Область техники, к которой относится изобретение
Настоящее изобретение относится к способу производства листа текстурованной электротехнической стали, характеризующейся малыми потерями мощности и повышенной магнитострикцией.
Уровень техники, к которой относится изобретение
Листом текстурованной электротехнической стали называют лист электротехнической стали с осями легкого намагничивания кристаллов, выровненных в по существу одном и том же направлении в стальном листе как целом и с высокой ориентацией кристаллов. Упомянутое направление совпадает с направлением прокатки стального листа. Такой стальной лист намного более предпочтителен в качестве материала для сердечника трансформатора.
Потери мощности при намагничивании листа текстурованной электротехнической стали с помощью переменного тока подразделяются на потери на вихревые токи и гистерезисные потери. Потери на вихревые токи, в свою очередь, подразделяются на классические потери на вихревые токи и аномальные потери на вихревые токи. Классические потери на вихревые токи пропорциональны толщине стального листа и, таким образом, снижаются, если делать материал более тонким. Аномальные же потери на вихревые токи представляют собой потери, обусловленные локально генерируемым вихревым током вследствие перемещения стенок доменов и уменьшаются пропорционально расстоянию между стенками магнитных доменов, тесно расположенных в направлении прокатки, т.е. 180-градусных магнитных доменов. В результате этого, чтобы снизить потери мощности были изобретены различные технологии рафинирования магнитных доменов.
Известно, что, если придавать поверхности стального листа линейное циклическое механическое напряжение по существу перпендикулярно поверхности прокатки, вблизи его формируются тонкие циркулирующие магнитные домены, расстояния между стенками 180-градусных доменов в направлении от этих точек уменьшаются, и аномальные потери на вихревые токи снижаются. В связи с этим с целью придания листу механического напряжения был изобретен и в настоящее время широко применяется на практике метод фокусирования лазерного пучка и сканирования листа в направлении его ширины.
С другой стороны, гистерезисные потери представляют собой потери, обусловленные кривой намагничивания, и являются компонентом потерь мощности, чувствительным к механическому напряжению стального листа. Следовательно, возникает проблема, состоящая в том, что придание избыточного механического напряжения с помощью облучения лазером приводит к увеличению гистерезисных потерь.
Далее, наряду с потерями мощности важным свойством листа электротехнической стали является магнитострикция. Она связана с расширением и сжатием стального листа в поле переменного тока и является главной причиной шума в трансформаторных изделиях. В частности, известно, что в листе электротехнической стали с высокой ориентацией кристаллов степень расширения и сжатия стального листа положительно коррелирует с введенным механическим напряжением. С точки зрения магнитострикции, избыточное механическое напряжение следует ограничивать. Соответственным образом, чтобы снижать аномальные потери на вихревые токи и существенно подавлять повышение гистерезисных потерь и магнитострикцию, желательно использовать как можно меньшее механическое напряжение.
В традиционной технологии снижения потерь мощности, в которой для придания стальному листу остаточного напряжения применяется воздействие лазером, как это, например, раскрыто в японской патентной публикации (А) №6-57333, способ возбуждения высокопикового импульсного лазера короткими импульсами приблизительно от 1 до 2 µсек с целью того, чтобы пиковая плотность мощности на поверхности листа электротехнической стали превышала 1-104 Вт/мм2, эффективно вводит механическое напряжение. Используется обладающий высокой пиковой мощностью лазер с модуляцией добротности. Однако с помощью этого способа на стальной лист оказывается экстремально сильное локальное воздействие, вследствие чего стальному листу придается относительно высокое механическое напряжение в более широкой области по сравнению с диаметром фокусируемого пучка. В результате этого потери на вихревые токи значительно снижаются, но возникает проблема, состоящая в том, что избыточное механическое напряжение приводит к увеличению гистерезисных потерь и магнитострикции.
Таким образом, чтобы ввести эффективное механическое напряжение в более узкую область, как это, например, раскрыто в WO 2004/083465, чтобы придать механическое напряжение предельно узкой области и получить улучшенные свойства, диаметр в направлении прокатки фокусируемого пятна лазерного пучка делают равным 0,2 мм или меньше. Сравнение этого способа с высокопиковым импульсным лазером обнаруживает меньшую степень возникновения избыточной ширины механического напряжения, но при этом остается желательным дополнительное улучшение свойства магнитострикции. Однако при дальнейшем уменьшении фокусируемой ширины возрастает плотность мощности на поверхности листа электротехнической стали, в результате чего даже при использовании лазера непрерывного излучения с низкой мгновенной мощностью стальному листу передается избыточное механическое напряжение. Кроме того, в случае лазера непрерывного излучения существует проблема того, что непрерывный процесс подвода тепла приведет к тому, что стальной лист будет легко плавиться. В этом случае возникает проблема, состоящая в том, что во время повторного затвердевания расплавленной части возникает дополнительное напряженное состояние, увеличивая тем самым область механического напряжения. Иными словами, в способе с использованием лазера непрерывного излучения имеются ограничения в отношении улучшения свойства магнитострикции с помощью одного лишь уменьшения фокусируемого диаметра.
В последние годы, по причинам, связанным с экономией энергии и экологическими проблемами, непрерывно растет потребность в материалах для высокоэффективных трансформаторов, т.е. потребность в высококлассной листовой электротехнической стали. В частности, из-за ограничений в местах установки высока потребность в снижении трансформаторного шума. Следовательно, чтобы снизить потери мощности, желательна технология дополнительного уменьшения магнитострикции.
Раскрытие изобретения
Настоящее изобретение предлагает способ производства листа текстурованной электротехнической стали, способной значительно снизить потери мощности листа текстурованной электротехнической стали и, в то же время, по возможности уменьшить магнитострикцию. Средствами настоящего изобретения для достижения этого являются следующие.
(1) Способ производства листа текстурованной электротехнической стали, включающий фокусирование лазерного пучка на поверхность листа текстурованной электротехнической стали и сканирование им поверхности листа текстурованной электротехнической стали в направлении ширины листа с целью придания ему в циклическом режиме остаточного механического напряжения и улучшения его магнитных свойств, который (способ) отличается тем, что лазерный пучок является пучком, получаемым путем циклического модулирования мощности лазера непрерывного излучения с использованием при этом периода модуляции Tm, заданного интервала времени Tf, где мощность составляет 10% или менее от максимального значения Pp, и разницы между указанным периодом модуляции Tm и заданным интервалом времени Tf (Tn=Tm-Tf) для определения объема модулирования мощности Dp как Dp=Tn/Tm×100% в форме временной волны указанного модулированного по мощности пучка, при этом объем модулирования мощности Dp составляет от 70 до менее 100%, а минимальное значение Рb мощности указанного лазерного пучка составляет 10% или менее от максимального значения Pp.
(2) Способ производства листа текстурованной электротехнической стали, заявленный в (1), отличающийся тем, что при определении пиковой плотности мощности Ppd указанного лазерного пучка на поверхности стального листа с помощью фокальной поверхности S этого лазерного пучка и указанного максимального значения Рр как Ppd=Pp/S пиковая плотность мощности Ppd составляет от 1·102 до 1·104 Вт/мм2.
(3) Способ производства листа текстурованной электротехнической стали, заявленный в (1) или (2), отличающийся тем, что указанный лазерный пучок является пучком, излучаемым волоконным лазерным устройством, возбуждаемым полупроводниковым лазером.
Краткое описание чертежей
Фиг.1 - вид, объясняющий модулирование мощности лазера в способе производства листа текстурованной электротехнической стали с улучшенными магнитными свойствами настоящего изобретения.
Фиг.2 - объяснительный вид одного из вариантов осуществления способа производства листа текстурованной электротехнической стали с улучшенными магнитными свойствами настоящего изобретения.
Фиг.3 - вид, объясняющий зависимость между периодом времени модулирования и потерями мощности в одном из вариантов осуществления.
Фиг.4 - вид, объясняющий зависимость между периодом времени модулирования и магнитострикцией в одном из вариантов осуществления.
Фиг.5 - схематический вид сфокусированного диаметра и ширина механического напряжения при возбуждении высокопикового импульсного лазера.
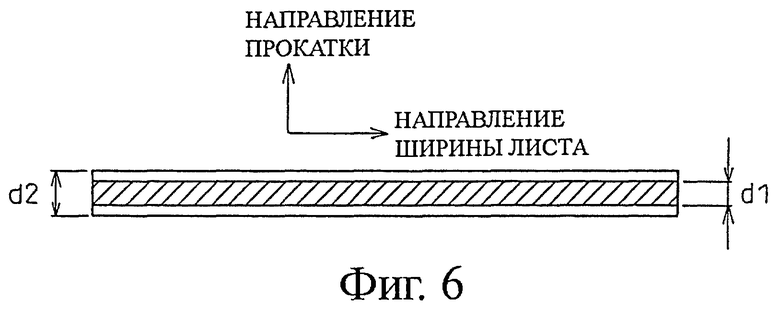
Фиг.6 - схематический вид сфокусированного диаметра и ширина механического напряжения при возбуждении лазера непрерывного излучения.
Осуществление изобретения
Циркулирующие магнитные домены образуются в области, которая приобретает механическое напряжение при облучении лазером. Расширение и сжатие циркулирующих магнитных доменов приводят к магнитострикции, вследствие чего введенное механическое напряжение положительно коррелирует с магнитострикцией. Соответственным образом, для удержания возрастания магнитострикции на минимальном уровне идеальным является придание листу достаточного механического напряжения, чтобы снизить потери на вихревые токи, не превышая при этом достаточное напряжение. Иными словами, важным является оптимизировать введенный объем напряжения.
В пульсирующем лазере, например типа CO2-лазера с модуляцией добротности, или лазере на иттриево-алюминиевом гранате (YAG-лазере) накопленная в лазерной среде энергия мгновенно выдается в виде лазерного пучка, благодаря чему энергия импульса при его ширине в несколько µсек или меньше является высокой и пиковая мощность легко превышает несколько кВт. При воздействии таким импульсным лазером, короткий импульс которого имеет высокий пик, происходит эффективное введение механического напряжения, но, как следует из фиг.5, предельно высокая воздействующая сила вызывает механическое напряжение с шириной d2 на большом протяжении вокруг диаметра d1, из-за чего возникает риск введения избыточного механического напряжения. По этой причине уменьшение и контролирование объема, в который вводится механическое напряжение, являются трудными. Как это раскрыто в патентном документе 1, предполагается, что такое явление возникает при пиковой плотности мощности в пределах от 1 до 1·104 Вт/мм2.
С другой стороны, при использовании лазера непрерывного излучения мгновенная плотность мощности невелика. Как следует из фиг.6, ширина d2 создаваемого механического напряжения становится по существу равной сфокусированному диаметру d1 пучка. Следовательно, регулируя фокусируемый диаметр, можно до известной степени менять ширину d2 механического напряжения в направлении прокатки. Однако направление ширины листа становится при этом непрерывным и равномерным распределением механического напряжения, вследствие чего свобода регулирования ширины в каком-либо направлении кроме направления прокатки является ограниченной.
Авторы изобретения сделали вывод, что даже при поддерживании ширины механического напряжения в направлении прокатки с помощью лазера непрерывного излучения на минимальном пределе потери мощности могли бы быть существенным образом уменьшены без непрерывного введения механического напряжения по всему направлению ширины листа. Иными словами, авторы полагают, что избыточное механическое напряжение ненужным образом увеличивает магнитострикцию в направлении ширины листа. Следовательно, регулируя распределение механического напряжения в направлении ширины листа и контролируя и оптимизируя объем механического напряжения, авторы пришли к изобретению снижения плотности мощности и модулирования мощности во времени путем тонкой фокусировки лазера непрерывного излучения таким образом, чтобы циклически создавать участки, где в направлении ширины листа вводится механическое напряжение, и участки, где оно не вводится.
Далее для объяснения одного из способов осуществления настоящего изобретения будут использованы его варианты.
Фиг.1 представляет пример модулирования мощности лазера непрерывного излучения настоящего изобретения. Максимальная мощность представляет собой максимальный выход Рр лазера непрерывного излучения и обладает в циклическом режиме временной областью с низкой мощностью, которая в результате модулирования мощности имеет минимальное значение Рb. Если период модуляции равен Tm, заданный интервал времени при мощности, равной 10% от максимального значения, равен Tf и Tm-Tf дает Тn, то объем модулирования мощности Dp определяется как Dp=Tn/Tm×100 (%). При этом частота модуляции Fm равна 1/Tm.
Фиг.2 представляет схематический вид лазерного эксперимента в одном из вариантов осуществления настоящего изобретения. Лазерное устройство 1 представляет собой волоконный лазер, возбуждаемый полупроводниковым лазером. Возбуждающий световой источник, т.е. полупроводниковый лазер, может модулироваться с высокой скоростью, вследствие чего выход волоконного лазера также модулируется с высокой скоростью. Диаметр волокна в волоконном лазере равен 10 µм. Имеется возможность сфокусировать его до диаметра сердечника трансформатора, с успехом используя для этого фокусирующую оптическую систему. Длина волны лазера равна 1,07 мкм. Выходное излучение лазера проходит через передающее волокно 2 и выходит через выходную головку 3. Лазерный пучок (LB) фокусируется с помощью комбинации цилиндрической линзы 4 и fθ-линзы 5.
В данном варианте осуществления максимальная мощность Pp равна 100 Вт, а фокусный пучок является эллипсом с диаметром в направлении прокатки d1=100 мкм и диаметром в направлении ширины листа dc=300 мкм. Отсюда максимальная плотность мощности Ppd равна 0,4·104 Вт/мм2. Лазерный пучок создается для сканирования с помощью многоугольного зеркала 6 в направлении ширины листа со скоростью Vs. В этом варианте осуществления Vs=15 м/с. Далее, для перемещения стального листа 7 в направлении прокатки шаг P1 облучения в направлении прокатки делают равным 6 мм. В этих условиях с целью изучения потерь мощности и свойства магнитострикции изобретатели меняли при постоянной частоте модуляции Fm=2 кГц объем модулирования импульса Dp различными способами.
На фиг.3 показана зависимость между режимом Dp модулирования импульса и потерями мощности W17/50 после облучения лазером при использовании в качестве образца материала с толщиной листа 0,23 мм, плотностью магнитного потока В8 1,935 Тл и потерями мощности W17/50 перед облучением лазером 0,84 Вт/кг. Размер образца определяется шириной 60 мм и длиной в направлении прокатки 300 мм.
В8 является плотностью магнитного потока стального листа, возникающей при силе намагничивания 800 А/м. W17/50 является потерями мощности при частоте возбуждения переменного тока 50 Гц и максимальной плотности магнитного потока 1,7 Тл.
Далее, на фиг.4 показана зависимость между магнитострикцией λp-p и режимом Dp модулирования импульса. В этом случае λp-p является отношением (в%) суммарного расширения или сжатия стального листа в направлении прокатки к длине стального листа при частоте возбуждения переменного тока 50 Гц и максимальной плотности магнитного потока 1,7 Тл.
Отметим, что изобретатели изучили для сравнения потери мощности и магнитострикцию в случае облучения одного и того же образца CO2-лазером с модуляцией добротности на длине волны 10,6 мкм. Условиями воздействия были сфокусированный диаметр в направлении ширины листа 0,5 мм, заданная длительность импульса 2 µсек, частота следования импульсов 20 кГц, энергия импульса 6 мДж, средняя мощность 120 Вт, скорость Vs сканирования пучком 10 м/с и шаг облучения Р1 6 мДж. CO2-лазер с модуляцией добротности имеет острый пик в начале импульса, пиковая мощность Pp равна 2 кВт и максимальная плотность мощности Ppd равна 1,7·104 Вт/мм2.
Из фиг.3 следует, что от периода времени модулирования импульса Dp=100%, соответствующего полному облучению лазером непрерывного излучения, до Dp=70% потери мощности характеризуются низким уровнем: W17/50 равно примерно 0,70 Вт/кг. Как показано с помощью прерывистой линии на фиг.3, достигнуты потери мощности ниже потерь мощности W17/50=0,750 Вт/кг в способе с применением CO2-лазера с модуляцией добротности. Причина того, почему с помощью CO2-лазера с модуляцией добротности потери мощности не могут быть снижены в достаточной степени, состоит в том, что при снижении потерь на вихревые токи объем механических напряжений становится избыточным и становится заметным увеличение гистерезисных потерь.
С другой стороны, на фиг.4 просматривается тенденция к существенно монотонному уменьшению магнитострикции с уменьшением объема модулирования импульса Dp. Иными словами, предполагается, что с помощью модулирования лазера непрерывного излучения по мощности с целью создания временной области с 10% от максимальной мощности или менее в этой области в стальной лист почти не будет вводиться механическое напряжение. В результате этого вместе с уменьшением Dp уменьшается объем введенного механического напряжения.
Из результатов фиг.3 следует, что эффект снижения потерь мощности в значительной степени удовлетворителен при периоде времени модулирования импульса Dp, равном 70%. Даже при повышении Dp сверх этого значения потери мощности не выйдут за указанные пределы. С другой стороны, из результатов фиг.4 следует, что даже при увеличении Dp до 70% или выше и введении механического напряжения магнитострикция излишне повышается.
Отметим, что при использовании способа с CO2-лазером с модуляцией добротности благодаря короткому импульсу и высокому пику мощности область механического напряжения стремится расшириться. При этом длина волны в 10 или более раз длиннее длины волны волоконного лазера, вследствие чего имеются пределы уменьшения фокусируемого диаметра. Соответственным образом, ширина механического напряжения больше, чем в случае волоконного лазера настоящего изобретения. Следовательно, как показано прерывистой линией на фиг.4, магнитострикция λp-p(Р) в способе импульсного лазера больше, чем в случае настоящего изобретения.
Таким образом, в способе воздействия лазером с модулируемой мощностью и с тонко фокусируемой и ограниченной по плотности мощностью согласно настоящему изобретению по сравнению с традиционным способом высокопикового импульсного лазера добиваются как улучшения потерь мощности, так и улучшенной магнитострикции. В частности, более низкая магнитострикция и низкие потери мощности получают в пределах периода времени модулирования импульса Dp от 70% до менее 100%.
Контролирование области механического напряжения в настоящем изобретении является важным фактором. Если плотность мощности Ppd, как об этом говорилось выше, превышает 1·104 Вт/мм2, то при этом в пределах сфокусированного диаметра вводится избыточное механическое напряжение, что нежелательно. С другой стороны, значение минимальной плотности мощности Ppd, позволяющей создание механического напряжения там, где эффект снижения потерь мощности становится достаточным, зависит от скорости сканирования лазерного пучка по поверхности листа электротехнической стали. Значение минимальной плотности мощности Ppd можно найти, возбуждая лазер при периоде времени модулирования импульса Dp, равном 100%, т.е. в полностью непрерывном режиме. С точки зрения производительности в описанном выше варианте осуществления производственного процесса, в диапазоне скорости сканирования лазерного пучка в сканирующей оптической системе, которая может эксплуатироваться без непроизводительных усилий, нижним пределом плотности мощности является значение, равное 1·102 Вт/мм2. Если это значение меньше, механическое напряжение почти не возникает и соответственно эффект снижения потерь мощности также существенно уменьшается. Отсюда следует, что предпочтительным диапазоном плотности энергии является диапазон от 1·102 до 1·104 Вт/мм2.
Для завершения цели настоящего изобретения необходимо проводить заданное модулирование мощности с высокой точностью. Полупроводниковый лазер позволяет высокоскоростное модулирование путем регулировки тока и поэтому модулирование волоконного лазера, который использует его в качестве источника возбуждения, можно регулировать с такой же высокой скоростью. Кроме того, волоконный лазер обеспечивает возможность легкой фокусировки до уровня, равного диаметру сердечника, и тем самым позволяет предотвращать придание листу излишней ширины механического напряжения и делать сфокусированный диаметр более четким. Таким образом, для осуществления настоящего изобретения пригодным является волоконный лазер, возбуждаемый полупроводниковым лазером.
Далее, с точки зрения длины волны, более короткая длина волны позволяет более тонкую фокусировку. С другой стороны, более длинная длина волны обеспечивает высокую скорость поглощения лазерной энергии листом электротехнической стали. Предпочтителен волоконный лазер с длиной волны от 1,07 до 2,10 мкм, располагающийся между применяемыми на практике лазером на иттриево-алюминиевом гранате с длиной волны 1,06 мкм и CO2-лазером с длиной волны 10,6 мкм.
Согласно настоящему изобретению контроль объема введенного с помощью лазера механического напряжения становится возможным как в направлении прокатки, так и в направлении ширины листа, потери мощности могут быть минимизированы, а объем механического напряжения для подавления роста магнитострикции может быть оптимизирован, благодаря чему лист текстурованной электротехнической стали с исключительно низкими потерями мощности и более высоким свойством магнитострикции может производиться в качестве материала для высокоэффективного малошумящего трансформатора.





Изобретение относится к области металлургии, в частности к производству листа из текстурованной электротехнической стали. Для снижения потерь мощности в листе и обеспечения магнитострикции более низкого уровня осуществляют фокусирование лазерного пучка на поверхность листа и сканирование им поверхности листа в направлении ширины листа для придания ему в циклическом режиме остаточного механического напряжения, при этом лазерный пучок получают путем циклического модулирования мощности лазера непрерывного излучения с использованием при этом периода модуляции Тm, заданного интервала времени Tf, где мощность составляет 10% или менее от максимального значения Рр, и разницы между Тm и Tf: Tn=Tm-Tf для определения объема модулирования мощности Dp как Dp=Tn/Tm×100% в форме временной волны указанного модулированного по мощности пучка, при этом объем модулирования мощности Dp составляет от 70 до менее 100%, а минимальное значение Рb мощности указанного лазерного пучка составляет 10% или менее от максимального значения Рр. Пиковую плотность мощности Ppd лазерного пучка на поверхности листа определяют с помощью фокальной поверхности S этого лазерного пучка и максимального значения Рр как Ppd=Pp/S. Ppd составляет от 1·102 до 1·104 Вт/мм2. 2 з.п. ф-лы, 6 ил.
1. Способ производства листа текстурованной электротехнической стали, включающий фокусирование лазерного пучка на поверхность листа текстурованной электротехнической стали и сканирование им поверхности листа текстурованной электротехнической стали в направлении ширины листа для придания ему в циклическом режиме остаточного механического напряжения и улучшения его магнитных свойств, отличающийся тем, что лазерный пучок получают путем циклического модулирования мощности лазера непрерывного излучения с использованием при этом периода модуляции Тm, заданного интервала времени Tf, в котором мощность составляет 10% или менее от ее максимального значения Рр, и разницы между указанным периодом модуляции Тm и заданным интервалом времени Tf (Tn=Tm-Tf) для определения объема модулирования мощности Dp, в виде Dp=Tn/Tm×100% в форме временной волны указанного модулированного по мощности пучка, при этом объем модулирования мощности Dp составляет от 70 до менее 100%, а минимальное значение Рb мощности указанного лазерного пучка составляет 10% или менее от ее максимального значения Рр.
2. Способ по п.1, отличающийся тем, что при определении пиковой плотности мощности Ppd указанного лазерного пучка на поверхности стального листа с помощью фокальной поверхности S этого лазерного пучка и указанного максимального значения Рр как Ppd=Pp/S пиковая плотность мощности Ppd составляет от 1·102 до 1·104 вт/мм2.
3. Способ по п.1 или 2, отличающийся тем, что указанный лазерный пучок является пучком, излучаемым волоконным лазерным устройством, возбуждаемым полупроводниковым лазером.
| WO 2004083465 A1, 30.09.2004 | |||
| JP 61262477 A, 20.11.1986 | |||
| Способ получения листа электротехнической стали с ориентированной текстурой | 1979 |
|
SU1001864A3 |
| Способ производства анизотропной листовой электротехнической стали | 1988 |
|
SU1636459A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАЗОВАНИЯ ДОМЕННОЙ СТРУКТУРЫ ЭЛЕКТРИЧЕСКИХ СТАЛЕЙ | 1993 |
|
RU2109820C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ | 1996 |
|
RU2113332C1 |

