Данное изобретение относится к способу высокоскоростного электролужения металлической полосы, при котором полосу покрывают путем анодного растворения обращенных к полосе оловянных анодов в электролитический раствор.
Такой способ известен из практики и подробно описан, например, в справочнике «Производство, формование и обработка стали» ("The Making, Shaping and Treating of Steel"), 10th ed., pp.1146-1153, где дается описание типового промышленного способа лужения, называемого FERROSTAN, которое рассматривается включенным сюда посредством ссылки.
Как известно, смотри также Фиг.36-5 указанного справочника, в этом известном способе анодные бруски необходимо перемещать и регулярно устанавливать положения анодных брусков, что является трудоемким, потому что масса анодных брусков в типичном случае составляет 50 кг, потенциально опасным с точки зрения испарений, сильных кислот и высоких электрических токов и ухудшает равномерность толщины оловянного покрытия по ширине полосы.
Когда анодные бруски израсходованы до установленной минимальной толщины, их удаляют из отделения нанесения гальванопокрытия и перерабатывают в процессе переплавки на новые литые аноды.
Поскольку оптимальное расположение анодов важно для стабильного и равномерного нанесения покрытия, положения анодов необходимо постоянно регулировать.
Цель состоит в минимизации относительно вредной, тяжелой и неудобной работы с и над или рядом с деталями установок нанесения гальванопокрытия, используемых в процессах электролитического лужения.
Кроме того, цель состоит в том, чтобы предложить высокостабильный способ нанесения гальванопокрытия, который может быть в достаточной мере контролируемым, сократить до минимума нарушения режима, вызванные подачей, (недостаточным) регулированием и удалением анодных деталей.
По меньшей мере, некоторые из этих и других целей и дополнительные преимущества достигаются в способе согласно аспектам настоящего изобретения, заявленным в 1-ом и последующих пунктах формулы изобретения.
В этой связи, термин «обращенный к полосе» предназначен для обозначения того, что, по меньшей мере, часть анодного олова «является видимой» с, по меньшей мере, части полосы.
В способе по настоящему изобретению можно избежать проблемы регулирования положения анодов для минимизации оловянных кромок при изменении пути движения полосы и/или ширины полосы. Регулировки могут быть, например, удобным образом выполнены с помощью управляемого маскирования («заглушки») части анода. В этом контексте термин «маскирование» означает расположение некоторого объекта между анодом и катодом с тем, чтобы препятствовать нанесению покрытия «в тени этого объекта», если рассматривать анод как источник света.
Ввиду того, что анодное вещество, а именно олово, подают в виде дроби и загружают в корзины, описанные выше оловянные бруски больше не используют, и поэтому уже нет необходимости их регулирования. Необходимость подавать тяжелые анодные бруски устраняется. Вместо этого анодное вещество подают в виде легкоподдающейся манипуляциям анодной дроби. Настоящее изобретение также позволяет избежать удаления отработавшего анодного материала, поскольку дробь может быть полностью израсходована.
Следует отметить, что для цели данной заявки термин «дробь» будет означать шарики, овалы, брикеты, гранулы и тому подобное.
В предпочтительном варианте осуществления часть анода маскируют согласно пункту 2 формулы изобретения. Предпочтительно, маскирующие средства обладают признаками по пункту 3 формулы изобретения. Неожиданно оказалось, что простым маскированием, например, кромочных участков анода с использованием механического устройства, которое действует как регулируемая заслонка или шторка, оказывается возможным легко и оптимально управлять лужением также на кромочных участках полосы.
В одном варианте осуществления дробь приводят в электрический контакт посредством токоприемника (токосъемника), выполненного из материала с низким электрическим сопротивлением, обеспечивающего хороший электрический контакт с оловянной дробью и являющегося электрохимически инертным в электролите. Подходящие материалы для токоприемника включают Ti и Zr.
В одном аспекте предусмотрена автоматизированная система подачи для добавления оловянной дроби в анодную корзину.
Настоящее изобретение будет теперь пояснено с использованием примеров в форме описания аспектов традиционного способа в качестве сравнительного примера и аспектов настоящего изобретения.
На чертежах:
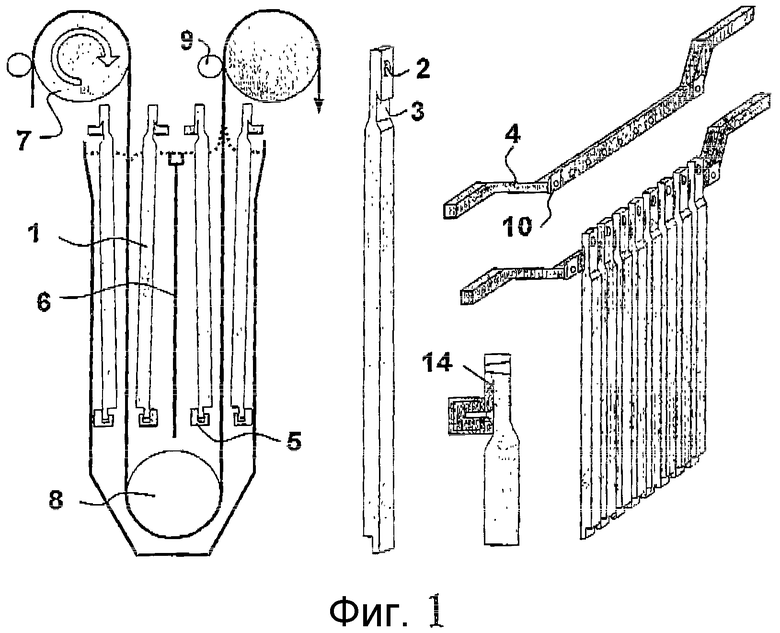
Фиг.1 показывает поперечное сечение традиционной лудильной ячейки и различных элементов, используемых в такой лудильной ячейке;
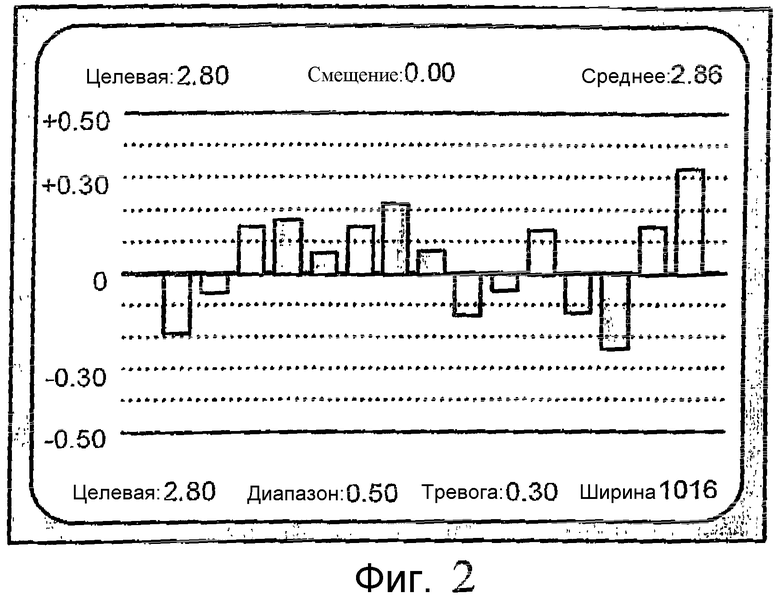
Фиг.2 показывает пример моментального снимка экрана устройства управления процессом, отображающего толщины покрытия в различных положениях по ширине полосы в традиционной технологической линии лужения;
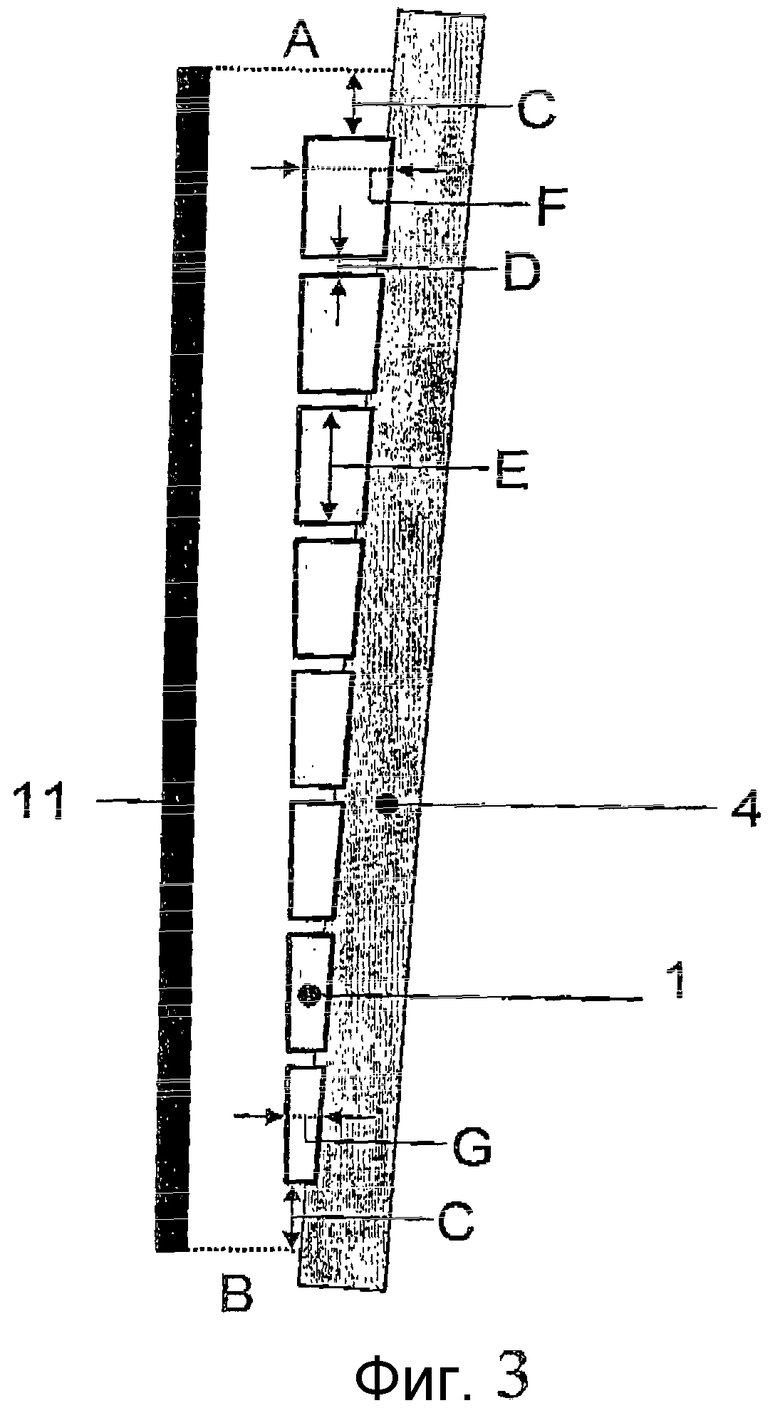
Фиг.3 показывает вид сверху анодного моста, образующего часть традиционной лудильной ячейки;
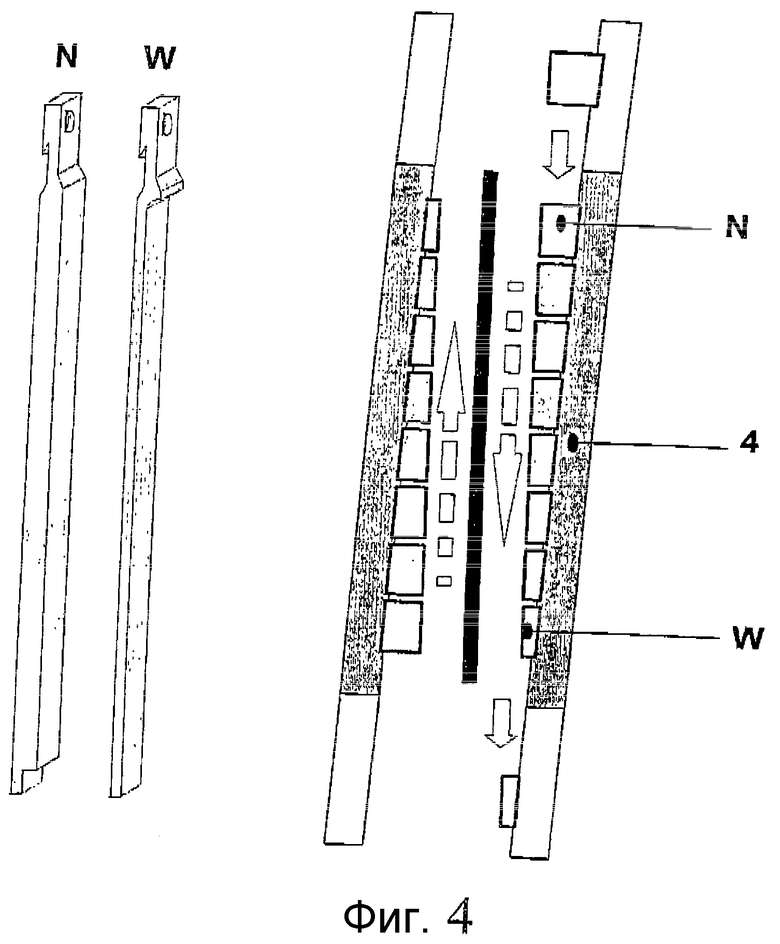
Фиг.4 схематически показывает движение анодных брусков вдоль анодного моста в традиционном способе лужения;
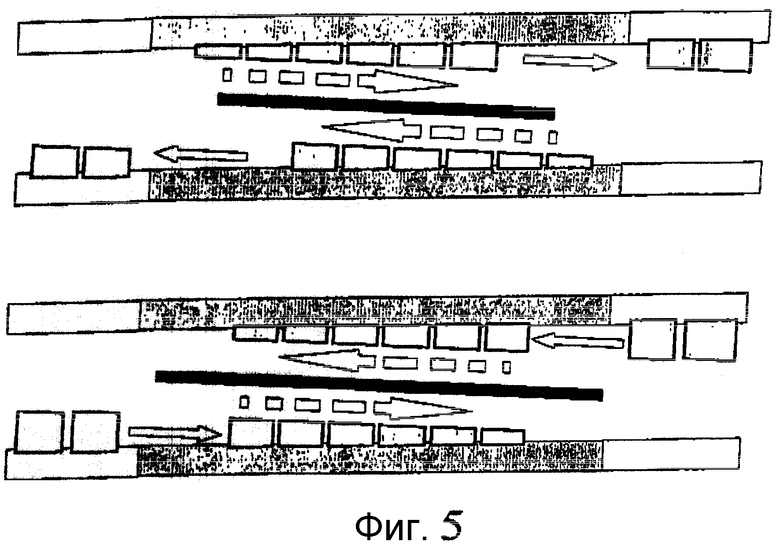
Фиг.5 схематически показывает удаление или добавление анодных брусков в традиционном способе лужения;
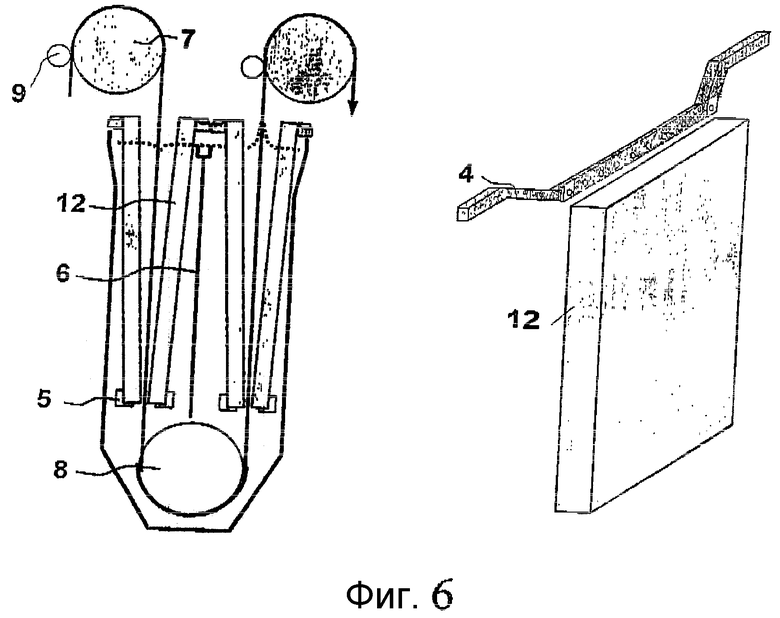
Фиг.6 схематически показывает расположение и внешний вид анодной корзины, предназначенной для использования в способе по настоящему изобретению;
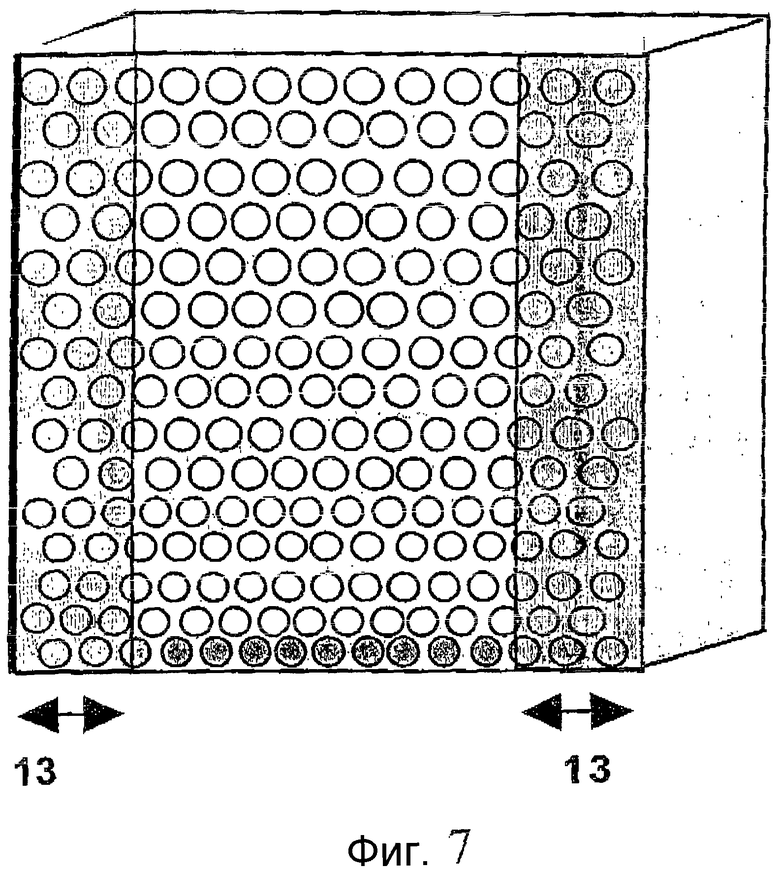
Фиг.7 схематически, но более подробно показывает анодную корзину, предназначенную для использования в способе по настоящему изобретению;
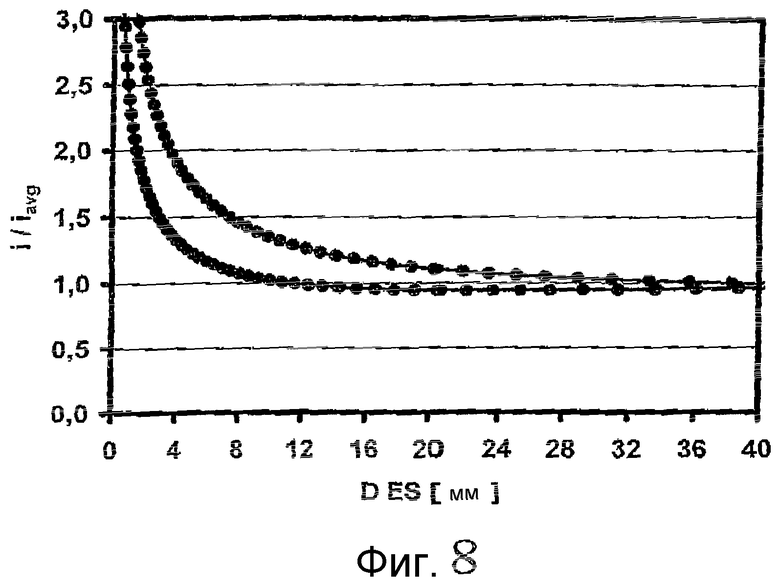
Фиг.8 представляет собой график, обычно показывающий i/iavg как функцию от D ES;
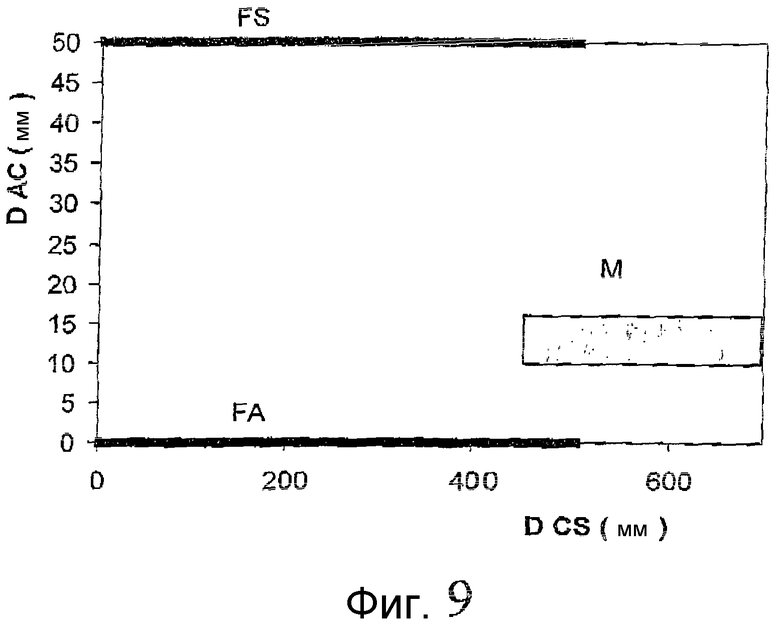
Фиг.9 схематически показывает заслонку, помещенную в качестве маски перед анодной корзиной, предназначенной для использования в способе по настоящему изобретению.
СРАВНИТЕЛЬНЫЙ ПРИМЕР: СИСТЕМА РАСХОДУЕМЫХ АНОДОВ
Типичная система растворимых анодов проиллюстрирована на Фиг.1. Как показано на Фиг.1, олово подают в виде оловянного анода 1, который имеет анодную щель 2 и анодную выемку 3. Каждый из ряда оловянных анодов 1 поддерживается анодным мостом 4 в верхней части около его анодной выемки 3 и в нижней части анодным боксом 5. Изолированная пластина 6 разделяет две лудильные секции в одной электролитической ячейке. Электропитание подают к полосе через токопроводящий валок 7. Около дна электролитической ячейки полосу направляют направляющим валком 8. Также показан прижимной валок 9. Анодный мост 4 имеет изолированное место 10 для размещения свежего оловянного анода 1. Оловянные аноды 1 соединены с анодным мостом посредством контактной вставки 14.
В ходе работы системы растворимых анодов могут быть выделены три различные процедуры.
Процедура 1 - Расстановка анодов
В процессе лужения аноды следует располагать должным образом для получения равномерной толщины оловянного покрытия по всей ширине полосы. На Фиг.2 дан пример значений толщины оловянного покрытия по ширине полосы в ситуации, когда аноды не были размещены должным образом.
Для предотвращения описанной выше ситуации аноды следует располагать так, как можно видеть на Фиг.3, которая представляет собой вид сверху анодного моста.
В зависимости от ширины полосы 11, толщины оловянного покрытия и скорости технологической линии, оптимальные положения анодов заданы параметрами A-G. Ниже приведены оптимальные параметры в одном конкретном примере для скорости технологической линии 400 м·мин-1, ширины полосы 732 мм и толщины оловянного покрытия 2,8 г·м-2 на каждой стороне полосы.
- А=95 мм (на высоте анодного моста) и 85 мм (на высоте анодного бокса)
- В=60 мм (на высоте анодного моста) и 50 мм (на высоте анодного бокса)
- С=13 мм
- D=14 мм (аноды расположены на равном расстоянии)
- Е=76 мм (фиксированная ширина анода); всего 8 анодов
- F=50 мм
- G=15 мм
Используя эти заданные параметры, может быть достигнута равномерная толщина оловянного покрытия по ширине полосы. Параметр С имеет особую важность, поскольку данное положение приводит к хорошо известному явлению «оловянной кромки», также известному как эффект «собачьей кости».
Более того, анод расположен ближе к полосе внизу для того, чтобы компенсировать омические потери в аноде и полосе, которые будут, в противном случае, вызывать нежелательные различия в плотности тока по высоте полосы. Следовательно, параметры А и В меньше внизу анода, чем наверху.
В системе растворимых анодов расстановка (размещение на определенном расстоянии) анодов является регулярно повторяющейся операцией после замены израсходованных анодов (смотри процедуру 2), после изменения ширины полосы и после перехода к дифференциальному покрытию (смотри процедуру 3). Аноды вручную расставляют путем помещения изолированного крюка в анодную щель.
В связи с расстановкой анодов могут быть выявлены по меньшей мере три важных недостатка системы растворимых анодов. Первый недостаток состоит в возникновении отклонений толщины оловянного покрытия по ширине полосы, например, в виде оловянных кромок; внешние аноды могут быть расположены слишком близко к кромке полосы (параметр С), или же аноды могут быть неравноудаленными (параметр D) или неравно израсходованными по длине полосы по причине несоответствующего расположения анодов. Второй недостаток состоит в трудоемкости работы по регулированию, а третий недостаток состоит в том, что регулирование является опасным с точки зрения воздействия электролита, паров и присутствия находящихся под электрическим напряжением частей установки.
Процедура 2 - Удаление отработавших анодов
Толщину израсходованных анодов регулярно контролируют толщиномером. Когда толщина анода при описанном ранее оптимальном расположении анодов (смотри процедуру 1) становится меньше, чем 15 мм, данный анод отсоединяют от анодного моста и помещают в ближайшее изолированное место размещения, смотри Фиг.4, где стрелки показывают, как аноды «двигаются» вдоль анодного моста. С другой стороны, новый анод помещают на изолированное место размещения и переносят к анодному мосту. После каждой замены аноды необходимо переставлять снова (смотри процедуру 1). На Фиг.4 свежий оловянный анод обозначен как N, а израсходованный анод обозначен как W.
В процессе лужения аноды растворяются, что приводит к изменению расстояния между анодом и полосой. Это является причиной неравномерной толщины оловянного покрытия по ширине полосы. На практике это компенсируют размещением анодного моста и полосы под некоторым малым углом (смотри процедуру 1, параметры А и В).
Недостатки системы растворимых анодов, обусловленные заменой анодов, главным образом относятся к расстановке анодов (смотри процедуру 1). Дополнительный недостаток состоит в том, что аноды не расположены постоянно в соответствии с оптимальным расположением анодов во время замены анодов. Это вызывает отклонения в толщине оловянного покрытия по ширине полосы.
Процедура 3 - Переход к другой ширине полосы или к дифференциальному покрытию
После изменения ширины полосы параметр С на Фиг.3 больше не имеет оптимального значения. Более того, после перехода к дифференциальному покрытию, т.е. к более низкому по массе покрытию с одной стороны полосы, наращивание оловянной кромки становится более ощутимым на стороне с низкой массой покрытия. На практике обе эти ситуации компенсируют удалением (или добавлением) и/или перестановкой анодов на анодном мосту.
В этой связи следует обратиться к Фиг.5, показывающей удаление или добавление анодов после перехода к другой ширине полосы или к дифференциальным покрытиям.
Если ширину полосы изменяют, например, с 732 до 580 мм, в предварительно описанном оптимальном расположении анодов (смотри процедуру 1) два анода следует отсоединить от анодного моста (смотри Фиг.5). После удаления анодов оставшиеся аноды необходимо перемещать снова (смотри процедуру 1).
Если используется дифференциальное покрытие 2,8/5,6 г·м-2, в предварительно описанном оптимальном расположении анодов (смотри процедуру 1) один анод следует добавить на анодный мост, обращенный к стороне полосы с высокой массой покрытия. После добавления аноды должны быть переставлены снова (смотри процедуру 1). При более резкой разнице в массе покрытия наиболее удаленные аноды также следует сдвинуть больше внутрь (параметр С на Фиг.3) по отношению к кромке полосы.
НЕДОСТАТКИ ПРЕДШЕСТВУЮЩЕГО УРОВНЯ ТЕХНИКИ И ПРЕИМУЩЕСТВА НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
Недостатки системы растворимых анодов, обусловленные переходом к другой ширине полосы или к дифференциальному покрытию, главным образом относятся к расстановке анодов (смотри процедуру 1). Дополнительным недостатком является то, что аноды не располагаются согласно оптимальному расположению анодов (смотри процедуру 1) в процессе удаления или добавления анодов. Это приводит к отклонениям в толщине оловянного покрытия по ширине полосы.
Для преодоления данных недостатков растворимых анодов (SA), отмеченных в сравнительном примере, иногда используют стабильные по размеру аноды (DSA). Эта система менее трудоемка и приводит к меньшим отклонениям в толщине оловянного покрытия по ширине полосы. Основной недостаток DSA состоит в том, что требуется внешний реактор растворения для восполнения содержания олова в электролите.
Согласно настоящему изобретению, преимущества SA- и DSA-систем здесь объединены в систему, которая является полностью новой для высокоскоростного электролужения полосы, причем эта новая система в дальнейшем называется DSSA-системой (со стабильными по размеру растворимыми анодами, от англ. «dimension stable soluble anode»).
Согласно способу по изобретению могут быть нанесены более равномерные оловянные покрытия, причем он является даже менее трудоемким, подразумевает меньше опасностей и эффективен по затратам. Запас олова может быть меньше, и при этом, по сравнению с DSA-системой, не требуется отдельный реактор растворения. Также требуется меньше персонала для манипулирования анодами. Кроме того, при использовании в качестве анода олова в виде содержащейся в анодной корзине дроби по настоящему изобретению может быть снижено напряжение на электролитической ячейке. Вероятно, это обусловлено увеличением анодной поверхности. Будет ясно, что это также открывает пути к увеличению скоростей производства и, таким образом, потенциально более высокому выходу в случае рассматриваемой производственной линии электролужения.
Настоящее изобретение далее будет описано более подробно путем описания одного примера по настоящему изобретению.
ПРИМЕР ПО НАСТОЯЩЕМУ ИЗОБРЕТЕНИЮ
В примере по настоящему изобретению детали установки нанесения гальванопокрытия и технологические жидкости, а также параметры были традиционными, кроме тех случаях, когда это упоминается отдельно.
Согласно одному аспекту настоящего изобретения, вместо индивидуальных оловянных брусков, ссылаясь на Фиг.1 и 6, к анодной штанге 4 через контактную вставку 14 крепят анодные корзины 12. Контактные вставки 14, выполненные из меди в экспериментах согласно этому примеру, могут быть покрыты на их поверхности, контактирующей с анодной корзиной 12, благородным металлом, таким как Au или Pt. В данном варианте осуществления изобретения контактные вставки 14 были покрыты Pt, которая работала очень хорошо.
Анодные корзины 12 на Фиг.6 заполняют оловянной дробью (2-20 мм, предпочтительно, 5-9 мм в диаметре). Для восполнения анодного вещества оловянную дробь подают регулярно, что может быть сделано при полностью работающей линии нанесения гальванопокрытия. Анодные корзины 12, в экспериментах согласно этому примеру выполненные из титана, сконструированы и расположены таким образом, что анод находится ближе к полосе внизу для компенсации омических потерь в аноде и полосе, которые будут, в противном случае, вызывать нежелательные различия в плотности тока по высоте полосы. Для части производства согласно этому примеру, анодная корзина была закрыта анодным мешком для предотвращения попадания мелких частиц олова в электролит. При нормальных условиях работы анодные мешки могут нуждаться в замене 1-2 раза в год. С другой стороны, оказалось, что для другой части производства согласно этому примеру, где анодные мешки не использовались, это не вызывало проблемы попадания мелких частиц олова в электролит.
За счет снабжения DSSA-системы кромочной (краевой) маской 13, смотри Фиг.7, может быть даже уменьшено наращивание олова на кромках (эффект «собачьей кости»). Конструкция этих краевых масок и система для их перемещения разработаны таким образом, что они могут управляться с безопасного расстояния от технологической линии нанесения гальванопокрытия, что исключает трудоемкую и, возможно, опасную работу.
При такой геометрии катода/анода, где ширина полосы составляет 1020 мм и ширина анода точно совпадает с полосой и также составляет 1020 мм, когда ширину полосы впоследствии изменяют с 1020 на 940 мм, нормализованная плотность тока, определяемая как iavg, где i обозначает локальную плотность тока, a iavg обозначает среднюю плотность тока (например, в А/м2), и, следовательно, степень наращивания олова на кромках полосы достигает неприемлемого уровня, смотри верхнюю кривую на Фиг.8.
На Фиг.8 горизонтальная ось показывает D ES, представляющее собой расстояние в мм от кромки полосы, нижняя кривая показывает отношение i/iavg от D ES для полосы и анода шириной 1020 мм, а верхняя кривая показывает i/iavg после того, как ширина полосы была изменена на 940 мм при анодной конфигурации, оставшейся такой же, как и в случае полосы шириной 1020 мм.
Для преодоления данной проблемы наращивания олова на кромке полосы меньшей ширины перед анодной корзиной в качестве маски помещают заслонку. На Фиг.9 дано схематическое изображение этой ситуации. На Фиг.9 вертикальная ось (Y-ось) представляет собой плоскость, проходящую через центр полосы и перпендикулярную поверхности полосы Y=0 соответствует поперечному сечению лицевой стороны полосы и Y=50 соответствует поперечному сечению лицевой стороны анода, а значения на Y-оси соответствуют расстоянию от катода, сокращенно D АС. Горизонтальная ось (Х-ось) соответствует расстоянию от центра полосы, D CS. Серая область в диапазоне Х=(450;700) и Y=(10;15) соответствует поперечному сечению заслонки, обозначенной как М.
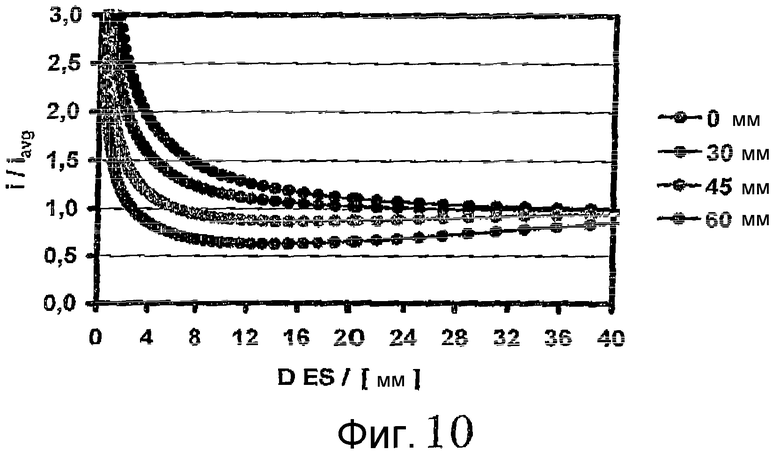
Если на Фиг.9 положение заслонки изменяют с Х=470 мм (что соответствует 0 мм перекрывания с полосой, имеющей ширину 940 мм) на 440, 425 и 410 мм (что соответствует перекрыванию с полосой в 30, 45 и 60 мм соответственно), то плотность тока на кромке полосы уменьшается, смотри Фиг.10. На Фиг.10 верхняя кривая соответствует перекрыванию в 0 мм, следующая ниже кривая - 30 мм, следующая ниже кривая - 45 мм и нижняя кривая - 60 мм.
На практике, оптимальное распределение толщины слоя олова может быть обнаружено при перекрывании маски и анода в примерно 45 мм.
Будет ясно, что настоящее изобретение представляет собой значительное усовершенствование, посредством которого особенности и работа существующих технологических линий электролужения могут быть значительно улучшены за счет обеспечения способа, которым можно легко управлять, который является менее трудоемким, исключает опасности и сокращает потоки отходов (регенерацию).
В качестве примера, автоматизированная система подачи может быть спроектирована так, что количество оловянной дроби в анодной корзине поддерживается на достаточном уровне для обеспечения стабильного поступления ионов олова в электролитический раствор. Автоматизированная система подачи может содержать резервуар для оловянной дроби, транспортировочные средства для обеспечения оловянной дроби возможности перемещаться из резервуара к анодной корзине, такие как конвейерная лента или желоб, средства для измерения уровня оловянной дроби в анодной корзине, и запорные средства, такие как вентиль или заслонка, позволяющие оловянной дроби перемещаться из резервуара к анодной корзине по транспортировочным средствам в том случае, если средства для измерения уровня оловянной дроби в анодной корзине обнаружили уменьшение уровня оловянной дроби в анодной корзине ниже определенного порогового значения, а также средства управления работой вышеупомянутых средств.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения оловянных анодов для электролитического лужения жести | 1988 |
|
SU1640212A1 |
| СПОСОБ И УСТАНОВКА ЭЛЕКТРОЛИТИЧЕСКОГО ЛУЖЕНИЯ НЕПРЕРЫВНО ДВИЖУЩЕЙСЯ СТАЛЬНОЙ ПОЛОСЫ В БЛОКЕ ЭЛЕКТРООСАЖДЕНИЯ | 2008 |
|
RU2476630C2 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО ЛУЖЕНИЯ ЖЕСТИ | 1997 |
|
RU2103418C1 |
| БЕЛАЯ ЖЕСТЬ, ПОКРЫТАЯ ПОЛИМЕРНЫМ ПОКРЫТИЕМ, И СПОСОБЫ ЕЕ ПОЛУЧЕНИЯ | 2014 |
|
RU2590546C2 |
| Способ обработки жести для консервной тары | 1990 |
|
SU1678909A1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО ЛУЖЕНИЯ СТАЛЬНЫХ ПОЛОС | 1997 |
|
RU2112085C1 |
| Агрегат для непрерывного производства рулонной электролитически луженой лакированной жести | 1950 |
|
SU93718A1 |
| Безфлюсовый способ получения луженой медной проволоки с покрытием сплавом на основе олова и индия | 2021 |
|
RU2769855C1 |
| ЭЛЕКТРОЛИТ ЛУЖЕНИЯ ЖЕСТИ | 1995 |
|
RU2093614C1 |
| Способ горячего лужения или освинцования жести | 1932 |
|
SU31728A1 |
Изобретение относится к области гальванотехники. Способ высокоскоростного электролужения металлической полосы включает нанесение в электролитической ячейке оловянного покрытия на полосу путем анодного растворения в электролите обращенных к полосе оловянных анодов в виде анодных корзин с оловянной дробью и осаждения анодно-растворенного олова на полосу, служащую катодом, при этом олово подают в анодную корзину в виде дроби, часть оловянных анодов маскируют, используя регулируемые краевые маскирующие средства, которые располагают и направляют в зависимости от ширины полосы и/или распределения толщины оловянного покрытия, при этом нанесение оловянного покрытия проводят при движении полосы вниз и вверх. Технический результат: минимизация вредной, тяжелой, неудобной работы, повышение равномерности оловянного покрытия по толщине и сокращение потоков отходов на регенерацию. 7 з.п. ф-лы, 10 ил.
1. Способ высокоскоростного электролужения металлической полосы, включающий нанесение в электролитической ячейке оловянного покрытия на полосу путем анодного растворения в электролите обращенных к полосе оловянных анодов в виде анодных корзин с оловянной дробью и осаждения анодно-растворенного олова на полосу, служащую катодом, при этом олово подают в анодную корзину в виде дроби, часть оловянных анодов маскируют, используя регулируемые краевые маскирующие средства, которые располагают и направляют в зависимости от ширины полосы и/или распределения толщины оловянного покрытия, при этом нанесение оловянного покрытия проводят при движении полосы вниз и вверх.
2. Способ по п.1, при котором маскирующие средства включают в себя заслонку или шторку.
3. Способ по п.1 или 2, при котором оловянную дробь приводят в электрический контакт посредством токоприемника, выполненного из материала с низким электрическим сопротивлением, обеспечивающего хороший электрический контакт с оловянной дробью и являющегося электрохимически инертным в электролите.
4. Способ по п.3, при котором анодная корзина является токоприемником.
5. Способ по п.3, при котором подача оловянной дроби в анодную корзину автоматизирована.
6. Способ по п.1, при котором подача оловянной дроби в анодную корзину автоматизирована.
7. Способ по п.2, при котором подача оловянной дроби в анодную корзину автоматизирована.
8. Способ по п.3, при котором анодная корзина является токоприемником и подача оловянной дроби в анодную корзину автоматизирована.
| US 6280596 В1, 28.08.2001 | |||
| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |
| US 5804053 A, 08.09.1998 | |||
| Электрохимическая ячейка для нанесения покрытия на проволоку | 1989 |
|
SU1696609A1 |

