Предлагаемое изобретение относится к области механизации путевого хозяйства железнодорожного транспорта и может быть использовано для сборки звеньев путевой решетки на производственных базах путевых машинных станций.
Известны поточные линии для сборки, разборки, ремонта звеньев рельсошпальной решетки железнодорожного пути, например, по патентам РФ №2115782, Е01В 29/24; №2116398, Е01В 29/24, №2210654, Е01В 29/24, В65G 25/04, 35/08, содержащие параллельно расположенные прямой и обратный потоки размещаемых на направляющих не связанных между собой тележек-спутников, длина каждой из которых соответствует длине звена, размещенные по концам потоков и замыкающие их между собой передаточные агрегаты, размещенные вдоль потоков механизмы продольного перемещения тележек-спутников, размещенное вдоль потоков технологическое оборудование.
В известных линиях последовательные группы технологических операций на отдельных позициях выполняются одновременно и независимо друг от друга на своей независимо перемещаемой без холостых ходов по замкнутой прямоугольной трассе передвижения тележке-спутнике, что обеспечивает высокопроизводительную, без цикловых потерь работу поточной линии.
В линии по пат. РФ №2116398 тележки-спутники оборудованы стойками с ложементами для опирания на них загружаемого на тележку-спутник звена подошвами своих рельсов. Тележки, оборудованные стойками с ложементами для опирания на них рельсов звена известны также по авт. св. СССР №384956, Е01В 29/02; №442263, Е01В 29/02; №658205, Е01В 29/24; №1449612, Е01В 29/2; из книг Э.Т.Лончаков, Б.П.Петропавловский. Путевые машины для звеносборочных и звеноразборочных работ. - М.: Транспорт, 1984. - С 149-150; Ю.А.Орлов, А.В.Егиазарян. Производственные базы путевых машинных станций. - М.: Транспорт, 1986. - С. 32.
Тележки со стойками используются в линиях по разборке звеньев, как с деревянными, так и с железобетонными шпалами, обеспечивая рациональный технологический процесс по отделению шпал от рельсов. В звеносборочных линиях стойки тележек препятствуют выполнению ряда операций технологического процесса, в частности набору шпал звена и расстановке их по эпюре собираемого звена.
Известна поточная линия для сборки звеньев рельсошпальной решетки железнодорожного пути по авт. св. СССР №1451080, В65G 35/08, Е01В 29/24 (принято за прототип), содержащая параллельно расположенные прямой и обратный потоки размещаемых на направляющих не связанных между собой тележек-спутников, длина каждой из которых соответствует длине собираемого звена, размещенные по концам потоков и замыкающие их между собой передаточные агрегаты, размещенные вдоль потоков механизмы продольного перемещения тележек-спутников, размещенное вдоль потоков технологическое оборудование. Каждая тележка-спутник оснащена параллельными продольными балками для размещения на них шпал собираемого звена.
Последовательные технологические операции, начиная с набора шпал звена, расстановки их по эпюре и кончая окончательной сборкой звена, выполняются одновременно и независимо друг от друга на своей независимо перемещаемой без холостых ходов по замкнутой прямоугольной трассе передвижения тележке-спутнике с обеспечением высокопроизводительной, без цикловых потерь работы поточной линии по сборке звеньев с железобетонными шпалами и содержащими подкладки клеммно-болтового скрепления типа КБ, когда раскладкой на шпалы подкладок подготавливается "постель" для укладки рельсов с последующим размещением прикрепителей рельсов к подкладкам шпал для окончательной сборки звена путем завинчивания гаек закладных для прикрепления подкладок к шпалам и клеммных - для прикрепления рельсов к подкладкам болтов.
При сборке звена с бесподкладочным скреплением типа ЖБР подготовка "постели" для укладки рельсов осуществляется постановкой и закреплением пружинных клемм в монтажное положение. После укладки рельсов пружинные клеммы раскрепляются и устанавливаются в рабочее положение (МПС РФ. Технические указания на сборку, укладку и эксплуатацию пути с бесподкладочным рельсовым скреплением ЖБР-65 на железобетонных шпалах. ЦПТ 82/2. - 2000; Путь и путевое хозяйство. - 2002. - №12. - С.26-27). Таким образом, вначале скрепления устанавливаются в монтажное, а после укладки рельсов в рабочее положение, что увеличивает трудоемкость процесса и, как следствие, увеличивает стоимость сборки звена, уменьшает ее эффективность.
Необходима высокопроизводительная с одновременным и независимым выполнением отдельных групп операций звеносборочного процесса линия для эффективной сборки звена, как со скреплениями типа КБ, так и со скреплениями типа ЖБР.
Для этого в известной поточной линии для сборки звеньев рельсошпальной решетки железнодорожного пути, содержащей параллельно расположенные прямой и обратный потоки размещаемых на направляющих не связанных между собой тележек-спутников, длина каждой из которых соответствует длине собираемого звена, размещенные по концам потоков и замыкающие их между собой передаточные агрегаты, размещенные вдоль потоков механизмы продольного перемещения тележек-спутников, размещенное вдоль потоков технологическое оборудование, каждая тележка-спутник оснащена откидными стойками с ложементами для установки на них рельсов собираемого звена, а технологическое оборудование включает в себя устройство для монтажа промежуточного рельсового скрепления при размещенными над шпалами рельсами.
При этом шарнир крепления стойки отстоит в сторону от оси устанавливаемого на нее рельса, а тележка-спутник оборудована упором для фиксации стойки в вертикальном положении.
В звеносборочной линии с одновременным и независимым выполнением последовательных технологических операций на своей независимо перемещаемой без холостых ходов по замкнутой прямоугольной трассе передвижения тележке-спутнике оснащение каждой из них откидными стойками позволяет при откинутых стойках, т.е. при их не вертикальном положении, без помех набирать на тележке-спутнике комплект шпал с расстановкой их по эпюре собираемого звена, а при вертикальном положении стоек укладывать на их ложементы рельсы в проектном положении собираемого звена с последующим монтажом скреплений типа ЖБР в их рабочем положении соответствующим технологическим оборудованием.
Кроме того, установка шарнира крепления стойки в сторону от оси устанавливаемого рельса и оборудование тележки-спутника упором для фиксации стойки в вертикальном положении позволяет надежно удерживать стойку в вертикальном положении при приложении вертикальной нагрузки от рельса, откидывать ее без нагрузки и устанавливать в вертикальное положение безо всяких дополнительных фиксирующих устройств, что облегчает и упрощает работу по установке стойки в то или иное положение.
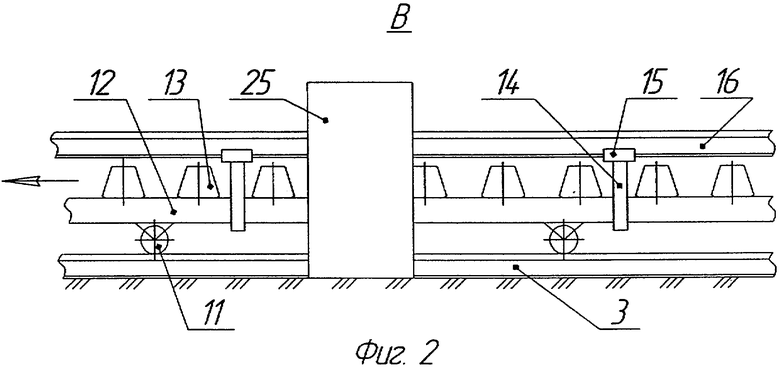
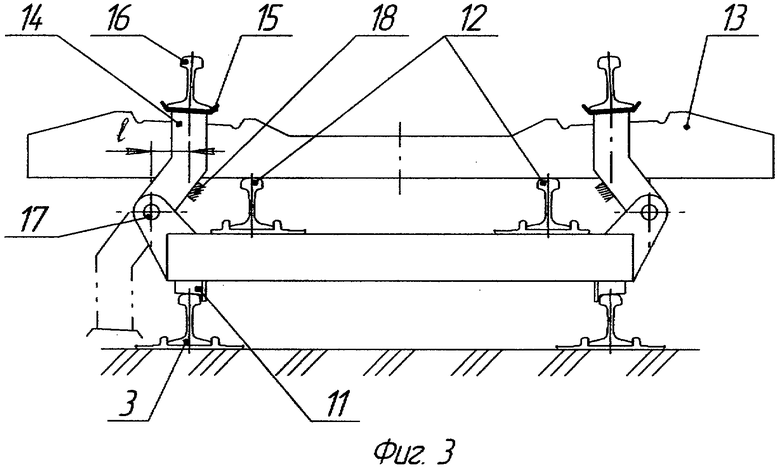
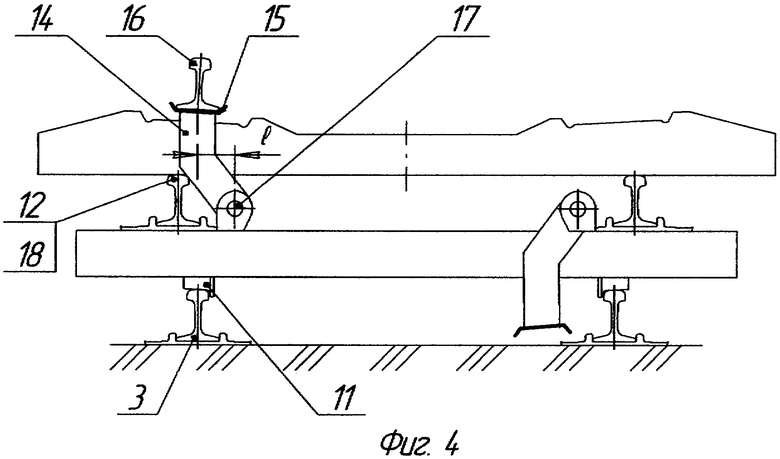
На фиг.1 изображена в плане предлагаемая линия в ситуациях А и Б; на фиг.2 - вид В на фиг.1, вид сбоку тележки-спутника с откидными стойками; на фиг.3, 4 - поперечный разрез тележки-спутника с откидными стойками.
Звеносборочная линия содержит параллельно расположенные прямой 1 и обратный 2 потоки размещаемых на направляющих 3 не связанных между собой тележек-спутников 4, длина каждой из которых соответствует длине собираемого звена пути.
По концам параллельных прямого 1 и обратного 2 потоков размещения тележек-спутников 4 и перпендикулярно им размещены передаточные агрегаты 5 и 6 для замыкания потоков 1 и 2 между собой в прямоугольную замкнутую трассу перемещения тележек-спутников.
Каждый передаточный агрегат 5 и 6 представляет собой перемещаемую по смонтированным перпендикулярно направляющим 3 потоков 1 и 2 направляющим 7 платформу 8 со смонтированными на ней направляющими 9 для наезда и перемещения по ним тележек-спутников.
На каждом передаточном агрегате 5 и 6, а также вдоль прямого 1 и обратного 2 потоков размещены механизмы 10 продольного перемещения тележек-спутников 4, при этом расстояние между смежными механизмами не превышает длины тележки-спутника.
Каждая тележка-спутник 4 включает в себя ходовые по направляющим 3 потоков колеса 11, продольные параллельные балки 12 для размещения на них шпал 13 собираемого звена, откидные стойки 14 с ложементами 15 для размещения в них рельсов 16 собираемого звена. Шарнир 17 крепления откидной стойки 14 на тележке-спутнике отстоит в сторону от оси устанавливаемого на нее рельса 16 на величину  , а тележка-спутник оборудована упором 18 для фиксации стойки в вертикальном положении и, таким образом, вертикальная нагрузка от рельса способствует прижатию стойки к упору, гарантируя устойчивое вертикальное положение стойки без каких-либо дополнительных фиксаторов ее вертикального положения. На фиг.3 шарнир крепления стойки изображен с наружной относительно продольных балок стороны тележки-спутника, а на фиг.4 - с внутренней и с использованием в качестве упора самой продольной балки тележки-спутника, причем с одной стороны симметрии стойка изображена в вертикальном положении, а с другой - в откинутом.
, а тележка-спутник оборудована упором 18 для фиксации стойки в вертикальном положении и, таким образом, вертикальная нагрузка от рельса способствует прижатию стойки к упору, гарантируя устойчивое вертикальное положение стойки без каких-либо дополнительных фиксаторов ее вертикального положения. На фиг.3 шарнир крепления стойки изображен с наружной относительно продольных балок стороны тележки-спутника, а на фиг.4 - с внутренней и с использованием в качестве упора самой продольной балки тележки-спутника, причем с одной стороны симметрии стойка изображена в вертикальном положении, а с другой - в откинутом.
Вдоль потоков размещения тележек-спутников размещено технологическое оборудование, при этом в ситуации А для осуществления звеносборочного процесса со скреплениями типа КБ, а в ситуации Б - со скреплениями типа ЖБР.
На прямом потоке 1 в ситуации А смонтировано устройство 19 раскладки шпал в ряд, устройство 20 установки шпал по эпюре и устройство 21 раскладки подкладок и монтажа в гнезда шпал сборок закладных болтов. В ситуации Б смонтированы только устройства 19 и 20.
На обратном потоке 2 в ситуации А смонтировано устройство 22 для монтажа в гнезда подкладок сборок клеммных болтов, устройство 23 для завинчивания гаек закладных болтов и устройство 24 для завинчивания гаек клеммных болтов. В ситуации Б смонтировано устройство 25 для монтажа промежуточного рельсового скрепления типа ЖБР и устройство 26 для завинчивания гаек закладных болтов скрепления ЖБР, причем для этого может быть использовано с соответствующей переналадкой устройство 23 или 24.
Высота откидных стоек 14 тележки-спутника такова, что укладываемые на их ложементы 15 рельсы возвышаются над шпалами с минимальным зазором, позволяющим производить монтаж скреплений ЖБР в их рабочем положении.
Работает линия следующим образом.
В ситуациях А и Б на передаточном агрегате 5 на прямом потоке 1 тележка-спутник при откинутых стойках загружается пачками шпал звена обслуживающим линию грузоподъемным устройством, преимущественно козловым краном, после чего смонтированным на передаточном агрегате механизмом 10 продольного перемещения тележки-спутника тележка-спутник перемещается в зону работы устройства 19. Освобожденная от тележки-спутника платформа 8 передаточного агрегата 5 перемещается к обратному потоку 2 для приема тележки-спутника с собранным звеном на свои направляющие 9.
Устройством 19 шпалы на тележке-спутнике раскладываются в ряд, и она смонтированным в зоне работы устройства 19 механизмом 10 продольного перемещения перемещается в зону работы устройства 20, где шпалы устанавливаются по оси тележки-спутника и по эпюре собираемого звена.
Затем, в ситуации А, тележка-спутник перемещается в зону работы устройства 21, где на шпалы раскладываются прокладки, подкладки и монтируются сборки закладных болтов, после чего она перемещается на платформу передаточного агрегата 6. На передаточном агрегате 6 на комплект шпал звена, на образованную подкладками "постель" укладываются рельсы собираемого звена обслуживающим линию грузоподъемным средством. В ситуации Б тележка-спутник из зоны работы устройства 20 перемещается на свободную перед передаточным агрегатом 6 зону, где ее откидные стойки устанавливаются в вертикальное положение и после чего она перемещается на передаточный агрегат 6, где уже на ее стойки укладываются рельсы собираемого звена.
Передаточным агрегатом 6 тележка-спутник перемещается к обратному потоку 2 и с его платформы на поток в зону работы устройства 22 в ситуации А или устройства 25 в ситуации Б.
В ситуации А устройством 22 осуществляется монтаж сборок клеммных болтов в гнезда подкладок, и при последовательной передаче тележки-спутника по потоку осуществляется завинчивание гаек закладных болтов устройством 23 и завинчивание гаек клеммных болтов устройством 24.
В ситуации Б устройством 25 осуществляется монтаж в рабочее положение скреплений типа ЖБР и при передаче тележки-спутника в зону работы устройства 26 - завинчивание гаек закладных болтов скрепления типа ЖБР.
Тележка-спутник с собранным звеном в ситуациях А и Б с обратного потока 2 перемещается на передаточный агрегат 5, где с нее готовое звено снимается, а она перемещается к прямому потоку 1. В ситуации Б стойки тележки-спутника откидываются из вертикального положения.
Таким образом осуществляется сборка звеньев рельсошпальной решетки железнодорожного пути при передвижении без холостых ходов каждой тележки-спутника от загрузки ее пачками шпал звена до снятия с нее готового звена по замкнутой прямоугольной трассе перемещения тележек-спутников с одновременной и независимой работой технологического оборудования по осуществлению сборочных операций на своих технологических позициях.
Устройства 19-26 технологического оборудования могут работать в стационарном режиме при перемещении тележки-спутника или при их перемещении вдоль покоящейся тележки-спутника. Устройства 22-26, кроме того, могут работать, перемещаясь по рельсам собираемого звена.
В ситуации Б, при сборке звеньев только со скреплениями типа ЖБР длина линии может быть сокращена на длину собираемого звена, длину тележки-спутника с соответствующим сокращением их количества.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ ПУТЕВОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2010 |
|
RU2436886C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ РЕМОНТА ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2010 |
|
RU2443825C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ РЕМОНТА ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2010 |
|
RU2441960C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2005 |
|
RU2304190C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2008 |
|
RU2373320C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ РЕМОНТА ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2001 |
|
RU2210654C2 |
| ПОДВИЖНЫЙ СКЛАД РЕЛЬСОВ ЗВЕНОСБОРОЧНОЙ ЛИНИИ | 2011 |
|
RU2497999C2 |
| УСТРОЙСТВО ДЛЯ УКЛАДКИ РЕЛЬСОВ НА ПОДКЛАДКИ ШПАЛ ПРЕИМУЩЕСТВЕННО ДЛЯ ЗВЕНОСБОРОЧНЫХ ЛИНИЙ | 2006 |
|
RU2307886C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2004 |
|
RU2260089C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2008 |
|
RU2377357C1 |
Изобретение относится к области механизации путевого хозяйства железнодорожного транспорта и может быть использовано для сборки звеньев путевой решетки на производственных базах путевых машинных станций. Поточная линия для сборки звеньев рельсошпальной решетки железнодорожного пути содержит параллельно расположенные прямой и обратный потоки размещаемых на направляющих не связанных между собой тележек-спутников, длина каждой из которых соответствует длине собираемого звена. Передаточные агрегаты размещены по концам потоков и замыкают их между собой. Вдоль потоков размещены механизмы продольного перемещения тележек-спутников, а также технологическое оборудование. Каждая тележка-спутник оснащена откидными стойками с ложементами для установки на них рельсов собираемого звена. Технологическое оборудование включает в себя устройство для монтажа промежуточного рельсового скрепления при размещенных над шпалами рельсами. Технический результат - обеспечение эффективной сборки звена как со скреплениями типа КБ, так и со скреплениями типа ЖБР. 1 з.п. ф-лы, 4 ил.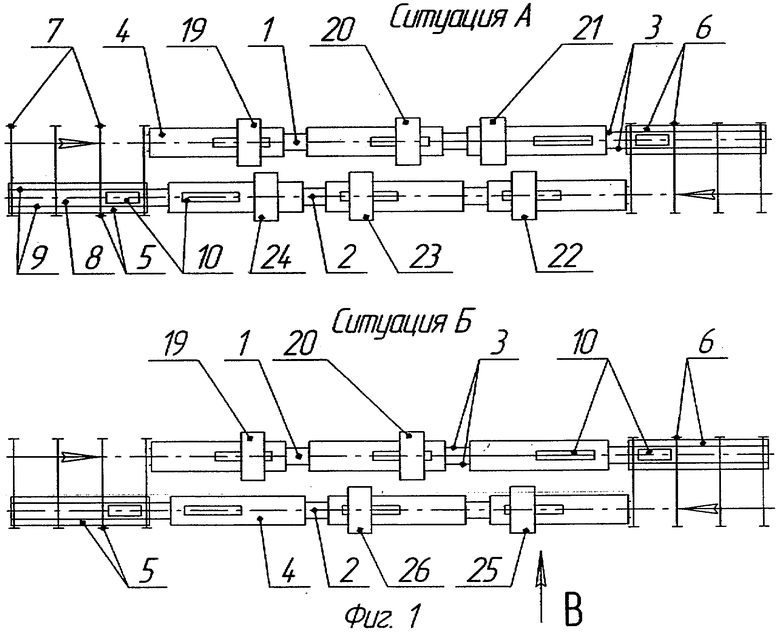
| Поточная линия для сборки звеньев железнодорожного пути | 1984 |
|
SU1451080A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ РАЗБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 1997 |
|
RU2116398C1 |
| ЛОНЧАКОВ Э.Т., ПЕТРОПАВЛОВСКИЙ Б.П | |||
| Путевые машины для звеносборочных и звеноразборочных работ | |||
| - М.: Транспорт, 1984, с.132-137, рис.109 | |||
| ОРЛОВ Ю.А., ЕГИАЗАРЯН А.В | |||
| Производственные базы путевых машин и станций | |||
| Основы проектирования средств механизации | |||
| - М.: Транспорт, 1986, с.38, рис.1.19. | |||

