Предлагаемое изобретение относится к области механизации путевого хозяйства и может быть использовано при сборке, разборке, ремонте звеньев рельсошпальной решетки на производственных базах путевых машинных станций.
Известны поточные линии для сборки, разборки, ремонта звеньев рельсошпальной решетки железнодорожного пути, например, по авт. св. СССР №1451080, В65G 35/08, E01В 29/24; пат. РФ №2116398, E01В 29/24; пат. РФ №2210654, E01В 29/24, В65G 25/04, 35/08, содержащие параллельно расположенные прямой и обратный потоки размещаемых на направляющих не связанных между собой тележек-спутников, длина каждой из которых соответствует длине звена, размещенные по концам потоков и замыкающие их между собой передаточные агрегаты, размещенные вдоль потоков механизмы продольного перемещения тележек-спутников, размещенное вдоль потоков технологическое оборудование. Механизмы продольного перемещения тележек-спутников предназначены для их непрерывного с позиции на позицию и шагового на позиции перемещения. На линии по пат. РФ №2210654 предусмотрен механизм также для непрерывного с небольшой скоростью перемещения тележки-спутника на позиции.
В известных линиях последовательные группы технологических операций на отдельных позициях выполняются одновременно и независимо друг от друга со стационарно смонтированным технологическим оборудованием при шаговом перемещении или остановленной на позиции тележке-спутнике. На линии по пат. РФ №2210654 часть технологического оборудования на позиции размещена при его шаговом перемещении по рельсам собираемого звена на непрерывно с небольшой скоростью перемещающейся тележке-спутнике.
Одновременное и независимое выполнение последовательных групп технологических операций на своей независимо перемещаемой без холостых ходов по замкнутой прямоугольной трассе передвижения тележке-спутнике обеспечивает высокопроизводительную, ритмичную без цикловых потерь работу поточной линии. Однако обеспечивающее это значительное количество разнообразных механизмов продольного перемещения тележек-спутников снижает эффективность поточной линии.
Известна поточная линия для сборки звеньев рельсошпальной решетки железнодорожного пути по пат. РФ №2115782, Е01В 29/24 (принято за прототип), содержащая параллельно расположенные прямой и обратный потоки размещаемых на направляющих не связанных между собой тележек-спутников, длина каждой из которых соответствует длине собираемого звена, и перемещаемых на каждом потоке в виде сплоток тележек-спутников, размещенные по концам потоков и замыкающие их между собой передаточные агрегаты с механизмами продольного перемещения тележек-спутников, размещенное вдоль потоков технологическое оборудование. Механизм продольного перемещения каждого передаточного агрегата предназначен для перемещения сплотки тележек-спутников соответствующего потока. Технологическое оборудование смонтировано на направляющих для его перемещения вдоль позиции, длина которой соответствует длине тележки-спутника. Часть направляющих для перемещения по ним технологического оборудования объемлет направляющие для перемещения тележек-спутников, для части же технологического оборудования в качестве направляющих используются рельсы собираемого звена. Перемещение тележек-спутников их сплотками позволило сократить длину звеносборочной линии.
Последовательные группы технологических операций на отдельных позициях выполняются одновременно и независимо друг от друга на покоящихся на позициях тележках-спутниках при их перемещении без холостых ходов по замкнутой прямоугольной трассе, осуществляемом всего двумя смонтированными на передаточных агрегатах механизмами продольного перемещения тележек-спутников, в чем усматривается простота конструктивного устройства линии. Работа на каждой технологической позиции осуществляется при последовательном передвижении вдоль нее своего технологического оборудования с холостым возвратом его в начало позиции. Такая работа технологического оборудования предопределяет разброс материалов звена по всей длине позиции, что снижает эффективность работы линии. Кроме того, часть работ на линии, в том числе и установку рельсов на комплект шпал звена, предусмотрено производить с помощью обслуживающего линию кранового оборудования.
Необходима по возможности короткая звеносборочная линия с минимальным количеством механизмов продольного перемещения тележек-спутников с возможностью установки на ней стационарно смонтированного, с шагово перемещаемого, но остающегося на стационарном месте, перемещаемого вдоль технологической позиции технологического оборудования.
Для этого в известной поточной линии для сборки звеньев рельсошпальной решетки железнодорожного пути, содержащей параллельно расположенные прямой и обратный потоки размещаемых на направляющих не связанных между собой тележек-спутников, длина каждой из которых соответствует длине собираемого звена, и перемещаемых на каждом потоке в виде сплотки тележек-спутников, размещенные по концам потоков и замыкающие их между собой передаточные агрегаты с механизмами продольного перемещения тележек-спутников, размещенное вдоль потоков технологическое оборудование, на каждом потоке смонтирован механизм непрерывного с небольшой скоростью перемещения сплотки тележек-спутников, а над передаточным агрегатом, замыкающим конец прямого потока с началом обратного, смонтировано устройство для укладки рельсов на комплект шпал собираемого звена.
Перемещение тележек-спутников на каждом потоке в виде сплотки тележек-спутников позволяет разместить технологические позиции производства сборочных операций впритык друг к другу, что позволяет до минимума сократить длину звеносборочной линии.
Установка механизмов продольного перемещения тележек-спутников на передаточных агрегатах и механизмов непрерывного с небольшой скоростью перемещения сплотки тележек-спутников на каждом потоке позволяет переместить тележку-спутник с передающего агрегата к перемещаемой сплотке тележек-спутников, принять тележку-спутник на агрегат, оторвав ее от перемещаемой сплотки тележек-спутников, осуществляя таким образом перемещение каждой тележки-спутника по замкнутому контуру через все технологические позиции звеносборочного процесса, используя всего четыре механизма продольного перемещения тележки-спутника, причем для осуществления непрерывного с небольшой скоростью перемещения сплотки тележек-спутников требуется незначительная затрата на это мощности приводного механизма.
Непрерывное с небольшой скоростью перемещение сплотки тележек-спутников на каждом потоке позволяет на соответствующей технологической позиции устанавливать технологическое оборудование стационарно, шагово перемещаемое по перемещаемой тележке-спутнике, перемещаемое вдоль перемещаемой тележки-спутника.
Установка устройства для укладки рельсов на комплект шпал собираемого звена над передаточным агрегатом, замыкающим конец прямого потока с началом обратного, позволяет в технологической последовательности звеносборочного процесса осуществлять операции по укладке рельсов на комплект шпал собираемого звена специализированным агрегатом, что всегда эффективнее выполнения их универсальным средством, допустим краном, который в этом случае освобождается для более эффективного выполнения других операций звеносборочного процесса при обслуживании линии.
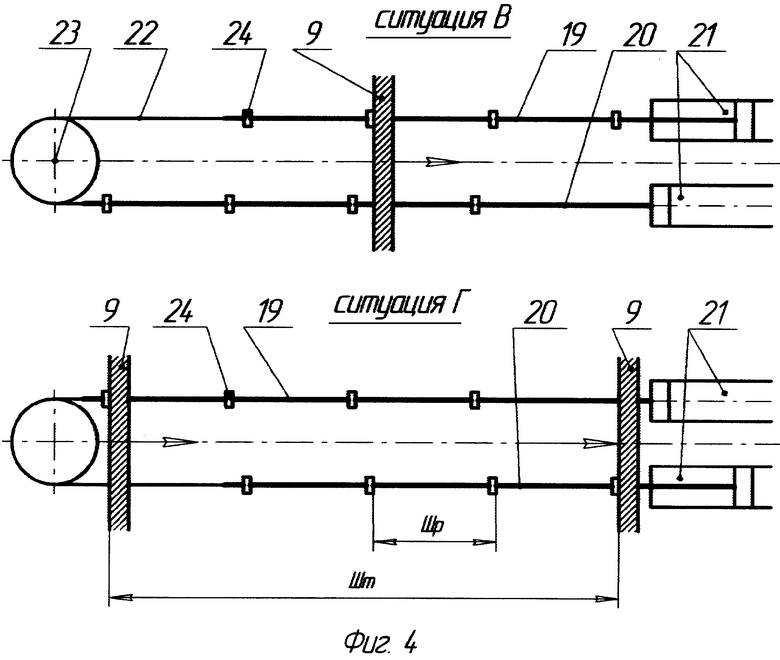
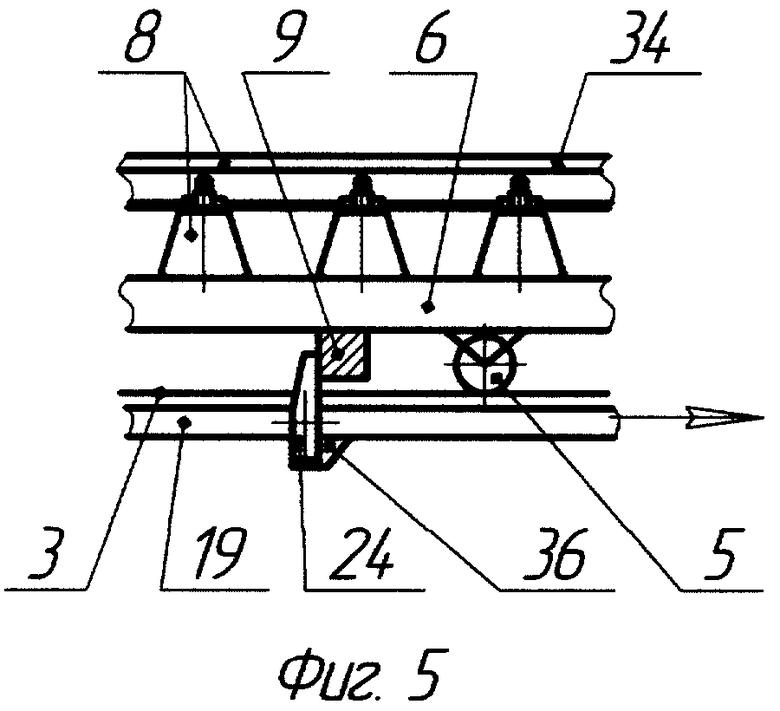
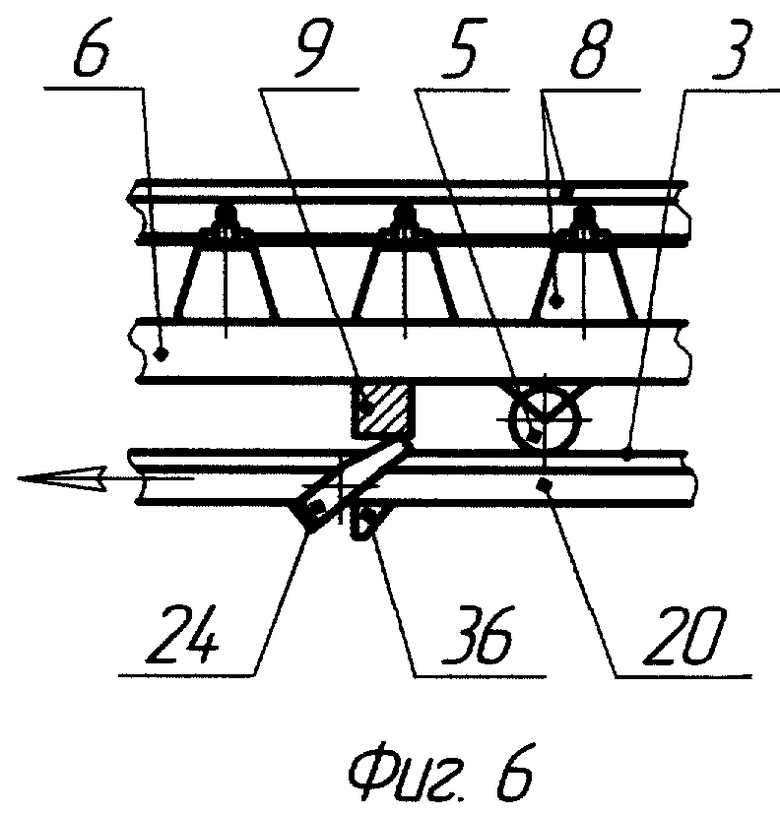
На фиг.1 изображена схема линии в ситуациях А и Б; на фиг.2 - разрез А-А на фиг.1, передаточный агрегат с устройством для укладки рельсов; на фиг.3 - схема механизма продольного перемещения тележки-спутника; на фиг.4 - схема механизма непрерывного перемещения сплотки тележек-спутников в ситуациях В и Г; на фиг.5 - толкатель механизма непрерывного перемещения во взаимодействии с поперечной балкой тележки-спутника при движении рейки механизма вперед; на фиг.6 - то же, при движении рейки назад.
Звеносборочная линия содержит параллельно расположенные прямой 1 и обратный 2 потоки размещаемых на направляющих 3 не связанных между собой тележек-спутников 4, длина каждой из которых соответствует длине собираемого звена пути.
Каждая тележка-спутник 4 включает в себя ходовые по направляющим 3 колеса 5, продольные параллельные балки 6 для размещения на них шпал 7 собираемого звена 8, поперечные балки 9, размещенные вдоль продольных балок тележки с равным шагом Шт.
По концам параллельных прямого 1 и обратного 2 потоков размещения тележек-спутников 4 и перпендикулярно им размещены передаточные агрегаты 10 и 11 для замыкания потоков 1 и 2 между собой в прямоугольную замкнутую трассу перемещения тележек-спутников.
Каждый передаточный агрегат представляет собой перемещаемую по смонтированным перпендикулярно направляющим 3 потоков 1 и 2 направляющим 12 платформу 13 со смонтированными на ней направляющими 14 для наезда и перемещения по ним тележек-спутников.
На каждом передающем агрегате смонтирован механизм 15 продольного перемещения тележки-спутника, представляющий собой приводную бесконечную цепную передачу 16, оснащенную двумя противоположно размещенными толкателями 17 для взаимодействия с поперечными балками 9 тележек-спутников (фиг.3).
На каждом параллельном прямом 1 и обратном 2 потоке размещения тележек-спутников 4 смонтирован механизм 18 непрерывного с небольшой скоростью перемещения сплотки тележек-спутников.
Каждый механизм 18 (фиг.4) непрерывного перемещения сплотки тележек-спутников представляет собой две параллельные рейки 19 и 20, перемещаемые возвратно-поступательно во взаимно противоположных направлениях каждая своим плунжерным гидроцилиндром 21, для чего противоположные концы реек соединены между собой гибкой тягой 22 через отклоняющее устройство 23. Рейки снабжены шарнирно смонтированными на них толкателями 24 для взаимодействия с поперечными балками 9 тележек-спутников. Толкатели 24 на каждой рейке расставлены с шагом Шр, соответствующим ходу плунжерного гидроцилиндра 21. Сумма шагов Шр толкателя рейки соответствует шагу размещения поперечных балок Шт тележки-спутника. Каждый толкатель 24 выполнен с возможностью его отклонения при взаимодействии его тыльной стороны (фиг.6) с поперечной балкой 9 тележки-спутника. В исходное положение, положение при котором толкатель взаимодействует с поперечной балкой 9 тележки-спутника при ее перемещении (фиг.5), толкатель возвращается под действием силы тяжести снабженного противовесом противоположного своего плеча, в котором он фиксируется упором 25.
Вдоль потоков размещения тележек-спутников размещено технологическое оборудование для осуществления звеносборочного процесса. На прямом потоке 1 смонтирован перемещаемый вдоль технологической позиции по объемлющим направляющие 3 перемещения тележек-спутников направляющим 26 агрегат 27 раскладки шпал в ряд, стационарно установленные агрегат 28 для установки эпюры шпал и агрегат 29 для раскладки подкладок на шпалы и монтажа в гнезда шпал сборок закладных болтов. На обратном потоке 2 стационарно смонтирован агрегат 30 для монтажа в гнезда подкладок сборок клеммных болтов и шагово перемещаемые по рельсам собираемого звена агрегат 31 для завинчивания гаек закладных болтов и агрегат 32 для завинчивания гаек клеммных болтов. Над передаточным агрегатом 11 стационарно смонтировано устройство 33 для укладки рельсов 34 на комплект шпал 7 собираемого звена 8, выполненное в виде объемлющих передаточный агрегат порталов 35 с перемещаемыми вдоль них механизмами 36 для захвата укладываемых на комплект шпал звена рельсов 34 с перемещенного по пути 37 подвижного склада 38 рельсов.
Работает линия следующим образом.
Тележка-спутник на передаточном агрегате 10 на прямом потоке 1 размещения тележек-спутников загружается пачками шпал звена обслуживающим линию грузоподъемным средством, преимущественно козловым краном (ситуация А), после чего своим механизмом 15 продольного перемещения тележки-спутника перемещается по потоку вслед непрерывно перемещаемой на потоке сплотке тележек-спутников. Освобожденный от тележки-спутника передаточный агрегат 10 перемещается к обратному потоку 2 размещения тележек-спутников для приема тележки-спутника с собранным звеном (ситуация Б).
Механизм 15 продольного перемещения тележки-спутника перемещает тележку-спутник при взаимодействии одного из своих толкателей 17 (фиг.3) с одной из поперечных балок 9 тележки-спутника, при этом второй толкатель 17 механизма начинает взаимодействие с очередной поперечной балкой 9 тележки-спутника сразу после потери контакта первого толкателя с предыдущей поперечной балкой.
На прямом потоке 1 на непрерывно с небольшой скоростью перемещаемой механизмом 18 потока сплотке тележек-спутников агрегатом 27 шпалы раскладываются в ряд, агрегатом 28 шпалы устанавливаются по оси тележки-спутника и по эпюре собираемого звена, на них раскладываются нашпальные прокладки, агрегатом 29 на шпалы раскладываются подкладки, монтируются сборки закладных болтов и на подкладки раскладываются подрельсовые прокладки.
Механизм 18 непрерывного перемещения сплотки тележек-спутников перемещает сплотку тележек-спутников, приводя в движение одну контактирующую с ним тележку спутник и ею толкая остальные. Перемещение контактирующей с механизмом тележки-спутника осуществляется следующим образом.
На фиг.4 в ситуации В изображено положение, при котором рейка 19, приводимая своим плунжерным гидроцилиндром 21, закончила движение вперед (по стрелке), ведя вперед одним из своих толкателей 24 тележку-спутник за ее поперечную балку 9 (фиг.5), и одновременно привела в исходное положение рейку 20, двигая ее посредством гибкой тяги назад, один из толкателей 24 которой при встрече с поперечной балкой 9 отклонился (фиг.6) и занял исходное положение (фиг.5) для перемещения тележки-спутника за эту же ее поперечную балку при ходе вперед уже рейки 20. Таким образом производится перемещение тележки-спутника вперед за ее поперечную балку при чередовании толкателей реек 19 и 20, совершающих возвратно-поступательные перемещения во взаимно противоположных направлениях.
На фиг.4 в ситуации Г изображено положение, при котором рейка 20, ведомая своим плунжерным гидроцилиндром, закончила движение вперед, ведя своим первым по ходу перемещения толкателем поперечную балку тележки-спутника, и привела в исходное положение рейку 19, последний по ходу перемещения толкатель которой приведен в исходное положение для контакта с очередной поперечной балкой тележки-спутника. Таким образом производится перемещение тележки-спутника за ее поперечные балки при последовательном их перехвате толкателями параллельных реек 19 и 20.
При наезде тележки-спутника на механизм 18 непрерывного перемещения сплотки тележек-спутников, перемещаемой механизмом 15 ее продольного перемещения, толкатели механизма 18 непрерывного перемещения сплотки тележек-спутников отклоняются по ходу перемещения тележки-спутника, не препятствуя ее перемещению.
Приблизившаяся тележка-спутник сплотки тележек-спутников потока 1 к передаточному агрегату 11 своим механизмом 15 продольного перемещения тележки-спутника перемещается на платформу передаточного агрегата (ситуация Б), где на ее комплект шпал звена устройством 33 укладываются рельсы и она передаточным агрегатом перемещается к обратному потоку 2 размещения тележек-спутников (ситуация А). Своим механизмом 15 продольного перемещения тележки-спутника тележка-спутник с передаточного агрегата 11 перемещается по потоку 2 вслед непрерывно перемещаемой на потоке сплотке тележек-спутников.
На обратном потоке 2 на непрерывно с небольшой скоростью перемещаемой механизмом 18 потока сплотке тележек-спутников агрегатом 30 осуществляется монтаж сборок клеммных болтов в гнезда подкладок, агрегатом 31 производится завинчивание гаек закладных болтов, а агрегатом 32 - завинчивание гаек клеммных болтов, чем заканчивается сборка звена.
Агрегаты 31 и 32 шагово перемещаются по рельсам собираемого звена навстречу непрерывно с небольшой скоростью перемещающемуся на тележке-спутнике собираемому звену, вследствие чего практически остаются на стационарных в линии местах.
Приблизившаяся с собранным звеном тележка-спутник сплотки тележек-спутников потока 2 к передаточному агрегату 10 своим механизмом 15 продольного перемещения тележки-спутника перемещается на платформу передаточного агрегата (ситуация Б), где с нее козловыми кранами снимается собранное звено, а она перемещается к потоку 1 для погрузки на нее пачек шпал очередного звена.
Таким образом осуществляется сборка звеньев рельсошпальной решетки железнодорожного пути при передвижении без холостых ходов каждой тележки-спутника от загрузки ее пачками шпал звена до снятия с нее готового звена по замкнутой прямоугольной трассе перемещения тележек-спутников с одновременной и независимой работой технологического оборудования по осуществлению сборочных операций на своих технологических позициях.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ РЕМОНТА ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2001 |
|
RU2210654C2 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ ПУТЕВОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2010 |
|
RU2436886C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ РЕМОНТА ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2010 |
|
RU2443825C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ РЕМОНТА ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2010 |
|
RU2441960C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2008 |
|
RU2373320C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2004 |
|
RU2260089C1 |
| ПОДВИЖНЫЙ СКЛАД РЕЛЬСОВ ЗВЕНОСБОРОЧНОЙ ЛИНИИ | 2011 |
|
RU2497999C2 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2005 |
|
RU2298608C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 1997 |
|
RU2115782C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2008 |
|
RU2377357C1 |


Изобретение относится к области механизации путевого хозяйства и может быть использовано при сборке, разборке, ремонте звеньев рельсошпальной решетки на производственных базах путевых машинных станций. Поточная линия для сборки рельсошпальной решетки железнодорожного пути содержит параллельно расположенные прямой и обратный потоки размещаемых на направляющих не связанных между собой тележек-спутников, перемещаемых на каждом потоке в виде сплотки тележек-спутников. Длина каждой тележки-спутника соответствует длине собираемого звена. Передаточные агрегаты с механизмами продольного перемещения тележек-спутников размещены по концам потоков и замыкают их между собой. Технологическое оборудование для производства звеносборочных работ размещено вдоль потоков. На каждом потоке смонтирован механизм непрерывного с небольшой скоростью перемещения сплотки тележек-спутников. Над передаточным агрегатом, замыкающим конец прямого потока с началом обратного, смонтировано устройство для укладки рельсов на комплект шпал собираемого звена. Технический результат - повышение эффективности работы поточной линии для сборки рельсошпальной решетки, а также сокращение ее длины до минимума. 6 ил.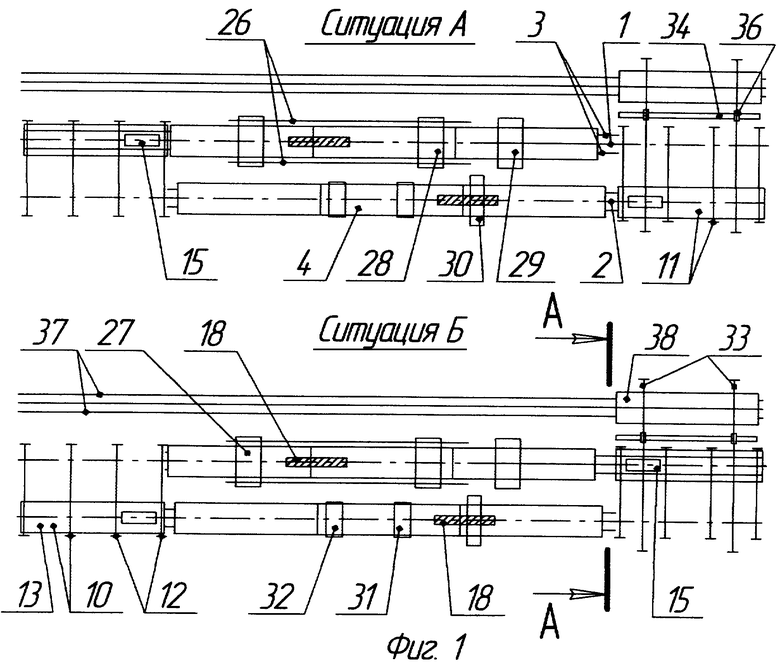
Поточная линия для сборки рельсошпальной решетки железнодорожного пути, содержащая параллельно расположенные прямой и обратный потоки размещаемых на направляющих не связанных между собой тележек-спутников, длина каждой из которых соответствует длине собираемого звена и перемещаемых на каждом потоке в виде сплотки тележек-спутников, размещенные по концам потоков и замыкающие их между собой передаточные агрегаты с механизмами продольного перемещения тележек-спутников, размещенное вдоль потоков технологическое оборудование для производства звеносборочных работ, отличающаяся тем, что на каждом потоке смонтирован механизм непрерывного с небольшой скоростью перемещения сплотки тележек-спутников, а над передаточным агрегатом, замыкающим конец прямого потока с началом обратного, смонтировано устройство для укладки рельсов на комплект шпал собираемого звена.
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 1997 |
|
RU2115782C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ РЕМОНТА ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2001 |
|
RU2210654C2 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ РАЗБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 1997 |
|
RU2116398C1 |
| ЛОНЧАКОВ Э.Т., ПЕТРОПАВЛОВСКИЙ Б.П | |||
| Путевые машины для звеносборочных и звеноразборочных работ | |||
| - М., Транспорт, 1984, с.132-137, рис.109 | |||
| ОРЛОВ Ю.А., ЕГИАЗАРЯН А.В | |||
| Производственные базы путевых машинных станций | |||
| Основы проектирования средств механизации | |||
| - М.: Транспорт, 1986, с.38, рис.1.19. | |||

