ОБЛАСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к способу и устройству для съема листов волокон с травянистой части растений банана семейства Musaceae отряда Scitaninae (включая два вида Musa и Enseta), причем такие листы пригодны для производства из них бумажной продукции, такой как, помимо прочего, необработанная бумага, используемая переработчиками для производства бумаги, картона и других бумажных изделий. Кроме того, настоящее изобретение относится к изготавливаемым таким способом листам (и бумажной продукции).
Не ограничиваясь этим, нижеследующее описание изобретения относится к его использованию в производстве листов из псевдостеблей растений бананов, выращиваемых для получения съедобных плодов, таких, например, которые принадлежат к сортам Musa acuminata (таким, как хорошо известные бананы "Cavendish", "Lady Finger" и "Gros Michel"), Musa balbisiana или к гибридам Musa paradisiaca (часто именуемым "plantain" - «банан овощной») и Musa sapientum.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Нижеследующее обсуждение предпосылок настоящего изобретения включено сюда для того, чтобы объяснить контекст данного изобретения. Не следует принимать в качестве допущения, что какие-либо из упоминаемых здесь материалов были опубликованы, известны или являются частью общеизвестного (в любой стране) на дату приоритета любого из пунктов формулы изобретения.
Банановое растение представляет собой многолетнее растение с несущими листья листоножками, образующими в целом цилиндрические стволоподобные псевдостебли. Каждый псевдостебель растет из зачатка на истинном стебле (клубнелуковица), представляющем собой подземное корневище, и в нормальном случае может вырастать до размера от 3 до 8 метров за период от 9 до 18 месяцев. В зрелом возрасте псевдостебель будет содержать мягкий, но плотный центр («сердцевина»), окруженный внешним слоем («оболочка»), которая является более твердой, но менее плотной, причем внешний слой, в типичном случае, образован перекрывающими друг друга слоями листоножек.
Промышленно выращиваемые банановые растения в типичном случае имеют только одно- или двухлетнюю долговечность, поскольку банановое растение цветет (и дает бананы) однажды, после чего листья, листоножки и псевдостебли начинают отмирать. Поэтому обычно приходится их удалять каким-либо способом, таким как простое срезание, позволяя вырастать из корневища новому псевдостеблю, и начинать новую репродуктивную фазу.
При годовом производстве в 2002 г. 68 миллионов тонн бананов (из которых более двух третей поступает из Индии, Бразилии, Китая, Эквадора и с Филиппин) стало общепризнанным, что банановые псевдостебли представляют собой потенциально ценный возобновляемый ресурс, который традиционно использовался недостаточно и исторически и экономически игнорировался производителями бананов. Имея это в виду, было предпринято много попыток применить псевдостебли для производства бумаги, воспользовавшись полезными свойствами и высоким качеством волокон, присутствующих в псевдостеблях.
Тем не менее, в статье под названием «Волокно из стеблей бананов для изготовления бумаги», опубликованной С.К.Сингхаи, Дж.К.Гаргом и Б.Бисвозом (S.K.Singhai, J.K.Garg and В.Biswas) в журнале Indian Pulp and Paper Journal, август-сентябрь 1975 г., 30 (2) с.13-15, ситуация, сложившаяся на то время, резюмировалась следующим образом: «Были исследованы качественные показатели варки целлюлозы и изготовления бумаги из волокна, получаемого из стеблей банана (М.Sapientum и М.Paradisica). Из доступной информации, приведенной в настоящей статье, следует сделать вывод, что ни технически, ни экономически использование волокна из стеблей банана не является оправданным предложением». Таким образом, по крайней мере в середине 70-х годов еще не был разработан приемлемый подход для использования этих материалов для производства бумаги.
С тех пор продолжают признавать, что волокна из псевдостеблей банана должны обладать подходящими свойствами для производства бумаги. В статье, озаглавленной: «Псевдостебель овощного банана (М.Paradisiaca). Источник волокна для Тропических стран», написанной Николасом А. Дарква (Nicholas A. Darkwa) из Исследовательского Института лесного хозяйства Ганы, опубликованной в материалах TAPPI Proceedings, Том 2, 1998 г., докладов на Конференции 1998 г. по варке целлюлозы, Монреаль, Квебек, было сделано заключение, что «…тропические страны, испытывающие дефицит в длинноволокнистых материалах для своей целлюлозно-бумажной промышленности, могут использовать для этой цели псевдостебли овощного и съедобного банана».
Действительно, было предпринято несколько попыток использовать отходы бананового растения (главным образом, псевдостебли, но включая листья, прожилки листьев, незрелые соцветия и неиспользованные бананы) в действующих или модифицированных процессах варки бумажной целлюлозы (краткое резюме некоторых таких процессов смотри: патент США 5958182).
Однако такие отходы обычно имеют чрезвычайно высокое содержание воды и натурального латекса, а также включают многочисленные смолистые и каучукоподобные вещества, которые трудно обрабатывать и перерабатывать. Было установлено, что для того, чтобы изготовить пригодные для работы волокна, обладающие желательными для производства бумаги характеристиками, необходимо экстрагировать эти жидкости и, в частности, отмыть латекс и другие натуральные смолистые вещества. Эта задача оказывается технически трудной, что, в общем, делает варку целлюлозы для производства бумаги из банановых отходов неэкономичной, особенно в массовом производстве бумаги и в любом другом, кроме производства эксклюзивной упаковочной или художественной бумаги. Кроме того, производители бумаги столкнутся с проблемами утилизации большого количества химических отходов.
Хотя в Австралии и появилось сообщение о том, что, комбинируя банановое волокно с волокном из скорлупы бетелевого ореха (Areca catechu L.), можно в небольших объемах изготавливать хорошую бумагу, все же австралийские исследователи делают вывод, что выход бананового волокна слишком мал, чтобы его извлечение было экономически выгодным. Сообщается, что в процессе варки целлюлозы можно получить только от 1 до 4 унций (28-113 г) подходящих волокон из от 40 до 80 фунтов (18-36 кг) зеленых псевдостеблей. Таким образом, 132 тонны зеленых псевдостеблей будут давать только 1 тонну бумаги. Вывод был такой, что псевдостебли будут представлять собой значительно большую ценность в качестве органического вещества, мелко порубленного и оставленного на плантации в качестве удобрения для последующего урожая.
Настоящее изобретение ставит своей целью создать способ, который делал бы возможным использовать банановые растения семейства Musaceae в качестве сырья для производства листов, применимых в производстве необработанной бумаги, с ее последующей переработкой в бумажную продукцию, в идеале так, чтобы это было технически просто и экономически выгодно, и так, чтобы это давало сравнительно высокий объем выпускаемой из такого сырья бумаги.
Краткое описание изобретения
Авторы настоящего изобретения установили, что варка целлюлозы не является процессом, подходящим для изготовления необработанной бумаги из растений банана. В противоположность этому они установили, что лучше снимать листы волокон с частей растений, в частности с псевдостеблей, и использовать эти листы. Действительно, авторы настоящего изобретения поняли, что эти псевдостебли естественно построены таким образом, который сам приводит к этому выводу на основании характера расположения волокон в них.
Однако типичное для них высокое содержание влаги и разнообразный химический состав псевдостеблей этого типа делает невозможным использовать традиционные технологии получения шпона или слоистого материала. Поэтому авторы настоящего изобретения разработали новые способы и устройства, которые представляют собой сущность настоящего изобретения.
Настоящее изобретение предлагает способ изготовления листов из псевдостеблей растений банана семейства Musaceae, причем каждый из псевдостеблей имеет продольную ось, а способ содержит следующие стадии:
(a) подача псевдостеблей на рабочую станцию;
(b) опирание псевдостеблей таким образом, чтобы они вращались внутри рабочей станции относительно своей продольной оси, и
(c) соприкосновение вращающегося псевдостебля практически по всей его длине с устройством для отделения волокон, за счет чего при вращении псевдостебля с помощью устройства для отделения волокон с псевдостебля снимается непрерывный лист волокон.
Настоящим изобретением предлагается также способ изготовления из вышеупомянутых снятых листов необработанной бумаги, причем этот способ содержит:
(a) подачу псевдостеблей на рабочую станцию;
(b) опирание псевдостеблей таким образом, чтобы они вращались внутри рабочей станции относительно своей продольной оси;
(c) соприкосновение вращающегося псевдостебля практически по всей его длине с устройством для отделения волокон, посредством чего при вращении псевдостебля устройством для отделения волокон с псевдостебля снимается непрерывный лист волокон, причем волокна в этом листе расположены, главным образом, в параллельном друг другу направлении;
(d) составление слоистого материала из двух или более листов таким образом, чтобы направления в общем параллельных волокон по меньшей мере в двух соседних листах не совпадали, и
(e) сушка смежных слоев с образованием необработанной бумаги.
Таким образом, листы, изготавливаемые способом, предлагаемым настоящим изобретением, представляют собой непрерывные листы, снимаемые с периферической части псевдостеблей подобно тому, как сматывают верхний слой с рулона туалетной бумаги. Листы являются непрерывными в том смысле, что их ширина, преимущественно, равняется длине псевдостебля, а их длина, преимущественно, представляет собой такую длину, которая удобна для их последующей обработки. Конечно же они могут быть лишь настолько длинными, насколько это осуществимо при данном диаметре конкретного псевдостебля и выбранной толщине листа.
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Во всем настоящем описании съем листов с псевдостебля будет называться процессом «отделения». Средства, предназначенные для отделения листов от псевдостебля, здесь именуются «устройством для отделения волокон». Для понимания таких наименований потребуются некоторые объяснения строения псевдостебля.
Как уже упоминалось выше, псевдостебель бананового растения не является стволом, но он образован последовательностью сжатых листоножек, имеющей листья, которые растут и распускаются с большой скоростью (такой, например, как один лист в неделю в наиболее теплых климатических условиях). Таким образом, листоножки в конце концов образуют вертикальный стволоподобный стебель, способный сгибаться, не ломаясь. Пока растение не достигнет зрелости, псевдостебель состоит только из слоев сжатых листоножек и не содержит явно различимого центрального участка. По достижению растением зрелости начинается формирование сердцевины, поскольку клубнелуковица проталкивает последующие побеги (верхушечный побег) вверх через центральный участок стебля. Такой верхушечный побег впоследствии дает соцветие, из которого получаются плоды банана.
Как оболочечный участок взрослого псевдостебля, так и его сердцевинный участок, оба образованы из волокон (собранных в пучки), которые прорастают сквозь растение на протяжении его жизни. Таким образом, волокна представляют собой многожильные пучки волокон, которые, в типичном случае, имеют длину, равную длине псевдостебля, в особенности это относится к волокнам, расположенным в сердцевине или близко к сердцевине. Эти пучки волокон достаточно крепко связаны между собой, и внутри образованной ими матрицы они заключают значительное количество воды. Кроме того, каждый пучок волокон, в свою очередь, прочно связан с соседними пучками, и снова матрица из пучков волокон заключает внутри себя значительное количество воды. Именно по этой причине псевдостебли чрезвычайно прочны в продольном направлении и проявляют высокую степень гибкости. По этой же причине лист, изготовленный вышеуказанным способом (и как это будет описано ниже), также проявляет высокую прочность, по меньшей мере, в направлении, совпадающем с продольным направлением исходного псевдостебля.
Таким образом, очевидно, что устройство для отделения волокон, соответствующее настоящему изобретению, при съеме листов действует не путем перерезания волокон (что могло бы происходить, если бы был принят традиционный процесс получения фанерного шпона), но скорее снимает листы посредством устройства, способного продвигаться между пучками волокон (возле периферийной части псевдостебля) при вращении псевдостебля, отделяя их таким способом, который сохраняет целостность пучков волокон вдоль, по существу, всей длины псевдостебля и, таким образом, вдоль непрерывно снимаемого листа. Конечно же, могут иметь место некоторые неизбежные повреждения некоторых волокон и некоторых пучков волокон, и некоторые из таких повреждений могут возникать из-за того, что отделяющее волокна устройство перерезает эти волокна и пучки волокон, однако это не является отступлением от принципиальной цели, состоящей в отделении, а не в отрезании.
Перед тем, как обратиться к более подробному описанию различных элементов способа и устройства, соответствующих настоящему изобретению, было бы полезно описать вероятное соотношение размеров псевдостеблей и листов так, чтобы последующее описание можно было читать в соответствующем контексте. В этом отношении предусматривается, что псевдостебли будут предварительно обработаны перед подачей их на рабочую станцию так, чтобы они имели длину в довольно широком диапазоне длин от, приблизительно, 100 мм до, приблизительно, 2,5 м. В идеальном случае длина будет в диапазоне от, приблизительно, 1,5 м до, приблизительно, 2,0 м, что позволяет рабочему аппарату иметь разумные размеры, без необходимости в слишком большом аппарате, и чтобы не сталкиваться с необходимостью приспосабливаться к короткому сырью, которое может представлять определенные трудности в обращении с ним. Поэтому ширина непрерывных листов, снимаемых способом по настоящему изобретению, будет, очевидно, также в диапазоне от 1,5 м до 2,0 м.
Что касается вероятной длины листа, то с учетом ограничений, накладываемых на этот параметр диаметром псевдостебля, вначале следует объяснить природу и состояние подаваемого на рабочую станцию псевдостебля.
Псевдостебли, подходящие для использования в предлагаемом настоящим изобретением способе, в идеале, в необработанном состоянии должны иметь типичный диаметр в диапазоне от 200 до 700 мм. Такой исходный материал обычно будет иметь переменный по своей длине диаметр и будет обладать грубой внешней поверхностью неправильной формы, образованной слоями свернутых листоножек. В обычном случае исходные заготовки не будут представлять собой прямые куски, хотя они будут достаточно гибкими и, таким образом, могут быть соответственно оперты на рабочей станции так, чтобы они были, в общем, прямыми (по отношению к их продольной оси) и пригодными в целях последующего съема с них листов (как это будет подробно описано в нижеследующем тексте).
Таким образом, предварительная обработка сырьевых стеблей может содержать стадию скругления формы, на которой псевдостебель (в необработанном виде) вводится в рабочую станцию, опирается там с возможностью его вращения относительно своей продольной оси так, чтобы устройство для отделения волокон могло быть приведено в соприкосновение с вращающимся псевдостеблем для удаления с него нежелательного неровного внешнего слоя. В нормальном случае внешняя часть не должна удаляться таким образом, чтобы при этом со стебля могли удаляться используемые слои. Однако после прохождения, по меньшей мере, одного оборота может начать сниматься используемый лист, в зависимости от исходной неровности внешней поверхности.
Следует понимать, что для этой стадии скругления наружной формы стебля будет применима практически такая же установка (которая ниже будет описана), какая будет применима и для последующих стадий обработки (уже скругленных псевдостеблей). Для этого могут понадобиться другие настройки, но это потребует лишь внесения незначительных изменений. Все же, с точки зрения практической целесообразности и для обеспечения непрерывного режима работы, разумно установить отдельные устройства, одно - для осуществления стадии скругления формы, и другое - для осуществления стадии последующей переработки.
На стадии предварительной обработки будут изготавливаться скругленные псевдостебли, которые в типичном случае будут существенно цилиндрическими, и они будут иметь однородный диаметр по всей их длине. Предусматривается, что диаметр псевдостеблей после их скругления будет в диапазоне от 150 до 250 мм, хотя он, конечно же, может быть и другим.
Таким образом, понятно, что из таких скругленных псевдостеблей при желании можно будет изготовить непрерывные листы заданной длины, если самому листу будет задана определенная толщина. Что касается предпочтительной толщины листа, то предусматривается, что листы, снимаемые с сердцевины псевдостебля, будут иметь толщину порядка от 0,5 мм до 2,0 мм, в то время как листы, снимаемые с оболочки псевдостебля, будут иметь толщину порядка от 2 мм до 10 мм. Как будет отмечено ниже, следует понимать, что на последующих стадиях процесса для производства необработанной бумаги эти листы, конечно же, будут сжаты до более приемлемой толщины.
Учитывая то, что от псевдостебля должна оставаться неиспользуемая сердцевина, которая в типичном случае будет иметь диаметр в диапазоне от 15 до 30 мм, следует ожидать, что непрерывные листы в типичном случае будут иметь следующие возможные максимальные длины:
Что касается остающейся неиспользованной сердцевины псевдостебля (которая в дальнейшем тексте будет именоваться «отходы сердцевины»), то, обратившись теперь к описанию различных элементов способа и устройства, соответствующих настоящему изобретению, отметим, что предпочтительно, если псевдостебель будет оперт для вращения в рабочей станции таким способом, который обеспечивает как необходимую конструктивную опору вдоль длины псевдостебля (являющегося продуктом, по своей природе достаточно гибким), так и позволяет получить по возможности наименьшее количество отходов сердцевины. В предпочтительной форме опора обеспечивается периферийно одним или несколькими валиками, расположенными так, что они соприкасаются с вращающимися псевдостеблями, а не шпинделями, которые используются в качестве обычных опорных механизмов, применяемых в станках для съема фанерного шпона.
Что касается создания необходимой конструктивной опоры, то некоторое множество опорных валиков может быть расположено так, чтобы они соприкасались с вращающимися псевдостеблями по всей длине псевдостебля. В этом отношении некоторое множество опорных валиков может быть установлено так, что имеются опорные валики, расположенные как под вращающимся псевдостеблем, так и валики, расположенные над вращающимся псевдостеблем. В такой форме устройства опоры два опорных валика могут быть установлены под вращающимся псевдостеблем, а два или более опорных валиков могут быть установлены над вращающимся псевдостеблем, или наоборот. Один или более из опорных валиков могут, кроме того, быть приводным валиком, и по крайней мере некоторые из валиков могут быть соединены между собой или приводиться в движение конвейерными лентами или цепями или им подобными механизмами.
В одной из возможных форм реализации изобретения может быть использована комбинация опорных валиков и неподвижных (не вращающихся) опорных элементов, причем опорные валики могут быть расположены над псевдостеблем, когда псевдостебель находится внутри рабочей станции, а неподвижные опорные элементы могут быть расположены под псевдостеблем (и, таким образом, в дальнейшем тексте они будут именоваться нижним опорным элементом). В этой форме реализации опоры предпочтительно, если конвейерная лента (или подобное ей устройство) будет установлена так, чтобы она проходила между псевдостеблем и нижним опорным элементом для удаления листа, отделяемого от псевдостебля.
Независимо от типа устроенной конструктивной опоры предпочтительно опирать псевдостебель таким способом, который позволяет части периферии псевдостебля претерпевать плоскую деформацию непосредственно перед соприкосновением с устройством для отделения волокон. Предпочтительно, если эта плоская деформация будет такая, чтобы она давала возможность устройству для отделения волокон воздействовать на (и, таким образом, снимать лист) плоскую поверхность псевдостебля, а не на искривленную поверхность по всей длине псевдостебля. В этом варианте реализации опоры поверхностные деформации или неровности, имеющиеся на псевдостебле, могут быть преодолены, не мешая процессу съема листа. Кроме того, при таком устройстве более вероятно достижение однородности толщины листа.
В предпочтительной конструкции устройства нижний опорный элемент в идеальном случае должен быть довольно плоским, позволяя опорным валикам, расположенным над псевдостеблем, оказывать на него давление и создавать эту плоскую деформацию, сплющивая, по меньшей мере, нижний участок периферии псевдостебля при его движении мимо нижнего опорного элемента. Установив устройство для отделения волокон на заданном расстоянии над нижним опорным элементом и приложив сверху давление, по меньшей мере такое, которого будет достаточно для деформации периферии псевдостебля, можно добиться вышеупомянутых преимуществ.
Следует понимать также то, что по мере уменьшения диаметра перерабатываемого этим способом псевдостебля возникает необходимость регулировать в соответствии с остаточным диаметром псевдостебля расположение опорных валиков относительно друг друга и/или относительно нижнего опорного элемента и/или относительно вращающегося псевдостебля. Предпочтительно, если регулировка будет такой, чтобы устройство для отделения волокон продолжало сохранять вышеописанный контакт с псевдостеблем непосредственно вслед за участком плоской деформации. Поэтому в другом предпочтительном варианте реализации изобретения один или несколько опорных валиков/элементов должны иметь возможность регулируемым образом изменять свое положение относительно вращающегося стебля.
Как уже упоминалось выше, съем листов основан на соприкосновении вращающегося псевдостебля практически по всей его длине с устройством для отделения волокон. В одном из вариантов реализации устройство для отделения волокон может представлять собой продольно подвижное лезвие. Предпочтительно, если лезвие будет представлять собой одиночное прямое лезвие, устроенное и ограниченное так, чтобы оно двигалось практически параллельно продольной оси псевдостебля вдоль всей длины псевдостебля в единичном проходе, причем само лезвие должно быть по меньшей мере такой длины, какова длина псевдостебля. В этом варианте реализации лезвие затем движется в противоположном направлении, совершая обратный проход, колеблясь, таким образом, при работе назад и вперед вдоль псевдостебля. В сочетании с вращением псевдостебля и при том, что во время совершения колебаний лезвие вдавлено в псевдостебель (или псевдостебель придавлен к лезвию), с периферийной части вращающегося псевдостебля вышеописанным способом снимается лист.
Однако в более предпочтительном варианте реализации устройством для отделения волокон может быть продольно-подвижное лезвие, выполненное в виде непрерывной ленты, такой, которая часто именуется ленточной пилой. При таком устройстве необходимо, чтобы лезвие представляло собой гибкую бесконечную петлю, опирающуюся на разнесенные в разные стороны роликовые колеса, вокруг которых вращается это лезвие, устроенное таким образом, чтобы оно было повернуто к вращающемуся псевдостеблю своей режущей кромкой, расположенной на разделяющей стороне бесконечной петли. Если установить лезвие так, что роликовые колеса будут разнесены в стороны на расстояние, превышающее длину псевдостебля, и обеспечить подходящую опору лезвия выше и ниже режущей кромки (оставляя открытым, по меньшей мере, ведущий край режущей кромки), то непрерывно движущееся лезвие будет действовать так, что оно будет непрерывно снимать лист со всей длины вращающегося псевдостебля.
Такая конструкция обладает дальнейшими преимуществами, поскольку она позволяет лезвию непрерывно очищаться (и, при желании, непрерывно затачиваться) с помощью соответствующего приспособления, действующего совместно с неразделяющей кромкой (на возвратном участке бесконечной петли) вращающегося лезвия. Таким образом, в этом варианте реализации изобретения продольно подвижное лезвие может быть как самоочищающимся, так и самозатачивающимся.
В этом отношении, как упоминалось выше, существенной характеристикой волокон в псевдостебле является то, что они существуют в виде пучков, причем эти пучки, в целом, параллельны продольной оси псевдостебля. Однако там будут присутствовать и некоторые пучки, отклоняющиеся от такой ориентации, в которых есть некоторые участки с поперечной ориентацией волокон. В ходе процесса отделения эти поперечные волокна могут быть перерезаны и/или могут проявлять тенденцию приставать к движущемуся лезвию, образуя наросты на режущей кромке и снижая отделяющую способность лезвия. Поэтому очевидные преимущества дает принятие в качестве продольно подвижного лезвия предпочтительного варианта устройства с непрерывной режущей лентой, которая позволяет удалять из рабочей зоны приставшие волокна так, что их можно снимать с лезвия.
Еще в одном варианте реализации настоящего изобретения устройство для отделения волокон может быть лазерным устройством или устройством, работающим с помощью водяной струи высокого давления, выполненным так, чтобы оно обеспечивало отделение листов описанным выше способом.
Обращаясь теперь к необработанной бумаге, которая может быть изготовлена с использованием листов, изготавливаемых вышеуказанным способом, и к дополнительным стадиям способа, которые необходимы для достижения этого результата, вначале важно понять природу подлежащих изготовлению листов.
В зависимости от их толщины, листы, снимаемые с псевдостебля, будут в типичном случае содержать слой пучков волокон, в целом ориентированных параллельно бывшей продольной оси псевдостебля, причем каждый из пучков простирается практически по всей ширине листа. Толщина слоя может составлять, например, от 10 до 500 пучков. Таким образом, эти листы будут проявлять более высокую прочность при растяжении (в этом продольном направлении) по сравнению с их прочностью в поперечном направлении (в направлении, перпендикулярном этому продольному направлению).
Что касается химического состава листов сразу после их отделения от псевдостебля, то каждый лист, снятый с псевдостебля, будет в типичном случае содержать около 75% воды и 25% волокна (по весу), и будет состоять из целлюлозы в количестве от 55 до 60% и лигнина в количестве от 16 до 20%, а остальную часть будут составлять зола и другие материалы, такие как белки, окись кремния, сахар, жир и некоторые микроэлементы. Таким образом, важно отметить, что эти листы можно назвать листами, состоящими из недревесных волокон, что является важным отличием волокон, находящихся в псевдостеблях растения банана, от волокон, находящихся в обычном лесоматериале (как в смысле их физических свойств, так и в смысле их химических свойств), используемом для производства фанерованных изделий.
Авторы настоящего изобретения пришли к выводу, что именно эти физические и химические свойства (упомянутые выше) листов, снимаемых с псевдостеблей растений банана, обеспечивают псевдостебель растения банана характерной для него прочностью и гибкостью, и они действуют так, что пучки волокон оказываются удачно связанными между собой. Действительно, было установлено, что способность вышеупомянутых способа и устройства, соответствующих настоящему изобретению, снимать таким образом листы с псевдостеблей, позволяет с успехом использовать эти свойства в производстве из них необработанной бумаги (и, таким образом, в производстве различных видов бумаги и бумажных продуктов), преимущественно без необходимости в использовании каких-либо добавляемых химических веществ, таких как клеящие вещества.
Поэтому следует понимать, что настоящее изобретение распространяется на способ изготовления из описанных выше листов необработанной бумаги, причем данный способ содержит стадию изготовления слоистого материала и последующее отверждение двух или более листов без использования специально добавляемых химических веществ, причем ламинирование листов производится таким образом, чтобы волокна, по меньшей мере в двух соседних слоях, не совпадали по направлению. Что касается терминологии, то хотя в настоящем описании объединение двух или более слоев в общую конструкцию именуется «ламинированием», следует понимать, что такое наименование не налагает требования или не подразумевает необходимости в добавлении каких-либо клеящих или иных химических веществ в целях связывания - это просто наименование конструкции, составленной путем помещения одного слоя поверх другого слоя.
Желательное несовпадение направлений ориентации волокон в соседних листах необходимо для того, чтобы увеличить поперечную прочность ламинированного продукта по сравнению с поперечной прочностью единичного листа. В этом варианте реализации изобретения несовпадение ориентации может характеризоваться любой подходящей степенью разориентации, начиная от такого расположения соседних слоев, что их соответствующие волокна будут перпендикулярны друг другу, и кончая разориентацией волокон под углами лишь от 10° до 15°.
Учитывая вышесказанное, следует понимать, что необработанная бумага изготавливаемая с использованием листов, снимаемых с псевдостеблей способом, соответствующим настоящему изобретению, может быть использована для самых разнообразных целей. Действительно, предусматривается, что изготавливаемая необработанная бумага будет иметь, в общем, те же физические свойства, что и необработанная бумага, получаемая в виде сырых рулонов в целлюлозно-бумажной промышленности, и может получить то же применение у переработчиков и отделочников бумаги.
За счет сохранения в необработанной бумаге целостности волокнистой структуры эта необработанная бумага получается намного более прочной как при растяжении, так и при сжатии, а также при повторных изгибах (складывании). Волокна, защищенные в их пучках покрытием из натурального лигнина, сохраняют свои натуральные водоотталкивающие свойства, а также проявляют свойства самозатухания, тогда как целлюлозная бумага, изготовленная из расщепленных целлюлозных (древесных) волокон, такими свойствами не обладает. Поэтому, хотя необработанная бумага, изготовленная из отделенных, а затем ламинированных листов банановых волокон, далее может проходить окончательную обработку с использованием той же технологии, что и бумага, изготавливаемая методом варки целлюлозы, заменяя при этом обычную целлюлозную бумагу, она обеспечивает получение дополнительных преимуществ и превосходное качество.
Что касается стадий последующего ламинирования и отверждения, предусматриваемых для того, чтобы превратить два или несколько листов в соответствующий бумажный продукт, то здесь могут быть использованы любые такие подходящие стадии, какие будут описаны ниже в отношении предпочтительных вариантов реализации настоящего изобретения. Однако было установлено, что на практике удобно, если по крайней мере на стадии отверждения к ламинированным листам будет приложено давление и нагрев, понуждающие к выделению значительного количества воды и уменьшающие толщину до размеров, приемлемых для необработанной бумаги.
И, наконец, из вышеприведенного описания понятно, что настоящее изобретение относится не только к способу изготовления листов, но также и к устройству для изготовления листов из псевдостеблей растений банана семейства Musaceae, причем каждый псевдостебель имеет продольную ось, а устройство содержит:
(a) рабочую станцию, в которую может подаваться псевдостебель;
(b) средства для опирания псевдостебля с целью его вращения внутри рабочей станции относительно его продольной оси; и
(c) устройство для отделения волокон, предназначенное для соприкосновения с вращающимся псевдостеблем вдоль практически всей его длины,
за счет чего устройством для отделения волокон с псевдостебля во время его вращения снимается непрерывный лист из волокна.
Настоящим изобретением, кроме того, предлагается устройство для изготовления необработанной бумаги из вышеупомянутых листов, содержащее:
(a) станцию, в которую может подаваться псевдостебель;
(b) средства для опирания псевдостебля с целью его вращения внутри рабочей станции относительно его продольной оси; и
(c) устройство для отделения волокон, предназначенное для соприкосновения с вращающимся псевдостеблем вдоль практически всей его длины, за счет чего устройством для отделения волокон с псевдостебля во время его вращения снимается непрерывный лист волокна, причем этот лист имеет волокна, которые, в общем, ориентированы в параллельном друг другу направлении;
(d) средства для составления совместной слоистой конструкции из двух или более листов, выполненной таким образом, чтобы направления преимущественно параллельных между собой волокон по меньшей мере в двух смежных листах не совпадали; и
(е) средства для отверждения смежных листов с образованием необработанной бумаги.
Настоящее изобретение, кроме того, конечно же относится к необработанной бумаге, сформированной вышеуказанными способом и устройством.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Ниже описан вариант реализации настоящего изобретения на одном конкретном примере со ссылкой на прилагаемые чертежи. Однако следует понимать, что последующее описание лишь поясняет на примере один конкретный путь практического осуществления изобретения. Поэтому это описание не следует считать ограничивающим вышеприведенное общее описание.
На прилагаемых чертежах изображено следующее:
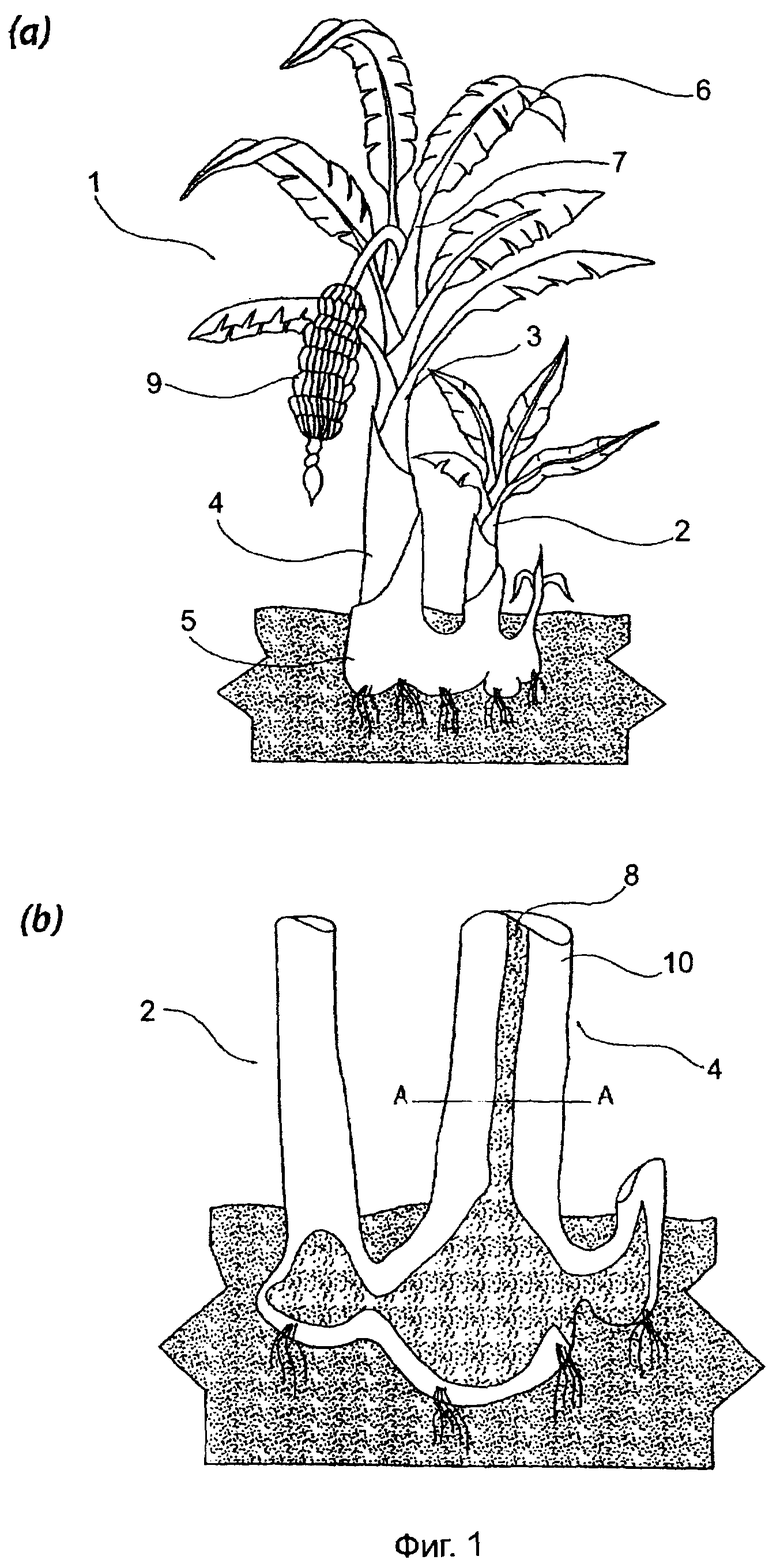
на Фиг.1а - схематический вид сбоку типичного растения банан;
на Фиг.1b - сечение, проходящее через основание псевдостебля бананового растения, показанного на Фиг.1а;
на Фиг.1с - сечение по линии А-А псевдостебля, изображенного на Фиг.1b;
на Фиг.1d - то же сечение, что на Фиг.1с, но после того, как псевдостебель был скруглен;
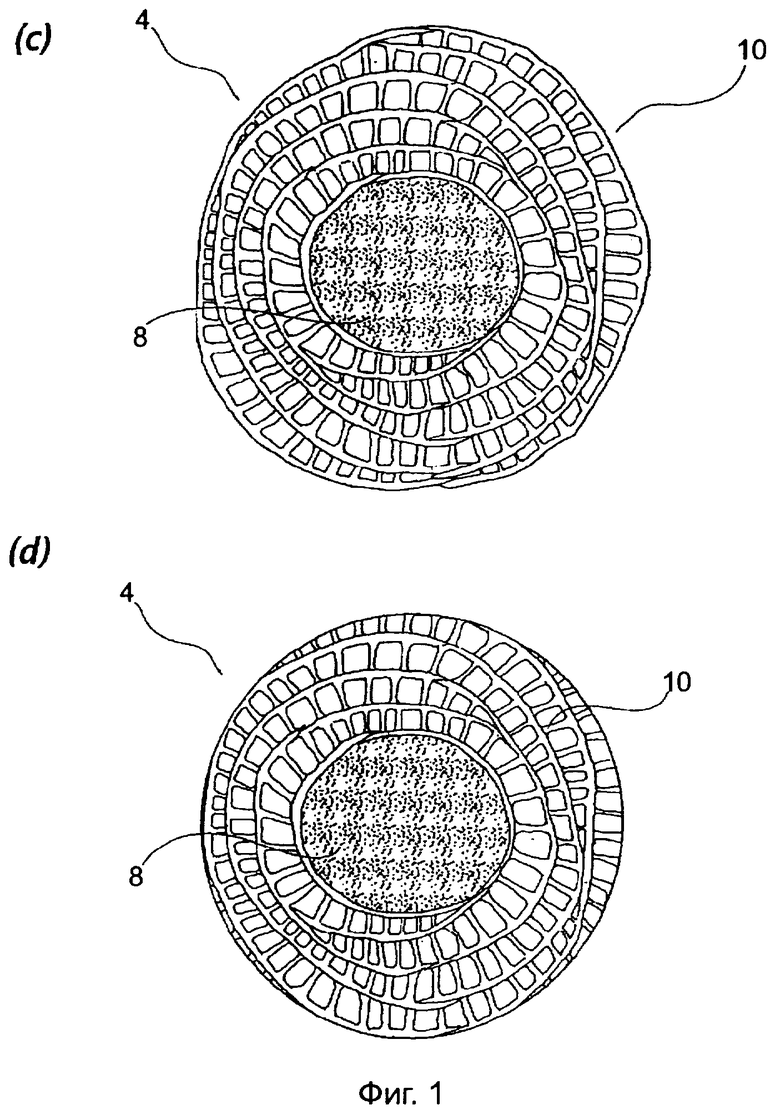
на Фиг.2 - пространственное изображение устройства, соответствующего предпочтительному варианту реализации настоящего изобретения;
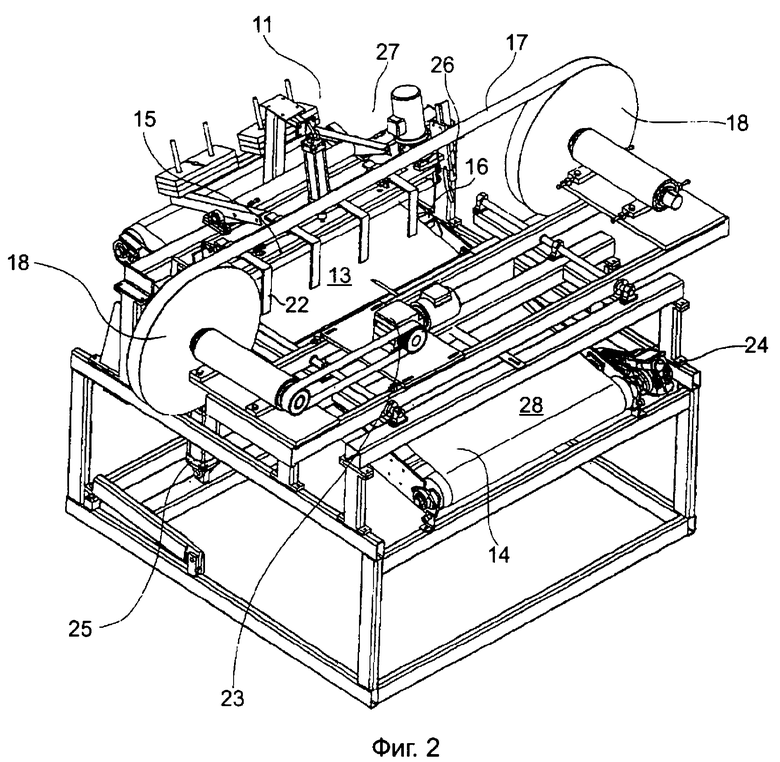
на Фиг.3 - схематический вид с торца устройства, показанного на Фиг.2;
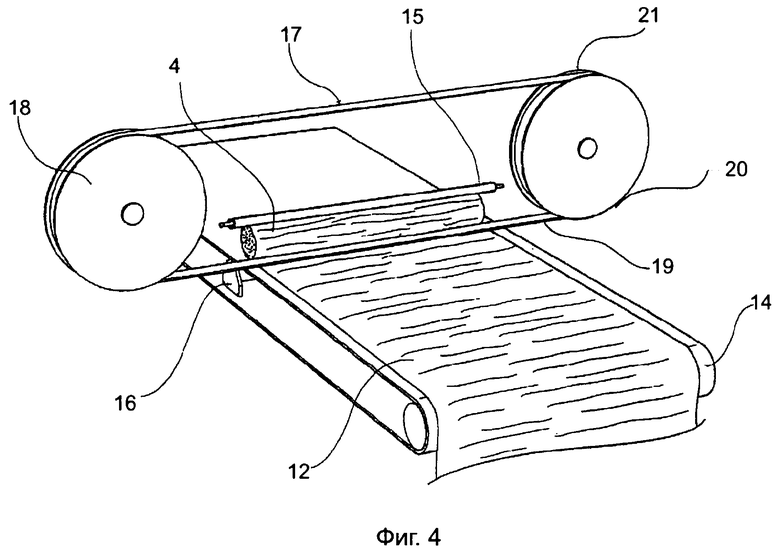
на Фиг.4 - схематический вид разреза устройства, показанного на Фиг.2, с изображением взаимного расположения псевдостебля, устройства для отделения волокон и опорных валиков/элементов внутри рабочей станции;
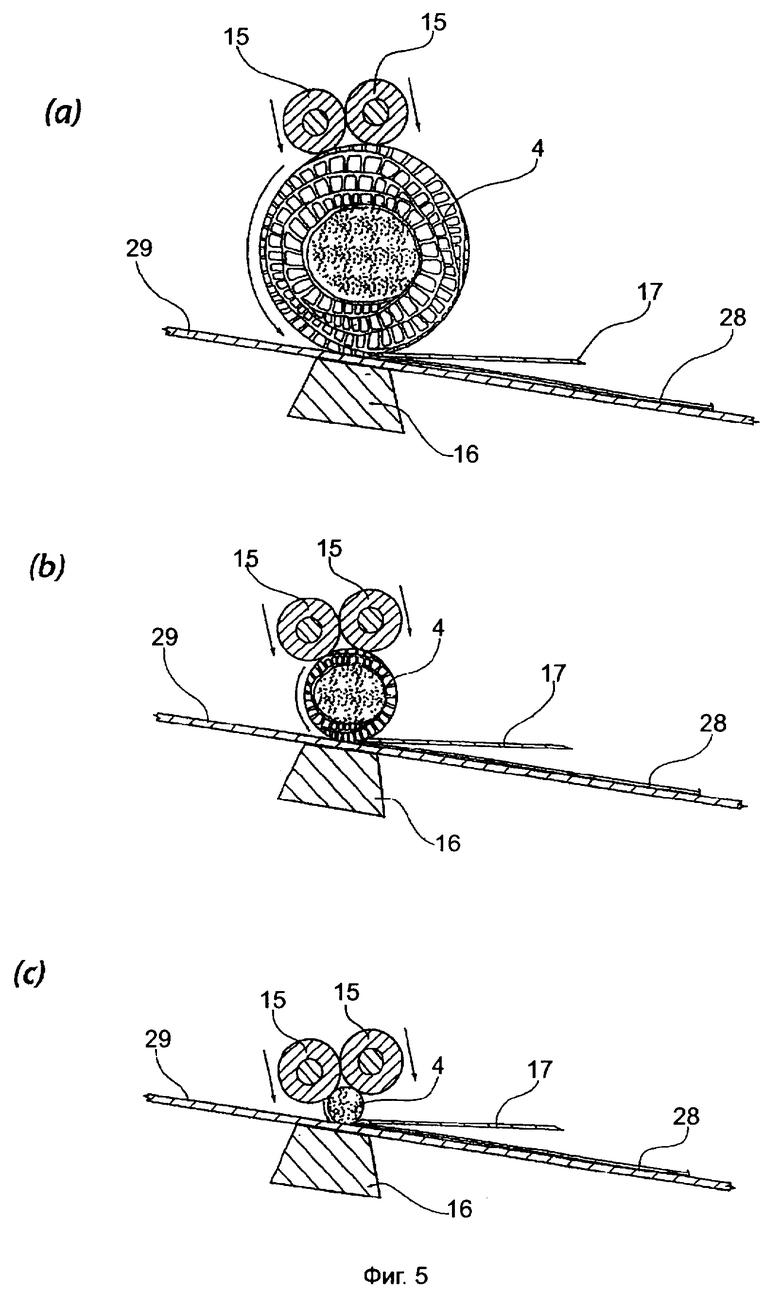
на Фиг.5а, 5b и 5с изображены последовательные рабочие виды псевдостебля в рабочей станции по мере уменьшения диаметра псевдостебля;
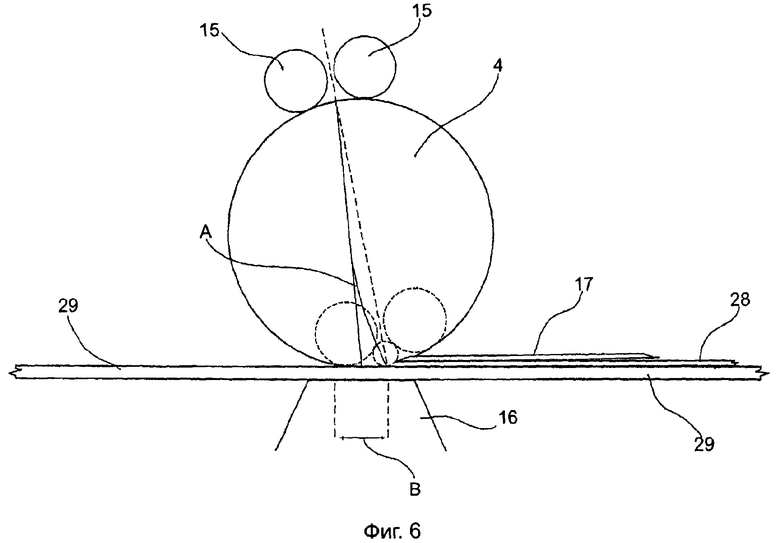
на Фиг.6 - рабочий вид, изображающий предпочтительное движение опорного валика во время работы, показанной на Фиг.5а, 5b и 5с; и
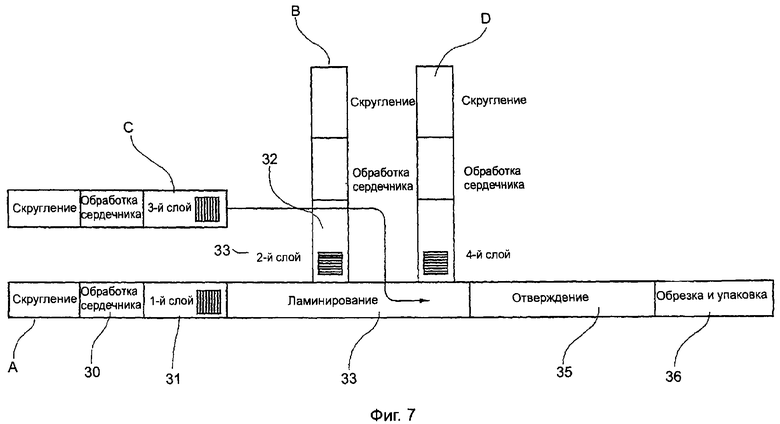
на Фиг.7 - блок-схема, показывающая организацию и схему способа изготовления необработанной бумаги с использованием устройства, изображенного на Фиг.2.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНОГО ВАРИАНТА РЕАЛИЗАЦИИ ИЗОБРЕТЕНИЯ
Переходя к более подробному описанию устройства, изображенного на Фиг.2-7, вначале будет полезным рассмотреть различные аспекты подаваемого сырьевого материала, относящегося к предмету настоящего изобретения. На Фиг.1а показано типичное банановое растение 1 (с корневым побегом 2), являющееся крупным многолетним растением со слоями листоножек 3, образующими в целом цилиндрический стволоподобный псевдостебель 4. Каждый псевдостебель растет из зачатка на клубнелуковице 5, которая представляет собой подземное корневище. Банановое растение 1 обычно может вырастать до высоты в диапазоне от 3 до 8 метров в течение периода от 9 до 18 месяцев.
Мягкие гладкие листоножные листья 6 в количестве от четырех до пятнадцати располагаются спирально на листоножках 7, выступающих из образованных листоножками слоев 3. На Фиг.1b показано соцветие, трансформированная точка роста, которое представляет собой оконечный колос на побеге, растущем из центральной части на верхушке псевдостебля 4, который выбрасывается из сердцевины 8. Когда из женских цветков образуются молодые плоды, они похожи на тонкие зеленые пальцы. Затем прицветники сбрасываются, и полностью выросшие плоды в каждой грозди превращаются в «кисть» бананов 9, свешивающуюся на удлиненном согнутом вниз черенке.
Псевдостебель 4 совершенно взрослого растения имеет наружный слой 10, образованный слоями листоножек, нарастающими за время роста растения, который отличается от сердцевины 8, как это очевидно следует из типичного сечения необработанного (перед операцией скругления) псевдостебля 4, показанного на Фиг.1с. Как можно еще заметить на Фиг.1b, незрелое растение (такое, как побег 2) пока не имеет сердцевины и, таким образом, полностью образовано из этого слоистого материала.
Выращиваемые в коммерческих целях банановые растения в типичном случае имеют срок жизни только от 1 до 2 лет, поскольку банановые растения цветут (и дают бананы) только один раз в жизни, после чего листья, листоножки и псевдостебель начинают отмирать. Тогда псевдостебель может быть использован в способе переработки, таком, как предлагается настоящим изобретением.
После сбора плодов с бананового растения его псевдостебель доступен для использования. В идеальном случае каждый псевдостебель должен быть срезан до подходящей длины и должен пройти стадию предварительной обработки, которая в вышеприведенном тексте именовалась «стадией скругления». В целях настоящего изобретения предварительная обработка будет проводиться тем же образом и тем же способом и устройством, что и первичная стадия собственно обработки и, таким образом, описание предпочтительного варианта реализации изобретения теперь сведется к описанию всего одного устройства и способа его работы.
На Фиг.2, 3 и 4 показано устройство 11, которое способно изготавливать листы 12 из псевдостеблей 4 бананового растения. Рассматривая только те детали устройства, которые требуют некоторого пояснения, отметим, что устройство 11, в общем, содержит рабочую станцию 13, представляющую собой зону, расположенную над конвейерным механизмом 14 и под опорными валиками 15 (которые более подробно будут описаны ниже). Положение псевдостебля 4 таково, что он оперт также на конвейерные механизмы 14 за счет наличия фиксированного (не вращающегося) опорного элемента, который в предпочтительном варианте реализации представляет собой удлиненный приемный стол 16. Хотя в этом варианте реализации опора под рабочей станцией 13 создается фиксированным (не вращающимся) опорным элементом, следует понимать, что эта опора в альтернативном варианте может быть создана вращающимся валиком подходящей формы и размера.
Что касается рабочей станции 13, то следует понимать, что устройство, показанное на Фиг.2, изображено с удаленным с него псевдостеблем 4, что сделано в интересах понятности иллюстрации.
Устройство 11 содержит устройство для отделения волокон, выполненное в виде подвижного лезвия 17, которое устроено и ограничено так, чтобы оно двигалось практически параллельно продольной оси псевдостебля 4 вдоль всей его длины, совершая один проход. Поэтому очевидно, что псевдостебель 4 должен иметь длину, которая, в основном, помещается внутри рабочей станции 13 между разнесенными в стороны роликовыми колесами 18 устройства для отделения волокон. Что касается этих роликовых колес 18, то должно быть совершенно понятно, что предпочтительной формой продольно подвижного лезвия 17 является непрерывная лента, такая, как так называемая ленточная пила.
Лезвие 17 направлено на вращающийся псевдостебель 4 режущей кромкой 19 (лучше всего это видно на Фиг.4), расположенной на режущей стороне 20 лезвия 17. В этом отношении вторая сторона лезвия 17 может быть названа возвратной стороной 21. Как очевидно следует из Фиг.3, лезвие 17 ленточной пилы опирается на подходящую опору 22 лезвия, расположенную выше и ниже лезвия 17. Опора 22 лезвия может содержать средства для чистки лезвия (не показаны), способные непрерывно очищать лезвие во время работы.
Устройство 11, в общем случае, содержит средства 23, предназначенные для привода продольно подвижного лезвия 17 и управления им, средства 24, предназначенные для привода и управления конвейерного механизма 14, и исполнительные средства 25, способные наклонять конвейерный механизм 14 по мере необходимости. При этом опускание конвейерного механизма 14 позволяет подавать новый псевдостебель 4 в рабочую станцию 13, а также позволяет извлекать из нее выбрасываемый сердечник в конце операции.
Кроме того, устройство 11 содержит направляющие средства 26, способные обеспечивать регулирование положения опорных валиков 15 во время работы по данному способу, как это будет описано ниже применительно к Фиг.5 и 6. С направляющими средствами 26 связан исполнительный и приводной элемент 27, который дает возможность прикладывать давление к опорным валикам 15 и, затем, к псевдостеблю 4, когда он находится внутри рабочей станции 13, приводя одновременно в движение один или оба опорных валика 15.
Обратимся теперь к Фиг.5а, 5b и 5с, на которых последовательно показана работа устройства 11 с точки зрения состояния псевдостебля 4. На Фиг.5а показан псевдостебель, имеющий диаметр около 150 мм, что является типичным первоначальным диаметром скругленного псевдостебля, подаваемого в рабочую станцию 13. На Фиг.5b показан псевдостебель 4 после того, как он некоторое время подвергался обработке, и после съема с него непрерывного листа 12 до тех пор, пока диаметр псевдостебля 4 не снизился до диаметра приблизительно 75 мм. На Фиг.5с показан псевдостебель 4 с еще больше уменьшенным диаметром, достигшим приблизительно 25 мм; этот диаметр эквивалентен наименьшему предусмотренному диаметру, который соответствует диаметру сердечника, подлежащего удалению в отходы.
На Фиг.5а, 5b и 5с показана также конвейерная лента 28, на которую будет опираться псевдостебель 4, поддерживаемый снизу ленты опорным элементом 16. Хорошо видны также опорные валики 15.
Рассматривая последовательный переход от ситуации, изображенной на Фиг.5а, к ситуации, показанной на Фиг.5b и, далее, на Фиг.5с, обратимся также к Фиг.6. Все вместе эти рисунки показывают, что по мере уменьшения диаметра псевдостебля 4 расположение опорных валиков 15 относительно друг друга и относительно нижнего опорного элемента 16 настраивается под остаточный диаметр псевдостебля. Эта настройка стремится к завершению в изначальной контактной точке псевдостебля 4 с конвейерной лентой 28, лежащей на продолжении траектории, показанной линией А на Фиг.6. В связи с этим направляющие средства 26 могут быть устроены так, чтобы они обеспечивали пропорциональное регулирование этого типа, направляя положение опорных валиков 15 относительно псевдостебля 4.
Из иллюстрации, приведенной на Фиг.6, очевидно также, что при плоской верхней поверхности нижнего опорного элемента 16 давление на псевдостебель 4, оказываемое сверху опорными валиками 15, заставляет часть периферии псевдостебля (обозначенной участком В на Фиг.6) претерпевать плоскую деформацию прямо перед соприкосновением с устройством для отделения волокон. Это именно та плоская деформация, которая позволяет устройству для отделения волокон работать на плоском участке псевдостебля, а не на искривленном его участке, что помогает снимать лист постоянной толщины. Кроме того, снимать с псевдостебля лист 12 заданной толщины позволяет установка устройства для отделения волокон (а именно, лезвия 17) на заданном расстоянии над конвейерной лентой 28.
В этом варианте реализации изобретения деформации или нерегулярности поверхности псевдостебля могут быть преодолены так, что они не будут мешать процессу съема листа, поскольку к режущей поверхности лезвия 17 будет обращен постоянно плоский участок.
Поверхность опорных валиков 15 в предпочтительном случае является гладкой, чтобы она не оставляла следов на поверхности псевдостебля 4 (и, таким образом, не вызывала последующих повреждений снимаемого листа). В идеальном случае опорные валики 15 должны быть валиками из полированной стали. Действительно, в идеальном случае верхняя поверхность опорного элемента также должна быть полированной, чтобы проходящая над ним конвейерная лента 28 двигалась почти без трения, даже когда псевдостебель 4 находится под давлением, необходимым для создания упомянутой выше плоской деформации.
Использование устройства 11 для работы с псевдостеблем 4 подходящих размеров приводит к съему с псевдостебля 4 непрерывного листа 12, состоящего из волокон, причем лист имеет ширину, равную длине псевдостебля 4, а длина листа определяется заданной толщиной листа 12 и первоначальным диаметром псевдостебля 4. Лист 12 будет непрерывно выводиться из устройства 11 конвейерной лентой 28. Лист будет непрерывным до тех пор, пока не будет достигнут минимальный обрабатываемый диаметр псевдостебля 4, после чего из устройства 11 будет удален сердечник, выбрасываемый в отходы, и вместо него в устройство будет введен новый сырьевой псевдостебель. В этом отношении, снова обращаясь к использованию такого устройства как для стадии скругления (предварительная обработка), так и для стадии основной обработки, следует понимать, что первые несколько оборотов исходного псевдостебля (в процессе скругления), такого, как псевдостебель, показанный на Фиг.1с, вероятно не будут сопровождаться получением пригодного к употреблению листа. Однако предусматривается, что после всего лишь одного или двух проходов псевдостебля, в результате которых образуется скругленный псевдостебель, подобный показанному на Фиг.1d, далее будет производиться непрерывный лист.
Что касается организации подходящего полного процесса работы, такого, который дает возможность в результате изготавливать необработанную бумагу, готовую к обычной отправке переработчикам бумаги, то пример такого процесса показан на Фиг.7.
На Фиг.7 изображена графическая схема предлагаемого рабочего процесса, способного производить необработанную бумагу из двух, трех или четырех листов. В этой схеме первое устройство 29 (такое, как описанное выше устройство 11) расположено на линии А и предназначено для производства первого листа, имеющего первое направление ориентации волокон, именуемого первым слоем 30. Вторая линия В, которая тоже содержит устройство 11 такого типа, как было описано выше, а именно устройство 31, производит второй лист (именуемый вторым слоем 32), в котором волокна (являющиеся продольными волокнами, полученными из исходного псевдостебля) расположены перпендикулярно волокнам первого слоя.
Процесс ламинирования 33 - такой процесс, который позволяет эти два листа (а именно: первый слой 30 и второй слой 32) укладывать один поверх другого так, чтобы ориентация волокон в них не совпадала, с получением двухслойного листа.
Как можно заметить на Фиг.7, могут быть введены также третья и четвертая линии С и D, предназначенные для производства других наслаиваемых листов с получением, таким образом, либо трех-, либо четырехслойных листов.
Затем ламинированный материал проходит через соответствующую стадию отверждения 34, где к нему прикладываются подходящие для сжатия слоистого материала давление и температура с целью формирования необработанного бумажного продукта подходящей толщины, имеющего подходящие характеристики. Окончательная необработанная бумага затем может быть, по мере необходимости, обрезана и упакована на стадии 35.
Таким образом, видно, что способ и устройство, соответствующие настоящему изобретению, способны отделять волокна от тела псевдостебля таким образом, что при этом получаются относительно тонкие листы, состоящие из волокон, причем каждый лист имеет ряд волокон (или пучков волокон), уложенных в одном направлении, которые затем могут наслаиваться на другой лист, в котором волокна проходят в другом направлении, чтобы в конце концов получить необработанную бумагу. Этот способ не требует использования дополнительных химических веществ для связывания разных листов между собой, как не требует и удаления химических веществ, естественно присутствующих в псевдостебле. Скорее, он основывается на естественных связующих свойствах, присущих нормальному составу псевдостебля банана.
Устройство способно отделять и удалять эти листы от псевдостебля таким образом, что оно подстраивается под гибкий характер псевдостебля, а также учитывает тот факт, что благодаря своему строению псевдостебель имеет склонность к засорению и забиванию оборудования при использовании более традиционных операций получения фанерного шпона. Действительно, при существующих природе и строении псевдостеблей банана при производстве из них листов шпона к ним невозможно применить традиционные технологии, обычные для получения фанерного шпона.
Наконец, следует понимать, что этот вариант реализации изобретения был приведен только в качестве примера и что настоящим изобретением предусмотрены различные вариации и модификации, подпадающие под смысл и область распространения настоящего изобретения.
Устройство для изготовления листов из псевдостеблей растений бананов семейства Musaceae, каждый из которых имеет продольную ось, содержит рабочую станцию, в которую может подаваться псевдостебель, средства для опирания псевдостебля с целью его вращения относительно его продольной оси внутри рабочей станции и устройство для отделения волокон, которое предназначено для соприкосновения с вращающимся псевдостеблем практически вдоль всей его длины и которое выполнено с возможностью снимать с псевдостебля при его вращении непрерывный лист волокон. Использование данной группы изобретений позволяет технически просто получать листы, используемые для производства бумаги. 10 н. и 29 з.п. ф-лы, 12 ил.
1. Устройство для изготовления листов из псевдостеблей растений бананов семейства Musaceae, каждый из которых имеет продольную ось, содержащее
(a) рабочую станцию, в которую может подаваться псевдостебель,
(b) средства для опирания псевдостебля с целью его вращения относительно его продольной оси внутри рабочей станции, и
(c) устройство для отделения волокон, предназначенное для
соприкосновения с вращающимся псевдостеблем практически вдоль всей его длины и выполненное с возможностью снимать с псевдостебля при его вращении непрерывный лист волокон.
2. Устройство по п.1, в котором средства для опирания выполнены в виде одного или нескольких опорных валиков, расположенных возле периферии псевдостебля так, что они соприкасаются с вращающимися псевдостеблями.
3. Устройство по п.2, в котором некоторое множество опорных валиков установлено так, что они соприкасаются с вращающимися псевдостеблями практически по всей длине псевдостебля.
4. Устройство по п.3, в котором опорные валики размещены как под вращающимся псевдостеблем, так и над ним.
5. Устройство по п.2, в котором один или более из опорных валиков действуют в качестве ведущего валика.
6. Устройство по п.1, в котором средства для опирания являются комбинацией опорных валиков и фиксированного (невращающегося) опорного элемента, причем опорные валики расположены над псевдостеблем, когда псевдостебель находится внутри рабочей станции, а фиксированный опорный элемент расположен под ним.
7. Устройство по п.6, включающее конвейерную ленту, проходящую между псевдостеблем и нижним опорным элементом, предназначенную для удаления листа после отделения его от псевдостебля.
8. Устройство по п.1, в котором псевдостебель оперт с обеспечением возможности для части периферии псевдостебля претерпевать плоскую деформацию непосредственно перед соприкосновением с устройством для отделения волокон.
9. Устройство по п.8, в котором плоская деформация такова, что она дает возможность устройству для отделения волокон воздействовать на плоскую поверхность псевдостебля для снятия с нее листа вдоль практически всей длины псевдостебля.
10. Устройство по п.6, в котором фиксированный опорный элемент выполнен относительно плоским с обеспечением возможности давлению, прилагаемому к псевдостеблю опорными валиками сверху, создавать плоскую деформацию и выпрямлять, по меньшей мере, нижний участок периферии псевдостебля при его движении через фиксированный опорный элемент.
11. Устройство по п.10, в котором устройство для отделения волокон установлено на заданном расстоянии над фиксированным опорным элементом.
12. Устройство по п.1, в котором средства для опирания установлены с возможностью регулирования их положения относительно вращающегося стебля.
13. Устройство по п.1, в котором устройство для отделения волокон выполнено в виде продольно движущегося лезвия.
14. Устройство по п.13, в котором лезвием является одинарное прямое лезвие, установленное и ограниченное с возможностью двигаться практически параллельно продольной оси псевдостебля вдоль всей длины псевдостебля в одинарном проходе, причем длина лезвия, по меньшей мере, равна длине псевдостебля.
15. Устройство по п.14, в котором лезвие установлено с возможностью двигаться в противоположном направлении в возвратном проходе, осуществляя, таким образом, колебания назад и вперед вдоль псевдостебля.
16. Устройство по п.13, в котором устройство для отделения волокон представляет собой продольно движущееся лезвие, выполненное в виде непрерывной ленты.
17. Устройство по п.16, в котором лезвие выполнено в виде гибкой бесконечной петли, опертой на противостоящие разнесенные в стороны роликовые колеса с возможностью ее вращения и установленной так, что на вращающийся псевдостебель направлена разделяющая режущая кромка на разделяющей стороне бесконечной петли.
18. Устройство по п.17, в котором роликовые колеса лезвия разнесены в стороны на расстояние, превышающее длину псевдостебля, а выше и ниже разделяющей поверхности создана подходящая опора для лезвия, оставляющая выступающей, по меньшей мере, переднюю часть разделяющей кромки с обеспечением возможности непрерывно движущемуся лезвию непрерывно снимать лист со всей длины вращающегося псевдостебля.
19. Устройство по п.17, содержащее устройство для очистки лезвия, действующее совместно с неразделяющей режущей кромкой вращающегося лезвия, расположенной на возвратной стороне образованной лезвием бесконечной петли.
20. Устройство для изготовления необработанной бумаги из листов, изготавливаемых из псевдостеблей растений бананов семейства Musaceae, каждый из которых имеет продольную ось, содержащее
(a) рабочую станцию для подачи псевдостебля,
(b) средства для опирания псевдостебля с целью его вращения относительно его продольной оси внутри рабочей станции,
(c) устройство для отделения волокон, предназначенное для соприкосновения с вращающимся псевдостеблем практически вдоль всей его длины и снятия с псевдостебля при его вращении непрерывного листа волокон, причем этот лист содержит волокна, в общем, ориентированные параллельно друг другу;
(d) средства для изготовления слоистой конструкции из двух или более листов так, чтобы направления в общем параллельных друг другу волокон по меньшей мере в двух смежных листах не совпадали между собой, и
(e) средства для отверждения смежных листов с целью образования необработанной бумаги.
21. Устройство по п.20, в котором средства для отверждения содержат устройство, способное прикладывать к ламинированным листам давление и тепло.
22. Лист, изготовленный устройством по любому из пп.1-19.
23. Необработанная бумага, изготовленная из листа по п.22.
24. Необработанная бумага, изготовленная устройством по любому из пп.20 и 21.
25. Способ изготовления листов из псевдостеблей растений бананов семейства Musaceae, каждый из которых имеет продольную ось, включающий следующие стадии:
(a) подача псевдостебля в рабочую станцию,
(b) опирание псевдостебля с целью его вращения относительно его продольной оси внутри рабочей станции, и
(с) соприкосновение вращающегося псевдостебля практически вдоль всей его длины с устройством для отделения волокон, за счет чего обеспечена возможность снятия непрерывного листа волокон с псевдостебля при его вращении устройством для отделения волокон.
26. Способ по п.25, при котором в устройстве для отделения волокон листы снимают посредством устройства, способного двигаться между пучками волокон во время вращения псевдостебля, разделяя их с сохранением целостности пучков волокон вдоль практически всей длины псевдостебля и, следовательно, вдоль непрерывно снимаемого листа.
27. Способ по п.25, в котором опирание создают возле периферии псевдостебля одним или несколькими валиками, установленными с обеспечением соприкосновения их с вращающимися псевдостеблями.
28. Способ по п.25, в котором опирание псевдостебля осуществляют с обеспечением возможности для части периферии псевдостебля претерпевать плоскую деформацию непосредственно перед соприкосновением с устройством для отделения волокон.
29. Способ по п.28, в котором упомянутая плоская деформация такова, что она обеспечивает возможность устройству для отделения волокон воздействовать на плоскую поверхность псевдостебля вдоль практически всей длины псевдостебля и, таким образом, снимать с него листы.
30. Способ по п.25, включающий операцию регулирования опоры псевдостебля по мере уменьшения диаметра псевдостебля при его обработке.
31. Способ по п.25, в котором устройство для отделения волокон представляет собой одинарное прямое лезвие, установленное и ограниченное с возможностью двигаться в целом параллельно продольной оси псевдостебля вдоль всей длины псевдостебля в одном проходе, причем само лезвие имеет длину, равную, по меньшей мере, длине псевдостебля, а при движении лезвия в противоположном направлении обеспечена возможность его движения в возвратном проходе, таким образом, совершая колебания назад и вперед вдоль псевдостебля при его обработке.
32. Способ по п.25, в котором устройство для отделения волокон представляет собой продольно подвижное лезвие, выполненное в виде гибкой бесконечной петли, опертой на противостоящие разнесенные в стороны роликовые колеса, вокруг которых вращается лезвие, и установленное так, что оно направлено на псевдостебель своей разделяющей режущей кромкой на разделяющей стороне бесконечной петли.
33. Способ по п.32, в котором лезвие устроено так, что роликовые колеса разнесены в стороны на расстояние, превышающее длину псевдостебля, и создана соответствующая опора лезвия, находящаяся выше и ниже разделяющей режущей кромки, оставляя выступающей, по меньшей мере, режущую кромку, благодаря чему непрерывно движущееся лезвие непрерывно снимает лист со всей длины вращающегося псевдостебля.
34. Способ по п.32 или 33, в котором осуществляют непрерывную очистку лезвия с помощью устройства для очистки лезвия, действующего совместно с неразделяющей режущей поверхностью вращающегося лезвия, находящейся на возвратной стороне образованной лезвием бесконечной петли.
35. Способ изготовления необработанной бумаги из листов, изготовленных из псевдостеблей растений бананов семейства Musaceae, каждый из которых имеет продольную ось, включающий следующие операции:
(a) подача псевдостебля в рабочую станцию,
(b) опирание псевдостебля с обеспечением его вращения относительно его продольной оси внутри рабочей станции,
(c) соприкосновение вращающегося псевдостебля практически вдоль всей его длины с устройством для отделения волокон, за счет чего обеспечена возможность снятия непрерывного листа волокон с псевдостебля при его вращении устройством для отделения волокон, причем волокна в этом листе ориентированы, в основном, параллельно друг другу,
(d) наслоение двух или более полученных листов друг на друга так, чтобы направление в общем параллельных друг другу волокон по меньшей мере в двух смежных слоях не совпадало, и
(e) отверждение смежных слоев с образованием необработанной бумаги.
36. Способ по п.35, в котором отверждение включает приложение давления и тепла к ламинируемым листам.
37. Лист, изготовленный способом по любому из пп.25-34.
38. Необработанная бумага, изготовленная из листа по п.37.
39. Необработанная бумага, изготовленная способом по любому из пп.35 или 36.
| US 1981883 А, 27.11.1934 | |||
| JP 2002212888 A, 31.07.2002 | |||
| KR 20030031447 A, 21.04.2003 | |||
| MX 9703971 A, 30.04.1999 | |||
| RU 93017670 A1, 01.01.1996. |

