Предлагаемое изобретение относится к области механизации путевого хозяйства железнодорожного транспорта и может быть использовано при сборке, разборке, ремонте (разборке с последующей сборкой из старогодных и новых материалов) звеньев железнодорожного пути на производственных базах путевых машинных станций. Известны поточные линии для сборки, разборки, ремонта звеньев железнодорожного пути (а.с. 1451080 СССР, B65G 35/08 // Е01В 29/24. Поточная линия для сборки звеньев железнодорожного пути; пат. 2063493 РФ, Е01В 29/24. Поточная линия для сборки звеньев железнодорожного пути; пат. 2116398 РФ, Е01В 29/24. Поточная линия для разборки звеньев рельсошпальной решетки железнодорожного пути; пат. 2210654 РФ, Е01В 29/24 // B65G 25/04, 35/08. Поточная линия для ремонта звеньев рельсошпальной решетки железнодорожного пути), имеющие прямой и обратный потоки транспортирующих тележек с материалами звеньев и расположенные по их концам передаточные устройства тележек с одного потока на другой и механизмы перемещения тележек с разной скоростью на различных позициях либо шагового перемещения. При этом технологическое оборудование для производства технологических операций смонтировано стационарно или перемещается в пределах одной позиции, равной длине звена. Помимо того, что эти линии, как правило, дорогостоящие, на них производится перемещение больших масс, что сильно затрудняет точное позиционирование технологического инструмента, особенно при шаговом перемещении, при их эксплуатации постоянно нарушаются правила техники безопасности, так как при выполнении операций вручную рабочим необходимо находится внутри звена между движущимися шпалами.
Известны линии для ремонта звеньев рельсошпальной решетки железнодорожного пути (Э.Т.Лончаков, Б.П.Петровский. Путевые машины для звеносборочных и звеноразборочных работ. - М.: Транспорт, 1984. - с.137-142, рис.114; Ю.А.Орлов и А.В.Егиазарян. Производственные базы путевых машинных станций. Основы проектирования средств механизации. - М.: Транспорт, 1986. с.35-38, рис.1.19), содержащие лекальные пути (стенды) для размещения на них материалов звена и объемлющие пути для перемещения технологического оборудования. Работа на известной линии осуществляется следующим образом. После раскладки кранами на лекальных путях (стендах) старогодных звеньев по объемлющим путям последовательно перемещаются автономные агрегаты технологического разборочного оборудования: для отвинчивания гаек клеммных болтов, отвинчивания гаек закладных болтов, извлечения закладных болтов, уборки старогодных скреплений. Следом перемещается оборудование для сборки: передвижные станки для раскладки элементов скреплений и, после укладки кранами рельсов, агрегаты для завинчивания гаек клеммных и закладных болтов. Линии со стендовым способом сборки проще конвейерных, менее металлоемкие, менее дорогостоящие, более доступны, возможно дооснащение линий агрегатами или их замена без больших трудозатрат. При этом можно отметить ряд недостатков известных линий. Первое - значительная протяженность, из-за необходимости в большой длине участка работ, который соответствует (несколько превышает) сменный объем перерабатываемой путевой решетки, что требует больших площадей. Второе - отвлечение перегрузочного оборудования для передачи всех агрегатов из конечного положения в первоначальное. Третье - невозможно обеспечить качественную уборку элементов скреплений агрегатом, так как на территории их уборки лежат старогодные шпалы. Четвертое - необходимо отвлечения кранов для уборки бракованных старогодных шпал и замены их новыми. Пятый недостаток заключается в том, что устанавливать, как правило, все шпалы по оси пути и по эпюре приходится вручную, так как в старогодных звеньях они значительно смещены, причем это смещение усугубляется при работах по отвинчиванию гаек.
Известна линия для сборки звеньев железнодорожного пути, патент 2293813 РФ, 12.10.2005, МПК6 E01B 29/24, "Линия для сборки звеньев рельсошпальной решетки железнодорожного пути", содержащая параллельно расположенные в подкрановом пространстве прямой и обратный стенды для размещения на них материалов звена и объемлющие стенды, направляющие для перемещения по ним в технологической последовательности автономных агрегатов технологического оборудования. На концах стендов линии размещены возвратно-поворотные на 180° устройства для передачи с разворотом агрегатов с одного пути на другой, и, таким образом, агрегаты технологического оборудования перемещаются по замкнутой трассе, что уменьшает ее протяженность и отпадает необходимость в перегрузочном оборудовании для передачи всех агрегатов из конечного положения в первоначальное. Известная линия взята за прототип.
Однако известная линия, при использовании ее для ремонта звеньев, имеет ряд недостатков. Невозможно обеспечить качественную уборку элементов скреплений агрегатом, так как агрегат установлен в зоне, где лежат старогодные шпалы, привлечение кранов при уборке бракованных шпал и замене их на новые и необходимо вручную устанавливать шпалы по оси пути и по эпюре.
Задачей и целью изобретения является создание высокопроизводительной линии для ремонта звеньев железнодорожного пути с железобетонными шпалами путем повышения степени механизации производственных процессов, снижения трудоемкости работ, достижения высокого качества готовой продукции и улучшения условий труда при соблюдении техники безопасности.
Для этого линия для ремонта звеньев железнодорожного пути с железобетонными шпалам, включающая расположенные в подкрановом пространстве параллельные лекальные пути для размещения на них старогодных и готовых звеньев и объемлющие пути для перемещения по ним по замкнутой трассе в технологической последовательности комплексов автономных агрегатов технологического оборудования для разборки и для сборки звеньев и агрегата для уборки старогодных скреплений, дополнительно снабжена агрегатом для уборки бракованных шпал, агрегатом для укладки новых шпал взамен бракованных и агрегатом для установки шпал по эпюре и их центровке по подрельсовой площадке. При этом дополнительно введенные агрегаты размещены между комплексами автономных агрегатов технологического оборудования для разборки звеньев и для сборки звеньев, а агрегат для уборки старогодных скреплений размещен за позицией уборки готового звена.
Введение в линию агрегатов для уборки бракованных шпал, для укладки новых шпал взамен бракованных, для установки шпал по эпюре и их центровке по подрельсовой площадке, размещение указанных выше агрегатов между комплексами автономных агрегатов технологического оборудования для разборки и для сборки звеньев позволяет значительно повысить степень механизации производственных процессов разборки и сборки звеньев, по уборке бракованных старогодных шпал, исключить трудоемкий ручной труд при выравнивании шпал при установке их по эпюре и центровке по подрельсовой площадке, а размещение агрегата для уборки старогодных скреплений за позицией уборки готового звена позволяет обеспечить качественную уборку элементов скреплений, так как территория уборки свободна от материалов звена, и, таким образом, обеспечивается возможность повышения производительности линии.
На чертежах изображено:
фиг.1 - технологическая схема заявленной линии;
фиг.2 - схема размещения и работы агрегата для уборки бракованных шпал и агрегата для укладки новых шпал взамен бракованных;
фиг.3 - схема размещения и работы агрегата для уборки бракованных шпал, вид по стрелке А на фиг.2;
фиг.4 - схема размещения агрегата по установке шпал по эпюре и их центровке по подрельсовой площадке;
фиг.5 - схема размещения и работы агрегата по установке шпал по эпюре и их центровке по подрельсовой площадке, вид по стрелке Б на фиг.4.
В подкрановом пространстве (краны козловые или мостовые не показаны) расположены два параллельных участка лекальных путей (стендов) 1 для размещения на них старогодных, обрабатываемых и готовых звеньев. Вдоль путей 1 проложены объемлющие пути 2. На концах путей 1 смонтированы возвратно-поворотные на 180° передаточные устройства 3. В подкрановой зоне размещен проходной путь 4 для подачи по нему сцепов 5 с новыми и старыми звеньями, рельсами, других материалов и для производства погрузочно-разгрузочных работ. Позиция 6 предназначена для раскладки старогодного звена, агрегат 7 - для отвинчивания гаек клеммных болтов, позиция 8 - для снятия клеммных сборок, позиция 9 - для уборки старых рельсов, агрегат 10 - для отвинчивания гаек закладных болтов, агрегат 11 - для извлечения закладных болтов, агрегат 12 - для уборки бракованных шпал и агрегат 13 - для укладки новых шпал взамен бракованных, агрегат 14 - для установки шпал по эпюре и подрельсовой площадке, агрегат 15 - для раскладки прокладок под подкладки, агрегат 16 - для раскладки подкладок, прокладок под рельсы, агрегат 17 - для раскладки сборок закладных и клеммных болтов, позиция18 предназначена для установки подкладок и сборок закладных болтов, позиция 19 - для установки новых рельсов, позиция 20 - для установки сборок клеммных болтов, агрегат 21 - для завинчивания гаек клеммных болтов, агрегат 22 - для завинчивания гаек, позиция 23 предназначена для уборки готового звена, агрегат 24 предназначен для уборки старогодных скреплений.
Работает линия для ремонта звеньев железнодорожного пути с железобетонными шпалами следующим образом.
На фиг.1 показана промежуточная ситуация во время работы линии. Кранами с одного из сцепов 5 на позицию 6 укладывается старогодное звено. В это время на предыдущей позиции (на ранее уложенном звене) работает агрегат 7 по отвинчиванию гаек клеммных болтов. На позиции 8 освобожденные от гаек клеммные сборки снимаются, а позиция 9 в это время подготовлена для уборки старых рельсов и погрузки их кранами на платформы соответствующего сцепа 5, так как клеммные сборки уже сняты. Далее на шпалах, освобожденных от рельсов, работает передвижной агрегат 10 по отвинчиванию гаек закладных болтов. Закладные болты с помощью передвижного автономного агрегат 11, который был перемещен на эту позицию с помощью возвратно-поворотного устройства 3 с параллельного пути 2, извлекаются из шпал. Затем с помощью передвижного автономного агрегата 12 убираются и штабелируются бракованные шпалы, вместо которых агрегатом 13 укладываются новые шпалы (фиг.2). Учитывая то обстоятельство, что почти все шпалы старогодного звена оказываются сдвинутыми с требуемой в соответствии с эпюрой места или перекошенными относительно оси пути, следующий агрегат 14 выполняет операции по установке всех шпал по оси пути, ориентируя их по подрельсовой площадке, и по эпюре (фиг.4, 5). Затем над уложенными в требуемом порядке шпалами проходят передвижные агрегаты 15, 16, 17, из бункеров которых на шпалы раскладываются прокладки под подкладки, подкладки, прокладки под рельсы, сборки закладных и клеммных болтов. Пополнение бункеров агрегатов 15, 16, 17 подкладками, прокладками, сборками закладных и клеммных болтов производится кранами периодически. На позиции 18 все элементы, кроме сборки клеммных болтов, устанавливаются на место. На позиции 19 новые рельсы кранами укладываются в подкладки шпал и, после установки на позиции 20 сборок клеммных болтов в гнезда подкладок, завинчиваются гайки клеммных болтов агрегатом 21 и гайки закладных болтов агрегатом 22. Готовое звено кранами убирается на позиции 23 (фиг.1) и штабелируется на одном из сцепов 5. По освободившейся от материалов звена территории пути 2 перемещается передвижной автономный агрегат 24, с помощью которого собираются старые элементы скреплений. Таким образом, движение агрегатов технологического оборудования линии осуществляется по замкнутой трассе их перемещения без участия кранов для их перестановки с одного стенда на другой, параллельный ему. Операционное поле работы каждого агрегата и кранов постоянно перемещается по замкнутому контуру. Предложенная схема построения линии значительно сокращает ее длину до размера порядка 160 м, что позволяет разместить ее в крытом цехе. Учитывая, что работа по ремонту пути производится в сравнительно теплое время года, в цехе предоставляется возможность в зимнее время производить сборку новых звеньев, используя только комплекс агрегатов для сборки, что расширяет технологические возможности линии.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2005 |
|
RU2293813C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ РЕМОНТА ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2010 |
|
RU2443825C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ РЕМОНТА ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2010 |
|
RU2441960C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2006 |
|
RU2304191C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ РЕМОНТА ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2001 |
|
RU2210654C2 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2004 |
|
RU2260089C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2008 |
|
RU2377357C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ РЕЛЬСОВЫХ ЗВЕНЬЕВ | 2009 |
|
RU2410484C2 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ СТРЕЛОЧНЫХ ПЕРЕВОДОВ | 2008 |
|
RU2385373C1 |
| СПОСОБ СБОРКИ СТРЕЛОЧНЫХ ПЕРЕВОДОВ | 2009 |
|
RU2424392C1 |
Изобретение относится к области механизации путевого хозяйства железнодорожного транспорта и может быть использовано при сборке, разборке, ремонте (разборке с последующей сборкой из старогодных и новых материалов) звеньев железнодорожного пути на производственных базах путевых машинных станций. Линия для ремонта звеньев железнодорожного пути с железобетонными шпалами содержит параллельные лекальные пути для размещения на них старогодных и готовых звеньев и объемлющие пути для перемещения по ним по замкнутой трассе в технологической последовательности комплексов автономных агрегатов технологического оборудования для разборки и сборки звеньев и агрегата для уборки старогодных скреплений. Дополнительно линия снабжена агрегатом для уборки бракованных шпал, агрегатом для укладки новых шпал взамен бракованных и агрегатом для установки шпал по эпюре и их центровке по подрельсовой площадке. Дополнительно введенные агрегаты размещены между комплексами автономных агрегатов технологического оборудования для разборки и для сборки звеньев. Агрегат для уборки старогодных скреплений размещен за позицией уборки готового звена. Техническим результатом является значительное повышение степени механизации производственных процессов, снижение трудоемкости, достижение высокого качества готовой продукции и улучшение условий труда при соблюдении техники безопасности, что способствует повышению производительности линии. 5 ил.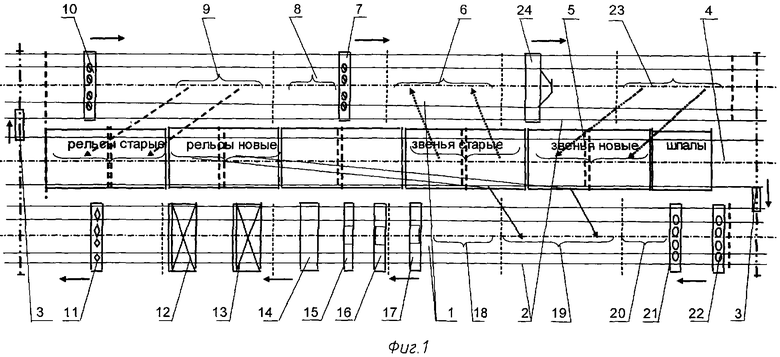
Линия для ремонта звеньев железнодорожного пути с железобетонными шпалами, включающая расположенные в подкрановом пространстве параллельные лекальные пути для размещения на них старогодных и готовых звеньев и объемлющие пути для перемещения по ним по замкнутой трассе в технологической последовательности комплексов автономных агрегатов технологического оборудования для разборки и для сборки звеньев и агрегата для уборки старогодных скреплений, отличающаяся тем, что линия дополнительно снабжена агрегатом для уборки бракованных шпал, агрегатом для укладки новых шпал взамен бракованных и агрегатом для установки шпал по эпюре и их центровке по подрельсовой площадке, при этом дополнительно введенные агрегаты размещены между комплексами автономных агрегатов технологического оборудования для разборки и для сборки звеньев, а агрегат для уборки старогодных скреплений размещен за позицией уборки готового звена.
| ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2005 |
|
RU2293813C1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ СБОРКИ РЕЛЬСОШПАЛЬНЫХ РЕШЕТОК ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2005 |
|
RU2285080C1 |
| ЛОНЧАКОВ Э.Т., ПЕТРОПАВЛОВСКИЙ Б.П | |||
| Путевые машины для звеносборочных и звеноразборочных работ | |||
| - М.: Транспорт, 1984, с.137-140, рис.114 | |||
| ОРЛОВ Ю.А., ЕГИАЗАРЯН А.В | |||
| Производственные базы путевых машинных станций | |||
| Основы проектирования средств механизации | |||
| - М.: Транспорт, 1986, с.38, рис.1.19. | |||

