Изобретение относится к производству конструкционных материалов широкого назначения, а именно - к конструкционным материалам на основе алюминия, имеющим упорядоченную микроструктуру.
Широко известны конструкционные материалы на основе алюминия, представляющие собой монолитные изделия, такие как профили проката (см., например, Технология важнейших отраслей промышленности. Под. ред. А.М.Гинберга, Б.А.Хохлова. Москва, изд. "Высшая школа", 1985, с.256 [1]). Применение таких конструкционных материалов ограничено номенклатурой типовых профилей.
Известны также пористые конструкционные материалы на основе алюминия, см., например, патенты США №3984209 (опубл. 05.10.1976 [2]) и №4834281 (опубл. 30.05.1989 [3]); авторские свидетельства СССР №1047590 (опубл. 15.10.1983 [4]) и №1564962 (опубл. 27.04.2005 [5]); патент Российской Федерации №2043865 (опубл. 20.09.1995 [6]). Из таких материалов методами порошковой металлургии могут быть изготовлены изделия разнообразной формы. Однако использование этих материалов ограничено сферой применимости методов порошковой металлургии. В частности, такие материалы практически не используются в сооружениях, имеющих относительно большие размеры. Кроме того, поры указанных известных материалов образуют хаотически изгибающиеся и переплетающиеся каналы случайной ориентации и длины. Это практически исключает возможность целенаправленного использования каналов как элементов внутренней структуры материала для придания материалу тех или иных дополнительных свойств.
К предлагаемому конструкционному материалу наиболее близок материал по патенту США №3984209 [2].
Известный из этого патента конструкционный материал является результатом перемешивания гранул алюминия с тонким порошком металлургического отвердителя и другими вспомогательными материалами, последующего спекания смеси при температуре, более низкой, чем температура плавления отвердителя, и нагрева полученного композита до температуры, более высокой, чем температура плавления отвердителя, но более низкой, чем температура плавления алюминия, для выплавления остаточного вспомогательного материала с образованием пор. Полученный пористый материал может быть дополнительно очищен водой и раствором кислоты.
Данный конструкционный материал может быть получен в виде объемных заготовок, принципиально пригодных для изготовления их них различный изделий и сооружений, в том числе с использованием методов механической обработки.
Однако этот конструкционный материал имеет существенно меньшую по сравнению с металлическим алюминием прочность, что обусловлено нерегулярным характером его пористой (губчатой) структуры. Это ограничивает применение данного конструкционного материала для выполнения изделий взамен изготавливаемых в настоящее время из самого алюминия или его сплавов и применяемых в различных отраслях промышленности и в хозяйственно-бытовой сфере. Этот же недостаток сужает возможности применения традиционных методов механической обработки при использовании данного конструкционного материала для изготовления из него изделий и сооружений. С указанным характером пористой структуры связано также наличие большого количества тупиковых каналов. Как и для других известных пористых конструкционных материалов на основе алюминия и его сплавов, это практически исключает возможность целенаправленного использования каналов как элементов внутренней структуры материала для придания материалу тех или иных дополнительных свойств.
Предлагаемое изобретение направлено на достижение технического результата, заключающегося в устранении указанных недостатков и обеспечении следующих свойств и возможностей:
- более высокой прочности, соизмеримой с прочностью монолитных (сплошных) материалов на основе алюминия или его сплавов, при существенно меньшей плотности и расходе сырья при производстве;
- характера пористости, обеспечивающего возможность использования материала в областях, требующих наличия в материале каналов одинакового заданного размера, в том числе, сквозных каналов;
- возможности управления свойствами материала, в частности путем заполнения каналов жидкой или газообразной средой, путем их герметизации или сохранения их открытыми, и др.
Ниже при раскрытии изобретения и описании примеров названные виды технического результата охарактеризованы более конкретно, а также указываются другие виды технического результата, достигаемого при изготовлении и использовании предлагаемого конструкционного материала.
Предлагаемый конструкционный материал, как и наиболее близкий к нему, известный из патента США №3984209 [2], выполнен на основе алюминия и имеет пористую внутреннюю структуру.
Для достижения указанного технического результата в предлагаемом материале, в отличие от известного из патента США №3984209 [2], пористая внутренняя структура образована упорядоченной системой прямолинейных непрерывающихся и непересекающихся микроканалов с поперечными размерами от 0,1 до 200 мкм. Внутренняя поверхность пористого конструкционного материала (поверхность стенок микроканалов) покрыта пленкой оксида алюминия. Удельная поверхность микроканалов находится в пределах от 0,005 до 10 м2/г.
Благодаря тому, что система микроканалов является упорядоченной, т.е. в ней имеет место нехаотическое взаимное расположение микроканалов, и, кроме того, микроканалы непрерывны и прямолинейны, они обязательно имеют вход и выход на поверхности объемной заготовки или изделия, какую бы форму они ни имели. Отсутствие пересечений микроканалов гарантирует независимость состояния каждого из них от других. В совокупности это позволяет выборочно оставлять каналы открытыми или герметизировать их, создает возможность сохранять в герметизированных каналах ту или иную среду, отличную от атмосферного воздуха.
Благодаря размерам микроканалов от долей до сотен микрон материал имеет развитую внутреннюю поверхность большой площади. В сочетании с наличием покрывающей внутреннюю поверхность армирующей твердой пленки оксида алюминия это обеспечивает повышение прочности. Это связано с тем, что при поперечных размерах каналов и их удельной поверхности, находящихся в указанных выше пределах, доля армирующего твердого оксида может составлять от единиц до десятков процентов. Одновременно при этом достигается сочетание прочности, соизмеримой с прочностью соответствующих монолитных материалов, при меньшей плотности и уменьшение расхода сырья при производстве.
В предлагаемом конструкционном материале могут быть использованы как технически чистый алюминий, так и деформируемые сплавы повышенной пластичности или ковочные, литейные сплавы на основе алюминия, аморфный или нанокристаллический алюминий, либо сплавы на основе аморфного или нанокристаллического алюминия. Названные исходные материалы равноценны с точки зрения обеспечения указанного выше технического результата. Их выбор определяется конкретными технологическими возможностями изготовителя.
Микроканалы могут быть открытыми или герметично закрытыми с одного или обоих концов, в зависимости от предназначенности конструкционного материала для изготовления тех или иных изделий или сооружений и других потребностей изготовителя.
В частном случае выполнения предлагаемого конструкционного материала микроканалы могут быть заполнены жидкой средой или газообразной средой, отличной от атмосферного воздуха. В этом случае микроканалы герметизированы, т.е. их входные и выходные отверстия закрыты.
Микроканалы могут иметь постоянные или равномерно изменяющиеся вдоль микроканала поперечные размеры. В первом случае они могут иметь параллельные продольные оси, а во втором - расходящиеся веером продольные оси.
Упорядоченный характер системы микроканалов позволяет при использовании предлагаемого конструкционного материала ориентировать микроканалы любым желаемым образом, легко отличить стороны изделия (сооружения), возле которых находятся концы микроканалов, условно считаемые их "входами" или "выходами", если используется материал, изготовленный с открытыми концами микроканалов. Это позволяет также закрыть или оставить открытыми только "входы" или только "выходы", или сделать это только для определенной части микроканалов в процессе изготовления изделия или сооружения. Благодаря отмеченным возможностям создаются условия для применения разнообразных методов регулирования свойств материала, микроканалы которого заполнены обычной атмосферой окружающей среды, полностью или частично заполнены иной газообразной средой или жидкой средой. Такими средами могут быть, например, атмосферный воздух, водород, гелий, азот, аргон, природный газ или его компоненты, вода, водные растворы солей тяжелых металлов, нефтепродукты.
Заполнение микроканалов обычным атмосферным воздухом в случае герметизации микроканалов обеспечивает большую жесткость изделия, изготовленного из материала, чем в случае, когда микроканалы оставлены открытыми.
При заполнении микроканалов газами или жидкостями, поглощающими рентгеновское излучение, например аргоном (под давлением) или растворами солей тяжелых металлов, обеспечиваются соответствующие защитные свойства сооружения, в котором используется предлагаемый материал.
При заполнении микроканалов жидкостью, поглощающей нейтроны, например тяжелой водой, также обеспечиваются соответствующие защитные свойства сооружения, в котором используется предлагаемый материал.
При заполнении микроканалов жидкостями разной плотности или газами под различным давлением обеспечивается возможность регулирования плотности предлагаемого конструкционного материала в широких пределах в целях создания изделий и устройств, обладающих регулируемой плавучестью и другими полезными свойствами.
Изобретение иллюстрируется чертежами фиг.1-6, на которых показаны:
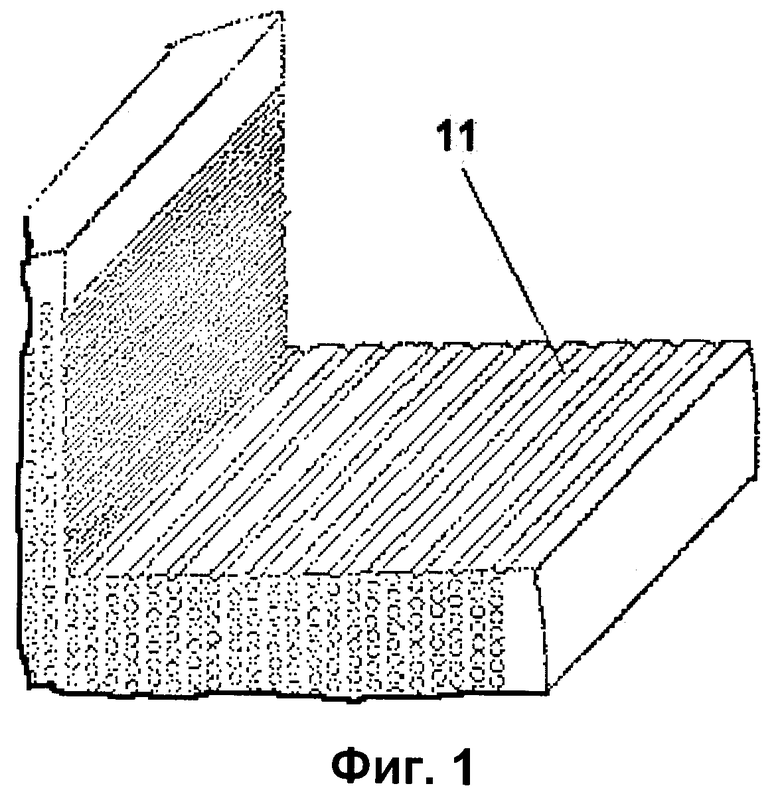
- на фиг.1 - фрагмент объемной заготовки предлагаемого конструкционного материала в продольных и поперечном разрезах;
- на фиг.2 - поверхность оксидной пленки;
- на фиг.3-5 - примеры использования предлагаемого конструкционного материала, в том числе:
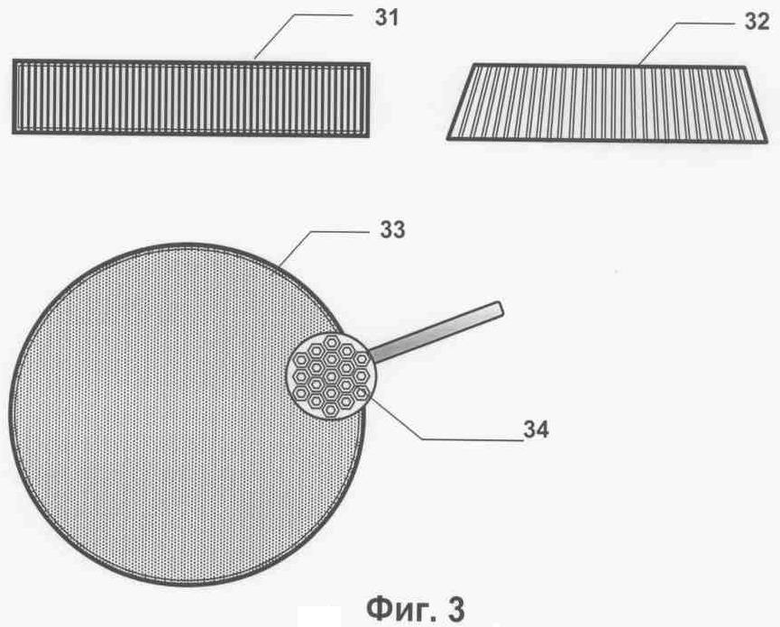
- на фиг.3 - в фильтрующих элементах;
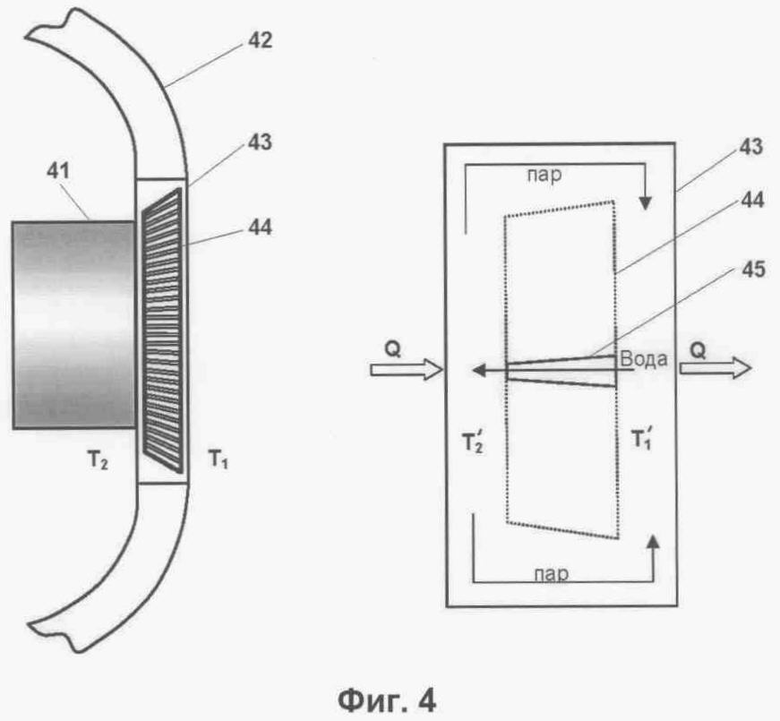
- на фиг.4 - в панели, представляющей собой систему тепловых трубок;
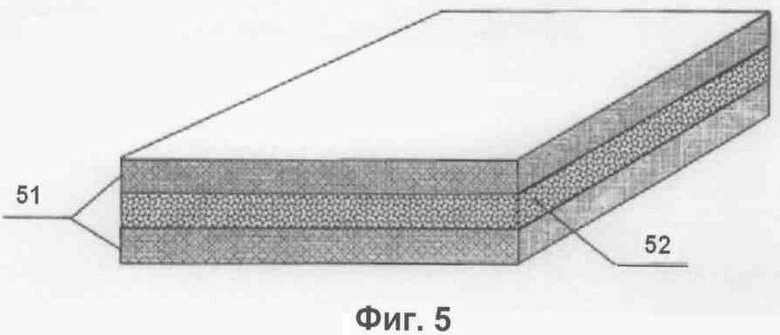
- на фиг.5 - в вибро- и звукоизолирующем материале;
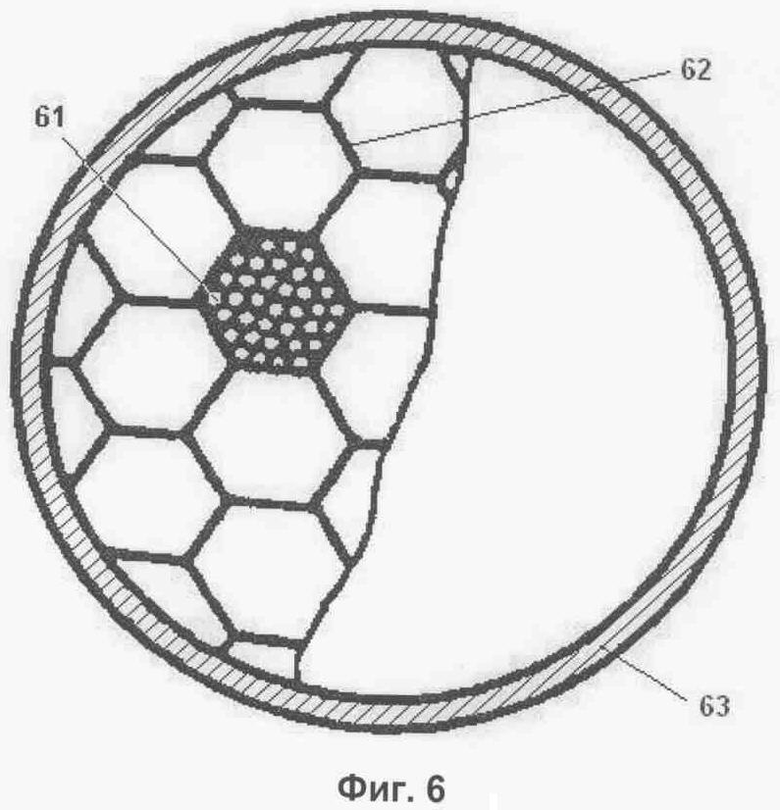
- на фиг.6 - вид поперечного сечения поликапиллярного столбика, получаемого на промежуточной стадии одного из возможных процессов изготовления предлагаемого конструкционного материала.
Предлагаемый конструкционный материал имеет вид, показанный на фиг.1, где представлен фрагмент материала в разрезах, параллельных и перпендикулярном продольным осям микроканалов 11.
Масштаб изображения фиг.1 не позволяет показать оксидную пленку. Вид ее поверхности под микроскопом показан на фиг.2.
Характер пористости предлагаемого конструкционного материала позволяет использовать этот материал в областях, требующих наличия каналов одинакового заданного размера, в том числе, сквозных каналов. Одной из таких областей является создание рабочих элементов для скоростной фильтрации, при обеспечении возможности полной регенерации этих элементов в фильтроциклах, а также для создания рабочих элементов для классификации частиц по размерам.
Примеры фильтрующих элементов на основе предлагаемого конструкционного материала представлены на фиг.3. В верхней части этой фигуры показаны в продольном разрезе фильтрующие элементы с параллельными каналами (позиция 31) и коническими каналами (позиция 32). В нижней части фиг.3 показан вид (позиция 33) фильтра со стороны входного торца, в том числе в увеличенном виде фрагмент (позиция 34), содержащий входные отверстия нескольких микроканалов.
Еще одним примером использования предлагаемого конструкционного материала является показанная на фиг.4 панель, представляющая собой систему тепловых трубок для эффективного охлаждения и встраиваемая в стенки корпусов различных нагревающихся агрегатов. На данном чертеже: 41 - нагревающийся агрегат; 42 - стенка внешнего корпуса; 43 - герметичный корпус системы тепловых трубок, встраиваемый в стенку внешнего корпуса; 44 - изделие из предлагаемого конструкционного материала, представляющее собой диск с поперечными каналами конической формы, каждый из которых представляет собой тепловую трубку; 45 - единичный канал конической формы. В герметичном корпусе 43 содержится жидкость, например вода.
Каждый из единичных каналов 45 обращен малым диаметром к источнику тепла Q. Жидкость (в показанном на фиг.4 случае - вода) под действием капиллярных сил постоянно перемещается справа налево в сторону уменьшения диаметра канала. Под действием тепла от агрегата 41 (в направлении от Т2'к Т1') имеет место испарение жидкости и постоянный перенос пара слева направо в пространстве между герметичным корпусом 43 и изделием 44. Внутри герметичного корпуса, на холодной его стороне, соответствующей Т1', имеет место поликапиллярная конденсация. Тепло в систему тепловых трубок передается за счет разности температур Т2>Т2'. При этом высокая скорость передачи тепла осуществляется за счет тонкой металлической стенки герметичного корпуса 43. Тепло из системы тепловых трубок наружу передается за счет разности температур Т1'>Т1. При этом высокая скорость передачи тепла осуществляется за счет наружной тонкой металлической стенки герметичного корпуса 43, соприкасающейся с окружающей средой, имеющей температуру Т1. Высокая скорость передачи тепла внутри системы тепловых трубок (в 102-104 раз быстрее, чем в монолитной меди с соизмеримой толщиной) обеспечивается за счет постоянного процесса агрегатных переходов пар-жидкость-пар, по аналогии с тем, как описано в справочнике: А.В.Лыков. Тепломассообмен. Справочник. Москва, изд. "Энергия", 1972, с.460 [7].
На фиг.5 показан пример слоистого вибро- и звукоизолирующего материала с применением предлагаемого конструкционного материала в качестве одного из слоев. Указанный слоистый материал может быть использован в авиа-, судо-, ракето-, вагоно- и автомобилестроении, в строительстве, лифтостроении, при изготовлении вагонеток подвесных дорог, воздуховодов и промышленных вентиляторов, корпусов акустических систем, радиоприемников и телевизоров. В данном примере слоистый изолирующий материал имеет структуру, аналогичную материалу по патенту Российской Федерации №2159185 (опубл. 20.11.2000 [8]). Он содержит наружные упругие слои 51 из предлагаемого конструкционного материала с системой параллельных непрерывающихся каналов и промежуточный вязкоупругий слой 52, изготовленный из полиуретана, прессованной ткани, резины или аналогичных материалов. Высокое качество вибро- и звукоизоляции в таких изделиях обеспечивается тем, что наружные слои из предлагаемого конструкционного материала выполняют роль дополнительных резонаторов, внутренние стенки которых отражают механические колебания.
Предлагаемый конструкционный материал изготавливается из технически чистого алюминия, деформируемых сплавов повышенной пластичности или ковочных, литейных сплавов повышенной пластичности на основе алюминия. В качестве деформируемых сплавов могут быть использованы, например, сплавы на основе систем Al-Mg (магналии) российских марок: 1505, 1510, 1520, 1530, 1540, 1550, 1561 или сплавы марок: 5052, 5056, 5083, 5086, 5154, 5251, 5305, 5350 по международной классификации. Могут быть также использованы деформируемые сплавы на основе системы Аl-Мn, например сплавы российских марок: ММ1400, ММ1403 (сплавы 3003 и 3005 по международной классификации). Могут быть использованы некоторые особо пластичные сорта дуралюмина на основе системы Al-Cu, например сплавы марок: Д13П и Д18П. В качестве литейных сплавов, имеющих повышенную пластичность, могут быть использованы сплавы на основе систем Al-Mg-Si (авиали) российских марок: АД31, АД31Е, АДЗЗ или, по международной классификации, сплавы марок: 6061, 6063, 6160. Высокая пластичность указанных материалов в горячем состоянии позволяет изготавливать из них сложные по конфигурации тонкостенные полые полуфабрикаты. Могут быть также использованы ковочные сплавы на основе системы Al-Cu-Mg-Si российских марок: АВ, АК6 и АК8 (2014 по международной классификации). Указанные сплавы обладают хорошей пластичностью и стойкостью к образованию трещин при горячей пластической деформации. Все выше указанные материалы допускают высокие степени деформации и растяжения при повышенных температурах (выше 300°С и ниже точек плавления). В ближайшем будущем наиболее перспективными исходными материалами для изготовления предлагаемого конструкционного материала станут аморфный и нанокристаллический алюминий, а также аморфные и нанокристаллические сплавы на основе алюминия (Металлы и сплавы. Справочник. Под ред. Ю.П.Солнцева, НПО "Профессионал", С.-Петербург, 2003, гл. 16 и 27 [9]). Подобные материалы, обладая свойствами, подобными свойствам стекла, позволяют использовать технологии, аналогичные технологиям переработки стекла, для получения предлагаемого конструкционного материала.
Возможен, например, вариант технологии, в соответствии с которой изготавливают поликапиллярные (многоканальные) трубки (столбики), являющиеся исходным полуфабрикатом для последующего получения объемных заготовок конструкционного материала требуемых формы и размеров путем спекания.
Для изготовления поликапиллярных столбиков используется вытяжная машина, в которой исходную трубку из технически чистого алюминия или алюминиевого сплава длиной L нагревают до температур, близких к температуре плавления, и вытягивают с получением трубки меньшего диаметра и длины nL. Полученную трубку разрезают на n отрезков длиной L.
Указанные отрезки вкладывают в отрезок исходной трубки длиной L (в условиях плотной упаковки), полученную систему вставляют в вытяжную машину, в которой нагревают до температуры размягчения и вытягивают с получением трубки меньшего диаметра длины nL, содержащей n каналов (по числу упомянутых отрезков). Описанную операцию повторяют (3-5 раз) до получения многоканальной структуры с диаметром единичных микроканалов от единиц до сотен микрон.
В описанной выше части технология имеет сходство со способом получения поликапиллярных (многоканальных) структур из стекла по патенту Российской Федерации №2096353 (опубл. 20.11.1997 [10]). Однако, в отличие от стекла, алюминий имеет кристаллическую структуру и узкий диапазон температур перехода от твердого состояния к жидкому расплаву (температура плавления 660°С). Кроме этого, основной отличительной особенностью алюминия по сравнению как со стеклом, так и с другими материалами, является то, что его поверхность при соприкосновении с воздухом всегда покрывается тонкой пленкой оксида алюминия.
При вытягивании металла указанная пленка разрывается, а затем вновь формируется на непокрытых участках поверхности металла. Такой эффект является несущественным для вытягивания алюминиевых материалов с достаточно большим поперечным сечением (миллиметры и выше).
При создании конструкционного материала со сквозными микроканалами по изложенной технологии "перетяжек" на последних стадиях такой перетяжки, соответствующих диаметрам стенок микроканалов в единицы и даже доли микрон, образование и разрыв поверхностной пленки оксида алюминия могут приводить к разрыву стенок микроканалов.
Поэтому применяемая технология вытягивания имеет ряд особенностей:
- используют вытяжную машину, в которой вытягивание материала осуществляют в трубчатой вертикальной печи длиной, соответствующей максимальной длине материала после вытяжки;
- в печи поддерживают строго заданную температуру с точностью 0,1°C;
- вытягивание материала производят при температуре, близкой к температуре плавления материала (алюминия или его сплавов), например для металлического алюминия - при температуре 658-659°С;
- вытягивание материала на всех ступенях перетяжки производят в инертной атмосфере, не содержащей паров воды, кислорода или других окислителей;
- полученный после последней стадии вытяжки материал - поликапиллярный столбик с микроканалами продувают горячим воздухом (с температурой выше 200°С) или кислородом либо другой газообразной смесью, содержащей кислород. В результате такой обработки, в зависимости от ее продолжительности, на внутренних стенках микроканалов получают пленку оксида алюминия желаемой толщины.
Типичный вид поперечного сечения поликапиллярного столбика, полученного в результате двукратной вытяжки капилляров (не считая стадии, в результате которой получают капилляры из исходных трубок), показан на фиг.6. На этом чертеже видны отверстия 61 микроканалов, оболочки 62, охватывающие группы микроканалов, и общая внешняя оболочка 63 поликапиллярного столбика. Оболочки 62 соответствуют трубкам, в которые были помещены пучки капилляров перед вытяжкой. Они приобретают форму в поперечном сечении, близкую к гексагональной.
Получение микроканалов и столбика в целом с переменными по длине размерами поперечного сечения, в частности микроканалов и столбиков с равномерно изменяющимися по длине поперечными размерами, например, конической или пирамидальной формы, может быть обеспечено путем изменения скорости вытягивания в процессе изготовления столбика.
На стадии спекания поликапиллярных столбиков с получением объемных заготовок конструкционного материала торцы поликапиллярных столбиков предварительно закрывают инертным материалом (парафином, воском или др.). После этого внешние стенки столбиков обрабатывают парами или нагретым до температуры не более 45°С раствором хлористого водорода (соляной кислоты) либо мягким материалом, смоченным таким горячим раствором. В результате этой операции происходит очистка внешней поверхности поликапиллярных столбиков от оксида алюминия. Затем очищенные поликапиллярные столбики укладывают в форму, соответствующую требуемой конфигурации объемной заготовки конструкционного материала, таким образом, чтобы соседние столбики тесно контактировали друг с другом по длине. Указанную плотно заполненную форму прогревают в печи при температуре, близкой к температуре плавления алюминия, в течение не менее 30 минут.
Возможна также другая технология, отличающаяся от приведенной выше тем, что в начале ее осуществления вместо трубок из алюминия или его сплавов используют отрезки проволоки из таких материалов. На первой стадии вытяжки используют трубки из того же материала, что и проволока (т.е. алюминия или его сплавов), которые заполняют отрезками проволоки, а на последующих стадиях такие же трубки заполняют отрезками продукта предыдущей стадии вытяжки. При этой технологии микроканалы, уменьшающиеся в поперечных размерах при каждой очередной вытяжке, образуются промежутками между прилегающими друг к другу отрезками проволоки.
Еще один возможный вариант технологии получения предлагаемого конструкционного материала предусматривает использование в качестве исходного материала длинной полосы алюминиевой фольги. Полоса из фольги прокатывается между двумя валками, один из которых профилирован и имеет на своей поверхности микроскопические гребни, ориентированные параллельно осям вращения валков. При прокатке на поверхности фольги, обращенной к профилированному валку, возникают параллельные друг другу и ориентированные перпендикулярно направлению движения фольги канавки, форма профиля которых соответствует профилю гребней валка. Затем полоса прокатанной фольги плотно сматывается в рулон. Между соседними слоями фольги образуются параллельные оси рулона каналы. Их поверхность образована стенками упомянутых канавок на поверхности одного слоя и гладкой поверхностью соседнего слоя. Рулон фольги подвергается дальнейшей обработке для спекания контактирующих поверхностей соседних слоев фольги в рулоне. В результате образуется монолитная объемная заготовка конструкционного материала цилиндрической формы со сквозными каналами, проходящими от одного торца цилиндра к другому.
Аналогичные заготовки могут быть получены при образовании канавок на полосе алюминиевой фольги фото- или рентгенолитографическим методом. Для этого отматываемую из исходного рулона полосу фольги покрывают слоем резиста. На последний при протягивании полосы фольги периодически воздействуют ультрафиолетовым или рентгеновским излучением, коллимированным узкой щелью, перпендикулярной направлению протягивания. В результате этого воздействия в покрывающем фольгу слое резиста возникают узкие промежутки. При последующем травлении на участках поверхности фольги, соответствующих эти промежуткам, возникают канавки. Затем осуществляют удаление резиста с поверхности фольги и скатывают ее в рулон. Дальнейшие операции, приводящие к получению монолитной объемной заготовки конструкционного материала цилиндрической формы, аналогичны тем, которые выполняются в предыдущем варианте технологии.
Описанные варианты технологии изготовления предлагаемого конструкционного материала позволяют получать объемные заготовки широкого диапазона размеров с различными геометрическими параметрами микроканалов. Это позволяет снять ограничение на габариты изделий и сооружений из такого материала.
Объемные заготовки могут быть подвергнуты механической обработке традиционными методами, аналогичными тем, которые применяются для монолитного металлического алюминия и его сплавов.
Толщина армирующей оксидной пленки, как описано выше, может регулироваться. При развитой внутренней поверхности массовая доля армирующего твердого оксида может варьировать от единиц до десятков процентов. Например, при диаметре единичного микроканала 10 мкм и толщине армирующей пленки всего 500 нм (5000Å), массовая доля оксида алюминия в пористом материале составляет 5%. В этом случае при сохранении прочности пористого конструкционного материала, сравнимой с прочностью монолитного алюминия или его сплавов, плотность изделий можно снизить вплоть до 0,68 г/см3.
При заполнении микроканалов жидкостями разной плотности или газами под различным давлением обеспечивается возможность регулирования плотности предлагаемого конструкционного материала в широких пределах в целях создания изделий и устройств, обладающих регулируемой плавучестью и другими полезными свойствами.
Так, например, заполнение микроканалов обычным атмосферным воздухом в случае герметизации концов микроканалов обеспечивает большую жесткость изделия, изготовленного из материала, чем в случае, когда микроканалы оставлены открытыми.
При заполнении микроканалов газами или жидкостями, поглощающими рентгеновское излучение, например аргоном (под давлением) или растворами солей тяжелых металлов, обеспечиваются соответствующие защитные свойства сооружения, в котором используется предлагаемый материал.
При заполнении микроканалов жидкостью, поглощающей нейтроны, например тяжелой водой, также обеспечиваются соответствующие защитные свойства сооружения, в котором используется предлагаемый материал.
Источники информации
1. Технология важнейших отраслей промышленности. Под. ред. А.М.Гинберга, Б.А.Хохлова. Москва, изд. "Высшая школа", 1985.
2. Патент США №3984209. опубл. 05.10.1976.
3. Патент США №4834281, опубл. 30.05.1989.
4. Авторское свидетельство СССР №1047590, опубл. 15.10.1983.
5. Авторское свидетельство СССР №1564962, опубл. 27.04.2005.
6. Патент Российской Федерации №2043865, опубл. 20.09.1995.
7. А.В.Лыков. Тепломассообмен. Справочник. Москва, изд. "Энергия", 1972.
8. Патент Российской Федерации №2159185, опубл. 20.11.2000.
9. Металлы и сплавы. Справочник. Под ред. Ю.П.Солнцева, НПО "Профессионал", С.-Петербург, 2003.
10. Патент Российской Федерации №2096353, опубл. 20.11.1997.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФЛЮОРЕСЦЕНТНЫЙ СЕНСОР НА ОСНОВЕ МНОГОКАНАЛЬНЫХ СТРУКТУР | 2004 |
|
RU2252411C1 |
| ЗАЩИЩЕННЫЕ ПОВЕРХНОСТИ СПЛАВОВ В МИКРОКАНАЛЬНЫХ УСТРОЙСТВАХ, КАТАЛИЗАТОРЫ, КАТАЛИЗАТОРЫ НА ОСНОВЕ ОКСИДА АЛЮМИНИЯ, КАТАЛИЗАТОРЫ-ПОЛУПРОДУКТЫ И СПОСОБЫ ИЗГОТОВЛЕНИЯ КАТАЛИЗАТОРОВ И МИКРОКАНАЛЬНЫХ УСТРОЙСТВ | 2005 |
|
RU2403967C2 |
| ЭЛЕКТРОКИНЕТИЧЕСКИЙ МИКРОНАСОС | 2005 |
|
RU2300024C2 |
| Способ получения спеченных изделий из электроэрозионных порошков на основе алюминиевого сплава АД0Е | 2023 |
|
RU2812059C1 |
| КЕРАМИЧЕСКИЙ МАТЕРИАЛ НА ОСНОВЕ ГЛИНОЗЕМА, ИЗДЕЛИЕ ИЗ КЕРАМИЧЕСКОГО МАТЕРИАЛА (ВАРИАНТЫ) И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2224548C2 |
| Электрод конденсатора с двойным электрическим слоем и способ его изготовления | 2018 |
|
RU2708634C1 |
| КОМПОЗИЦИОННОЕ ИЗНОСОСТОЙКОЕ ПОКРЫТИЕ | 2022 |
|
RU2791250C1 |
| Способ получения на сплавах алюминия защитных супергидрофобных покрытий с антистатическим эффектом | 2022 |
|
RU2784001C1 |
| СПОСОБ НАНЕСЕНИЯ ТЕПЛОЗАЩИТНОГО ЭЛЕКТРОПРОВОДЯЩЕГО ПОКРЫТИЯ НА УГЛЕРОДНЫЕ ВОЛОКНА И ТКАНИ | 2020 |
|
RU2757827C1 |
| СПОСОБ НАНЕСЕНИЯ ПОГЛОЩАЮЩЕГО ПОКРЫТИЯ НА СУБСТРАТ, ОСНОВУ И/ИЛИ СУБСТРАТ, ПОКРЫТЫЙ ОСНОВОЙ | 2012 |
|
RU2611519C2 |
Изобретение относится к металлургии, в частности к получению композиционных конструкционных материалов на основе алюминия. Конструкционный материал имеет пористую внутреннюю структуру, образованную упорядоченной системой прямолинейных непрерывающихся и непересекающихся микроканалов с удельной поверхностью пор 0,005÷10 м2/г. Поперечные размеры каналов находятся в пределах от 0,1 до 200 мкм, их внутренняя поверхность покрыта пленкой оксида алюминия. Материал обладает прочностью, соизмеримой с прочностью монолитных материалов, при меньшей плотности, а также обеспечивает возможность управления свойствами материала. 16 з.п. ф-лы, 6 ил.
1. Конструкционный материал на основе алюминия, имеющий пористую внутреннюю структуру, отличающийся тем, что его пористая внутренняя структура образована упорядоченной системой прямолинейных непрерывающихся и непересекающихся микроканалов с поперечными размерами от 0,1 до 200 мкм, внутренняя поверхность которых покрыта пленкой оксида алюминия, причем удельная поверхность пор микроканалов составляет 0,005÷10 м2/г.
2. Материал по п.1, отличающийся тем, что в нем использован технически чистый алюминий, либо деформируемый сплав повышенной пластичности или ковочный сплав на основе алюминия, либо литейный сплав повышенной пластичности на основе алюминия, либо аморфный или нанокристаллический алюминий, либо сплав на основе аморфного или нанокристаллического алюминия.
3. Материал по п.2, отличающийся тем, что микроканалы открыты с обоих концов.
4. Материал по п.2, отличающийся тем, что хотя бы некоторые микроканалы закрыты с одного из концов и открыты с другого конца.
5. Материал по любому из пп.1-4, отличающийся тем, что микроканалы имеют постоянные по длине поперечные размеры.
6. Материал по п.5, отличающийся тем, что микроканалы имеют параллельные продольные оси.
7. Материал по любому из пп.1-4, отличающийся тем, что микроканалы имеют изменяющиеся по длине поперечные размеры.
8. Материал по п.7, отличающийся тем, что микроканалы имеют поперечные размеры, равномерно изменяющиеся по длине, и расходящиеся в разные стороны продольные оси.
9. Материал по п.2, отличающийся тем, что микроканалы закрыты с обоих концов.
10. Материал по п.9, отличающийся тем, что микроканалы имеют постоянные по длине поперечные размеры.
11. Материал по п.10, отличающийся тем, что микроканалы имеют параллельные продольные оси.
12. Материал по п.9, отличающийся тем, что микроканалы имеют изменяющиеся по длине поперечные размеры.
13. Материал по п.12, отличающийся тем, что микроканалы имеют равномерно изменяющиеся по длине поперечные размеры и расходящиеся в разные стороны продольные оси.
14. Материал по любому из пп.9-13, отличающийся тем, что микроканалы заполнены газообразной средой, отличной от атмосферного воздуха.
15. Материал по п.14, отличающийся тем, что указанной газообразной средой является газ из группы: водород, гелий, азот, аргон, природный газ или его компоненты.
16. Материал по любому из пп.9-13, отличающийся тем, что микроканалы заполнены жидкой средой.
17. Материал по п.16, отличающийся тем, что указанной жидкой средой является жидкость из группы: вода, водные растворы солей тяжелых металлов, нефтепродукты.
| Стыковое соединение сборных железобетонных плит | 1977 |
|
SU637478A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТОВ ИЗ ПОРОШКОВОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ АЛЮМИНИЯ | 2005 |
|
RU2288074C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЕНОМЕТАЛЛА | 1990 |
|
RU2046151C1 |
| RU 2225227 C2, 10.03 | |||
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Стыковое соединение сборных железобетонных плит | 1977 |
|
SU637478A1 |
| DE 3824993 A1, 25.01.1990 | |||
| US 4889557 A, 26.12.1989 | |||
| GB 982381 A, 03.02.1965. | |||

