вида материала определяющими эксплуатационные характеристики в конкретных условиях производства будут показатели физико-механических свойств и равномерность распределения пор и компонентов материала по длине и сечению изделия.
Особенно остро стоит проблема равномерности распределения свойств по длине керамического фильтрующего элемента. Неравномерность распределения пористости и величины пор является причиной непостоянства гидравлического сопротивления по длине фильтрующего элемента, что приводит к локальным статистическим и динамическим нагрузкам и появлению термических напряжений, приводящих к преждевременному выходу керамического фильтрующего элемента из эксплуатации.
Решение вопроса распределения равномерно пористости пытаются реализовать применением гидростатического способа формования с вакуумированием и виброуплотнением.
Однако при использовании виброуплотнения с порошками, содержащими широкий интервал гранулометрического размера частиц, происходит неизбежное расслоение в материале заготовки и требуется дополнительная операция калибровки для получения изделий заданного размера и качества поверхности (Борок Б.А. и др. Технология и оборудование для гидростатического прессования. М.: ВИНИТИ, 1959, с.5-12; и А.С. №305068, кл. В28В 21/16, 1968; А.С. №967678 Бюлл. №39 23.10.1982).
Наиболее близким аналогом-прототипом по функциональному назначению и реализуемым задачам является масса для изготовления пористой фильтрующей керамики из монофракционного электрокорунда или шамота или их смеси в соотношении 1:1 фракций:
630-800, 500-630, 400-500, 315-400, 250-315, 200-250, 160-200, 125-165 мкм, с глинистой компонентой в виде натриевого монтмориллонита и органической связки из декстрина или поливинилацетатной дисперсии при следующем соотношении компонентов, мас.%:
которую получают смешиванием предварительно приготовленной водной суспензией натриевого монтмориллонита с монофракционным наполнителем и органической связкой (влажность массы 16-17%), а изделия изготавливает экструдированием с последующей сушкой и обжигом при 1200-1250°С (SU 1654290, С04В3/00, 07.06 1991).
Недостатком известного технического решения является высокое содержание глинистого компонента, который в значительной мере снижает эффективный радиус пор, характерный для каждой монофракции, и общую пористость и совместно с возможными процессами структурирования, характерными для метода экструзии, увеличивает гидравлическое сопротивление пористой структуры, что определяет проницаемость фильтрующей керамики.
Целью предлагаемого технического решения является разработка способа изготовления керамического фильтрующего элемента трубчатого типа повышенного качества по прочности и газопроницаемости.
Для этого в способе изготовления керамического фильтрующего элемента, включающем получение дисперсной смеси в воде глинистого компонента, смешивание ее с монофракционным порошком корунда, формование заготовок, сушку обжиг, на стадии изготовления шихты получают дисперсную смесь в воде глины и бентонита, полученную смесь вводят в монофракционный порошок корунда, при содержании компонентов в шихте, мас.%:
компоненты шихты гомогенизируют, получают монофракционные пористые агломераты, заполняют пресс-форму полученными агломератами при одновременном воздействии гармоничных виброколебаний вдоль продольной оси пресс-формы, вакуумируют, осуществляют гидростатическое прессование, а термообработку осуществляют при температурах плавления бентонита.
Сущность заявляемого технического решения состоит в последовательности операций, которые в совокупности с выбранными компонентами позволяют организовать комплексный технологический процесс получения керамических, фильтрующих элементов трубчатой формы с повышенными техническими характеристиками и с минимальным доверительным интервалом свойств, что повышает надежность элементов в условиях реальной эксплуатации.
В результате реализации технологического процесса могут быть использованы:
- в качестве корунда белый электрокорунд в соответствии с ГОСТ 28818-90; или специально синтезированный корунд с искаженной тетрагонтриоктаэдродной структурой;
- в качестве глины основные пластичные и полукислые породы для формования материала фильтрующего элемента, устойчивого к кислым или щелочным средам;
- в качестве бентонита магниевый монтмориллонит, кальциевый монтмориллонит, натриевый монтмориллонит или их смеси;
- при заполнении пресс-формы гармоничные колебания с амплитудой 1-1,5 мм и частотой 50 Гц;
- температуры термообработки в интервале 1200-1600°С.
Примеры осуществления способа.
Пример 1. Изготавливали керамический фильтрующий элемент трубчатого типа с толщиной стенки 5 мм, наружным диаметром 50 мм и длиной 1500 мм.
Для изготовления изделия использовали белый электрокорунд с размером частиц 10-14 мкм, часов-ярскую глину марки Ч-1ПК, бентонит Болгарский с массовой долей монтмориллонита 76%, индекс набухания 19,0 мл/гр, содержание песка 1%.
Изготавливали водную суспензию глины в воде при соотношении 1:1. Смешение производили в планетарном смесителе типа « Айрих« с числом оборотов не менее 2500-3000 об/мин.
Аналогичным образом изготавливали суспензию бентонита в воде при соотношении 1:1.
Полученные суспензии объединяли и гомогенизировали в смесителе «Айрих» в течение 1-2 мин.
Полученную смесь вводили в порошок электрокорунда из расчета: корунд - 85%; глина 5,0%, бентонит 10%; вода 15%, сверх 100%. Смесь гомогенизировали в смесителе «Айриха« при числе оборотов 2500-3000 об/мин в течение 3 мин.
Полученную смесь выгружали на вибросита с размером ячейки 0,5 мм и проводили просев, в результате получали сферообразные агломераты шихты.
Агломерированную шихту загружали в объем пресс- формы, моделирующей конфигурацию керамического пористого фильтрующего элемента при одновременном воздействии гармоничных виброколебаний вдоль оси пресс-формы при амплитуде колебаний 1 мм и частоте 50 Гц.
После полного заполнения пресс-формы осуществляли вакуумирование внутреннего объема пресс-формы и осуществляли гидростатическое прессование при Руд=80 МПа.
Полученную заготовку сушили при температуре 80-100°С в течение 4х часов. Проводили термообработку при температуре 1600°С в оснастке, исключающей деформацию изделия под действием собственного веса.
Пример 2. Процесс осуществляют аналогично примеру 1 с использованием состава по шихте при содержание компонентов, мас.%: корунд - 90, глина - 3,25, бентонит - 6, 75, вода 10%, сверх 100%.
Пример 3. Процесс осуществляют аналогично примеру 1 с использованием состава по шихте при содержании компонентов, масс %: корунд -95; глина 1,5; бентонит -3,5, вода 5% сверх 100%.
Пример 4. Процесс осуществляли аналогично примеру 1, но использовали корунд искаженной тетрагонтриоктаэдродной структуры с величиной частиц, как у корунда (10-14 мкм), в качестве бентонита использовали натриевый монтмориллонит, спекание осуществляли при 1300°С.
Пример 5. Процесс осуществляют аналогично примеру 4, при содержании компонентов аналогично примеру 2.
Пример 6. Процесс осуществляют аналогично примеру 4, при содержании компонентов аналогично примеру 3.
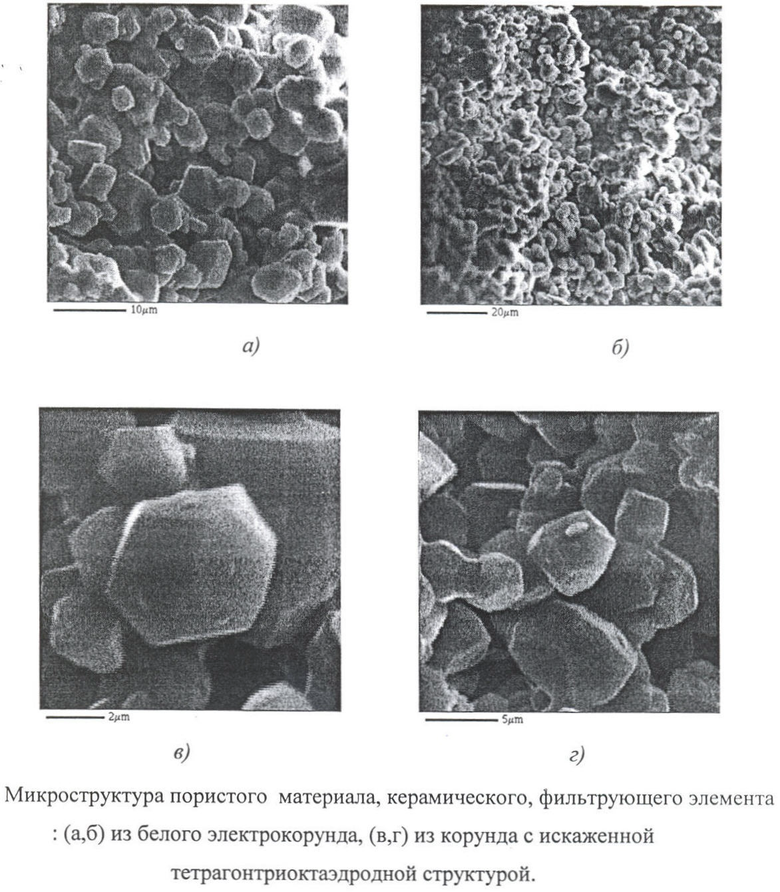
Анализ микроструктуры образцов на растровом электронном микроскопе показывает, что предлагаемый способ позволяет получать материал изделия с высокой структурной однородностью (фиг.1), а химический состав обеспечивает повышенные физико-механические характеристики по сравнению с прототипом, представленные в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШИХТА ДЛЯ ПОЛУЧЕНИЯ ПОРИСТОГО КЕРАМИЧЕСКОГО МАТЕРИАЛА | 2008 |
|
RU2379256C1 |
| ШИХТА ДЛЯ ПОЛУЧЕНИЯ ПОРИСТОГО КЕРАМИЧЕСКОГО МАТЕРИАЛА | 2005 |
|
RU2288202C1 |
| ШИХТА ДЛЯ ПОЛУЧЕНИЯ ПОРИСТОГО КЕРАМИЧЕСКОГО МАТЕРИАЛА | 2000 |
|
RU2182568C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ | 2006 |
|
RU2325367C1 |
| ШИХТА ДЛЯ ПОЛУЧЕНИЯ ПОРИСТОГО ПРОНИЦАЕМОГО КЕРАМИЧЕСКОГО МАТЕРИАЛА | 2008 |
|
RU2374208C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ | 2004 |
|
RU2274622C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОРУНДОВОЙ КЕРАМИКИ | 2001 |
|
RU2198860C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТА | 2008 |
|
RU2370473C1 |
| Масса для изготовления пористой фильтрующей керамики | 1988 |
|
SU1654290A1 |
| СПОСОБ ПОЛУЧЕНИЯ КЕРАМИЧЕСКИХ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ | 2000 |
|
RU2182893C2 |
Изобретение относится к способам изготовления порошковых фильтрующих элементов трубчатого типа, в частности к изготовлению керамического фильтрующего элемента для очистки высокотемпературного газа. Способ изготовления керамического фильтрующего элемента заключается в том, что на стадии изготовления шихты получают дисперсную смесь в воде глины и бентонита, полученную смесь вводят в монофракционной порошок корунда при содержании компонентов в шихте, мас.%: корунд 85-95, глина 1,5-5,0, бентонит 3,5-10, вода сверх 100% 5-15. Компоненты шихты гомогенизируют, получают монофракционные, пористые агломераты, заполняют пресс-форму полученными агломератами при одновременном воздействии гармоничных виброколебаний вдоль продольной оси пресс-формы, вакуумируют, осуществляют гидростатическое прессование. Осуществляют сушку с последующим обжигом при температурах плавления бентонита (из интервала 1200-1600°С). Технический результат заключается в повышении качества изделий с минимальным доверительным интервалом свойств по прочности и газопроницаемости. 5 з.п. ф-лы, 1 ил., 1 табл.
1. Способ изготовления керамического фильтрующего элемента,
включающий получение дисперсной смеси в воде глинистого компонента, смешивание ее с монофракционным порошком корунда, формование заготовки, сушку и обжиг, отличающийся тем, что на стадии изготовления шихты получают дисперсную смесь в воде глины и бентонита, полученную смесь вводят в монофракционный порошок корунда при содержании компонентов в шихте, мас.%:
компоненты шихты гомогенизируют, получают монофракционные, пористые агломераты, заполняют пресс-форму полученными агломератами при одновременном воздействии гармоничных виброколебаний вдоль продольной оси пресс-формы, вакуумируют, осуществляют гидростатическое прессование, а обжиг осуществляют при температурах плавления бентонита.
2. Способ по п.1, отличающийся тем, что корунд используют в виде белого электрокорунда по ГОСТ 28818-90 или специально синтезированного с искаженной тетрагонтриоктаэдродной структурой.
3. Способ по п.1, отличающийся тем, что используют основные пластичные или полукислые породы глин, устойчивые к кислым или щелочным средам.
4. Способ по п.1, отличающийся тем, что бентонит используют в виде магниевого монтмориллонита, или кальциевого монтмориллонита, или натриевого монтмориллонита, или их смесей
5. Способ по п.1, отличающийся тем, что при заполнении пресс-формы прикладывают гармоничные колебания с амплитудой 1-1,5 мм и частотой 50 Гц.
6. Способ по п.1, отличающийся тем, что обжиг проводят в интервале 1200-1600°С.
| Масса для изготовления пористой фильтрующей керамики | 1988 |
|
SU1654290A1 |
| ШИХТА ДЛЯ ПОЛУЧЕНИЯ ПОРИСТОГО КЕРАМИЧЕСКОГО МАТЕРИАЛА | 2000 |
|
RU2182568C2 |
| Шихта для изготовления газопроницаемого керамического материала | 1981 |
|
SU1013435A1 |
| US 4690791 А, 01.09.1987 | |||
| АГРЕГАТ ДЛЯ ПРЕССОВАНИЯ СТЕБЛЕЙ | 0 |
|
SU238266A1 |

