Установка для отливки чушек относится к области литейного производства, в частности к литью чушек из черных и цветных металлов и сплавов.
Известен аналог - карусельная машина для заливки литейных форм (источник информации А.С. №634841), содержащая основание и стойку, закрепленную неподвижно к основанию. В заявленном устройстве роль основания играет опора, а роль стойки играет рама. Так же, как и в заявленной установке для отливки чушек, имеются кокили (изложницы) и привод для вращения.
Недостатки заключаются в том, что:
- отсутствует устройство извлечения отливок (чушек) из кокилей (изложниц);
- отсутствует устройство для покраски кокилей.
Из-за перечисленных выше недостатков невозможно получить технический результат.
Известен аналог - установка для отливки чушек (источник информации А.С. №1675028), содержащая, как и заявленном устройстве, раму, изложницы, вал, вокруг которого поворачиваются изложницы с устройством для выбивки чушек с приводом вращения изложниц.
Недостатки заключаются в том, что:
- в установке для отливки чушек нет устройства для покраски изложниц;
- отсутствует устройство для нагрева изложниц перед заливкой их расплавленным металлом;
- в установке для отливки чушек не предусмотрено устройство для охлаждения изложниц в процессе работы установки.
Ввиду указанных выше недостатков установка для отливки чушек не может обеспечить решение технической задачи.
Ближайшим аналогом (прототипом) заявленного изобретения является установка для отливки чушек, раскрытая в документе DE 482041 С, B22D 5/00, 05.09.1929. Совпадающими признаками заявленного изобретения с прототипом являются: рама, изложницы, установленные с возможностью поворота вокруг вала, привод поворота изложниц.
Недостатки заключаются в том, что:
- в установке для отливки чушек нет устройства для покраски изложниц;
- отсутствует устройство для нагрева изложниц перед заливкой их расплавленным металлом;
- в установке для отливки чушек не предусмотрено устройство для охлаждения изложниц в процессе работы установки.
Ввиду указанных выше недостатков установка для отливки чушек, взятая за прототип, не может обеспечить решение технической задачи.
Задачей изобретения является создание высокопроизводительной установки для отливки чушек, имеющей: устройство для нагрева изложниц перед заливкой их расплавленным металлом, устройство нанесения противопригарной краски на изложницы, устройство охлаждения изложниц в процессе работы установки, механизм для разливки расплавленного металла в изложницы, механизм точной подачи общей чаши с приваренными стальными футерованными желобами к стационарному сливному носку и устройство для транспортировки отлитых чушек на склад.
Технический результат - разработанная установка для отливки чушек является высокопроизводительной, имеющей устройство для нагрева изложниц перед заливкой их расплавленным металлом, устройство нанесения противопригарной краски на изложницы, устройство охлаждения изложниц в процессе работы установки, механизм для разливки расплавленного металла в изложницы, механизм точной подачи общей чаши с приваренными стальными футерованными желобами к стационарному сливному носку и устройство для транспортировки отлитых чушек на склад.
Указанный технический результат достигается за счет того, что в установку для отливки чушек, содержащую раму, изложницы, установленные с возможностью поворота вокруг вала, привод поворота изложниц, согласно предлагаемому изобретению в состав установки для отливки чушек введены левый и правый агрегаты, закрепленные на передвижной платформе с приводом, каждый из которых имеет устройство для нагрева изложниц перед заливкой их расплавленным металлом, состоящее из двенадцатисмесительной газовой инжекционной горелки среднего давления, расположенной на двутавре опоры с торца левого и правого агрегатов, при этом горелка снабжена кожухом для набивки огнеупорной набивной массы, стабилизирующим пламя горелочным туннелем, кроме того смесители горелки имеют ребра на внутренней поверхности, позволяющие получить факел длиной 2,5 метра и нагреть изложницы до температуры заливки 200-220°C в течение 10 минут. Так как в состав установки для отливки чушек входят два агрегата: левый и правый, причем работают они одновременно, поэтому и установка для отливки чушек является высокопроизводительной.
Более того, в состав установки для отливки чушек введен механизм для разливки жидкого металла в изложницы, который размещен на стальной плите с приваренными сверху тремя стальными трубами, скользящей по поверхности передвижной платформы, и находящийся между левым и правым агрегатами и включающий в себя: общую чашу, приваренную к стальной трубе, а также с приваренными к ней стальными футерованными желобами, левую и правую поворотные чаши с приваренными стальными футерованными желобами, причем все закреплено неподвижно на стальной плите.
Следует отметить, что привод перемещения передвижной платформы по рельсам, который состоит из реверсивного двигателя, муфты, редуктора и клиноременной передачи, позволяет передвижной платформе с установленной на ней общей чашей с приваренными к ней стальными футерованными желобами подъезжать к стационарному сливному носку для разливки и отъезжать от него после разливки жидкого металла (грубая подача).
При этом введен механизм точной подачи общей чаши с приваренными стальными футерованными желобами к стационарному сливному носку, в который входит реечный механизм с приводом, причем реечный механизм размещен на передвижной платформе и состоит из двух реек шириной 150 мм, закрепленных на салазках, перемещающихся по направляющим, на салазках закреплены два кронштейна, внутри которых крепится толкатель, на конце которого приварен толстый стальной лист, при этом привод реечного механизма состоит из реверсивного двигателя, редуктора, двух муфт, вала с двумя насаженными на него зубчатыми колесами. Механизм точной подачи общей чаши с приваренными к ней стальными футерованными желобами позволяет точно (медленно, плавно без рывков) подогнать общую чашу с приваренными к ней стальными футерованными желобами к стационарному сливному носку, делает конструкцию надежной, которая облегчает работу заливщиков и улучшает условия труда обслуживающего персонала.
Кроме того, в состав левого и правого агрегатов вводится устройство нанесения противопригарной краски на изложницы, состоящее из пульверизатора, закрепленного на кронштейне с возможностью установки под разными углами к плоскости изложниц, крана управления и подводящего сжатый воздух гибкого шланга. Благодаря использованию в устройстве нанесения противопригарной краски на изложницы пульверизатора, закрепленного на кронштейне и имеющего возможность устанавливаться под разными углами к плоскости изложниц, противопригарная краска ложится на внутреннюю поверхность изложниц равномерным тонким слоем, что приводит к получению качественной поверхности отливаемых чушек. Использование пульверизатора облегчает трудоемкую операцию ручной покраски противопригарной краской изложниц.
Вместе с тем, в состав левого и правого агрегатов вводится устройство для охлаждения изложниц в процессе работы установки для отливки чушек, состоящее из кронштейна с двумя закрепленными на нем в обоймах осевыми вентиляторами, причем каждый осевой вентилятор расположен под углом 10° к оси вращения изложниц. В процессе работы установки для отливки чушек изложницы нагреваются, что ухудшает выпадение чушек из изложниц, приводит к повышенному пригару, а также повышенной ломкости чушек при их выбивке. По два осевых вентилятора на левом и правом агрегатах, позволяют охлаждать изложницы в процессе работы и устраняют указанные выше негативные явления.
Существенно отметить, что в состав левого и правого агрегатов введен привод поворота изложниц, состоящий из электродвигателя, редуктора и двух муфт и, который обеспечивает поворот закрепленных на раме сверху двадцати и снизу двадцати изложниц. Введение в конструкцию каждого агрегата электрического привода поворота изложниц позволяет механизировать трудоемкий процесс извлечения чушек вручную, причем предложенная конструкция установки для отливки чушек отличается простотой, потому что удаление чушек происходит из-за опрокидывания изложниц, при этом чушки выпадают из них под действием собственного веса.
Наконец, в конструкцию установки для отливки чушек введено устройство для транспортировки чушек на склад, которое состоит из двух пластинчатых транспортеров, размещенных в траншеях по обе стороны передвижной платформы и оснащенных тремя ограничителями, предотвращающими падение чушек с пластинчатых транспортеров.
На представленных пяти фигурах изображена установка для отливки чушек, а также отдельные ее узлы.
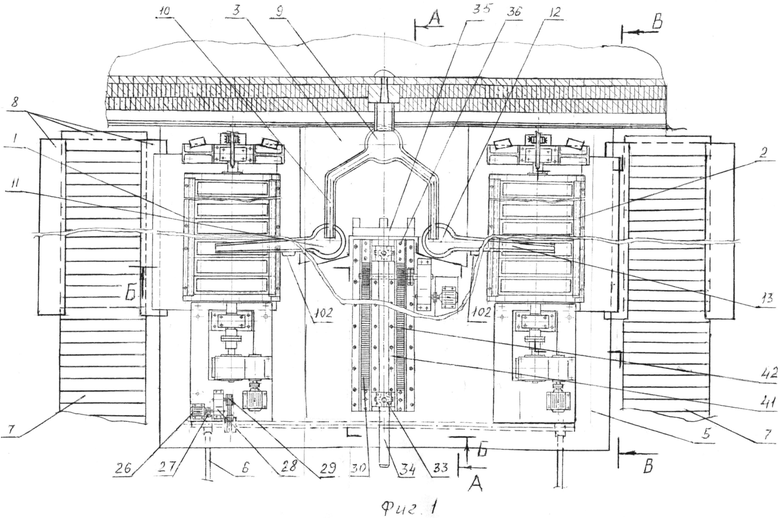
На фиг.1. План расположения установки для отливки чушек у плавильной печи.
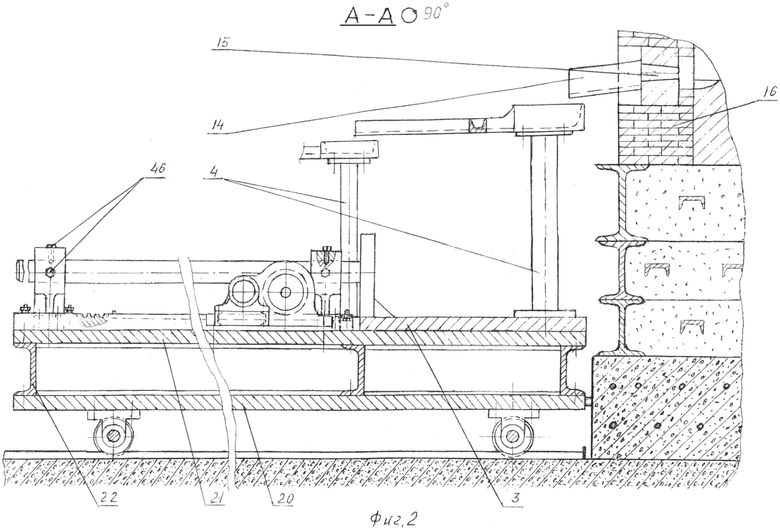
На фиг.2. Разрез А-А установки для отливки чушек.
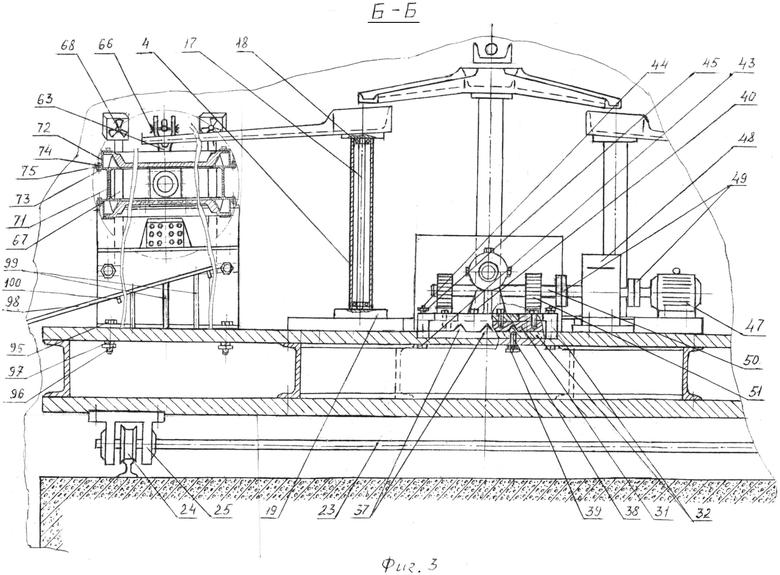
На фиг.3. Разрез Б-Б установки для отливки чушек.
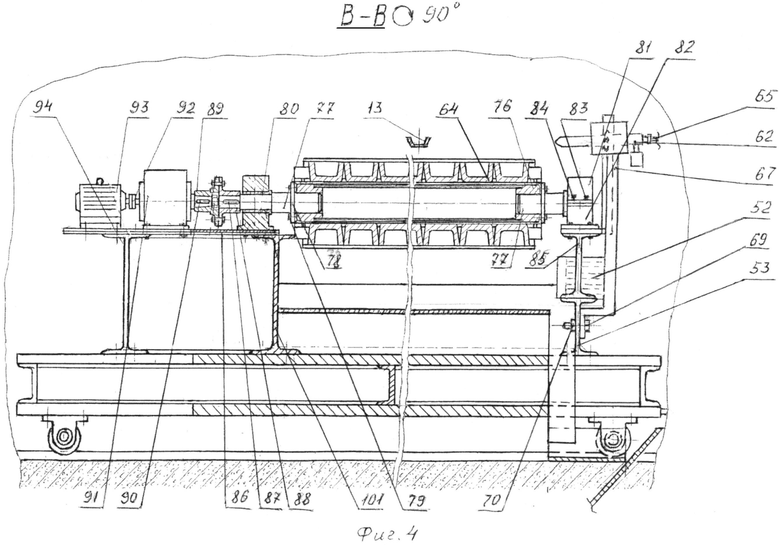
На фиг.4. Разрез В-В установки для отливки чушек.
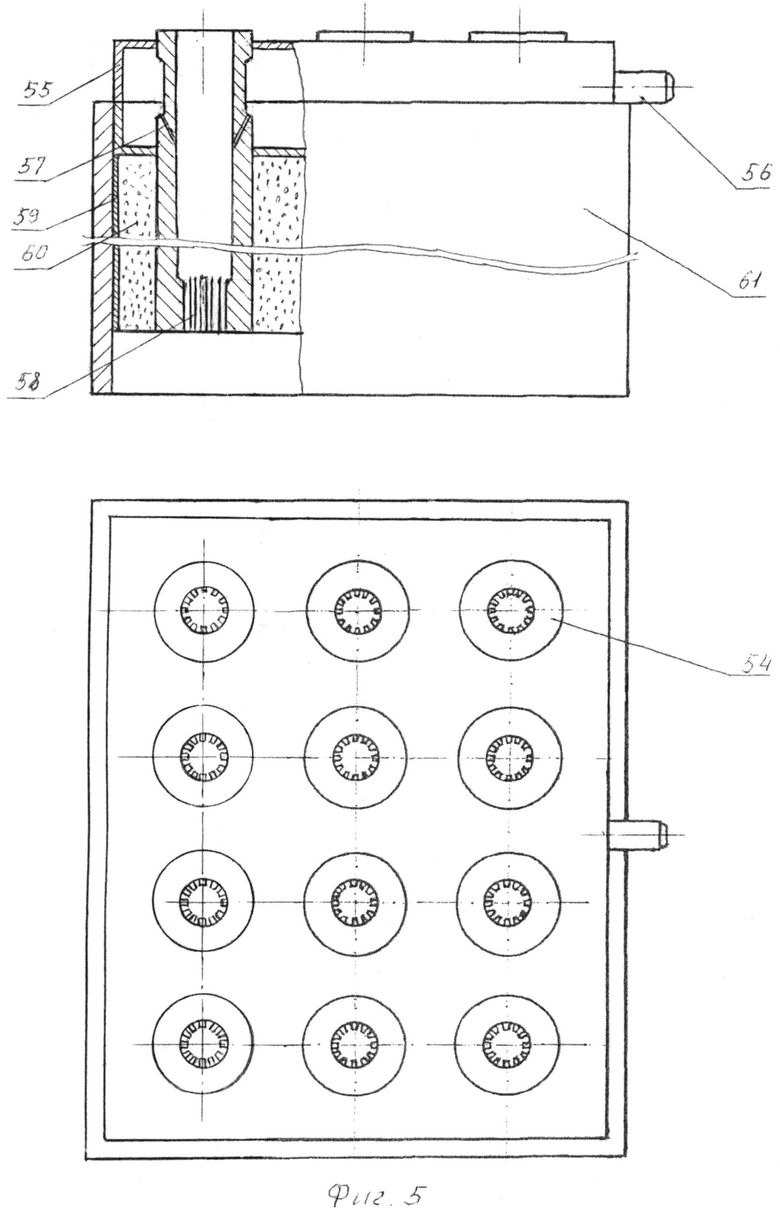
На фиг.5. Двенадцатисмесительная газовая инжекционная горелка среднего давления.
Предлагаемая установка для отливки чушек состоит из двух агрегатов: левого 1 и правого 2, между которыми находится механизм для разливки жидкого металла в изложницы, который размещен на стальной плите 3 с приваренными сверху тремя стальными трубами 4, скользящей по поверхности передвижной платформы 5, перемещающейся по рельсам 6 и оснащенной электрическим приводом, кроме того, в средней части передвижной платформы 5 крепится к ней неподвижно механизм точной подачи общей чаши с приваренными стальными футерованными желобами к стационарному сливному носку фиг.1. Более того, в состав установки для отливки чушек введен механизм транспортировки чушек на склад, который состоит из двух пластинчатых транспортеров 7, размещенных в траншеях по обе стороны передвижной платформы 5 и оснащенных тремя ограничителями 8, предотвращающими падение чушек с пластинчатых транспортеров 7.
Механизм для разливки жидкого металла в изложницы включает в себя: общую чашу 9 с приваренными к ней стальными футерованными желобами 10, левую Ни правую 12 поворотные чаши с приваренными стальными футерованными желобами 13, причем все закреплено неподвижно на стальной плите 3 фиг.1. В рабочем положении общая чаша 9 находится под сливным носком 14, а если плавильщик открывает летку 15, то наплавленный в печи 16 металл стекает в общую чашу 9, затем течет по стальным футерованным желобам 10 и попадают левую 11 и правую 12 поворотные чаши, далее по стальным футерованным желобам 13 металл заливает изложницы левого 1 и правого 2 агрегатов фиг.1, 2. Левая 11 и правая 12 вращающиеся чаши футерованы огнеупорной массой, к донной части которых приварены валы 17, помещенные в трубы 4 и вращающиеся в подшипниках 18. К трубам 4 приварены опоры 19, а последние приварены к стальной плите 3 фиг.3.
Существенно отметить, что главным элементом конструкции установки для отливки чушек является передвижная платформа, которая состоит из стальной нижней плиты 20 и стальной верхней плиты 21, между которыми находятся швеллеры 22 №24 фиг.2. Крепление швеллеров 22 к нижней плите 20 и верхней плите 21 осуществляется болтами, гайками и пружинными шайбами (не показано). Передвижная платформа имеет две оси 23, на концах которых имеются четыре катка 24 диаметром 210 мм, которые опираются на рельсы 6 фиг.3. В четырех кронштейнах 25 находятся по два подшипника качения, поэтому передвижная платформа 5 катится по рельсам 6 легко. Кронштейны 25 крепятся к нижней плите 20 передвижной платформы гайками, болтами и пружинными шайбами (не показано). Передвижная платформа 5 перемещается по рельсам 6 с помощью электрического привода, который состоит из реверсивного двигателя 26, муфты 27, редуктора 28 и клиноременной передачи 29. В электрическом приводе передвижной платформы 5 используется реверсивный двигатель 26 мощностью 1,6 кВт тип МТ-4, а также двухступенчатый цилиндрический редуктор с передаточным числом 40. Электрический привод позволяет передвижной платформе с установленной на ней общей чашей 9 с приваренными к ней стальными футерованными желобами 10, а также и левой 11 и правой 12 поворотных чаш с приваренными стальными футерованными желобами 13 подъезжать к стационарному сливному носку 14 для разливки и отъезжать от него после разливки жидкого металла (грубая подача).
При этом в установку для отливки чушек введен механизм точной подачи общей чаши 9 с приваренными стальными футерованными желобами 10 к стационарному сливному носку 14, в который входит реечный механизм с приводом, причем реечный механизм размещен на передвижной платформе 5 и состоит из двух реек 30 шириной 150 мм, закрепленных на салазках 31, перемещающихся по направляющим 32: двум боковым и нижней фиг.1, 3. На салазках 31 закреплены два кронштейна 33, внутри которых крепится толкатель 34, на конце которого приварен толстый стальной лист 35 фиг.1, Каждая рейка 30 крепится к салазкам 31 шестью болтами 36. Нижняя направляющая 32 имеет три гребня 37 и крепится к верхней плите 21 передвижной платформы тридцатью болтами 38 и тридцатью пружинными шайбами 39. Каждый кронштейн 33 крепится к салазкам 31 четырьмя болтами 40. Дополнительно, во избежание опрокидывания кронштейнов 33, между ними размещена плита 41, которая закреплена на салазках 31 шестнадцатью болтами 42 фиг.1. Каждая боковая направляющая 32 крепится к верхней плите 21 передвижной платформы 12-ю болтами 43, 12-ю гайками 44 и 12-ю пружинными шайбами 45. Толкатель 34 в каждом кронштейне 33 крепится тремя болтами M12 поз.46 фиг.2. Толстый стальной лист 35 с приваренными к нему для жесткости тремя ребрами приварен к стальной плите 3. При этом привод реечного механизма состоит из реверсивного двигателя 47 мощностью 1 кВт, редуктора 48, двух муфт 49, вала 50 с двумя насаженными на него зубчатыми колесами 51 диаметром 220 мм. Механизм точной подачи общей чаши 9 с приваренными к ней стальными футерованными желобами 10 позволяет точно (медленно, плавно без рывков) подогнать общую чашу 9 с приваренными к ней стальными футерованными желобами 10 к стационарному сливному носку 14, делает конструкцию надежной, которая облегчает работу заливщиков и улучшает условия труда обслуживающего персонала.
Ранее было отмечено, что в состав установки для отливки чушек введены левый 1 и правый 2 агрегаты, закрепленные на передвижной платформе 5 с приводом, каждый из которых имеет устройство для нагрева изложниц перед заливкой их расплавленным металлом, состоящее из двенадцатисмесительной газовой инжекционной горелки 52 среднего давления, далее горелки, расположенной на двутавре 53 опоры с торца левого 1 и правого 2 агрегатов фиг.4. Горелка 52 представляет собой двенадцать единичных толстостенных элемента 54 объединенных общей сварной газораспределительной камерой 55, к которой приварен штуцер 56, и по которому подается природный газ фиг.5.
Каждый единичный элемент 54 является смесителем - отливкой и представляет собой толстостенную трубу диаметром 62 мм, толщиной 11 мм, длиной 350 мм, в которой по периферии под углом 25 градусов к оси смесителя просверлены четыре сопла 57 с зенковкой входной части 0,3 мм под углом 90 градусов. Каждый смеситель 54 получается литьем по выплавляемым моделям из жаростойкого чугуна (хромовый чугун) марки 4Х28 (Cr 25-30%), в нижней части на внутренней поверхности имеет ребра 58, которые позволяют при сгорании газовоздушной смеси получить длинный факел длиной 2,5 метра и нагреть изложницы до температуры заливки 200-220°C в течение 10 минут. К газораспределительной камере 55 приварен по периметру кожух 59 из листовой стали толщиной 3 мм, в который набивается огнеупорная набивная масса 60. Набитая огнеупорной массой 60 горелка 52 может просушиваться и прокаливаться отдельно до установки ее в установку для отливки чушек. На газораспределительную камеру 55 и кожух 59 надевается литой стабилизирующий туннель 61 и приваривается по периметру к газораспределительной камере 55. Необходимым условием нормальной работы горелки является среднее давление газа 0,08 МПа, тепловая мощность горелки 1,4 МВт. Так как в состав установки для отливки чушек входят два агрегата: левый и правый, причем, работают они одновременно, поэтому и установка для отливки чушек является высокопроизводительной.
Кроме того, в состав левого и правого агрегатов вводится устройство нанесения противопригарной краски на изложницы, состоящее из пульверизатора 62, закрепленного на кронштейне 63 с возможностью установки под разными углами к плоскости изложниц 64, крана управления (не показано) и подводящего сжатый воздух гибкого шланга 65 фиг.3, 4. Наличие в устройстве для нанесения противопригарной краски на изложницы 64 двух гаек - барашек 66, позволяет устанавливать под разными углами к плоскости изложниц 64 пульверизатор 62. Благодаря использованию в устройстве нанесения противопригарной краски на изложницы пульверизатора 62, закрепленного на кронштейне 63 и имеющего возможность устанавливаться под разными углами к плоскости изложниц 64, противопригарная краска ложится на внутреннюю поверхность изложниц 64 равномерным тонким слоем, что приводит к получению качественной поверхности отливаемых чушек. Использование пульверизатора 62 облегчает трудоемкую операцию ручной покраски противопригарной краской изложниц.
Вместе с тем, в состав левого 1 и правого 2 агрегатов вводится устройство для охлаждения изложниц в процессе работы установки для отливки чушек, состоящее из кронштейна 67 с двумя закрепленными на нем в обоймах осевыми вентиляторами 68, причем каждый осевой вентилятор 68 расположен под углом 10° к оси вращения изложниц фиг.3. Кронштейн 67 крепится к двутавру 53 двумя болтами 69 и двумя гайками 70. В процессе работы установки для отливки чушек изложницы 64 нагреваются, что ухудшает выпадение чушек из изложниц 64, приводит к повышенному пригару, а также повышенной ломкости чушек при их выпадении. По два осевых вентилятора 68 на левом 1и правом 2 агрегатах, позволяют охлаждать изложницы 64в процессе работы и устраняют указанные выше негативные явления.
Существенно отметить, что в состав левого1 и правого 2 агрегатов введена сварная рама 71, выполненной из швеллеров №20, на которой размещаются сверху двадцать изложниц 64 и снизу двадцать изложниц 64 фиг.3.4. Крепление изложниц 64 к сварной раме 71 производится четырьмя прижимами 72, которые крепятся к внешней полке швеллера сварной рамы 71 семидесятью четырьмя болтами 73, семидесятью четырьмя гайками 74 и семидесятью четырьмя пружинными шайбами 75 фиг.3. В торцах сварной рамы 71 имеются подшипники скольжения 76, в которых вращаются две оси 77 фиг.4. Подшипники скольжения 76 закрыты крышками 78, которые крепятся к подшипнику скольжения 76 четырьмя болтами 79. Каждая ось 77 с противоположной стороны имеет опорный подшипник скольжения, который состоит из бронзовой втулки 80, верхней крышки 81 и корпуса опорного подшипника 82. Верхняя крышка 81 крепится к корпусу опорного подшипника 82 четырьмя болтами 83 с пружинными шайбами 84 фиг.4. Правый корпус опорного подшипника 82 крепится четырьмя болтами с гайками и пружинными шайбами (не показано) к опоре 85, а последняя также крепится к двутавру 53. Двутавр 53 крепится к верхней плите 21 передвижной платформы шестью болтами, шестью гайками и шестью пружинными шайбами (не показано). Левый корпус опорного подшипника 82 крепится к основанию 86 привода поворота изложниц 64. Левый конец оси 77 закреплен шпонкой 87 в правой полумуфте 88. Левая полумуфта 89 закреплена шпонкой 90 на валу червячного редуктора 91. Червячный редуктор 91 крепится к основанию 86 привода поворота изложниц 64 четырьмя болтами, четырьмя гайками и четырьмя пружинными шайбами (не показано). Передаточное число червячного редуктора 91 равно двадцати четырем. Другой вал червячного редуктора 91 через муфту 92 соединен с электродвигателем 93. Основание 86 привода поворота изложниц 64 сварено из четырех двутавров 94 и крепится к верхней плите 21 передвижной платформы 5 восьмью болтами, восьмью гайками, восьмью пружинными щайбами (не показано) фиг.4. Заливщик металла, обслуживающий установку для отливки чушек, управляет приводом поворота изложниц с помощью выносного пульта управления. При достижении сварной рамы 71 с залитыми изложницами 64 нижнего положения, чушки выпадают под действием собственного веса из изложниц 64. Важно отметить то, что двутавр 53 крепится четырьмя болтами 95, четырьмя гайками 96, четырьмя пружинными шайбами 97 к верхней плите 21передвижной платформы, а также в конструкции предусмотрен склиз 98, выполненный из стального листа толщиной 6 мм. Склиз 98 опирается на три продольные опоры 99 и четыре кронштейна 100, которые приварены к двутавру 53 и двутавру 101 основания 86 привода поворота изложниц 64.
Итак, в конструкцию установки для отливки чушек введен привод поворота изложниц, состоящей из электродвигателя 93, редуктора 91, муфты 92 и муфты (состоящий из двух полумуфт: левой 89 и правой 88) и, который обеспечивает поворот закрепленных на сварной раме 71 сверху двадцати и снизу двадцати изложниц 64. Введение в конструкцию левого1 и правого 2 агрегатов электрического привода поворота изложниц 64 позволяет механизировать трудоемкий процесс извлечения чушек вручную. Изложницы и чушки для разных сплавов имеют разные размеры, например, вес алюминиевых чушек по ГОСТу (на внутренний рынок) 15 кг, а габариты чугунной изложницы 815×235×130 мм.
Работа установки для отливки чушек происходит следующим образом. В плавильной печи 16 плавится металл и перед его разливкой в изложницы 64 их красят специальной противопригарной краской на графитовой основе. Покраску производят пульверизатором 62, установленным на кронштейне 63. Струя сжатого воздуха, подаваемого по шлангу 65, инжектирует краску из бачка пульверизатора 62 и распыляет краску на внутреннюю поверхность изложниц 64. Перед нанесением противопригарной краски все изложницы 64 нагревают до 200-250° двенадцатисмесительной газовой инжекционной горелкой 52 среднего давления. Таким образом, вначале работы рабочий заливщик металла открывает кран подачи газа в двенадцатисмесительную инжекционную горелку 52, зажигает газ и нагревает изложницы до 200-250° (по практическим данным за 10-12 минут). Далее заливщик металла включает с пульта управления привод перемещения передвижной платформы 5 по рельсам 6, при этом передвижная платформа 5 подъезжает к стационарному сливному носку 14 печи 16 (грубая подача). Затем заливщик металла включает устройство точной подачи общей чаши 9 с приваренными к ней стальными футерованными желобами 10 к стационарному сливному носку 14 и точно подгоняет общую чашу 9 под стационарный сливной носок 14. После чего включается устройство для транспортирования чушек на склад, в которое входит два пластинчатых транспортера 7, а затем заливщик металла открывает летку 15 печи 16. В покрашенные и нагретые изложницы 64 из печи 16 жидкий металл из летки 15 по стационарному сливному носку 14 попадает в общую чашу 9, течет по стальным футерованным желобам 10 и попадает в правую и левую поворотные чаши 13. Далее правый и левый заливщики металла, находясь на передвижной платформе 5 с помощью ручек 102 поворачивают каждый свой желоб 13 вместе с поворотной чашей 12 и последовательно заливает верхний ряд изложниц 64, после заполнения последней изложницы затыкается летка 15 печи 16. Каждый включает свое устройство для охлаждения изложниц 64 в процессе работы и после охлаждения верхнего ряда чушек, каждый включает привод поворота изложниц, при этом сварная рама 71 с охлажденными изложницами 64 и чушками верхнего ряда поворачивается, в нижнем положении, чушки выпадают из изложниц 64 под действием собственного веса. Выпавшие чушки падают на склиз 98, скользят по нему и попадают на правый и левый пластинчатые транспортеры 7, которые подают их на склад готовой продукции, где они увязываются в транспортные технологические пакеты и маркируются в соответствии с ГОСТ. После под заливку жидким металлом встал бывший нижний ряд изложниц 64. Далее операции на установки для отливки чушек повторяются.
Предложенная установка для отливки чушек отличается высокой производительностью, надежностью в работе, плавностью вращения рамы и позволяет механизировать трудоемкие операции.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ОТЛИВКИ ЧУШЕК | 2018 |
|
RU2686174C1 |
| Установка для отливки чушек | 2020 |
|
RU2744726C1 |
| КОМПЛЕКС ЗАЛИВКИ ЖИДКОГО МЕТАЛЛА В ИЗЛОЖНИЦЫ НА КОНВЕЙЕРЕ | 2014 |
|
RU2578272C1 |
| КАРУСЕЛЬНАЯ МАШИНА ДЛЯ ОТЛИВКИ ЧУШЕК | 2010 |
|
RU2417132C1 |
| Карусельная машина для отливки чушек | 2019 |
|
RU2701227C1 |
| УСТАНОВКА ДЛЯ ОТЛИВКИ ЧУШЕК | 2010 |
|
RU2416484C1 |
| УСТАНОВКА ДЛЯ ОТЛИВКИ ЧУШЕК | 2011 |
|
RU2445186C1 |
| ЖЕЛОБ ДЛЯ РАЗЛИВКИ ЖИДКОГО МЕТАЛЛА | 2012 |
|
RU2490331C1 |
| ДВУХВАННАЯ ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА АЛЮМИНИЕВОГО ЛОМА | 2016 |
|
RU2617087C1 |
| Двухванная отражательная печь с копильником для переплава алюминиевого лома | 2020 |
|
RU2753926C1 |
Изобретение относится к металлургии. Установка содержит передвижную платформу с приводом, механизм для разливки жидкого металла в изложницы и два агрегата, расположенные слева и справа относительно механизма для разливки жидкого металла в изложницы и закрепленные на передвижной платформе. Агрегаты содержат раму, изложницы, закрепленные на раме, привод поворота рамы с изложницами, устройство для нагрева изложниц, устройство для нанесения противопригарной краски на изложницы и устройство для охлаждения изложниц. Обеспечивается увеличение производительности и надежности установки. 5 з.п. ф-лы, 5 ил.
1. Установка для отливки чушек, содержащая:
- передвижную платформу с приводом;
- механизм для разливки жидкого металла в изложницы, размещенный на стальной плите с тремя приваренными к ней стальными трубами, скользящей по поверхности передвижной платформы, и содержащий общую чашу с приваренными к ней стальными футерованными желобами, и механизм подачи общей чаши к стационарному сливному носку, содержащий реечный механизм с приводом, размещенный на передвижной платформе и закрепленный на салазках, перемещающихся по направляющим, два кронштейна, закрепленные на салазках, толкатель, закрепленный внутри кронштейнов, на конце которого приварен толстый стальной лист, при этом привод реечного механизма состоит из реверсивного двигателя, редуктора, двух муфт и вала с двумя насаженными на него зубчатыми колесами;
- два агрегата, размещенные справа и слева относительно механизма для разливки жидкого металла в изложницы и закрепленные на передвижной платформе, каждый из которых содержит раму с закрепленными на ней изложницами, привод поворота рамы с изложницами, устройство для нагрева изложниц перед заливкой их расплавленным металлом, состоящее из двенадцатисмесительной газовой инжекционной горелки среднего давления, расположенной на двутавровой опоре, закрепленной на передвижной платформе, устройство для нанесения противопригарной краски на изложницы, устройство для охлаждения изложниц, состоящее из кронштейна с двумя закрепленными на нем в обоймах осевыми вентиляторами, причем привод поворота рамы с изложницами в каждом упомянутом агрегате содержит электродвигатель, редуктор и две муфты.
2. Установка по п. 1, отличающаяся тем, что привод перемещения передвижной платформы состоит из реверсивного двигателя, муфты, редуктора и клиноременной передачи.
3. Установка по п. 1, отличающаяся тем, что двенадцатисмесительная газовая инжекционная горелка среднего давления снабжена кожухом с набивкой из огнеупорной массы и стабилизирующим пламя горелочным туннелем, при этом каждый смеситель горелки имеет на конце двенадцать ребер на внутренней поверхности, позволяющих получить факел длиной 2,5 метра.
4. Установка по п. 1, отличающаяся тем, что каждый осевой вентилятор на каждом из упомянутых агрегатов расположен под углом 10° к оси вращения изложниц.
5. Установка по п. 1, отличающаяся тем, что на раме закреплены сверху и снизу по двадцать изложниц.
6. Установка по п. 1, отличающаяся тем, что устройство для нанесения противопригарной краски на изложницы состоит из пульверизатора, закрепленного на кронштейне с возможностью установки под разными углами к плоскости изложниц, крана управления и подводящего сжатый воздух гибкого шланга.
| Способ получения соединений эстрана | 1971 |
|
SU482041A3 |
| УСТАНОВКА ДЛЯ ОТЛИВКИ ЧУШЕК | 2011 |
|
RU2445186C1 |
| Устройство для литья чушек из типографского сплава | 1983 |
|
SU1278105A1 |
| Способ изготовления металлостружечного брикета | 1990 |
|
SU1731419A1 |

