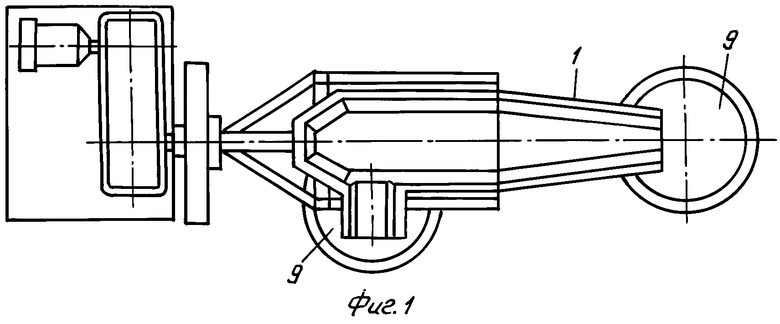
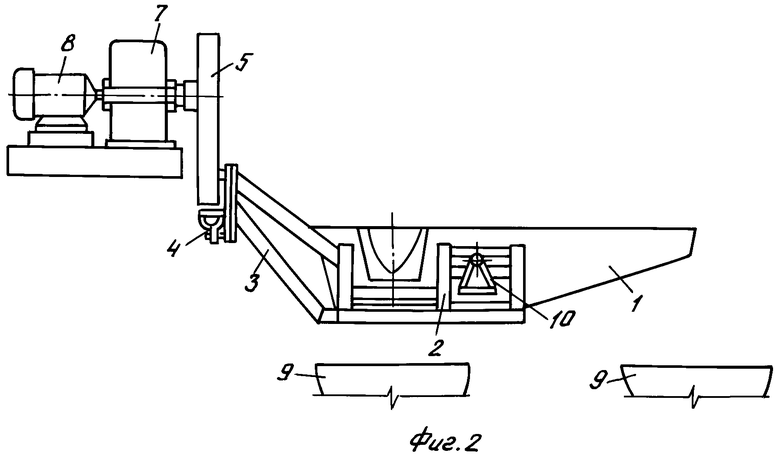
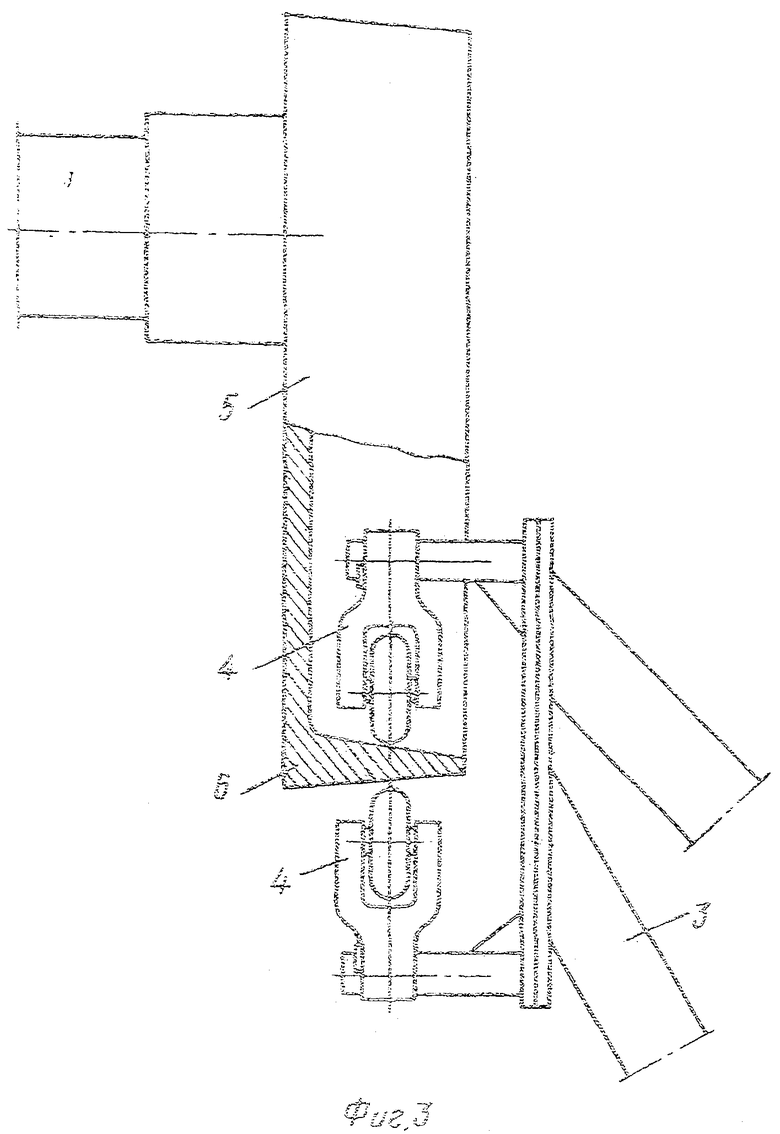
Устройство для разливки жидкого металла относится к черной металлургии и может быть использовано в доменном производстве, сталеплавильных печах, а также в шахтных, в шахтно-ванных печах, предназначенных для плавки цветных металлов и сплавов. Известен аналог - устройство для разливки жидкого металла (источник информации А.С. №1152964). На фиг.1. схематически показано устройство для разливки жидкого металла; на фиг.2 - то же, продольный разрез; на фиг.3 - расположение роликовых обойм на кронштейне.
Устройство для разливки жидкого металла состоит из желоба 1, футерованной ванны с двумя взаимно перпендикулярными носками, установленной в люльке 2, опирающейся кронштейном 3 через роликовые обоймы 4 на приводной эксцентриковый диск 5, через обод 6, насаженный на вал редуктора 7. Вращение обеспечивает электродвигатель 8. Разливка ведется в ковш 9.
При включении электродвигателя 8 эксцентриковый диск 5 с ободом 6 начинает вращаться, изменяя положение роликовых обойм 4 относительно опор люльки 10. В результате люлька 10 с желобом могут наклоняться на необходимый угол, обеспечивающий разливку либо в один из ковшей, либо одновременно в два ковша.
Итак, как и в заявленном устройстве, имеется привод, состоящий из электродвигателя 8, редуктора 7, который обеспечивает вращение на определенный угол желоба 1.
Недостатки заключаются в том, что:
- устройство относительно сложное;
- желоб может вращаться вокруг оси только на определенный угол, который обеспечивает слив расплавленного металла в ковши;
- открытая конструкция желоба приводит к сильному тепловому излучению на обслуживающий персонал;
- плохие условия труда для обслуживающего персонала из-за выделения газов при выпуске расплавленного металла;
- малая стойкость футеровки.
Из известных наиболее близким по технической сущности (прототипом) является устройство (А.С. №1285002).
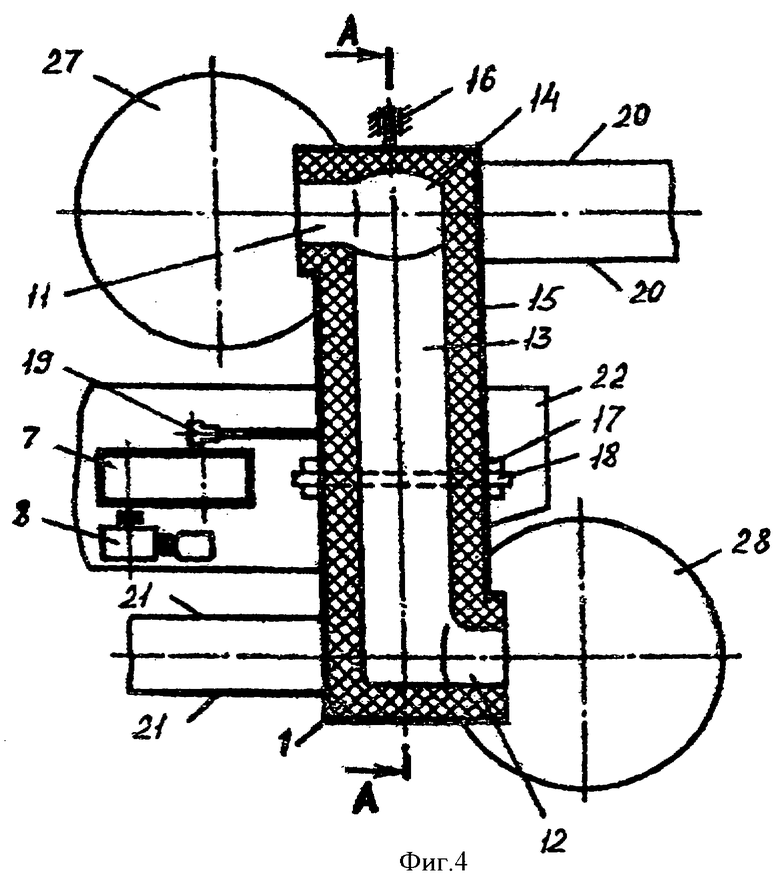
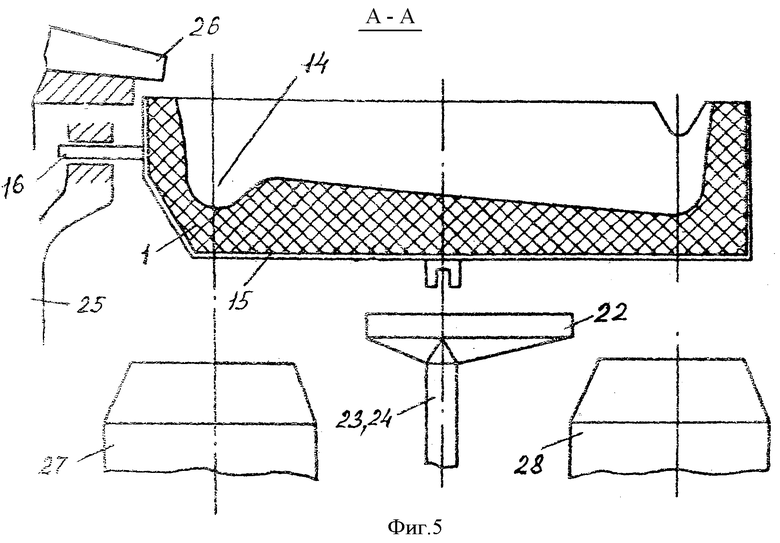
На фиг.4 показано устройство с вращающимся желобом; на фиг.5 - разрез А-А.
Вращающийся желоб 1 выполнен Z-образной формы, сливные носки 11 и 12 его противоположно направлены и перпендикулярны к соединяющему их каналу 13 с приемной воронкой 14, в сторону сливного носка 12 сделан уклон 5°. Сварная рама 15 вращающегося желоба 1 одним концом установлена на цапфу 16, ось которой расположена на оси, проходящей через центр тяжести желоба. В основании желоба выполнена беговая дорожка 17, которой желоб опирается на самоцентрирующуюся балансирную опору 18. Желоб соединен с приводом: электродвигателем 8, редуктором 7, посредством, например, кривошипно-шатунного механизма 19.
Вращающийся желоб 1 установлен перпендикулярно подъездным путям 20 и 21 и опирается основанием на площадку 22, установленную на опорах 23 и 24, а цапфой 16 - на колонну 25 (фиг.5). Желоб 1 устанавливается под стационарным сливным носком 26 (фиг.5). Под сливными носками 11 и 12 на путях 20 и 21 устанавливают чугуновозные ковши 27 и 28 во время разливки.
Работа устройства осуществляется следующим образом.
Перед разливкой желоб Z-образной формы при помощи электродвигателя 8 и редуктора 7, кривошипно-шатунного механизма 19, вращаясь, разворачивается на 15° вокруг горизонтальной оси, на которой находится центр тяжести желоба с расплавом и ось цапфы 16. В это время струя расплава, подаваемая из стационарного носка 26, попадает в приемную воронку 14. В первом случае расплав из приемной воронки 14 сразу через сливной носок 11 попадает в ковш 27, стоящий на пути 20. При его заполнении включается привод и желоб вращается вокруг своей горизонтальной оси на 30° в сторону сливного носка 12. При этом струя расплава из приемной воронки 14 попадает в канал 13, который имеет наклон в 5° в сторону сливного носка 12, и из канала 13 через сливной носок 12 расплав попадает в ковш 28, стоящий на пути 21.
Сварная рама 15 вращающегося желоба 1 имеет в основании беговую дорожку 17, которая выполнена по окружности, и при вращении желоба 1 приводом, состоящим из электродвигателя 8, редуктора 7, кривошипно-шатунного механизма 19 в одну или другую сторону она обкатывается по роликам самоцентрирующейся балансирной опоры 18, установленной на площадке 22, которая смонтирована на опорах 23 и 24.
Во время заполнения ковша 28 состав, стоящий на пути 21, передвигается и под разливку ставится пустой ковш. После заполнения ковша 28 желоб вращается в обратную сторону для заполнения ковша 27, стоящего на пути 20, и т.д. Для слива чугуна из приемной воронки желоб доворачивается еще на 15-20°. После окончательного слива чугуна желоб устанавливают в исходное положение, т.е. носки желоба устанавливают горизонтально. И в таком положении желоб находится до следующей разливки. После чего цикл повторяется. Как и в заявленном устройстве, прототип содержит вращающийся футерованный желоб, соединенный с приводом, и стационарный сливной носок.
Недостаток заключается в том, что:
- желоб может вращаться вокруг оси только на определенный угол, который дает возможность слить расплавленный металл в ковш;
- плохие условия труда для заливщика из-за теплового излучения расплавленного металла и выделяющихся при разливке газов;
- ограниченная зона обслуживания желобом при разливке (возможность заливки только ковшей, находящихся на параллельных путях);
- сложность конструкции;
- недостаточная теплоизоляция сварной рамы от расплавленного металла;
- малая стойкость футеровки.
Задачей предлагаемого изобретения является улучшение условий труда обслуживающего персонала, увеличение стойкости футеровки, улучшение теплоизоляции металлоконструкции желоба от расплавленного металла, увеличение зоны обслуживания желобом (например, разливка расплавленного металла в конвейер, карусель, ковш, расположенные в секторе заливки).
Это достигается тем, что в устройство для разливки жидкого металла, содержащее вращающийся футерованный желоб, соединенный с приводом, и стационарный сливной носок, согласно предлагаемому изобретению введена поворотная чаша с носком, смонтированная на швеллере соосно вращающемуся желобу, поворотная чаша имеет металлический корпус с футеровкой и теплоизоляционным слоем под ней, снизу к металлическому корпусу указанной чаши приварен вал, опирающийся на опорный шар, расположенный в нижней части трубы с дном, вертикально приваренной к швеллеру, с обеспечением возможности поворота поворотной чаши на угол 120° вокруг своей оси, при этом в торце вала выполнена выборка в виде сегмента с радиусом, равным радиусу опорного шара, с обеспечением возможности поворота его вокруг своей оси на угол 120°.
Введение в конструкцию устройства для разливки жидкого металла поворотной чаши с носком дает возможность осуществлять поворот на угол 120° вращающегося вокруг своей оси желоба, увеличивая зону обслуживания его, т.е. без переналадки осуществлять, например, разливку расплавленного металла в разливочный конвейер, карусель, ковш.
Кроме того, благодаря опорному шару поворотная чаша с носком может очень легко поворачиваться вокруг оси, тем самым облегчая труд обслуживающего персонала.
Вместе с тем вращающийся желоб выполнен из трех соединенных телескопически секций с возможностью вращения их вокруг собственной оси, при этом каждая секция желоба имеет металлический кожух с футеровкой и теплоизоляционным слоем под ней. Первая и третья секции вращающегося желоба снабжены приваренными к металлическому кожуху ободами, опертыми на опорные катки, обеспечивающими вращение указанных секций вокруг собственной оси.
Далее ось вращения желоба наклонена к горизонтальной оси под углом 6°, причем секции вращающегося желоба скреплены между собой болтами и гайками-барашками и имеют внутренний кольцевой выступ. Закрытая конструкция желоба для разливки жидкого металла резко снижает потери тепла и выделение газов при разливке. Эти факторы приводят к улучшению условий труда обслуживающего персонала. Такое конструктивное решение желоба для разливки жидкого металла создает периодический контакт всей внутренней футеровки желоба с расплавленным металлом. Футеровка изнашивается постепенно, равномерно по всей внутренней поверхности, стойкость ее увеличивается.
Следует отметить, что привод содержит соединительную муфту, зубчатое колесо, входящее в зацепление с зубчатым венцом, жестко закрепленным на средней секции вращающегося желоба.
Кроме того, вращающийся желоб размещен на тележке с шарнирно-поворотными катками с обеспечением возможности поворота желоба на 120° и состыковки с носком поворотной чаши.
Более того, тележка имеет четыре стойки, выполненные с возможностью регулировки их по высоте винтами, и два упорных винта.
Введение новых элементов и связей между ними обеспечивает решение поставленной задачи.
На фиг.6 вид сверху (в плане) изображено предлагаемое устройство;
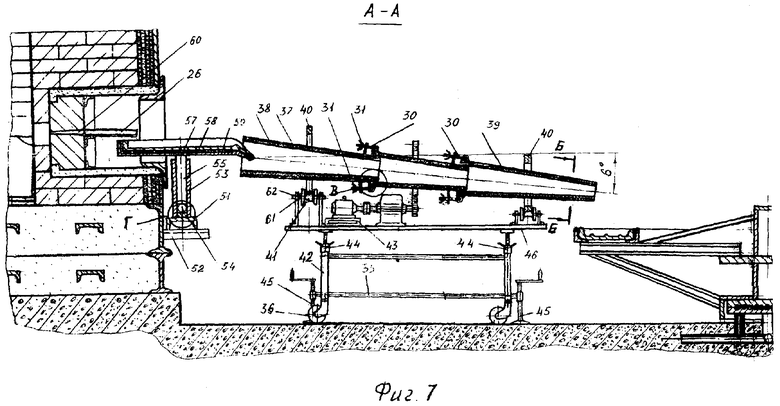
на фиг.7 - предлагаемое устройство в разрезе А-А;
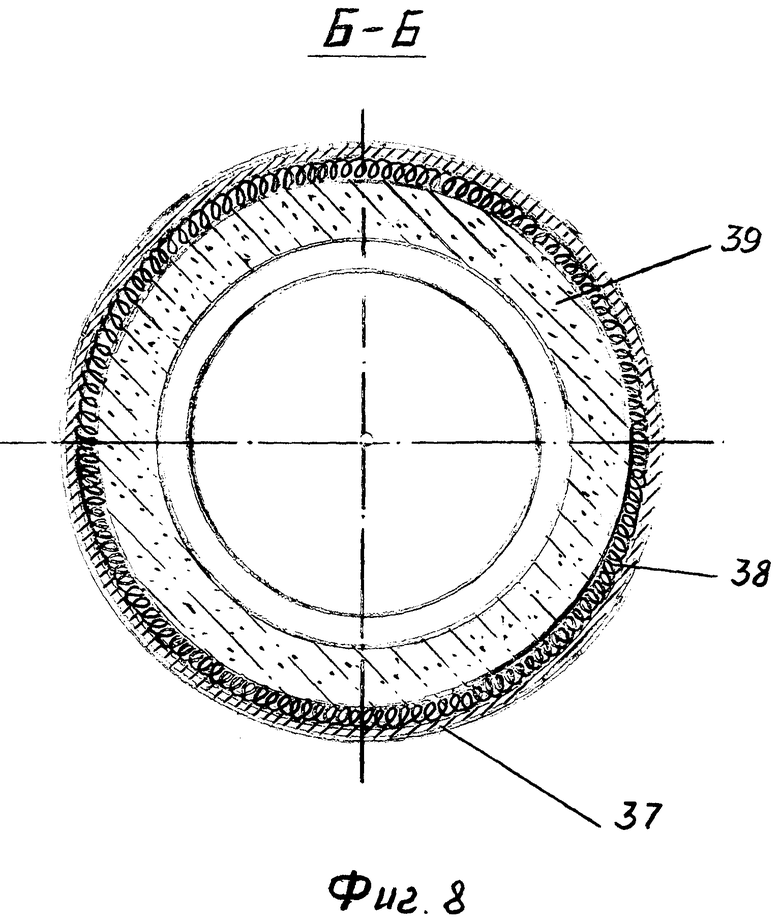
на фиг.8 - разрез Б-Б;
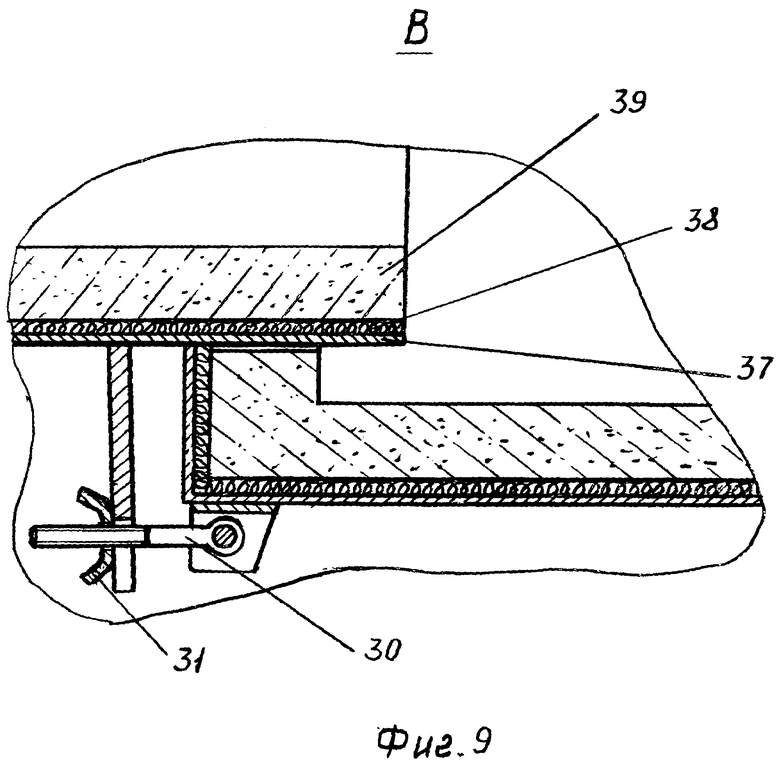
на фиг.9 - выносной элемент В;
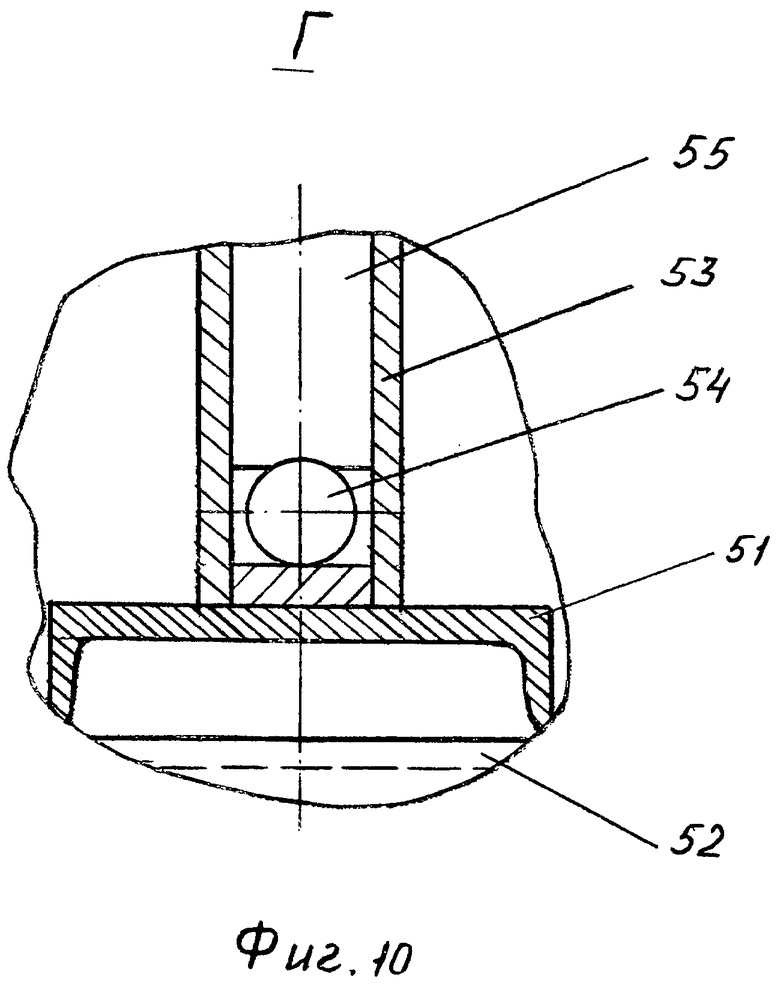
на фиг.10 - выносной элемент Г.
Предлагаемое изобретение состоит из стационарного носка 26, поворотной чаши с носком 29, вращающегося желоба 1, который состоит из 3-х конусообразных секций, соединенных между собой четырьмя болтами 30 и четырьмя гайками-барашками 31. Вращающийся желоб 1 с приводом вращения, состоящим из электродвигателя 8, соединительной муфты 32, редуктора 7, зубчатого венца 33, зубчатого колеса 34, располагается на тележке 35, которая перемещается на шарнирно-поворотных катках 36.
На широкой части каждой конусообразной секции вращающегося желоба 1 имеется внутренний кольцевой выступ. Кольцевой выступ предотвращает попадание расплавленного металла в стык между секциями. Сборку вращающегося желоба 1 можно осуществить непосредственно на месте разливки обслуживающим персоналом.
Секция вращающегося желоба 1 имеет металлический кожух 37, внутренняя поверхность которого имеет теплоизоляционный слой 38 и футеровку 39.
Средняя секция имеет зубчатый венец 33, который входит в зацепление с зубчатым колесом 34.
Каждая крайняя секция имеет обод 40, который опирается на два опорных катка 41.
Собранный вращающийся желоб 1 имеет ось вращения, угол наклона которой с горизонтальной осью равен 6°. Конструкция телескопического вращающегося желоба 1 закрытая, что позволяет значительно снизить потери тепла и предотвратить выделение газов по всей длине желоба, тем самым улучшить условия труда обслуживающего персонала.
Вращающийся желоб 1 вращается со скоростью 6 об/мин, при вращении расплавленный металл контактирует с внешней поверхностью футеровки, которая изнашивается равномерно, постепенно. Стойкость футеровки увеличивается благодаря постоянному тепловому потоку по всему ее объему. Существенно отметить, что при вращении желоба 1 создается оптимальный режим работы футеровки. На первой и второй секции (счет слева направо) имеются приваренные четыре кронштейна с пазами для захода в них болтов 30.
На широких концах второй и третьей секций имеются четыре приваренных кронштейна с осями, в которых вращаются болты 30 с резьбой, на концах последних навинчены гайки-барашки 31.
Вращающийся желоб 1 размещен на тележке 35, которая может поворачивать его на угол 120°. Тележка 35 имеет четыре стойки 42, в нижней части которых закреплены шарнирно-поворотные катки 36. На тележке 35 имеется рама 43 для крепления электродвигателя 8. Стойки 42 могут регулироваться по высоте винтами 44. Тележка 35 имеет два упорных винта 45 для фиксации ее во время разливки из печи наплавленного металла. На плите 46 тележки 35 смонтирован привод, состоящий из электродвигателя 8, соединительной муфты 32, редуктора 7 и зубчатого колеса 34. Плита 46 закреплена на стойках 42 и имеет четыре ручки, предназначенные для ручной транспортировки тележки 35. Существенно отметить, что поворот тележки 35 с закрепленным на ней вращающимся желобом 1 на некоторый угол к месту разливки производится одновременно с вращением на соответствующий угол поворотной чаши с носком 29. Таким образом, можно поочередно заливать расплавленным металлом оборудование для разливки: разливочный конвейер 48, карусель 49, ковш 50, установленные в досягаемом секторе разливки.
Последовательная разливка наплавленного металла происходит легко без какой-либо переналадки оборудования.
Включение в состав устройства для разливки жидкого металла тележки 35 на колесах увеличивает зону обслуживания, облегчает труд обслуживающего персонала.
Поворотная чаша с носком 29 смонтирована на швеллере 51, который приварен к двум кронштейнам 52. Кронштейны 52, в свою очередь, приварены к каркасу плавильной печи. К швеллеру 51 строго вертикально приварена труба 53 с дном, в нижнюю часть которой помещен опорный шар 54. На опорный шар 54 устанавливается вал 55, закаленный в нижней части. Вал 55 в торце имеет выборку в виде сегмента с радиусом, равным радиусу опорного шара 54. Вал 55 и опорный шар 54 смазываются смазкой «ЦИАТИМ 201», такое конструктивное решение позволяет обслуживающему персоналу очень легко вращать приваренную к верхнему торцу вала поворотную чашу с носком 29.
Поворотная чаша с носком 29 имеет две ручки 56, которые позволяют обслуживающему персоналу с любой стороны ее вращать. Металлический корпус 57 поворотной чаши с носком 29 выполнен заодно с носком и имеет внутри теплоизоляционный слой 58, снижающий потери тепла заливаемого в нее металла. Поворотная чаша с носком 29 имеет футеровку 59.
При сборке устройства для разливки жидкого металла, а также разливке наплавленного металла носок поворотной чаши 29 должен входить внутрь широкой части желоба 1 устройства для разливки жидкого металла. Расплавленный металл при разливке вытекает через летку 60 и попадает на стационарный сливной носок 26. В собранном состоянии вращающийся желоб 1 ободами 40 опирается на опорные катки 41, которые вращаются в осях 61, закрепленных на кронштейнах 62.
Работает устройство для разливки жидкого металла следующим образом.
Перед началом работы футеруется и прокаливается поворотная чаша с носком 29. Далее футеруются и прокаливаются переносными горелками три секции вращающегося желоба 1, которые затем сочленяются телескопически, т.е. узкую часть секции вставляют в широкую другой секции. Секции скрепляются при помощи болтов 30 и гаек-барашков 31. Скрепленные секции устанавливают на четыре опорных катка 41, смонтированных на плите 46 тележки 35, при этом зубчатое колесо 34 входит в зацепление с зубчатым венцом 33. Собранный вращающийся желоб 1 на тележке 35 транспортируется и широкой частью стыкуется с носком поворотной чаши 29. Центр поворотной чаши с носком 29 должен быть совмещен с центром собранного желоба для разливки жидкого металла (фиг.6). Поворотную чашу с носком 29 и состыкованным желобом для разливки жидкого металла 1 подводят, допустим, к первому месту разливки - разливочному конвейеру 48. Тележка 35 двумя упорными винтами 45 фиксируется во время разливки жидкого металла из печи. Включается привод вращения желоба для разливки жидкого металла, открывается летка 60 и металл поступает через нее в стационарный сливной носок 26, затем заполняет поворотную чашу с носком 29 и далее поступает во вращающийся желоб 1. Пройдя вращающийся желоб 1 устройства для разливки жидкого металла, расплавленный металл заполняет изложницы, находящиеся на разливочном конвейере 48. После разливки расплавленного металла в изложницы разливочного конвейера 48 обслуживающим персоналом летка 60 закрывается. Упорными винтами 45 расфиксируется тележка 35 и поворотная чаша с носком 29 вместе с состыкованным с ней желобом 1 поворачивается к месту разливки в карусель 49. Тележка 35 фиксируется упорными винтами 45, открывается летка 60 и расплавленным металлом заполняются изложницы карусели 49. По окончании разливки наплавленным металлом изложниц карусели 49 летку 60 закрывают, поворачивают на некоторый угол поворотную чашу с носком 29 и состыкованный с ней вращающийся желоб 1 к месту разливки в ковш 50, и далее процесс повторяется.
Предлагаемое устройство для разливки жидкого металла улучшает условия труда обслуживающего персонала, увеличивает стойкость футеровки, улучшает теплоизоляцию металлоконструкции вращающегося желоба от действия расплавленного металла, увеличивает зону обслуживания желоба (можно производить разливку расплавленного в печи металла в секторе 120°).
| название | год | авторы | номер документа |
|---|---|---|---|
| ЖЕЛОБ ДЛЯ РАЗЛИВКИ ЖИДКОГО МЕТАЛЛА | 2012 |
|
RU2490331C1 |
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА МЕТАЛЛА | 2009 |
|
RU2407969C1 |
| ДВУХВАННАЯ ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА АЛЮМИНИЕВОГО ЛОМА | 2016 |
|
RU2617087C1 |
| УСТАНОВКА ДЛЯ ОТЛИВКИ ЧУШЕК | 2014 |
|
RU2561540C2 |
| УСТАНОВКА ДЛЯ ОТЛИВКИ ЧУШЕК | 2018 |
|
RU2686174C1 |
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА МЕТАЛЛА | 2017 |
|
RU2656426C1 |
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА МЕТАЛЛА | 2011 |
|
RU2480694C1 |
| Отражательная печь для переплава алюминиевого лома | 2020 |
|
RU2729232C1 |
| ВРАЩАЮЩАЯСЯ ПЛАВИЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕРАБОТКИ ОТХОДОВ ЦВЕТНЫХ МЕТАЛЛОВ | 2016 |
|
RU2617082C1 |
| РОТОРНАЯ НАКЛОННАЯ ПЕЧЬ | 2015 |
|
RU2606349C1 |

Устройство относится к металлургии и может быть использовано для разливки жидкого металла. Устройство содержит стационарный сливной носок, поворотную чашу с носком, вращающийся футерованный желоб для разливки жидкого металла. Желоб выполнен из трех конусообразных секций, соединенных болтами и гайками-барашками и установленных вместе с приводом на тележке с регулируемыми по высоте стойками и шарнирно-поворотными колесами, позволяющими желобу для разливки жидкого металла осуществлять поворот на 120° и изменять его высоту. Поворотная чаша с носком имеет металлический корпус с футеровкой. Снизу к металлическому корпусу приварен вал, опирающийся на опорный шар, расположенный в нижней части трубы с дном. Труба вертикально приварена к швеллеру с обеспечением возможности поворота чаши на 120° вокруг своей оси. Использование изобретения обеспечивает увеличение зоны обслуживания желобом и увеличение его стойкости. 5 з.п. ф-лы, 10 ил.
1. Устройство для разливки жидкого металла, содержащее вращающийся футерованный желоб, соединенный с приводом, и стационарный сливной носок, отличающееся тем, что устройство снабжено поворотной чашей с носком, смонтированной на швеллере соосно вращающемуся желобу, поворотная чаша имеет металлический корпус с футеровкой и теплоизоляционным слоем под ней, снизу к металлическому корпусу указанной чаши приварен вал, опирающийся на опорный шар, расположенный в нижней части трубы с дном, вертикально приваренной к швеллеру, с обеспечением возможности поворота поворотной чаши на угол 120° вокруг своей оси, при этом в торце вала выполнена выборка в виде сегмента с радиусом, равным радиусу опорного шара, с обеспечением возможности поворота его вокруг своей оси на угол 120°, а вращающийся желоб размещен на тележке с шарнирно-поворотными катками с обеспечением возможности поворота желоба на 120° и состыковки с носком поворотной чаши и выполнен из трех соединенных телескопически секций с возможностью вращения их вокруг собственной оси, при этом каждая секция желоба имеет металлический кожух с футеровкой и теплоизоляционным слоем под ней.
2. Устройство по п.1, отличающееся тем, что первая и третья секции вращающегося желоба снабжены приваренными к металлическому кожуху ободами, опертыми на опорные катки, обеспечивающими вращение указанных секций вокруг собственной оси.
3. Устройство по п.1, отличающееся тем, что ось вращения желоба наклонена к горизонтальной оси под углом 6°.
4. Устройство по п.1, отличающееся тем, что секции вращающегося желоба скреплены между собой болтами и гайками-барашками и имеют внутренний кольцевой выступ.
5. Устройство по п.1, отличающееся тем, что привод содержит соединительную муфту, зубчатое колесо, входящее в зацепление с зубчатым венцом, жестко закрепленным на средней секции вращающегося желоба.
6. Устройство по п.1, отличающееся тем, что тележка имеет четыре стойки, выполненные с возможностью регулировки их по высоте винтами, и два упорных винта.
| Вращающийся желоб | 1985 |
|
SU1285002A1 |
| Устройство для разливки жидкого металла | 1987 |
|
SU1528794A1 |
| Желоб для разлива расплавов | 1969 |
|
SU295454A1 |
| Устройство для выпуска продуктов плавки из доменной печи | 1973 |
|
SU548628A1 |
| Желоб для разливки металла | 1978 |
|
SU711102A1 |

