[Область техники, к которой относится изобретение]
[0001] Настоящее изобретение относится к листу текстурованной электротехнической стали (анизотропной стали с ориентированной зеренной структурой), в котором выполняют обработку лазером в области на одной концевой стороне стального листа по направлению ширины, и к способу изготовления листа текстурованной электротехнической стали.
Испрашивается приоритет Японской Патентной Заявки № 2012-257875, поданной 26 ноября 2012 года, содержание которой включено в описание настоящей ссылкой.
[Уровень техники]
[0002] Вышеописанный лист текстурованной электротехнической стали изготавливают последовательно в процессе горячей прокатки, процессе отжига, процессе холодной прокатки, процессе обезуглероживающего отжига, процессе заключительного отжига, процессе выравнивающего отжига, и процессе формирования изолирующего покрытия, с использованием сляба кремнистой стали в качестве его материала.
[0003] Здесь, в процессе обезуглероживающего отжига перед процессом заключительного отжига, на поверхности стального листа формируют SiO2-покрытие, содержащее оксид кремния (SiO2) в качестве основного компонента. В дополнение, в процессе заключительного отжига, стальной лист помещают в печь периодического действия в намотанном в форме рулона состоянии, и затем подвергают термической обработке. Здесь, чтобы предотвратить образование задиров на стальном листе в процессе заключительного отжига, на поверхность стального листа перед процессом заключительного отжига наносят отжиговый сепаратор, содержащий оксид магния (MgO) в качестве основного компонента. В процессе заключительного отжига SiO2-покрытие и отжиговый сепаратор, содержащий оксид магния в качестве основного компонента, реагируют между собой так, что на поверхности стального листа образуется стеклянное покрытие.
[0004] Далее будет подробно описан процесс заключительного отжига. В процессе заключительного отжига, как показано в ФИГ. 1, рулон 5, полученный намоткой стального листа, помещают на стол 8 для приема рулона в колпаке 9 отжиговой печи так, что ось 5а намотки рулона 5 совпадает с вертикальным направлением.
[0005] Когда рулон 5, установленный, как описано выше, подвергают отжигу при высокой температуре, как показано в ФИГ. 2, нижний концевой участок 5z рулона 5, который приходит в контакт со столом 8 для приема рулона, пластически деформируется под его собственным весом, вследствие разницы в коэффициенте теплового расширения между столом 8 для приема рулона и рулоном 5, и тому подобного. Пластическая деформация, которая обычно называется серповидной деформацией, не может быть полностью устранена позже даже в процессе выравнивающего отжига. В случае, где участок (серповидный участок 5е), на котором происходит серповидная деформация, не удовлетворяет требованиям заказчиков, серповидный участок 5е отрезают.
Поэтому, когда размер серповидного участка 5е увеличивается, существует проблема того, что снижается выход годного вследствие возрастания ширины отрезаемой части. Как показано в ФИГ. 3, когда стальной лист, который разматывают с рулона 5 до плоского состояния, размещают на поверхности плоской плиты, серповидный участок 5е виден поднятым до высоты «h» в виде волны, которая образуется на концевом участке стального листа от поверхности плоской плиты. Как правило, серповидный участок 5е представляет собой деформированную область концевого участка стального листа, которая удовлетворяет условию, что высота «h» волнообразного изгиба составляет более 2 мм, или условию, что крутизна «s», описываемая нижеследующим выражением (1), составляет более 1,5% (свыше 0,015).
s=h/Wg, (1)
где Wg представляет ширину серповидного участка 5е.
[0006] Механизм образования серповидной деформации во время заключительного отжига объясняется скольжением по границам зерен при высокой температуре. То есть деформация вследствие скольжения по границам зерен становится значительной при высокой температуре 900°С или выше, и тем самым серповидная деформация легко возникает на границе зерен. На нижнем концевом участке 5z рулона 5, который приходит в контакт со столом 8 для приема рулона, время развития вторичной рекристаллизации наступает позже по сравнению с центральной областью рулона 5. Поэтому на нижнем концевом участке 5z рулона 5 размер зерен мал, и тем самым легко формируется мелкозернистый участок.
[0007] Предполагается, что, поскольку на мелкозернистом участке присутствуют многочисленные границы зерен, легко возникает скольжение по границам зерен, как описано выше, и происходит серповидная деформация. Поэтому в прототипе предложены разнообразные способы предотвращения механической деформации путем подавления роста зерен на нижнем концевом участке 5z рулона 5.
[0008] В описываемом ниже Патентном Документе 1 представлен способ нанесения агента измельчения зерен на лентообразный участок, имеющий постоянную ширину от нижней концевой поверхности рулона, который приходит в контакт со столом для приема рулона, перед заключительным отжигом, и измельчение зерен на лентообразном участке во время заключительного отжига. В дополнение, в описываемом ниже Патентном Документе 2 раскрыт способ обработки с созданием деформации натяжением лентообразного участка, имеющего постоянную ширину от нижней концевой поверхности рулона, который приходит в контакт со столом для приема рулона, перед заключительным отжигом, с использованием валка с присоединенным к нему выступом, и измельчением зерен на лентообразном участке во время заключительного отжига.
[0009] Как было описано выше, в способах, представленных в Патентных Документах 1 и 2, чтобы подавить серповидную деформацию, механическую прочность нижнего концевого участка рулона изменяют преднамеренным измельчением зерен нижнего концевого участка рулона.
[0010] Однако в способе, раскрытом в Патентном Документе 1, поскольку агент измельчения зерен представляет собой жидкость, точное регулирование участка нанесения является затруднительным. В дополнение, может иметь место ситуация, где агент измельчения зерен может диффундировать в сторону центральной области стального листа из концевого участка стального листа. В результате нельзя поддерживать постоянной ширину области измельчения зерен, и тем самым ширина участка серповидной деформации значительно изменяется в продольном направлении рулона. Ширину участка серповидной деформации, который является наиболее сильно деформированным, оценивают как ширину отрезаемой части. Поэтому в случае, где ширина участка серповидной деформации возрастает по меньшей мере в единственном месте, увеличивается ширина отрезаемой части, приводя к снижению выхода.
[0011] В дополнение, в способе, раскрытом в Патентном Документе 2, зерна на нижнем концевом участке рулона являются измельченными относительно деформации, обусловленной механической обработкой с использованием валка или тому подобного как исходной точки. Однако валок изнашивается в ходе непрерывного технологического процесса в течение длительного периода времени, и тем самым возникает проблема в том, что придаваемая обработкой деформация (степень обжатия при прокатке) сокращается со временем, и эффект измельчения зерен ослабляется. В частности, поскольку лист текстурованной электротехнической стали представляет собой твердый материал, содержащий большое количество Si, происходит интенсивный износ валка, и тем самым необходимо часто заменять валок. В дополнение, механическая обработка придает деформацию в широком диапазоне, и тем самым существует предел возможностей подавления серповидной деформации.
[0012] В дополнение, в описываемых ниже Патентных Документах 3-6, для предотвращения серповидной деформации представлен способ повышения высокотемпературной прочности, в котором ускоряют вторичную рекристаллизацию лентообразного участка, имеющего постоянную ширину от нижнего конца рулона, чтобы увеличить размер зерен на ранней стадии заключительного отжига.
[0013] В Патентных Документах 3 и 4 в качестве средства увеличения размера зерен раскрыт способ, в котором нагревают лентообразный участок концевой части стального листа с помощью плазменного нагрева или индукционного нагрева перед заключительным отжигом. В дополнение в Патентных Документах 3, 5 и 6 раскрыт способ, в котором создают напряжение от механической обработки с использованием дробеструйной обработки, прокатки, действием зубчатого валка, и тому подобным путем.
[0014] Плазменный нагрев и индукционный нагрев представляют собой типы нагрева в относительно широком диапазоне нагревания, и тем самым являются уместными для нагревания лентообразного участка. Однако существует проблема в том отношении, что во время плазменного нагрева и индукционного нагрева затруднительно контролировать положение нагрева или температуру нагрева. В дополнение, возникает такая проблема, что вследствие теплопроводности нагревается более широкий участок, нежели предварительно заданная область. Поэтому нельзя контролировать постоянство ширины участка, на котором размер зерен возрастает в результате вторичной рекристаллизации, и тем самым существует такая проблема, что сокращается возможность достижения равномерного эффекта подавления серповидной деформации.
[0015] В способе механической обработки с использованием прокатки или тому подобного, как было описано выше, существует проблема, что эффект создания напряжения (степень деформации) снижается со временем вследствие износа валка. В частности, степень вторичной рекристаллизации изменяется точно в зависимости от степени деформации, и тем самым возникает проблема в том, что даже когда степень деформации вследствие износа валка невелика, желательный размер зерен не может быть получен, и не может стабильно получаться эффект подавления серповидной деформации. В дополнение, поскольку механическая обработка создает напряжение на обширном участке, существует предел диапазона подавления серповидной деформации.
[0016] Как было описано выше, в способах, раскрытых в Патентных Документах 1-6, затруднительно выполнять точный контроль величины зерен (диапазона и размера), и тем самым существует проблема в том, что эффект подавления серповидной деформации не может быть получен в достаточной мере.
[0017] Здесь, в описываемом ниже Патентном Документе 7, предложен способ, в котором формируют легко деформируемый участок или участок с канавкой, который является протяженным параллельно направлению прокатки в области на одной концевой стороне стального листа по направлению ширины, путем облучения лазерным пучком, струей воды или тому подобным. В этом случае распространение серповидности предотвращается легко деформируемым участком или участком с канавкой, сформированным в области на одной концевой стороне стального листа по направлению ширины, и может быть сокращена ширина участка с серповидной деформацией.
[Документы предшествующего уровня техники]
[Патентные Документы]
[0018] [Патентный Документ 1] Японская Нерассмотренная Патентная Заявка, Первая Публикация № S63-100131
[Патентный Документ 2] Японская Нерассмотренная Патентная Заявка, Первая Публикация № S64-042530
[Патентный Документ 3] Японская Нерассмотренная Патентная Заявка, Первая Публикация № Н02-097622
[Патентный Документ 4] Японская Нерассмотренная Патентная Заявка, Первая Публикация № Н03-177518
[Патентный Документ 5] Японская Нерассмотренная Патентная Заявка, Первая Публикация № 2000-038616
[Патентный Документ 6] Японская Нерассмотренная Патентная Заявка, Первая Публикация № 2001-323322
[Патентный Документ 7] Международная Публикация Заявки PCT №WO 2010/103761
[Описание изобретения]
[Проблемы, разрешаемые изобретением]
[0019] Однако в способе формирования участка с деформацией скольжения по границам зерен, раскрытом в Патентном Документе 7, легко деформируемый участок формируют на участке базового металла самого стального листа. Легко деформируемый участок представляет собой область, имеющую прямолинейную форму, включающую границы зерен, образованных на участке базового металла стального листа во время заключительного отжига, или полосу скольжения, включающую зерна, образованные на участке базового металла стального листа. Легко деформируемый участок формируют в области (зоне термического влияния), где производится термическое воздействие на участок базового металла облучением поверхности стального листа лазерным пучком перед заключительным отжигом. В способе, представленном в Патентном Документе 7, зона термического влияния представляет собой область (участок плавления и повторного затвердевания), которая расплавляется под действием тепла лазерного пучка и затем вновь затвердевает, и участок плавления и повторного затвердевания образуется по всей толщине листа. Вследствие термического воздействия на легко деформируемом участке, образованном во время заключительного отжига, в большом количестве формируются аномальные зерна, направления осей легкого намагничивания которых отклоняются от направления прокатки стального листа. Поэтому на участке базового металла в области, в которой образуется легко деформируемый участок, ухудшаются магнитные характеристики.
[0020] Здесь, когда ширина участка с серповидной деформацией сокращена до малого размера, как было описано выше, и тем самым удовлетворяет требованиям заказчиков, может иметь место ситуация, где отрезание участка с серповидной деформацией может не выполняться. Однако в данном изобретении, раскрытом в Патентном Документе 7, даже в случае, где оставляют участок с серповидной деформацией, возникает проблема в том, что в области, в которой формируют легко деформируемый участок или участок с канавкой (рифленый участок), ухудшаются магнитные характеристики, и тем самым снижается качество листа текстурованной электротехнической стали.
[0021] Кроме того, чтобы сформировать легко деформируемый участок или участок с канавкой на стальном листе, требуется подведение к стальному листу большого количества энергии. Соответственно этому, предварительная обработка, выполняемая перед заключительным отжигом, занимает длительное время, или же требуется крупное лазерное устройство с высокой выходной мощностью, и тем самым существует такая проблема, что лист текстурованной электротехнической стали не может быть рационально изготовлен.
[0022] Настоящее изобретение было выполнено с учетом вышеуказанных обстоятельств, и его цель состоит в создании листа текстурованной электротехнической стали, имеющего превосходные магнитные характеристики, в то же время с минимизацией серповидной деформации, и способа его изготовления.
[Средства разрешения проблемы]
[0023] Для достижения цели в разрешении проблем в настоящем изобретении используются следующие средства.
(1) Лист текстурованной электротехнической стали согласно одному аспекту настоящего изобретения представляет собой лист текстурованной электротехнической стали, который изготовлен способом, в котором область на одной концевой стороне стального листа по направлению ширины после подвергания обработке в процессе холодной прокатки облучают лазерным пучком вдоль направления прокатки стального листа, и после этого выполняют заключительный отжиг стального листа, который наматывают в форме рулона, в котором, в отношении зерен на участке базового металла стального листа, которые расположены на нижней части трассы лазерного облучения, образованной на поверхности стального листа при облучении лазерным пучком, является определенной величина θа углового отклонения между направлением оси легкого намагничивания каждого из зерен и направлением прокатки, и среднее значение R величин θа углового отклонения, полученное усреднением величин θа углового отклонения зерен для зерен, позиционированных на нижней части трассы лазерного облучения, составляет выше 20° и является равным или меньшим 40°.
[0024] (2) В листе текстурованной электротехнической стали, описанном в пункте (1), расстояние WL от одного конца стального листа по направлению ширины до центра трассы лазерного облучения по направлению ширины может составлять от 5 мм до 35 мм.
[0025] (3) В листе текстурованной электротехнической стали, описанном в пунктах (1) или (2), трасса лазерного облучения может быть сформирована в области, составляющей от 20 до 100% всей длины стального листа по направлению прокатки от начальной точки, которая представляет собой один конец стального листа по направлению прокатки, расположенный на самой наружной окружности стального листа, намотанного в форме рулона.
[0026] (4) В листе текстурованной электротехнической стали, описанном в любом из пунктов (1)-(3), ширина «d» трассы лазерного облучения может составлять от 0,05 до 5,0 мм.
[0027] (5) Способ изготовления листа текстурованной электротехнической стали согласно одному аспекту настоящего изобретения включает: процесс лазерной обработки, в котором формируют обработанный облучением лазером участок на одной концевой стороне стального листа по направлению ширины, после подвергания обработке в процессе холодной прокатки, лазерным пучком вдоль направления прокатки стального листа; и процесс заключительного отжига, в котором стальной лист со сформированным на нем обработанным лазером участком наматывают в форме рулона и выполняют заключительный отжиг на намотанном в форме рулона стальном листе, причем в процессе лазерной обработки участок плавления и повторного затвердевания, имеющий глубину свыше 0% и равную или меньшую 80% толщины листа на стальном листе, формируют облучением лазерным пучком в положении, соответствующем обработанному лазером участку.
[0028] (6) В способе изготовления листа текстурованной электротехнической стали, описанном в пункте (5), расстояние WL от одного конца стального листа по направлению ширины до центра обработанного лазером участка по направлению ширины может составлять от 5до 35 мм.
[0029] (7) В способе изготовления листа текстурованной электротехнической стали, описанном в пункте (5) или (6), в процессе лазерной обработки обработанный лазером участок может быть сформирован в области, составляющей от 20 до 100% всей длины стального листа по направлению прокатки от начальной точки, которая представляет собой один конец стального листа по направлению прокатки, расположенный на самой наружной окружности стального листа, намотанного в форме рулона в процессе заключительного отжига.
[0030] (8) В способе изготовления листа текстурованной электротехнической стали, описанном в любом из пунктов (5)-(7), ширина d обработанного лазером участка может составлять от 0,05 до 5,0 мм.
[0031] Согласно описанному выше способу изготовления листа текстурованной электротехнической стали, в процессе лазерной обработки на стальном листе формируют участок плавления и повторного затвердевания, имеющий глубину свыше 0% и равную или меньшую 80% толщины листа. Соответственно этому, участок плавления и повторного затвердевания изменяется, когда на намотанном в форме рулона стальном листе выполняют заключительный отжиг в процессе заключительного отжига, и тем самым среднее значение R величин θа углового отклонения между направлениями осей легкого намагничивания зерен участка плавления и повторного затвердевания и направлением прокатки составляет выше 20° и является равным или меньшим 40°. Поэтому данным способом изготовления может быть надлежащим образом получен лист текстурованной электротехнической стали, в котором среднее значение R величин θа углового отклонения зерен, расположенных на нижней части трассы лазерного облучения, составляет выше 20° и является равным или меньшим 40°.
[Эффекты изобретения]
[0032] Согласно вышеописанным аспектам, поскольку боковой концевой участок листа текстурованной электротехнической стали после процесса холодной прокатки и перед процессом заключительного отжига облучают лазерным пучком, может быть предотвращена серповидная деформация, которая возникает в процессе заключительного отжига. В дополнение, среднее значение R величин θа углового отклонения зерен между направлениями осей легкого намагничивания зерен на нижней части трассы лазерного облучения, соответствующей участку плавления и повторного затвердевания, образованному в стальном листе при облучении лазерным пучком, и направлением прокатки варьирует в диапазоне от величины свыше 20° и до равной или меньшей 40°. Поэтому магнитные характеристики на подвергнутом лазерной обработке участке улучшаются, и участок также может быть использован в качестве материала для такого устройства, как трансформатор, в зависимости от ситуации, тем самым обеспечивая повышение выхода годного.
Соответственно этому, согласно вышеописанным аспектам, могут быть созданы лист текстурованной электротехнической стали, имеющий превосходные магнитные характеристики, в то же время с минимизацией серповидной деформации, и способ его изготовления.
[Краткое описание чертежей]
[0033] ФИГ. 1 представляет пояснительный вид, показывающий пример устройства для заключительного отжига.
ФИГ. 2 представляет схематический вид, показывающий процесс развития серповидности в рулоне согласно прототипу, в котором средство предотвращения серповидной деформации не предусмотрено.
ФИГ. 3 представляет пояснительный вид, показывающий один пример метода оценки серповидной деформации.
ФИГ. 4 представляет вид в разрезе листа текстурованной электротехнической стали согласно одному варианту осуществления настоящего изобретения.
ФИГ. 5 представляет пояснительный вид, показывающий лист текстурованной электротехнической стали согласно варианту осуществления настоящего изобретения.
ФИГ. 6 представляет технологическую блок-схему, показывающую способ изготовления листа текстурованной электротехнической стали согласно варианту осуществления настоящего изобретения.
ФИГ. 7 представляет схематический пояснительный вид устройств для выполнения процесса обезуглероживающего отжига, процесса лазерной обработки и процесса нанесения отжигового сепаратора.
ФИГ. 8 представляет схематический пояснительный вид устройства для лазерной обработки, которое выполняет процесс лазерной обработки.
ФИГ. 9 представляет схематический пояснительный вид стального листа, на котором выполняется процесс лазерной обработки.
ФИГ. 10 представляет схематический вид, показывающий состояние зерен в поперечном сечении стального листа по направлению ширины.
ФИГ. 11 представляет пояснительный вид, показывающий состояние, где лист текстурованной электротехнической стали согласно варианту осуществления настоящего изобретения намотан в форме рулона.
ФИГ. 12 представляет схематический вид, показывающий процесс развития серповидной деформации в листе текстурованной электротехнической стали согласно варианту осуществления настоящего изобретения.
ФИГ. 13 представляет пояснительный вид, показывающий лист текстурованной электротехнической стали согласно еще одному варианту осуществления настоящего изобретения.
ФИГ. 14 представляет пояснительный вид, показывающий зерна, образованные вблизи трассы лазерного облучения в поверхности участка базового металла стального листа.
ФИГ. 15 представляет график, показывающий взаимосвязь между средним значением R величин θа углового отклонения между направлениями осей легкого намагничивания зерен и направлением прокатки, параметром «q», и шириной Wg серповидности.
ФИГ. 16 представляет график, показывающий взаимосвязь между расстоянием WL от концевой части стального листа по направлению ширины до обработанного лазером участка, и шириной Wg серповидности.
ФИГ. 17 представляет график, показывающий взаимосвязь между длиной Lz обработанного лазером участка по направлению прокатки и шириной Wg серповидности.
ФИГ. 18 представляет схематический вид, показывающий ситуацию, где обе поверхности стального листа 11 подвергнуты облучению лазером так, что первый участок 22а плавления и повторного затвердевания, имеющий глубину D1, сформирован от одной поверхности стального листа 11, и второй участок 22b плавления и повторного затвердевания, имеющий глубину D2, сформирован от другой поверхности стального листа 11.
[Вариант осуществления изобретения]
[0034] Далее лист текстурованной электротехнической стали согласно одному варианту осуществления настоящего изобретения и способ изготовления листа текстурованной электротехнической стали будут подробно описаны со ссылкой на сопроводительные чертежи. В описании и чертежах сходные элементы, имеющие по существу одинаковые функциональные конфигурации, обозначены подобными кодовыми номерами позиций, и излишнее описание будет опущено. В дополнение, настоящее изобретение не ограничивается нижеследующим вариантом осуществления.
[0035] Сначала будет описан способ изготовления листа 10 текстурованной электротехнической стали согласно этому варианту исполнения.
Как показано в технологической блок-схеме в ФИГ. 6, способ изготовления листа 10 текстурованной электротехнической стали согласно этому варианту исполнения включает процесс S01 литья, процесс S02 горячей прокатки, процесс S03 отжига, процесс S04 холодной прокатки, процесс S05 обезуглероживающего отжига, процесс S06 лазерной обработки, процесс S07 нанесения отжигового сепаратора, процесс S08 заключительного отжига, процесс S09 выравнивающего отжига, и процесс S10 формирования изолирующего покрытия.
[0036] В процессе S01 литья расплавленную сталь, полученную имеющей предварительно заданный состав, подают в установку непрерывного литья для непрерывного изготовления отливки. Что касается состава расплавленной стали, то применяют железный сплав, содержащий Si, который обычно используют в качестве материала для листа 10 текстурованной электротехнической стали. В этом варианте исполнения, например, используют расплавленную сталь, имеющую следующий состав:
Si: от 2,5% по массе до 4,0% по массе;
С: от 0,02% по массе до 0,10% по массе;
Mn: от 0,05% по массе до 0,20% по массе;
кислоторастворимый Al: от 0,020% по массе до 0,040% по массе;
N: от 0,002% по массе до 0,012% по массе;
S: от 0,001% по массе до 0,010% по массе;
Р: от 0,01% по массе до 0,04% по массе; и
остальное количество: Fe и примесь.
[0037] В процессе S02 горячей прокатки отливку, полученную в процессе S01 литья, нагревают до предварительно заданной температуры (например, от 1150 до 1400°С), и подвергают горячей прокатке. Соответственно этому получают горячекатаный материал, имеющий толщину, например, от 1,8 до 3,5 мм.
[0038] В процессе S03 отжига выполняют термическую обработку горячекатаного материала, полученного в процессе S02 горячей прокатки, например, в условиях температуры отжига от 750 до 1200°С, и с продолжительностью отжига от 30 секунд до 10 минут.
В процессе S04 холодной прокатки декапируют поверхность горячекатаного материала после подвергания его обработке в процессе S03 отжига, и затем подвергают холодной прокатке. Соответственно этому получают стальной лист 11, имеющий толщину, например, от 0,15 до 0,35 мм.
[0039] В процессе S05 обезуглероживающего отжига выполняют термическую обработку стального листа 11, полученного в процессе S04 холодной прокатки, в условиях температуры отжига от 700 до 900°С и при продолжительности отжига от 1 до 3 мин. В дополнение, в этом варианте исполнения, как показано в ФИГ. 7, выполняют термическую обработку, обеспечивая пропускание стального листа 11 через печь 31 для обезуглероживающего отжига по мере перемещения стального листа 11.
В процессе S05 обезуглероживающего отжига на поверхности стального листа 11 образуется SiO2-покрытие, содержащее оксид кремния (SiO2) в качестве основного компонента.
[0040] В процессе S06 лазерной обработки, как показано в ФИГ. 9, область на одной концевой стороне стального листа 11 по направлению ширины, где сформировано SiO2-покрытие 12а, облучают лазерным пучком вдоль направления прокатки в условиях лазерного облучения, которые будут подробно описаны ниже, с формированием тем самым обработанного лазером участка 20. Обработанный лазером участок 20 распознается на поверхности стального листа 11 как трасса 14 лазерного облучения после процесса S08 заключительного отжига. В дополнение, облучению лазерным пучком могут быть подвергнуты обе стороны стального листа 11, чтобы сформировать обработанный лазером участок 20 на обеих сторонах стального листа 11.
[0041] Как показано в ФИГ. 7, процесс S06 лазерной обработки выполняют с помощью устройства 33 для лазерной обработки, предусмотренного в положении на стороне позади печи 31 для обезуглероживающего отжига. В дополнение, между печью 31 для обезуглероживающего отжига и устройством 33 для лазерной обработки может быть размещено охлаждающее устройство 32, которое охлаждает стальной лист 11 после процесса S05 обезуглероживающего отжига. С помощью охлаждающего устройства 32 температура Т стального листа 11, транспортируемого к устройству 33 для лазерной обработки, может быть отрегулирована на величину в диапазоне от выше 0°С до равной или меньшей 300°С.
Процесс лазерной обработки может быть предусмотрен между процессом S04 холодной прокатки и процессом S05 обезуглероживающего отжига, или между процессом S07 нанесения отжигового сепаратора и процессом S08 заключительного отжига. Далее, как показано в технологической блок-схеме в ФИГ. 6, будет описан вариант исполнения, в котором процесс S06 лазерной обработки проводят между процессом S05 обезуглероживающего отжига и процессом S07 нанесения отжигового сепаратора.
[0042] Далее будет описан процесс S06 лазерной обработки. Как показано в ФИГ. 8, устройство 33 для лазерной обработки включает лазерный генератор 33а, конденсорную линзу 33b и газовое сопло 33с, которое выпускает вспомогательный газ в сторону поблизости от места облучения лазером. В качестве вспомогательного газа может быть использован воздух или азот. Источник света и тип используемого лазера не являются конкретно ограниченными.
[0043] В этом варианте исполнения условия облучения лазерным пучком настраивают так, что глубина D участка 22 плавления и повторного затвердевания, который создается тепловым воздействием на стальном листе 11, является большей 0% и равной или меньшей 80% толщины «t» стального листа 11. В ФИГ. 10 показан схематический вид структуры на обработанном лазером участке 20, видимой при рассматривании поперечного сечения стального листа 11 по направлению ширины.
[0044] Как показано на ФИГ. 10, участок 22 плавления и повторного затвердевания представляет собой участок, на котором стальной лист 11 расплавляется под действием тепла лазерного пучка, и после этого вновь затвердевает. Участок 22 плавления и повторного затвердевания подвергается термическому воздействию при облучении лазерным пучком, и тем самым структура стального листа 11 становится крупнозернистой. Здесь глубина D участка 22 плавления и повторного затвердевания представляет собой глубину области по направлению толщины листа, где присутствует более крупнозернистая структура, чем структура области, которая не испытывает термического воздействия. Условия облучения лазерным пучком будут описаны позже. В этом варианте исполнения условия облучения лазерным пучком регулируют так, что глубина D участка 22 плавления и повторного затвердевания является большей 0% и равной или меньшей 80% толщины «t» листа. Соответственно этому, может быть сокращена ширина Wg (далее называемая шириной Wg серповидности) участка 5е с серповидной деформацией стального листа 11, который образуется в процессе S08 заключительного отжига. В дополнение, в описанных выше условиях облучения лазерным пучком, на участке стального листа 11, расположенного на нижней части обработанного лазером участка 20, среднее значение R величин θа углового отклонения между направлениями осей легкого намагничивания зерен и направлением прокатки варьирует в диапазоне от превышающего 20° и до равного или меньшего 40°.
[0045] Здесь отношение, полученное делением глубины D участка 22 плавления и повторного затвердевания на толщину «t» стального листа 11, определяется как «q» (=D/t). В этом варианте исполнения условия облучения лазерным пучком регулируют так, чтобы значение «q» было выше 0 и равным или меньшим 0,8.
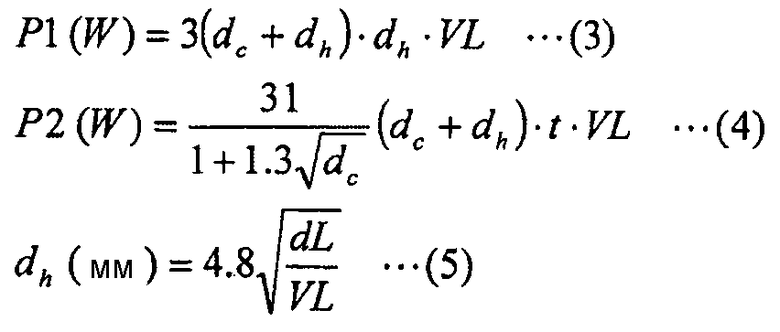
[0046] Рассматривается ситуация, в которой приведены такие условия лазерного облучения, как источник света и тип лазера, диаметр «dc» (мм) лазерного пучка на стальном листе 11 по направлению ширины, диаметр «dL» (мм) лазерного пучка на листе 11 по направлению перемещения листа (продольному направлению, или направлению прокатки), скорость VL (мм/сек) продвижения стального листа 11, толщина «t» (мм) стального листа, величина Gf (л/мин) расхода потока вспомогательного газа, и тому подобные. В этом случае, когда мощность Р (Ватт) лазера постепенно возрастает от нуля, тогда как все условия фиксированы, пороговое значение мощности Р лазера, при котором происходит расплавление на поверхности участка базового металла стального листа 11, принимается как Р0 (Ватт). В дополнение, когда мощность Р лазера возрастает, мощность Р, при которой «q» составляет 0,8, принимается как Р0' (Ватт).
В вышеописанных условиях, в процессе S06 лазерной обработки желательно, чтобы стальной лист 11 облучали лазерным пучком, регулируя мощность Р так, чтобы удовлетворялось соотношение P0≤P<P0'. Соответственно этому, путем облучения лазерным пучком участок 22 плавления и повторного затвердевания может быть сформирован на участке базового металла непосредственно под положением облучения лазером стального листа 11, и отношение «q» глубины D участка 22 плавления и повторного затвердевания к толщине «t» листа может быть выше 0 и равным или меньшим 0,8. То есть, может быть сформирован участок 22 плавления и повторного затвердевания, имеющий глубину D более 0% и равную или меньшую 80% толщины «t» стального листа 11.
[0047] Авторы настоящего изобретения провели многократные, обстоятельные исследования, и в результате обнаружили, что глубина D участка 22 плавления и повторного затвердевания (далее иногда называемая «глубиной D участка плавления и повторного затвердевания») может быть больше 0% и равной или меньшей 80% толщины «t» листа (то есть, 0≤q≤0,8) при настройке условий облучения лазерным пучком следующим образом. Эти выражения получены корректированием результатов оценок глубины D участка плавления и повторного затвердевания, которые получены анализом явления теплопроводности во время облучения лазерным пучком, с использованием результатов экспериментальных измерений глубины D участка плавления и повторного затвердевания при разнообразных условиях лазерного воздействия. То есть в отношении облучения лазерным пучком, когда заданы скорость VL (мм/сек) продвижения стального листа 11 и толщина «t» (мм) стального листа 11, выходную мощность (мощность лазера) Р (Ватт) лазерного пучка, диаметр «dc» (мм) лазерного пучка на стальном листе 11 по направлению ширины, и диаметр «dL» (мм) лазерного пучка на стальном листе 11 по направлению перемещения листа корректируют для удовлетворения следующих выражений (1) и (2).
[0048] P1<P<P2 (1)
0,2 мм ≤dc≤5,0 мм (2)
[0049] Здесь Р1 и Р2 в выражении (1) получены с помощью нижеследующих выражений (3)-(5). В дополнение определения величин «dc» и «dL» показаны в ФИГ. 9.
[0050] [Формула 1]
[0051] Чтобы наверняка предотвратить распространение серповидного участка 5е посредством обработанного лазером участка 20, желательно, чтобы положение облучения лазерным пучком по направлению ширины стального листа было отрегулировано так, что расстояние WL (соответствующее «расстоянию WL от одного конца стального листа 11 по направлению ширины до центра трассы 14 лазерного облучения по направлению ширины», показанное в ФИГ. 5) от одного конца стального листа 11 по направлению ширины до положения облучения (центра обработанного лазером участка 20 по направлению ширины) варьируется в диапазоне от 5 до 35 мм. В дополнение, желательно, чтобы длина Lz по направлению прокатки (соответствующая «длине Lz трассы 14 лазерного облучения по направлению прокатки», показанной в ФИГ. 5) обработанного лазером участка 20 составляла от 20 до 100% всей длины Lc рулона 5 от начальной точки, которая представляет собой самый наружный окружной участок рулона 5. Соответственно этому, распространение серповидной деформации может быть надежно предотвращено даже на наружном окружном боковом участке рулона 5, где легко возникает серповидная деформация.
[0052] Кроме того, желательно, чтобы ширина «d» обработанного лазером участка 20 (трассы 14 лазерного облучения), соответствующая диаметру «dc» лазерного пучка по направлению ширины стального листа, была в диапазоне от 0,05 до 5,0 мм. Влияние ширины «d» обработанного лазером участка 20 на степень распространения серповидной деформации не является значительным. Однако в случае, где ширина «d» обработанного лазером участка 20 составляет меньше 0,05 мм, существует проблема в том, что становится значительной термическая диффузия, направленная в сторону стального листа 11 во время облучения лазером, и тем самым снижается эффективность использования энергии. В дополнение, в случае, где ширина «d» обработанного лазером участка 20 является большей, чем 5 мм, существует такая проблема, что необходимая выходная мощность лазера является слишком высокой.
[0053] В процессе S07 нанесения отжигового сепаратора, последующего за процессом S06 лазерного облучения, на SiO2-покрытие 12а наносят отжиговый сепаратор, содержащий оксид магния (MgO) в качестве основного компонента, и полученный продукт нагревают и высушивают. В дополнение, в этом варианте исполнения, как показано в ФИГ. 7, устройство 34 для нанесения отжигового сепаратора размещают в положении на стороне позади устройства 33 для лазерной обработки, и непрерывно наносят отжиговый сепаратор на поверхность стального листа 11, подвергнутого лазерной обработке в процессе S06.
[0054] В дополнение, стальной лист 11, который проходит через устройство 34 для нанесения отжигового сепаратора, наматывают в форме рулона, получая тем самым рулон 5. В дополнение, самый наружный окружной конец рулона 5 становится задним концом стального листа 11, который проходит через печь 31 для обезуглероживающего отжига, устройство 33 для лазерной обработки и устройство 34 для нанесения отжигового сепаратора. Здесь, в этом варианте исполнения, в процессе S06 лазерной обработки, обработанный лазером участок 20 формируют по меньшей мере в области на задней концевой стороне стального листа 11.
[0055] Затем, в процессе S08 заключительного отжига, как показано в ФИГ. 11, рулон 5, полученный намоткой стального листа 11, на который нанесен отжиговый сепаратор, помещают на стол 8 для приема рулона таким образом, что ось 5а намотки ориентирована по вертикальному направлению, и загружают в печь для заключительного отжига, чтобы подвергнуть термической обработке (заключительному отжигу в периодическом режиме). В дополнение, условия термической обработки в процессе S08 заключительного отжига регулируют таким образом, что, например, температура отжига составляет от 1100 до 1300°С, и продолжительность отжига составляет от 20 до 24 часов.
[0056] В процессе S08 заключительного отжига, как показано в ФИГ. 11, рулон 5 помещают на стол 8 для приема рулона таким образом, что участок на одной концевой стороне рулона 5 (стального листа 11) по направлению ширины (нижняя концевая сторона рулона 5 в осевом направлении), на котором сформирован обработанный лазером участок 20, приходит в контакт со столом 8 для приема рулона.
[0057] В процессе S08 заключительного отжига, в случае, где к рулону 5 прилагается нагрузка вследствие его собственного веса и тому подобного, обработанный лазером участок 20 деформируется первым. Как показано в ФИГ. 12, хотя серповидный участок 5е распространяется от положения контакта (одной концевой стороны рулона 5 по направлению ширины) рулона 5 и стола 8 для приема рулона в сторону другой концевой стороны по направлению ширины, распространение серповидного участка 5е останавливается на обработанном лазером участке 20. Поэтому ширина (ширина Wg серповидности) серповидного участка 5е сокращается, и тем самым может быть уменьшена ширина отрезаемой части, даже в случае удаления серповидного участка 5е. Соответственно этому, может быть повышен выход при изготовлении листа 10 текстурованной электротехнической стали.
[0058] В дополнение, в процессе S08 заключительного отжига SiO2-покрытие 12а, содержащее оксид кремния в качестве основного компонента, и отжиговый сепаратор, содержащий оксид магния в качестве основного компонента, реагируют друг с другом, и тем самым на поверхности стального листа 11 образуется стекловидное покрытие 12 (смотри ФИГ. 4), сформированное из форстерита (Mg2SiO4).
[0059] В этом варианте исполнения, в процессе лазерной обработки, предусмотренном перед заключительным отжигом, в стальном листе 11 под действием облучения лазерным пучком образуется участок 22 плавления и повторного затвердевания, и излучаемый лазерный пучок имеет относительно низкую интенсивность (вышеупомянутую мощность Р лазера) так, что отношение «q» глубины D участка 22 плавления и повторного затвердевания к толщине «t» листа составляет величину более 0 и равную или меньшую 0,8 (выше 0% и равную или меньшую 80%). Благодаря формированию ограниченной зоны термического влияния (участка 22 плавления и повторного затвердевания), обработанный лазером участок 20 имеет более низкую механическую прочность, чем прочность других участков, и тем самым легко деформируется. В результате этого, в процессе заключительного отжига, предполагается, что распространение серповидного участка 5е подавляется локальной деформацией обработанного лазером участка 20.
[0060] В процессе S09 выравнивающего отжига и в процессе S10 формирования изолирующего покрытия, стальной лист 11, намотанный в форме рулона, разматывают и в ходе перемещения растягивают до листовидной формы приложением к нему растягивающей нагрузки при температуре отжига около 800°С, и устраняется деформация, созданная намоткой в рулон 5, и лист уплощается. В то же время на стекловидные покрытия 12, сформированные на обеих сторонах стального листа 11 и сплавленные с ним, наносят изолирующий агент, образуя тем самым изолирующие покрытия 13.
[0061] Этим путем на поверхности стального листа 11 формируют стекловидное покрытие 12 и изолирующее покрытие 13, и тем самым изготавливают лист 10 текстурованной электротехнической стали согласно этому варианту исполнения (смотри ФИГ. 4). Кроме того, после процесса S10 формирования изолирующего покрытия может быть выполнено регулирование магнитных доменов облучением одной поверхности листа 10 текстурованной электротехнической стали сосредоточенным на нем лазерным пучком, и периодическим приложением линейной деформации по направлению, по существу перпендикулярному относительно направления прокатки, и в направлении прокатки.
[0062] В соответствии со способом изготовления листа 10 текстурованной электротехнической стали согласно этому варианту исполнения, могут быть в достаточной мере уменьшены ширина Wg серповидности и искривление серповидного участка 5е. Поэтому в случае, где изготовленный лист 10 текстурованной электротехнической стали удовлетворяет требованиям заказчиков даже при наличии серповидного участка 5е, серповидный участок 5е может не отрезаться. В этом случае может быть дополнительно повышен выход годного при изготовлении листа 10 текстурованной электротехнической стали.
[0063] В этом варианте исполнения, как было описано выше, отношение «q» глубины D участка 22 плавления и повторного затвердевания, образованного облучением лазерным пучком, к толщине «t» листа является большим 0% и равным или меньшим 80% (выше 0 и равным или меньшим 0,8). В результате этого, как подробно описывается далее, в отношении зерен, расположенных в нижней части трассы 14 лазерного облучения (внутри стального листа 11 по направлению толщины листа) на участке базового металла стального листа 11, полученного после процесса S08 заключительного отжига, среднее значение R величин θа углового отклонения между направлениями осей легкого намагничивания зерен и направлением прокатки может быть сведено до величины в диапазоне от выше 20° до равной или меньшей 40°. Соответственно этому, даже в случае, где отрезание серповидного участка 5е не выполняют, лист 10 текстурованной электротехнической стали может быть использован как продукт, имеющий превосходные магнитные характеристики, насколько это зависит от варианта применения, и тем самым могут быть повышены как качество, так и выход листа 10 текстурованной электротехнической стали как продукта.
[0064] Поэтому, даже в случае, где ширина Wg серповидности участка 5е с серповидной деформации является малой, и нет необходимости отрезать серповидный участок 5е, ориентации зерен на участке базового металла внутри трассы 14 лазерного облучения являются высокостабилизированными по сравнению с таковыми согласно прототипу, и тем самым лист 10 текстурованной электротехнической стали может быть использован сообразно варианту применения.
[0065] В дополнение, поскольку мощность Р лазерного пучка в процессе S06 лазерной обработки может быть ограничена низким уровнем, не требуется крупное лазерное устройство с высокой выходной мощностью, и тем самым может быть экономично изготовлен лист 10 текстурованной электротехнической стали.
[0066] Далее будет описан лист 10 текстурованной электротехнической стали согласно этому варианту исполнения. Как показано в ФИГ. 4, лист 10 текстурованной электротехнической стали согласно этому варианту исполнения включает стальной лист 11, стекловидные покрытия 12, сформированные на поверхностях стального листа 11, и изолирующие покрытия 13, сформированные на стекловидных покрытиях 12.
[0067] Стальной лист 11 формируют из железного сплава, содержащего Si, который в основном используют в качестве материала листа 10 текстурованной электротехнической стали. Стальной лист 11 согласно этому варианту исполнения имеет, например, следующий состав:
[0068] Si: от 2,5% по массе до 4,0% по массе;
С: от 0,02% по массе до 0,10% по массе;
Mn: от 0,05% по массе до 0,20% по массе;
кислоторастворимый Al: от 0,020% по массе до 0,040% по массе;
N: от 0,002% по массе до 0,012% по массе;
S: от 0,001% по массе до 0,010% по массе;
Р: от 0,01% по массе до 0,04% по массе; и
остальное количество: Fe и примесь.
[0069] Толщина стального листа 11, как правило, составляет от 0,15 мм до 0,35 мм, но также может быть вне этого диапазона.
[0070] Стекловидное покрытие 12 формируют, например, из сложного оксида, такого как форстерит (Mg2SiO4), шпинель (MgAl2O4) или кордиерит (Mg2Al4Si5O16). В дополнение, толщина стекловидного покрытия 12 в области за пределами трассы 14 лазерного облучения, которая соответствует обработанному лазером участку 20, составляет, например, обычно от 0,5 мкм до 3 мкм, и в особенности около 1 мкм, но не ограничивается этим примером.
[0071] Изолирующее покрытие 13 формируют из покровной жидкости (например, ссылка на Японскую Нерассмотренную Патентную Заявку, Первая Публикация № S48-39338, и Японскую Рассмотренную Патентную Заявку, Вторая Публикация № S53-28375), содержащей коллоидальный кремнезем и фосфаты (например, фосфат магния и фосфат алюминия) в качестве основных компонентов, или из покровной жидкости, полученной смешением глиноземного золя и борной кислоты (например, ссылка на Японскую Нерассмотренную Патентную Заявку, Первая Публикация № Н06-65754, и Японскую Нерассмотренную Патентную Заявку, Первая Публикация № Н06-65755). В этом варианте исполнения изолирующее покрытие 13 формируют из фосфата алюминия, коллоидального кремнезема, хромового ангидрида, и тому подобного (например, ссылка на Японскую Рассмотренную Патентную Заявку, Вторая Публикация № S53-28375). В дополнение, толщина изолирующего покрытия 13 составляет, например, обычно около 2 мкм, но не ограничивается этим примером.
[0072] В листе 10 текстурованной электротехнической стали согласно этому варианту исполнения, который изготовлен вышеописанным способом, трасса 14 лазерного облучения образуется в области, в которой формируют обработанный лазером участок 20 в процессе S06 лазерной обработки. Трассу 14 лазерного облучения создают на одной боковой поверхности или на обеих боковых поверхностях листа 10 текстурованной электротехнической стали.
[0073] Трасса 14 лазерного облучения может быть определена как участок, имеющий цвет, отличающийся от других участков, когда визуально обследуют поверхность листа 10 текстурованной электротехнической стали. Как представляется, это обусловливается тем, что имеется различие в композиционном соотношении элементов, таких как Mg или Fe, в стекловидном покрытии 12, или в толщине стекловидного покрытия 12. Поэтому трасса 14 лазерного облучения может быть точно определена элементным анализом стекловидного покрытия 12. Например, согласно анализу стекловидного покрытия 12 с использованием электронно-зондового микроанализатора (EPMA), в трассе 14 лазерного облучения могут быть выявлены такие изменения, как снижение интенсивности характеристик рентгеновских спектров Mg, или повышение интенсивности параметров рентгеновских спектров Fe.
[0074] Трасса 14 лазерного облучения образуется в результате изменения обработанного лазером участка 20, сформированного вышеописанным способом лазерного облучения, в ходе процесса S08 заключительного отжига. Трасса 14 лазерного облучения образуется на внутренней части, отстоящей от одного конца листа 10 текстурованной электротехнической стали по направлению ширины на предварительно заданное расстояние WL, в форме линии вдоль направления прокатки (продольного направления стального листа 11). В примере из ФИГ. 5 трасса 14 лазерного облучения образуется в форме непрерывной прямой линии вдоль направления прокатки. Однако трасса 14 лазерного облучения не ограничивается этим примером, и может быть сформирована вдоль направления прокатки в форме прерывистой прямой линии, например, в форме пунктирной линии, которая имеет разрывы через определенные промежутки.
[0075] Иным образом, трасса 14 лазерного облучения может быть сформирована частично на участке стального листа 11 в продольном направлении (направлении прокатки). В этом случае предпочтительно, чтобы трасса 14 лазерного облучения была сформирована в области стального листа 11, которая составляет от 20% до 100% всей длины стального листа 11 в продольном направлении от начальной точки, которая представляет собой самый наружный окружной участок рулона 5, полученного намоткой стального листа 11. То есть, предпочтительно, чтобы длина Lz трассы 14 лазерного облучения в продольном направлении от переднего конца листа 10 текстурованной электротехнической стали в продольном направлении составляла 20% или больше всей длины Lc листа 10 текстурованной электротехнической стали (Lz≥0,2×Lc).
[0076] На наружном окружном боковом участке рулона 5 во время заключительного отжига достигается высокая температура, и тем самым на наружном окружном боковом участке легко возникает серповидная деформация. Поэтому предпочтительно, чтобы трасса 14 лазерного облучения была сформирована в области, которая составляет 20% или больше всей длины Lc рулона 5 от начальной точки, которая представляет собой самый наружный окружной участок рулона 5. Соответственно этому, в процессе S08 заключительного отжига трасса 14 лазерного облучения, сформированная на наружном окружном боковом участке рулона 5, локально деформируется, и тем самым может быть надежно предотвращено распространение серповидной деформации на наружный окружной боковой участок рулона 5. С другой стороны, в случае, где диапазон формирования трассы 14 лазерного облучения составляет менее 20% всей длины Lc рулона 5, имеющая достаточную длину трасса 14 лазерного облучения не образуется на наружном окружном боковом участке рулона 5, и тем самым сокращается эффект подавления серповидной деформации на наружном окружном боковом участке рулона 5.
[0077] В дополнение, чтобы еще более надежно подавить распространение серповидной деформации, трасса 14 лазерного облучения может быть сформирована по всей длине стального листа 11 в продольном направлении (направлении прокатки) (Lz=Lc).
[0078] В дополнение, трассу 14 лазерного облучения формируют в положении, в котором расстояние WL от одного конца листа 10 текстурованной электротехнической стали по направлению ширины до центра трассы 14 лазерного облучения по направлению ширины составляет от 5 мм до 35 мм (5 мм ≤WL≤35 мм). Кроме того, предпочтительно, чтобы ширина «d» трассы 14 лазерного облучения составляла от 0,05 до 5,0 мм (0,05 мм ≤d≤5,0 мм).
[0079] Как было описано выше, поскольку трассу 14 лазерного облучения формируют в положении, где удовлетворяется условие «5 мм ≤WL≤35 мм», трасса 14 лазерного облучения, которая легко деформируется в процессе S08 заключительного отжига, может быть поэтому сформирована в положении, где может быть предотвращена серповидная деформация, и тем самым может быть надежно уменьшена ширина Wg серповидности участка 5е с серповидной деформацией.
[0080] В дополнение, в этом варианте исполнения на участке базового металла в области, расположенной на нижней части трассы 14 лазерного облучения на участке базового металла стального листа 11, среднее значение R величин θа углового отклонения между направлениями осей легкого намагничивания зерен и направлением прокатки составляет величину выше 20° и равную или меньшую 40°, предпочтительно превышающую 20° и равную или меньшую 30°. Здесь среднее значение R величин θа углового отклонения может быть получено в отношении зерен (то есть, зерен в области участка 22 плавления и повторного затвердевания), расположенных на нижней части трассы 14 лазерного облучения, образованной на поверхности стального листа 11, определением величины θа углового отклонения между направлением оси легкого намагничивания каждого из зерен и направлением прокатки стального листа 11, и усреднением величин θа углового отклонения зерен среди зерен, расположенных в нижней части трассы 14 лазерного облучения.
[0081] В этом варианте исполнения величина θа углового отклонения между направлением оси легкого намагничивания зерна и направлением прокатки определяется следующим образом. То есть среднеквадратичное значение угла θt, под которым направление оси легкого намагничивания зерна как целевое вращается вокруг оси по направлению ширины стального листа 11, отклоняясь от направления прокатки на поверхности стального листа как контрольного, и угла θn, под которым направление оси легкого намагничивания зерна вращается вокруг оси, перпендикулярной поверхности стального листа, отклоняясь от направления прокатки в поверхности стального листа как контрольного, определяется как величина θа углового отклонения (θа=(θt2+θn2)0,5). Здесь значения θt и θn выясняют методом измерения ориентации зерен (метод Лауэ) с использованием рентгеновской дифракции. Увеличение θа означает зерно, в котором ось легкого намагничивания еще больше отклоняется от направления прокатки стального листа 11. Когда ось легкого намагничивания зерна в значительной мере отклоняется от направления прокатки, направление намагничивания соответствующего участка легко ориентируется по направлению, значительно отличающемуся от направления прокатки, и тем самым затруднительно обеспечить ориентацию линий напряженности магнитного поля по направлению прокатки. В результате этого ухудшаются магнитные характеристики стального листа 11 относительно направления прокатки.
[0082] В дополнение, в этом варианте исполнения, как показано в ФИГ. 14, в отношении зерен, образованных на участке базового металла (участке, соответствующем обработанному лазером участку 20 и участку 22 плавления и повторного затвердевания) в нижней части трассы 14 лазерного облучения, сформированной вдоль направления прокатки листа 10 текстурованной электротехнической стали, среднее значение R величин θа углового отклонения определяется следующим выражением (6).
[0083] [Формула 2]
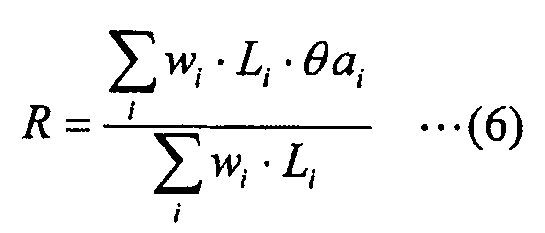
[0084] Здесь «i» представляет число зерен. В примере ФИГ. 14 шесть зерен (i=1-6) присутствуют в нижней части трассы 14 лазерного облучения. Как показано в ФИГ. 14, когда стальной лист 11 рассматривают со стороны поверхности, Li представляет расстояние, на которое трасса 14 лазерного облучения и i-тое зерно перекрываются или приходят в контакт между собой. θai относится к i-тому зерну, и представляет собой угол θа вращения, определяемый, как описано выше. В дополнение, в случае иных зерен, нежели третье и четвертое зерна в ФИГ. 14, когда зерно охватывает обе стороны трассы 14 лазерного облучения, величину wi принимают равным «1». С другой стороны, в случае третьего и четвертого зерен в ФИГ. 14, где трасса 14 лазерного облучения точно соответствует зеренной границе между двумя зернами, значение wi принимают равным «0,5».
[0085] Как было описано в предыдущих примерах, когда участок 22 плавления и повторного затвердевания формируют на участке базового металла до степени, при которой излучаемый лазерный пучок проникает в лист по его толщине в процессе S06 лазерной обработки, возрастает влияние на рост зерен стального листа 11 во время заключительного отжига. В результате этого увеличивается среднее значение R величин θа углового отклонения, и тем самым существует тенденция к ухудшению магнитных характеристик листа 10 текстурованной электротехнической стали по направлению прокатки. С другой стороны, в этом варианте исполнения, поскольку условия лазерного облучения регулируют так, что глубина D участка 22 плавления и повторного затвердевания составляет больше 0% и является равной или меньшей 80% толщины «t» листа, участок 22 плавления и повторного затвердевания, сформированный в стальном листе 11, не проходит насквозь через стальной лист 11 по направлению толщины листа. Соответственно этому, среднее значение R величин θа углового отклонения варьирует в диапазоне величины выше 20° и равной или меньшей 40°, и тем самым может быть получен лист 10 текстурованной электротехнической стали, в котором предотвращено ухудшение магнитных характеристик (то есть лист 10 текстурованной электротехнической стали, имеющий превосходные магнитные характеристики).
[0086] В листе 10 текстурованной электротехнической стали согласно этому варианту исполнения может иметь место ситуация, где ширина Wg серповидности участка 5е с серповидной деформацией является малой, и тем самым серповидный участок 5е не нужно удалять. В это время на участке (базового металла), расположенном в нижней части трассы 14 лазерного облучения в стальном листе 11, среднее значение R величин θа углового отклонения является более высоким, чем 20°, и равным или меньшим 40°. Поэтому ориентации зерен на боковом концевом участке по направлению ширины стального листа 11, включающем участок базового металла в нижней части трассы 14 лазерного облучения, являются высокостабилизированными по сравнению с прототипом, и тем самым возможно использование листа 10 текстурованной электротехнической стали как такового, без отрезания бокового концевого участка, сообразно варианту применения.
[0087] В то время как выше были описаны лист 10 текстурованной электротехнической стали согласно варианту осуществления настоящего изобретения и способ изготовления листа 10 текстурованной электротехнической стали, настоящее изобретение этим не ограничивается. Очевидно, что квалифицированными специалистами в области технологии, к которой относится настоящее изобретение, могут быть сделаны разнообразные изменения и модификации без выхода за пределы технического смысла, описываемого в пунктах прилагаемой патентной формулы, и понятно, что они, разумеется, входят в техническую область настоящего изобретения.
[0088] Например, состав стального листа 11 не ограничивается вышеуказанным описанием варианта исполнения, и может представлять собой еще один состав. В дополнение, в вышеописанном варианте исполнения описан пример, в котором процесс S06 лазерной обработки предусматривается между процессом S05 обезуглероживающего отжига и процессом S07 нанесения отжигового сепаратора. Однако лазерная обработка может быть выполнена между любыми из процессов после процесса S04 холодной прокатки и перед процессом S08 заключительного отжига.
[0089] В дополнение, в вышеописанном варианте исполнения процесс S05 обезуглероживающего отжига, процесс S06 лазерной обработки и процесс S07 нанесения отжигового сепаратора выполняют с использованием устройств, показанных в ФИГ. 7 и 8. Однако процессы этим не ограничиваются, и могут быть выполнены с помощью устройств, имеющих иные конструкции.
[0090] Кроме того, в вышеописанном варианте исполнения, как показано в ФИГ. 5, описан пример, в котором трассу 14 лазерного облучения формируют в виде сплошной прямой линии вдоль направления прокатки, но форма этим не ограничивается. Трасса 14 лазерного облучения (обработанный лазером участок 20) может быть сформирована в виде прерывистой линии, и, например, как показано в ФИГ. 13, трасса 14 лазерного облучения (обработанный лазером участок 20) может быть сформирована периодически вдоль направления прокатки. В этом случае может быть получен эффект сокращения средней мощности лазера. В случае формирования обработанного лазером участка 20 с промежутками, величина «r» обработанного лазером участка 20 на каждый промежуток не является конкретно ограниченной в такой мере, насколько может быть получен эффект подавления серповидной деформации, и, например, предпочтительно значение r > 50%.
[0091] В дополнение, в вышеописанном варианте исполнения, в процессе S06 лазерной обработки, приведен пример ситуации, где лазерный пучок излучается вдоль направления прокатки стального листа 11 так, что в положении, соответствующем обработанному лазером участку 20, формируют участок 22 плавления и повторного затвердевания, имеющий глубину D, превышающую 0% и равную или меньшую 80% толщины «t» стального листа 11. Здесь, в процессе S06 лазерной обработки, более предпочтительно, чтобы лазерный пучок излучался вдоль направления прокатки стального листа 11 таким образом, что в положении, соответствующем обработанному лазером участку 20, формируется участок 22 плавления и повторного затвердевания, имеющий глубину D, превышающую 16% и равную или меньшую 80% толщины «t» стального листа 11.
В этом случае, в листе 10 текстурованной электротехнической стали, который в конечном итоге получен, среднее значение R величин θа углового отклонения между направлениями осей легкого намагничивания зерен, которые присутствуют в нижней части трассы 14 лазерного облучения, сформированной на поверхности базового металла (стального листа 11), и направлением прокатки, является более высоким, чем 25°, и равным или меньшим 40°.
[0092] В дополнение, трассы 14 лазерного облучения (обработанный лазером участок 20) могут быть сформированы на обеих поверхностях листа 10 текстурованной электротехнической стали облучением обеих поверхностей стального листа 11 лазерным пучком.
То есть, обе поверхности стального листа 11 могут быть подвергнуты облучению лазерным пучком таким образом, что трасса 14 лазерного облучения, сформированная на одной поверхности стального листа 11, и трасса 14 лазерного облучения, образованная на другой поверхности стального листа 11, перекрываются между собой, если рассматривать стальной лист 11 сверху.
В этом случае, например, как показано в ФИГ. 18, условия облучения лазерным пучком регулируют таким образом, что на одной поверхности стального листа 11 образуется первый участок 22а плавления и повторного затвердевания, имеющий глубину D1, и на другой поверхности стального листа 11 образуется второй участок 22b плавления и повторного затвердевания, имеющий глубину D2. Сумма D (=D1+D2) глубины D1 первого участка 22а плавления и повторного затвердевания и глубины D2 второго участка 22b плавления и повторного затвердевания может быть свыше 0% и равной или меньшей 80% (более предпочтительно, превышающей 16% и равной или меньшей 80%) толщины «t» стального листа 11.
[0093] Иным образом, обе поверхности стального листа 11 могут быть подвергнуты облучению лазерным пучком так, что трасса 14 лазерного облучения, сформированная на одной поверхности стального листа 11, и трасса 14 лазерного облучения, образованная на другой поверхности стального листа 11, не перекрываются между собой при рассматривании стального листа 11 сверху.
В этом случае по меньшей мере одна из глубины D1 первого участка 22а плавления и повторного затвердевания, сформированного на одной поверхности стального листа 11 лазерным облучением, и глубины D2 второго участка 22b плавления и повторного затвердевания, сформированного на другой поверхности стального листа 11 лазерным облучением, может быть больше 0% и равной или меньшей 80% (более предпочтительно, превышающей 16% и равной или меньшей 80%) толщины «t» стального листа 11.
[Примеры]
[0094] Далее будет описан подтверждающий эксперимент, проведенный для подтверждения эффекта настоящего изобретения.
[0095] Сначала был отлит сляб, который имеет состав, включающий: Si: 3,0% по массе; С: 0,05% по массе; Mn: 0,1% по массе; кислоторастворимый Al: 0,02% по массе; N: 0,01% по массе; S: 0,01% по массе; Р: 0,02% по массе; и остальное количество, включающее Fe и примесь (процесс S01 литья).
[0096] Горячую прокатку сляба выполняли при температуре 1280°С, с получением тем самым горячекатаного материала, имеющего толщину 2,3 мм (процесс S02 горячей прокатки).
[0097] Затем горячекатаный материал подвергли отжигу выполнением термической обработки горячекатаного материала в условиях температуры 1000°С в течение 1 мин (процесс S03 отжига). На горячекатаном материале после процесса отжига выполнили обработку декапированием, и провели холодную прокатку, с получением тем самым холоднокатаного материала, имеющего толщину 0,23 и 0,35 мм (процесс S04 холодной прокатки).
На холоднокатаном материале выполнили обезуглероживающий отжиг в условиях температуры 800°С в течение 2 мин (процесс S05 обезуглероживающего отжига). На обеих поверхностях стального листа 11, который представлял собой холоднокатаный материал, в ходе процесса обезуглероживающего отжига сформировали SiO2-покрытия 12а.
[0098] Затем поверхность стального листа 11, на поверхности которого было сформировано SiO2-покрытие 12а, облучали лазером с использованием устройства для лазерного облучения, с образованием тем самым обработанного лазером участка 20 (процесс S06 лазерной обработки).
[0099] Затем на обе поверхности стального листа 11, на котором в SiO2-покрытии 12а был сформирован обработанный лазером участок 20, нанесли отжиговый сепаратор, содержащий оксид магния в качестве основного компонента (процесс S07 нанесения отжигового сепаратора).
[0100] В дополнение, стальной лист 11, на который был нанесен отжиговый сепаратор, загрузили в печь периодического действия для заключительного отжига в намотанном в форме рулона состоянии, и затем подвергли заключительному отжигу в условиях температуры 1200°С в течение 20 часов (процесс S08 заключительного отжига).
[0101] Здесь путем разнообразного изменения условий, когда в процессе S06 лазерной обработки формировали обработанный лазером участок 20, оценивали взаимосвязь между условиями, шириной Wg серповидности после заключительного отжига, и средним значением R величин θа углового отклонения между направлениями осей легкого намагничивания зерен на участке, расположенном в нижней части трассы 14 лазерного облучения в стальном листе 11, и направлением прокатки.
[0102] В качестве лазерного устройства использовали полупроводниковый лазер. Лазерную обработку и оценку проводили при разнообразном изменении скорости VL (мм/сек) продвижения стального листа 11, толщины «t» (мм) стального листа 11, мощности Р (Ватт) лазерного пучка, диаметра «dc» (мм) лазерного пучка на стальном листе 11 по направлению ширины, и диаметра «dL» (мм) лазерного пучка на стальном листе 11 по направлению перемещения листа (продольному направлению). Величину расхода потока вспомогательного газа выдерживали фиксированной при Gf=300 (л/мин), и положение облучения стального листа 11 по направлению ширины, облучаемое лазерным пучком, фиксировали при WL=18 (мм). В дополнение, длину обработанного лазером участка 20 по направлению прокатки от начальной точки, которая представляет собой самый наружный окружной участок рулона, регулировали на Lz=2500 м (вся длина Lc рулона составляла 10000 м).
[0103] Условия лазерного пучка и данные результатов оценки обобщены в Таблице 1.
[0104] Таблица 1 показывает значение (Р-Р1)/(Р2-Р1), рассчитанное с использованием вышеуказанных выражений (3)-(5), и отношение q (=D/t) глубины D участка 22 плавления и повторного затвердевания, которая была определена полированием поперечного сечения стального листа 11 немедленно после лазерной обработки и затем выполнением измерения с использованием оптического микроскопа, к толщине «t» стального листа 11. В дополнение, ширина Wg серповидности, показанная в Таблице 1, представляет собой максимальное значение по отношению ко всей длине рулона. В дополнение, ширина Wg серповидности в случае, где лазерную обработку не выполняли, составляла 45 мм.
[0105] В дополнение, Таблица 1 показывает значение, полученное измерением направлений осей легкого намагничивания зерен на участке базового металла, расположенных в обработанном лазером участке 20 в стальном листе 11, с использованием рентгеновской дифракции, и расчетом среднего значения R величин θа углового отклонения между направлениями осей легкого намагничивания и направлением прокатки.
[0106] Кроме того, показан результат оценки потерь в сердечнике W17/50 в испытании с использованием однолистового тестера (SST). В качестве испытательного образца для SST-измерения использовали четырехугольный образец, который был вырезан из области (области, включающей трассу 14 лазерного облучения), имеющей ширину 100 мм от одного конца (кромки) стального листа 11, до размера длины стального листа 100 мм по направлению ширины и длины 500 мм по направлению прокатки. Степень (%) ухудшения величины потерь в сердечнике определяли относительно потерь в сердечнике на участке стального листа 11 из того же рулона, где лазерную обработку не выполняли, в качестве контроля.
[0107] [Таблица 1]
(P2-P1)
[0108] ФИГ. 15 иллюстрирует взаимосвязь между отношением «q», шириной Wg серповидности, и средним значением R величин θа углового отклонения, которые показаны в Таблице 1. Как можно видеть из ФИГ. 15, когда q>0, как в Соответствующих Изобретению Примерах (Примерах) 1-10, ширина Wg серповидности является равной или меньшей, чем 25 мм, и тем самым меньшей, чем ширина серповидности Wg=45 мм в случае, где лазерную обработку не выполняли, на 20 мм или более. В дополнение, когда 0<q≤0,8, удовлетворяется соотношение 20°<R≤40°. Поэтому, когда отношение «q» составляет от 0 до 0,8, ширина Wg серповидности может быть сокращена на 20 мм или более, и среднее значение R величин θа углового отклонения может быть выведено в диапазон значений, превышающих 20° и равных или меньших 40°.
В дополнение, из данных степени ухудшения величины потерь в сердечнике, показанных в Таблице 1, можно видеть, что, когда среднее значение R величин θа углового отклонения составляет 40° или менее, степень ухудшения величины потерь в сердечнике может быть снижена до уровня менее 10%. Сокращение ширины Wg серповидности на 20 мм означает повышение выхода примерно на 2% при изготовлении листа текстурованной электротехнической стали, имеющего ширину рулона около 1000 мм. Согласно пробным расчетам авторов настоящего изобретения, когда выход повышается менее чем на 2%, стоимость лазерной обработки, рассчитанной из расходов на эксплуатацию и техническое обслуживание оборудования для лазерного облучения, является более высокой, чем сокращение производственных затрат вследствие увеличения выхода. Однако, когда выход повышается на 2% или более, применение установки для лазерного облучения становится выгодным, и тем самым может быть достигнут эффект настоящего изобретения. Кроме того, в листе 10 текстурованной электротехнической стали, который изготовлен способом согласно настоящему изобретению, степень ухудшения величины потерь в сердечнике на серповидном участке 5е снижается до величины менее 10%, и ширина Wg серповидности является малой. Поэтому может быть подавлена сама серповидная деформация. Соответственно этому, в случае, где оставляют присутствующим серповидный участок 5е, участок 5е с серповидной деформацией может быть использован без его отрезания. В этом случае может быть еще больше повышен выход листа 10 текстурованной электротехнической стали.
[0109] Когда отношение «q» возрастает, увеличиваются среднее значение R величин θа углового отклонения и степень ухудшения величины потерь в сердечнике. Степень ухудшения величины потерь в сердечнике составляет менее 10%, когда среднее значение R величин θа углового отклонения составляет 40° или менее, и степень ухудшения величины потерь в сердечнике сокращается до 6% или менее, когда среднее значение R величин θа углового отклонения составляет 30° или менее. Степень ухудшения величины потерь в сердечнике менее 10% означает, что есть возможность того, что снижение сортности листа 10 текстурованной электротехнической стали как продукта может быть уменьшено на один класс или менее. Поэтому, когда R ≤ 40°, то, в зависимости от варианта применения, имеется существенная возможность того, что концевой участок листа 10 текстурованной электротехнической стали по направлению ширины, включающий трассу 14 лазерного облучения, сформированную лазерной обработкой, может быть оставлен неотрезанным, и может быть использован как продукт, имеющий такую же сортность, как участок внутри листа 10 текстурованной электротехнической стали. Соответственно этому, проявляется эффект повышения выхода листа 10 текстурованной электротехнической стали.
[0110] С другой стороны, Сравнительный Пример 1 представляет пример, в котором отношение «q» превышает 0,8 вследствие чрезмерной мощности Р лазера в отношении скорости VL продвижения листа, и тем самым среднее значение R величин θа углового отклонения составляет выше 40°, и степень ухудшения величины потерь в сердечнике составляет 10% или выше. В дополнение, Сравнительный Пример 2 представляет пример, в котором отношение «q» равно 0 вследствие недостаточной мощности Р лазера в отношении диаметра «dc» лазерного пучка, и тем самым ширина Wg серповидности увеличивается до 29 мм, и степень сокращения ширины Wg серповидности составляет менее 20 мм.
[0111] Как было описано выше, можно видеть, что диапазон величин отношения «q» может представлять собой 0<q≤0,8, чтобы сокращать ширину Wg серповидности на 20 мм или более, и уменьшать степень ухудшения величины потерь в сердечнике до уровня менее 10%.
[0112] Кроме того, при сравнении между Сравнительным Примером 1, Соответствующим Изобретению Примером 1, и тому подобными, можно видеть, что степень ухудшения величины потерь в сердечнике может быть сокращена до величины менее 10% регулированием среднего значения R величин θа углового отклонения между направлениями осей легкого намагничивания зерен стального листа 11 и направлением прокатки до величины 40° или менее. В дополнение, согласно сравнению между Сравнительным Примером 2, Соответствующим Изобретению Примером 4, и тому подобными, можно видеть, что ширина Wg серповидности может быть сокращена на 20 мм или более регулированием среднего значения R величин θа углового отклонения на величину, превышающую 20°, в частности, равную или большую 21°, сравнительно с ситуацией, где лазерную обработку не выполняли.
[0113] Поэтому можно видеть, что диапазон среднего значения R величин θа углового отклонения может быть 20°<R≤40° в положении, соответствующем трассе 14 лазерного облучения на листе 10 текстурованной электротехнической стали, чтобы сократить ширину Wg серповидности на 20 мм или более, и уменьшить степень ухудшения величины потерь в сердечнике до величины менее 10%.
[0114] В дополнение, в отношении значения (Р-Р1)/(Р2-Р1), показанного в Таблице 1, можно видеть, что, когда 0≤(Р-Р1)/(Р2-Р1)≤1,0, глубина проникновения (то есть, отношение «q» глубины D участка плавления и повторного затвердевания к толщине «t» стального листа 11) на участке 22 плавления и повторного затвердевания может быть в диапазоне 0<q≤0,8.
[0115] В дополнение, в ФИГ. 16 показана взаимосвязь между расстоянием WL от одного конца стального листа 11 по направлению ширины до центра обработанного лазером участка 20 (трассы 14 лазерного облучения) по направлению ширины, и шириной Wg серповидности. В дополнение, длина Lz обработанного лазером участка 20 по направлению прокатки (трассы 14 лазерного облучения) была отрегулирована на 2500 м (при общей длине Lc рулона 10000 м). Условия лазера были отрегулированы на условия, соответствующие Примеру 5 согласно изобретению.
[0116] Как показано в ФИГ. 16, было подтверждено, что, когда расстояние WL составляет 40 мм или длиннее, ширина Wg серповидности возрастает до величины более 25 мм, и степень сокращения ширины Wg серповидности составляет менее 20 мм, и тем самым уменьшается эффект сокращения ширины Wg серповидности. В отличие от этого, можно видеть, что, когда расстояние WL составляет от 5 до 35 мм, ширина Wg серповидности составляет 25 мм или менее, и тем самым ширина Wg серповидности может быть надлежащим образом уменьшена. В дополнение, когда расстояние WL составляет менее 5,0 мм, ширина Wg серповидности проявляет тенденцию к небольшому возрастанию, и тем самым предпочтительно, чтобы расстояние WL было 5,0 мм или более. Из приведенного выше описания предпочтительно, чтобы расстояние WL от одного бокового конца стального листа 11 до центра обработанного лазером участка 20 (трассы 14 лазерного облучения) по направлению ширины составляло от 5 до 35 мм.
[0117] Кроме того, в случае, где совокупная длина Lc стального листа составляет 10000 м, когда изменяется длина Lz обработанного лазером участка 20 по направлению прокатки (трассы 14 лазерного облучения) от начальной точки, которая представляет собой самый наружный окружной участок рулона 5, взаимосвязь между длиной Lz по направлению прокатки и шириной Wg серповидности показана в ФИГ. 17. В дополнение, начальная точка длины Lz обработанного лазером участка 20 по направлению прокатки представляет собой самый наружный окружной участок рулона 5. Условия лазера были отрегулированы на условия, соответствующие Примеру 5 согласно изобретению. Расстояние WL было установлено на 20 мм. Ширина Wg серповидности, показанная в ФИГ. 17, представляет собой максимальное значение для всей длины рулона.
[0118] Как показано в ФИГ. 17, в случае, где длина Lz обработанного лазером участка 20 по направлению прокатки составляет от 500 до 1500 м (от 5 до 15% всей длины Lc стального листа), ширина Wg серповидности возрастает до величины свыше 25 мм, и степень сокращения ширины Wg серповидности составляет менее 20 мм, и тем самым уменьшается эффект сокращения ширины Wg серповидности. В отличие от этого, в случае, где длина Lz обработанного лазером участка 20 по направлению прокатки составляет 2000 м или длиннее, то есть, 20% или более всей длины Lc стального листа, ширина Wg серповидности составляет менее 25 мм, и степень сокращения ширины Wg серповидности составляет 20 мм или более, и тем самым ширина Wg серповидности может быть надлежащим образом уменьшена. Соответственно этому, предпочтительно, чтобы обработанный лазером участок 20 был сформирован в области стального листа 11, которая составляет 20% или более всей длины Lc стального листа по направлению прокатки от наружной окружности рулона 5, где серповидная деформация является значительной.
[Краткое описание кодовых номеров позиций]
[0119] 5: РУЛОН
5е: СЕРПОВИДНЫЙ УЧАСТОК
10: ЛИСТ ТЕКСТУРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ
11: СТАЛЬНОЙ ЛИСТ
12: СТЕКЛОВИДНОЕ ПОКРЫТИЕ
12А: SiO2-ПОКРЫТИЕ
13: ИЗОЛИРУЮЩЕЕ ПОКРЫТИЕ
14: ТРАССА ЛАЗЕРНОГО ОБЛУЧЕНИЯ
20: ОБРАБОТАННЫЙ ЛАЗЕРОМ УЧАСТОК
22: УЧАСТОК ПЛАВЛЕНИЯ И ПОВТОРНОГО ЗАТВЕРДЕВАНИЯ
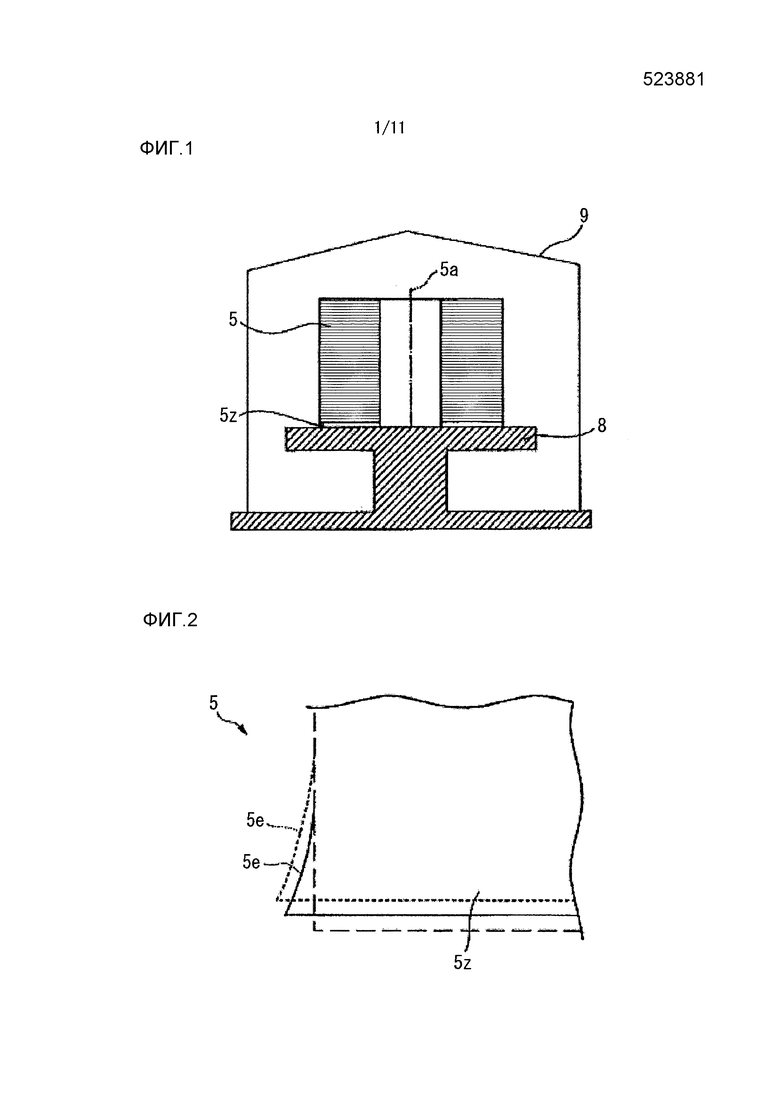
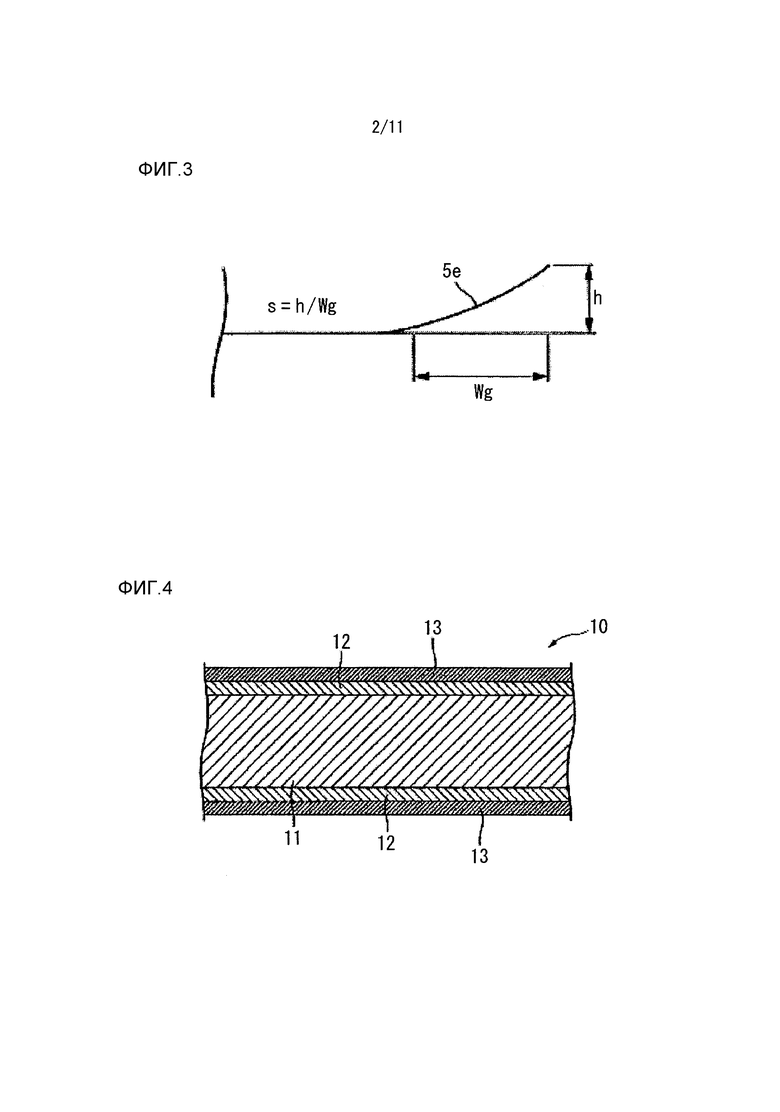
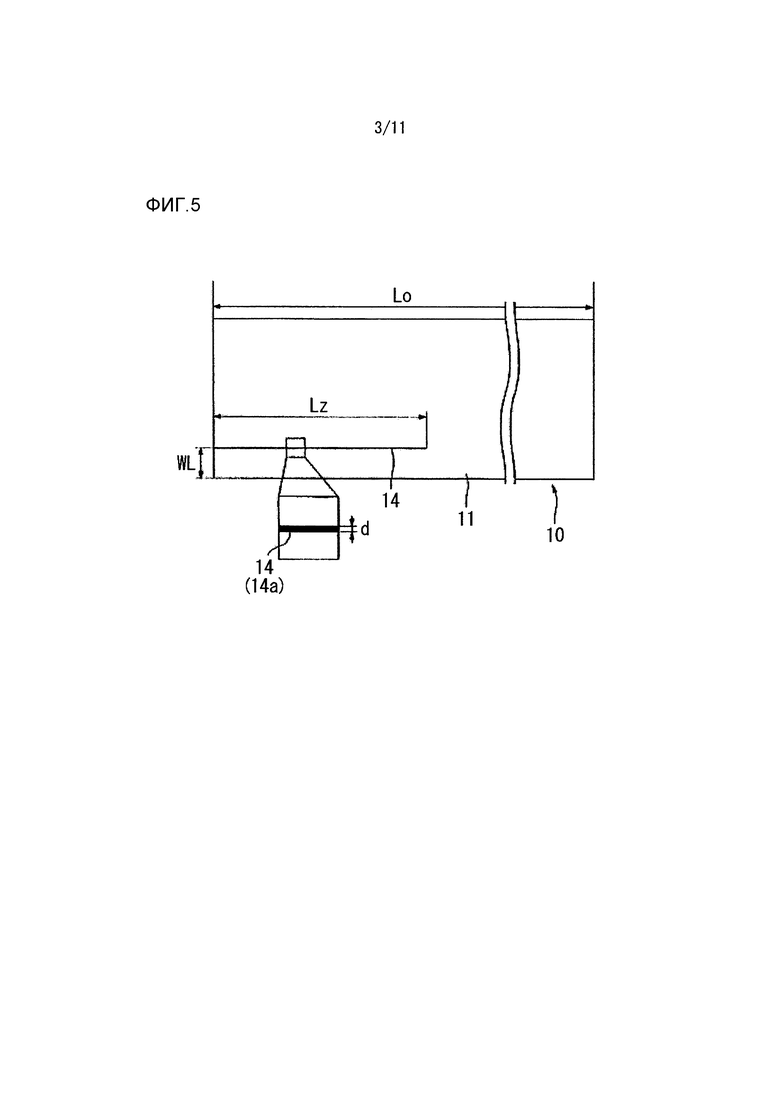
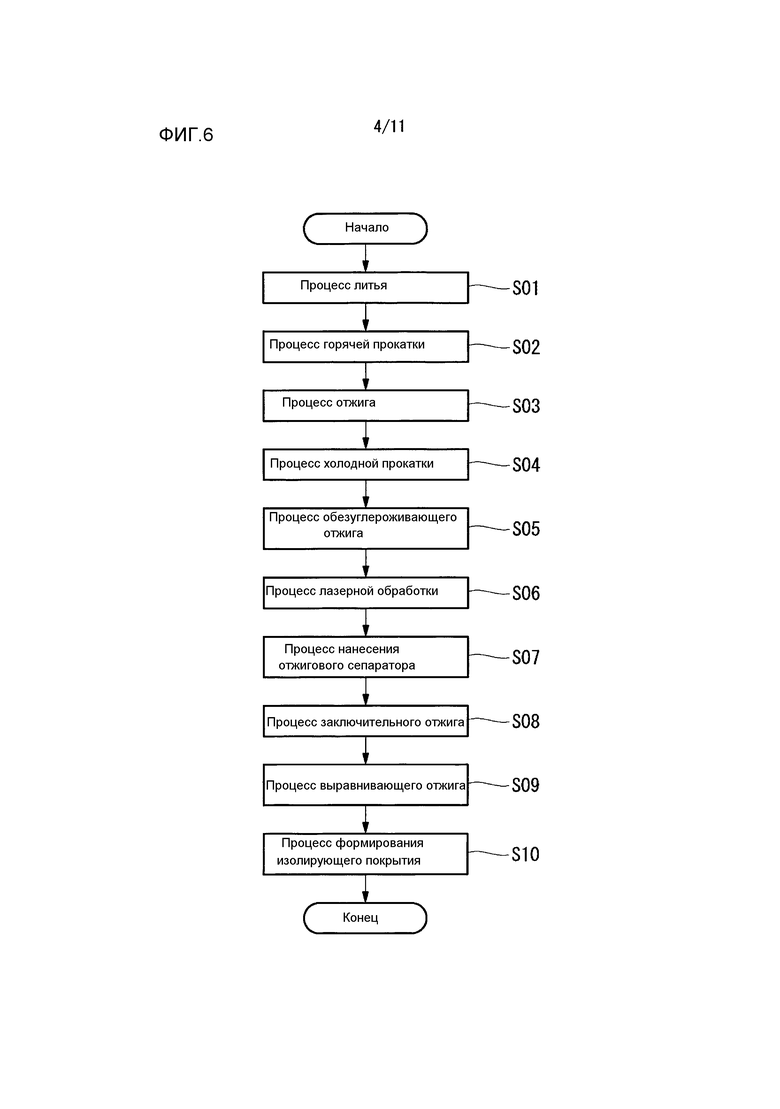
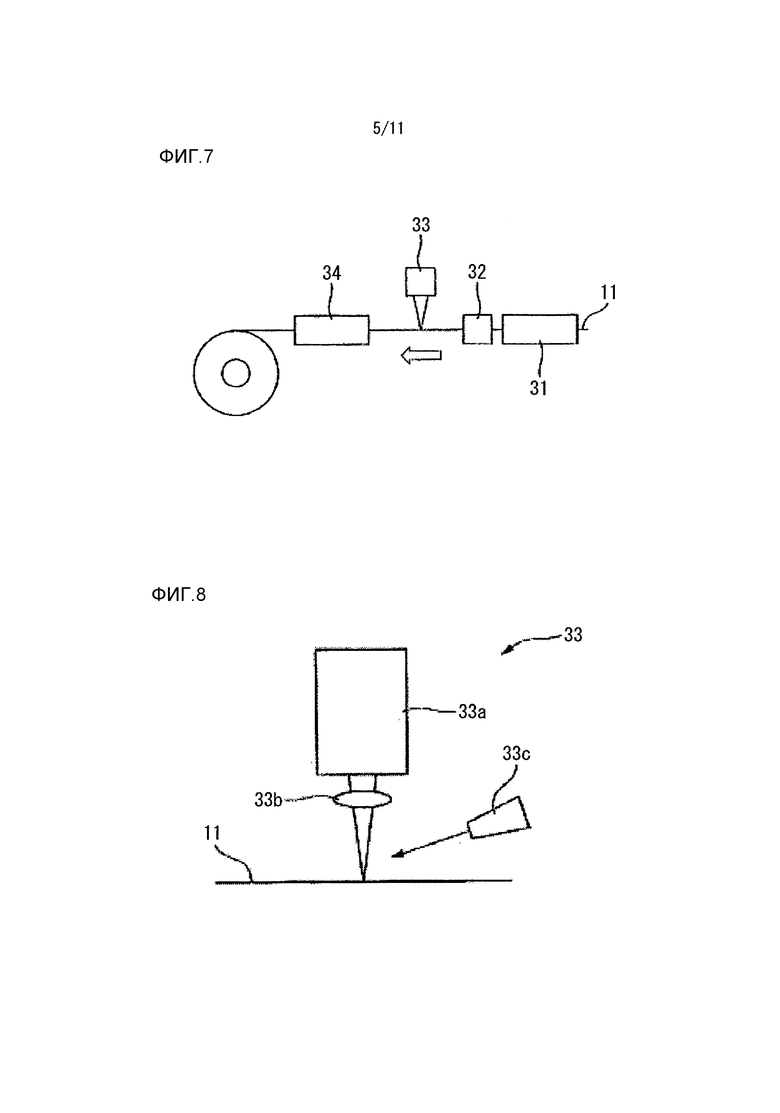
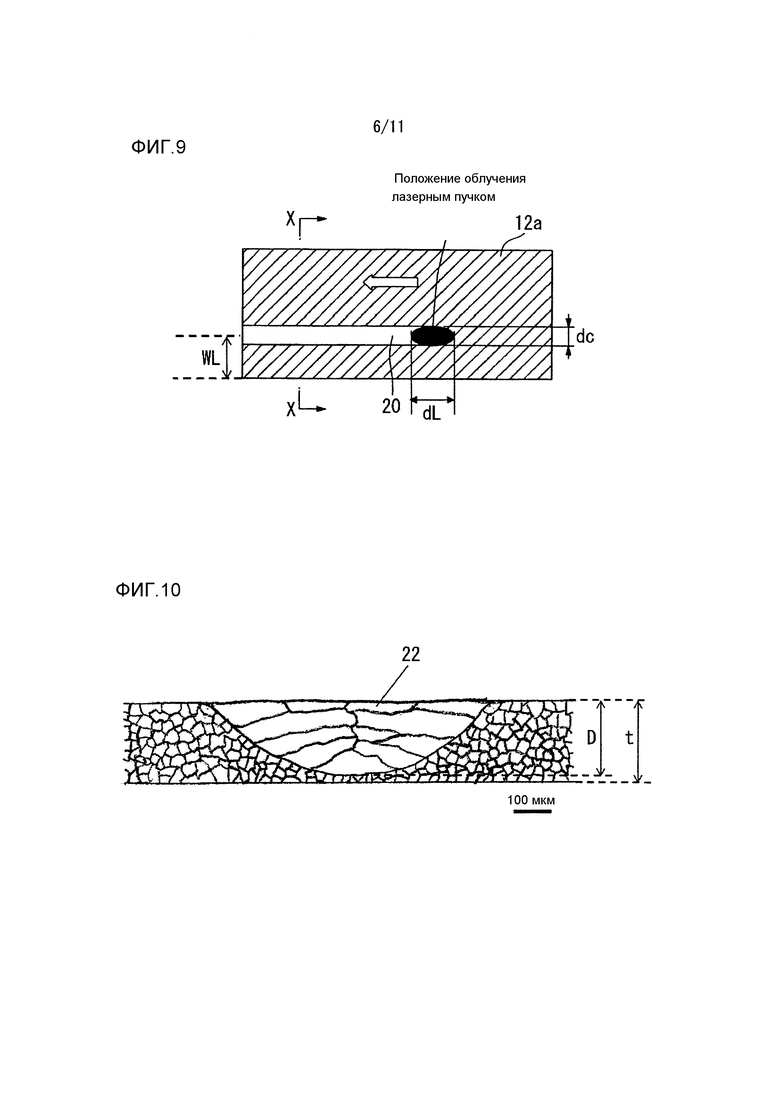
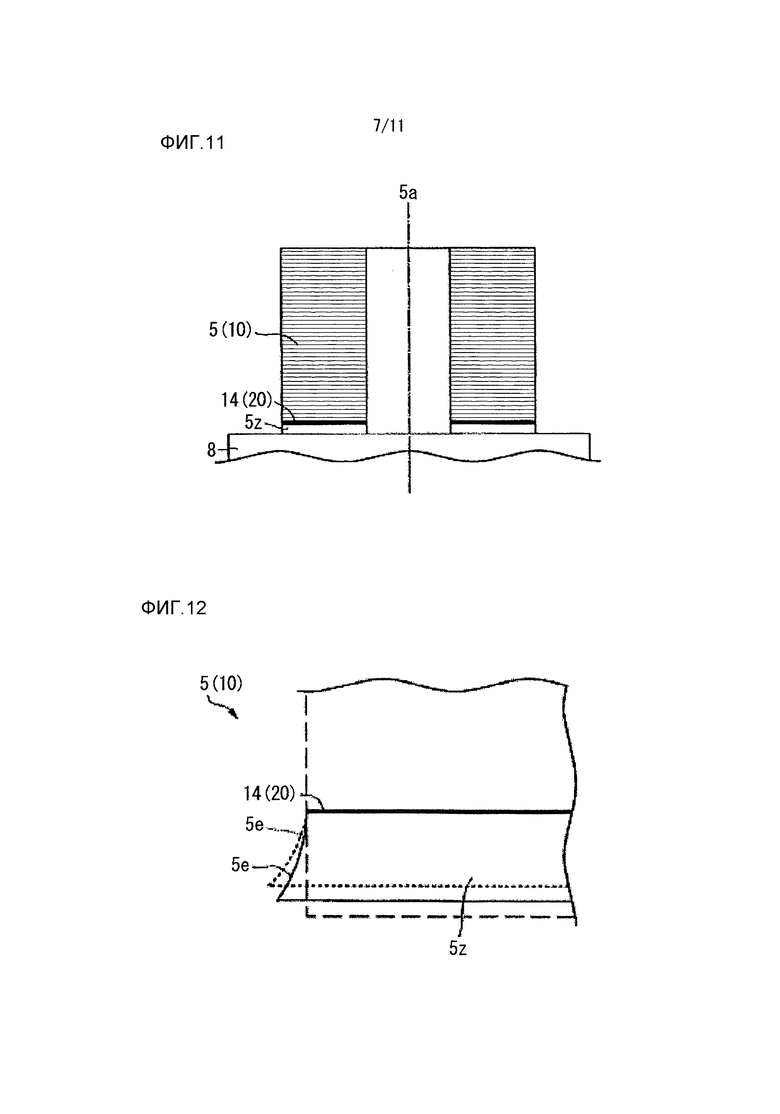
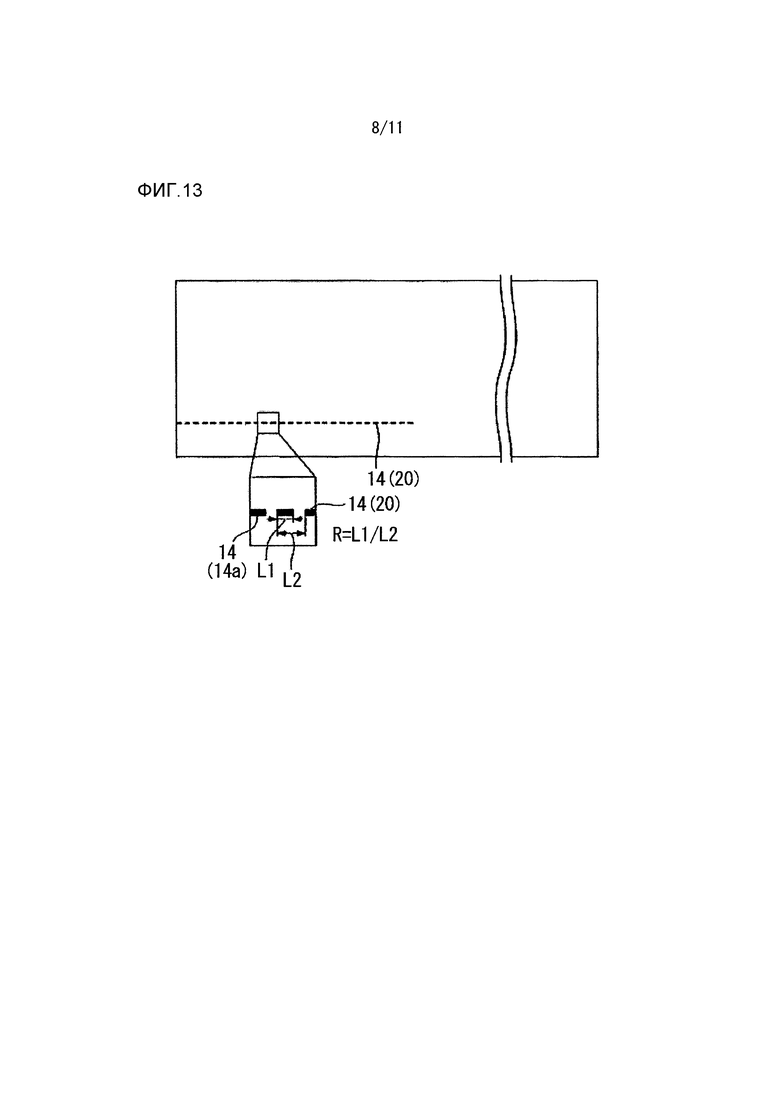
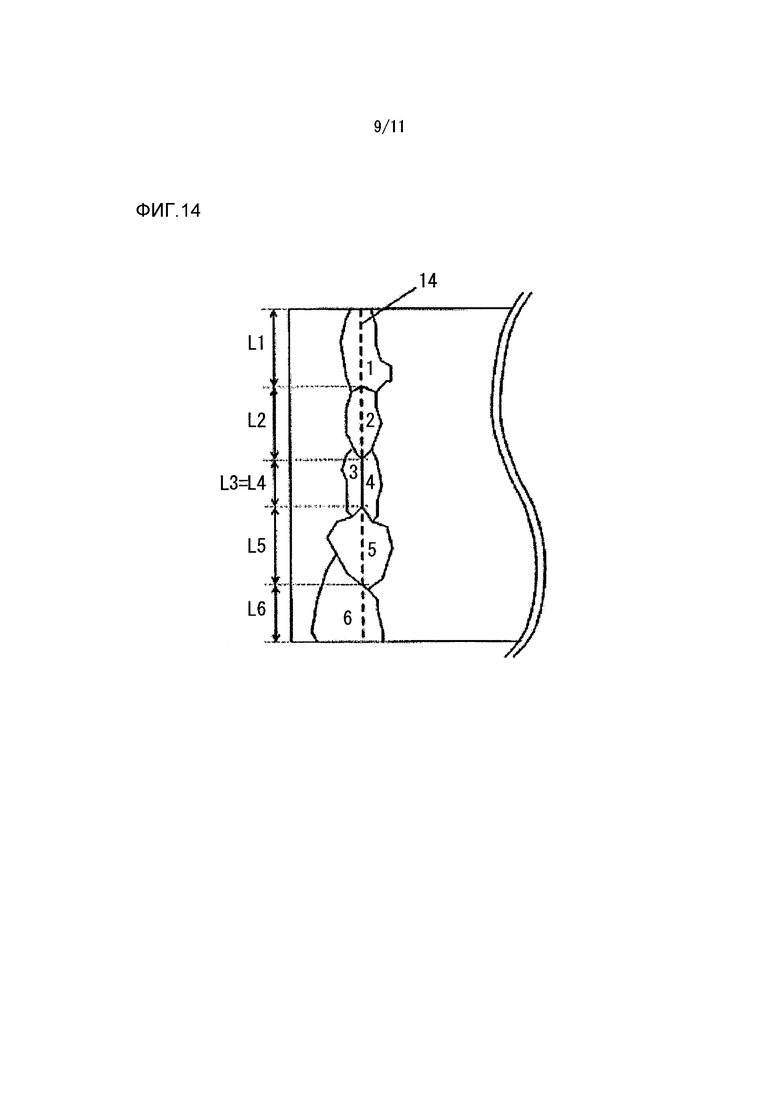
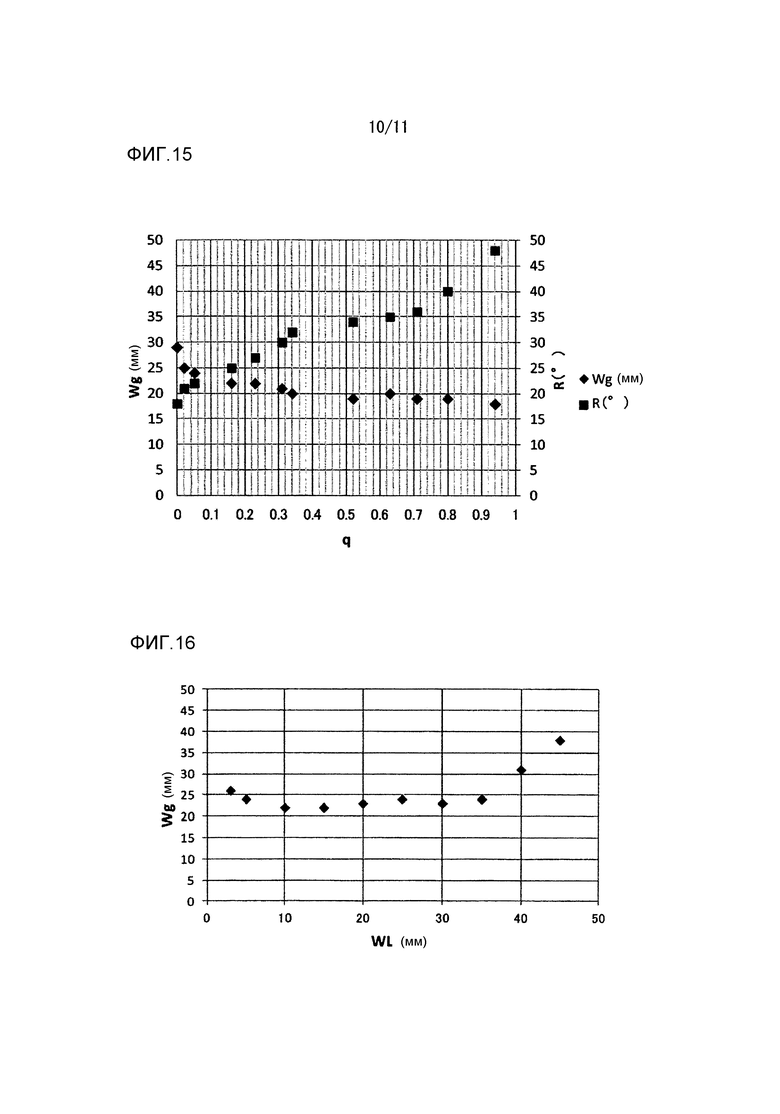
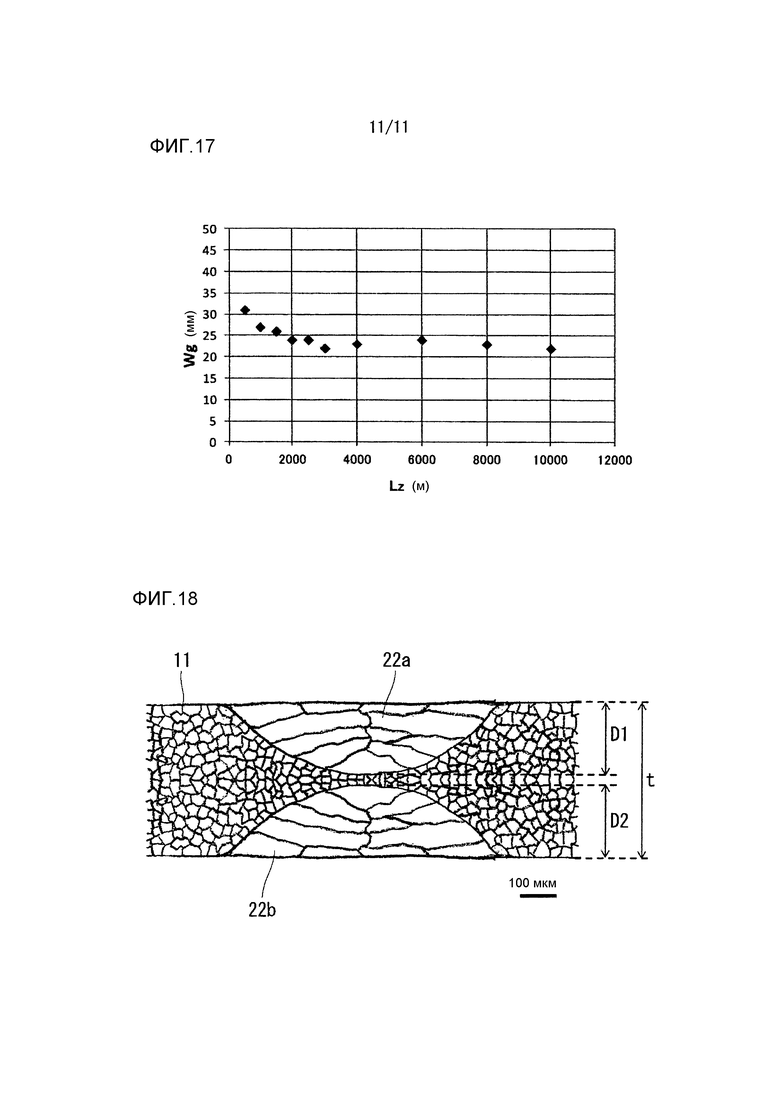
Изобретение относится к области металлургии. Для повышения магнитных характеристик листа текстурованной электротехнической стали и исключения серповидной деформации способ включает: процесс лазерной обработки, в котором формируют обработанный лазером участок облучением области на одной концевой стороне стального листа по направлению ширины, после подвергания обработке в процессе холодной прокатки, лазерным пучком вдоль направления прокатки стального листа; и процесс заключительного отжига, в котором стальной лист со сформированным на нем обработанным лазером участком наматывают в форме рулона и выполняют заключительный отжиг на намотанном в форме рулона стальном листе. В процессе лазерной обработки участок плавления и повторного затвердевания, имеющий глубину свыше 0% и равную или меньшую 80% толщины листа на стальном листе, формируют облучением лазерным пучком в положении, соответствующем обработанному лазером участку. 2 н. и 14 з.п. ф-лы, 1 табл., 18 ил.
1. Лист текстурованной электротехнической стали, который изготовлен 
в котором в отношении зерен на участке базового металла стального листа, которые расположены на нижней части трассы лазерного облучения, образованной на поверхности стального листа при облучении лазерным пучком, определяется величина θа углового отклонения между направлением оси легкого намагничивания каждого из зерен и направлением прокатки, и среднее значение R величин θа углового отклонения, полученное усреднением величин θа углового отклонения зерен для зерен, позиционированных на нижней части трассы лазерного облучения, составляет более 20º и равным или менее 40º.
2. Лист текстурованной электротехнической стали по п. 1, в котором расстояние WL от одного конца стального листа по направлению ширины до центра трассы лазерного облучения по направлению ширины составляет от 5 до 35 мм.
3. Лист текстурованной электротехнической стали по п. 1, в котором трассу лазерного облучения формируют в области, составляющей от 20 до 100% всей длины стального листа по направлению прокатки от начальной точки, которая представляет собой один конец стального листа по направлению прокатки, расположенный на наружной окружности стального листа, намотанного в форме рулона.
4. Лист текстурованной электротехнической стали по п. 1, в котором ширина d трассы лазерного облучения составляет от 0,05 до 5,0 мм.
5. Лист текстурованной электротехнической стали по п. 2, в котором трассу лазерного облучения формируют в области от 20 до 100% всей длины стального листа по направлению прокатки от начальной точки, которая представляет собой один конец стального листа по направлению прокатки, расположенный на наружном окружном участке стального листа, намотанного в форме рулона.
6. Лист текстурованной электротехнической стали по п. 2, в котором ширина d трассы лазерного облучения составляет от 0,05 до 5,0 мм.
7. Лист текстурованной электротехнической стали по п. 3, в котором ширина d трассы лазерного облучения составляет от 0,05 до 5,0 мм.
8. Лист текстурованной электротехнической стали по п. 5, в котором ширина d трассы лазерного облучения составляет от 0,05 до 5,0 мм.
9. Способ изготовления листа текстурованной электротехнической стали, включающий
процесс лазерной обработки, в котором обработанный облучением лазером участок формируют на одной концевой стороне стального листа по направлению ширины после обработки в процессе холодной прокатки лазерным пучком вдоль направления прокатки стального листа, и
процесс заключительного отжига, в котором стальной лист со сформированным на нем обработанным лазером участком наматывают в форме рулона и выполняют заключительный отжиг на намотанном в форме рулона стальном листе,
причем в процессе лазерной обработки участок плавления и повторного затвердевания, имеющий глубину свыше 0% и равную или меньшую 80% толщины листа на стальном листе, формируют облучением лазерным пучком в положении, соответствующем обработанному лазером участку.
10. Способ по п. 9, в котором расстояние WL от одного конца стального листа по направлению ширины до центра обработанного лазером участка по направлению ширины составляет от 5 до 35 мм.
11. Способ по п. 9, в котором в процессе лазерной обработки обработанный лазером участок формируют в области, составляющей от 20 до 100% всей длины стального листа по направлению прокатки от начальной точки, которая представляет собой один конец стального листа по направлению прокатки, расположенный на наружной окружности стального листа, намотанного в форме рулона в процессе заключительного отжига.
12. Способ п. 9, в котором ширина d обработанного лазером участка составляет от 0,05 до 5,0 мм.
13. Способ по п. 10, в котором в процессе лазерной обработки обработанный лазером участок формируют в области от 20 до 100% всей длины стального листа по направлению прокатки от начальной точки, которая представляет собой один конец стального листа по направлению прокатки, расположенный на наружной окружности стального листа, намотанного в форме рулона в процессе заключительного отжига.
14. Способ по п. 10, в котором ширина d обработанного лазером участка составляет от 0,05 до 5,0 мм.
15. Способ по п. 11, в котором ширина d обработанного лазером участка составляет от 0,05 до 5,0 мм.
16. Способ по п. 13, в котором ширина d обработанного лазером участка составляет от 0,05 до 5,0 мм.
| WO 2010103761 A1, 16.09.2010 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| JP 4029543 B2, 09.01.2008 | |||
| СПОСОБ ЛАЗЕРНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2006 |
|
RU2345148C2 |

