Настоящее изобретение относится к ротору турбины, а также к способу и приспособлению для изготовления такого ротора, характеризующимся признаками ограничительной части пунктов 1, 10 и 11 формулы изобретения.
Колебания лопаток паровых или газовых турбин приводят к образованию трещин в лопатках и их разрушению, происходящему по истечении относительно непродолжительного периода эксплуатации и приводящему к значительным повреждениям турбины. Безотказную работу турбины можно гарантировать, если в значительной мере погасить колебания лопаток путем реализации соответствующих конструктивных мероприятий. Для гашения колебаний рабочих лопаток применительно к секциям низкого и среднего давления паровых турбин применяются, в числе прочих, указанные ниже решения.
При использовании увеличенных рабочих лопаток в последней ступени турбины для гашения колебаний используют проволочную связь, проходящую по окружности через отверстия в зоне пера лопаток. Подобное решение проблемы гашения колебаний реализуется в отношении лопаток, не имеющих бандажных полок.
При использовании рабочих лопаток, развивающих в процессе эксплуатации лишь небольшую окружную скорость, к концам перьев встроенных в ротор лопаток посегментно расклепываемыми концами заклепок приклепывают бандажный пояс. Это решение часто использовалось применительно к ранее выпускавшимся турбинам. Для турбин, развивающих в процессе эксплуатации значительные окружные скорости, прочность заклепочного соединения оказывается недостаточной. В этом случае недопустимо использовать заклепочные соединения.
В настоящее время в секции среднего, а также в возрастающей степени в секции низкого давления турбин почти повсеместно используют рабочие лопатки с бандажными полками, отличающиеся высокими прочностными свойствами и величинами значениями коэффициента полезного действия. Согласно этому решению лопатка и часть относящегося к ней бандажного пояса (бандажная полка) образуют единое целое. Единое целое, в которое объединены лопатка и бандажная полка, не имеет недостатка, присущего заклепочным соединениям и заключающегося в их низкой прочности. Бандажные полки отдельных рабочих лопаток образуют кольцо после их установки в ротор турбины. При наличии кольца гашение колебаний имеет место в зоне делительных плоскостей бандажных полок между отдельными лопатками.
Однако это известное решение имеет следующие недостатки. На практике вследствие наличия разброса размеров каждой лопатки в пределах заданных допусков не представляется возможным установить без зазора друг относительно друга, например, 70 рабочих лопаток на одной степени. Еще одна причина недостатков заключается в центробежных силах и в тепловом расширении, которые в рабочем состоянии турбины воздействуют на каждый отдельный участок рабочих лопаток. Воздействие центробежных сил и тепловое расширение приводят к тому, что ножки лопаток в роторе немного смещаются в направлении от центра. Бандажные полки лопаток дополнительно перемещаются вследствие расширения или удлинения пера лопаток также в продольном направлении от центра. Поскольку поверхности ножки и бандажной полки каждой лопатки образуют клин, вследствие описанных выше движений растяжения лопаток в радиальном направлении от центра происходит образование зазоров в зоне поверхностей бандажных полок между отдельными лопатками. Вследствие образования зазоров уже не обеспечивается требуемое гашение колебаний. С целью исключить проявление недостатков, обусловленных образованием зазоров, в указанных ниже публикациях предложены известные из них следующие описанные ниже решения.
Из ЕР 1512838 А2 известен ротор турбины, на котором в зоне делительных плоскостей между бандажными полками встроен демпфер колебаний. В рабочем состоянии демпфер колебаний отжимается центробежной силой в радиальном направлении от центра и вследствие этого создает соединение между бандажными полками. Имеющийся зазор перекрывается демпфером колебаний, благодаря чему колебания гасятся.
Из JP 2003097216 А1 известно решение, которое учитывает незначительный изгиб в продольном направлении пера лопатки под воздействием центробежной силы. Вследствие изгиба в зоне бандажной полки имеет место перемещение в противоположном направлении, компенсирующее или закрывающее имеющийся зазор, и тем самым обеспечивается гашение колебаний.
Согласно патенту US 4840539 В2 бандажные полки лопаток турбины выполнены V-образными. Во встроенном в ротор положении бандажные полки соприкасаются друг с другом только с одной стороны в радиальном направлении. Для гашения колебаний в результате закручивания пера лопатки в нем создается напряжение кручения. На свободной стороне бандажной полки находится дополнительная осевая контактная поверхность для гашения колебаний.
В патенте US 6568908 В2 описано решение, согласно которому центробежная сила вызывает вращательное движение в противоположном направлении на контактной поверхности бандажной полки вследствие растяжения пера лопатки, используемое для гашения колебаний. Контактные поверхности бандажных полок спрофилированы по соответствующим радиусам. Аналогичное решение используется на практике также некоторыми изготовителями турбин. В данном случае закручивание пера лопатки, обусловленное воздействием центробежной силы, точно также используется для гашения колебаний. При этом бандажные полки выполнены Z-образными и соприкасаются в рабочем состоянии турбины только на среднем участке. Оба решения могут реализовываться применительно только к лопаткам с сужающимся и одновременно закрученным пером, поскольку только в этом случае бандажные полки закручиваются центробежной силой требуемым образом.
Настоящее изобретение основывается на известном решении, которое длительное время используется некоторыми изготовителями турбин применительно к ромбоидным рабочим лопаткам с бандажной полкой и которое описано также в JP 5098906 А1. При этом наружные поверхности ножки (хвостовика или замковой части) лопатки и бандажной полки располагаются после изготовления лопатки под одними и теми же углами к средней оси ротора. Одна делительная плоскость на бандажной полке выполнена с параллельным припуском к теоретически правильному делительному шагу. При установке лопаток в ротор ввиду наличия этого припуска к делительному шагу бандажные полки должны закручиваться относительно ножки лопатки настолько, чтобы вновь прийти к теоретически правильному делительному шагу. Закручивание бандажных полок происходит при их установке в ротор в результате введения лопаток в радиальном направлении. Ножки лопаток должны устанавливаться без зазоров друг относительно друга. За счет трения между делительными плоскостями ножки и ротора лопатки должны занимать предусмотренное для них радиальное положение и одновременно воспринимать усилия, противодействующие закручиванию бандажных полок. Кроме того, для разжатия последнего гнезда под ножку лопатки радиальным усилием для установки в это гнездо замковой лопатки используют специальное приспособление. Закручивание бандажной полки создает в пере (профильной или рабочей части) лопатки напряжение кручения, которое пружинящим действием предотвращает образование зазоров между бандажными полками в рабочем состоянии турбины и тем самым выполняет поставленную задачу гашения колебаний.
Известный из JP 5098906 А1 способ имеет следующие недостатки. Вследствие трения между ножкой лопатки и ротором надежное создание и поддержание радиального усилия, требуемого для закручивания бандажных полок при установке лопаток, может оказаться, в зависимости от отношения ширины профиля к длине профиля или толщине профиля, невозможным. Поскольку бандажные полки всех установленных лопаток должны закручиваться в одном и том же направлении, усилия, необходимые для закручивания, суммируются. Первая установленная лопатка располагается в роторе в радиальном направлении, как и требуется. Однако последующие лопатки все более отклоняются от требуемого радиального направления вследствие наличия у бандажных полок припуска к делительному шагу и недостаточного закручивания. Вследствие этого отклонения от радиального положения упорные заплечики лопаток прилегают к поверхности паза в роторе только с одной стороны, и образуется все увеличивающийся клиновидный зазор между ножками лопаток.
Приложенные усилия для закручивания бандажных полок передаются от ножки лопатки через ее перо на бандажную полку. Вследствие наличия значительной длины передачи усилия и неопределенной величины фактического трения известный способ оказывается ненадежным в осуществлении. Кроме того, при передаче усилия от ножки к бандажной полке происходит деформация перьев лопатки в продольном направлении. Делительные плоскости у ножки лопатки и у бандажной полки должны оставаться свободными для установки последующей лопатки. На этих поверхностях нельзя применять приспособление для крепления и восприятия созданных в результате закручивания противодействующих сил.
В соответствии с этим приспособление для создания требуемого проема под бандажную полку над замковым гнездом для устанавливаемой последней лопатки должно соответствовать указанным далее требованиям. Последняя установленная лопатка должна устанавливаться по бандажной полке в требуемое радиальное положение, не изменяя положения первой лопатки. Создаваемое известным приспособлением усилие должно, уменьшаясь от последней лопатки вплоть до второй установленной лопатки, плавно передаваться в радиальном направлении через всю степень и при этом закручивать все бандажные полки для создания напряжения кручения. Имеющиеся зазоры между ножками лопаток должны выбираться. Лопатки не должны повреждаться неконтролируемым силовым воздействием. Используемое приспособление не должно создавать препятствие в пространстве при установке замковой лопатки. Эти перечисленные выше требования, предъявляемые к известному приспособлению, практически невыполнимы, либо требуют значительных затрат труда и времени, а также сопряжены с исключительно высокими расходами. Помимо этого следует учитывать тот факт, что вследствие наличия у бандажной полки угла наклона ромбоида прикладываемые радиально усилия вновь оказываются не скомпенсированными в ступени через несколько лопаток.
В основу настоящего изобретения была положена задача усовершенствования ротора указанного в начале описания типа соответствующим образом, а также разработки способа и приспособления, которые при их использовании позволяли бы создавать напряжения кручения, обеспечивающие гашение колебаний ромбоидных рабочих лопаток, при установке лопаток в ротор просто, надежно, технологично и экономично.
Эта задача в отношении ротора указанного в начале описания типа решается с помощью отличительных признаков, представленных в п.1, в отношении способа указанного в начале описания типа решается с помощью отличительных признаков, представленных в п.10, а также с помощью приспособления, отличительные признаки которого представлены в п.11 формулы изобретения. Предпочтительные варианты осуществления изобретения приведены в соответствующих зависимых пунктах формулы изобретения.
Предлагаемый в изобретении ротор турбины имеет для крепления одного или нескольких рядов лопаток соответствующее количество пазов, каждый из которых расположен в радиальной плоскости, проходящей перпендикулярно продольной оси ротора, причем каждая лопатка имеет ножку, перо и бандажную полку, ножки одного ряда лопаток посажены в один из пазов ротора с плотным прилеганием друг к другу, бандажная полка и ножка лопатки имеют форму ромбоида и непрерывную конусность, бандажные полки одного ряда лопаток образуют замкнутое кольцо, прилегая друг к другу, и в окружном направлении ротора превышают теоретический делительный шаг, необходимый для образования бандажными полками замкнутого кольца, на величину припуска, и лопатки установлены нагруженными на кручение. Решение указанной выше задачи достигается в конструкции ротора за счет того, что стороны ромбоида бандажной полки, ориентированные в окружном направлении ротора, за счет крутки при изготовлении лопатки расположены по отношению к продольной оси ротора под углом, равным 90° минус угол крутки, а каждая лопатка одного ряда для создания в пере лопатки напряжений кручения установлена с закручиванием бандажных полок и перьев вокруг продольной оси лопатки на угол крутки в положение 90° к продольной оси ротора за счет приложенного к бандажным полкам усилия.
Предлагаемый в изобретении способ относится к изготовлению ротора турбины, имеющего для крепления одного или нескольких рядов лопаток соответствующее количество пазов, каждый из которых расположен в радиальной плоскости, проходящей перпендикулярно продольной оси ротора, причем каждая лопатка имеет ножку, перо и бандажную полку, ножки одного ряда лопаток посажены в один из пазов ротора с плотным прилеганием друг к другу, бандажная полка и ножка лопатки имеют форму ромбоида и непрерывную конусность, бандажные полки одного ряда лопаток образуют замкнутое кольцо, прилегая друг к другу, и в окружном направлении ротора превышают теоретический делительный шаг, необходимый для образования бандажными полками замкнутого кольца, на величину припуска, и лопатки установлены нагруженными на кручение. Решение указанной выше задачи достигается в предлагаемом в изобретении способе за счет того, что лопатки изготавливают с ромбоидными бандажными полками, у которых стороны ромбоида, проходящие в окружном направлении ротора, за счет крутки расположены по отношению к продольной оси ротора под углом, равным 90° минус угол крутки, а после посадки каждой лопатки в паз ее бандажную полку и перо закручивают относительно установленной перед ней лопатки, прикладывая к бандажной полке этой лопатки и установленной перед ней лопатки действующее в осевом направлении ротора усилие, вокруг продольной оси лопатки на угол крутки с приведением бандажной полки в положение 90° к продольной оси ротора, причем это усилие создают на бандажных полках с геометрическим замыканием и поддерживают, пока не будет установлена последняя лопатка в ряду.
Приспособление для изготовления охарактеризованного выше ротора турбины содержит скобу, имеющую две стенки, ограничивающие продольный паз и охватывающие с зазором бандажные полки двух соседних лопаток посредине, причем в одной из стенок поперек продольного паза выполнены два отверстия с внутренней резьбой, в каждое из которых ввинчен стяжной винт, устанавливаемый напротив одной из бандажных полок.
Изобретение отличается простотой, определяемой указанными ниже факторами, и высокой технологической надежностью в осуществлении. При проектировании ротора вычислительный или конструкторский отдел определяет угол крутки лопатки и указывает его на чертеже на бандажной полке. Боковые или лобовые поверхности бандажных полок выполняют на всех лопатках под указанным на чертеже углом.
Бандажные полки всех лопаток выполняют с указанным на чертеже углом. Благодаря этому каждую лопатку закручивают после ее установки в ротор путем приложения заданного, дозируемого по минимуму осевого усилия с использованием стяжного приспособления и надежно удерживают в этом положении в течение всего процесса монтажа лопаток.
Закручивание лопаток можно выполнять при сборке простым и надежным путем. Усилие, необходимое для закручивания бандажных полок, создают непосредственно на бандажных полках с геометрическим замыканием, и также с геометрическим замыканием поддерживают это усилие в процессе сборки. Вследствие этого осуществление изобретения не зависит от трения, возникающего между делительными (контактными) плоскостями лопаток в роторе.
После установки каждой лопатки можно проверить ее радиальное положение в роторе. Гнездо для установки замковой лопатки имеется сразу же после установки предпоследней лопатки. Стяжные приспособления не создают в пространстве препятствия при установке замковой лопатки. Благодаря применению простых и оптимальных по стоимости стяжных приспособлений осуществление изобретения связано лишь с небольшими расходами. При этом устраняются все описанные выше недостатки, присущие известному из JP 5098906 А1 способу, прежде всего опасность повреждения лопаток при их закручивании от неконтролируемых радиальных усилий.
Ниже изобретение более подробно рассмотрено на примере варианта его осуществления со ссылкой на прилагаемые чертежи, на которых показано:
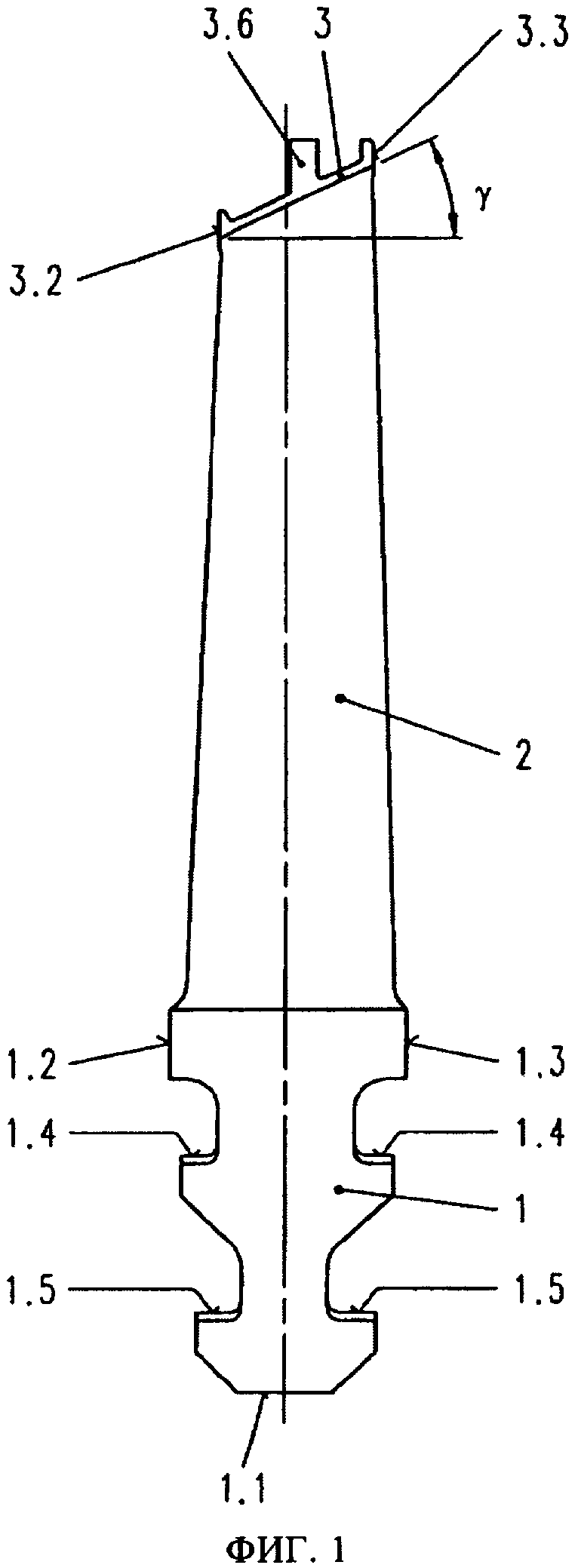
на фиг.1 - схематичный вид спереди рабочей лопатки,
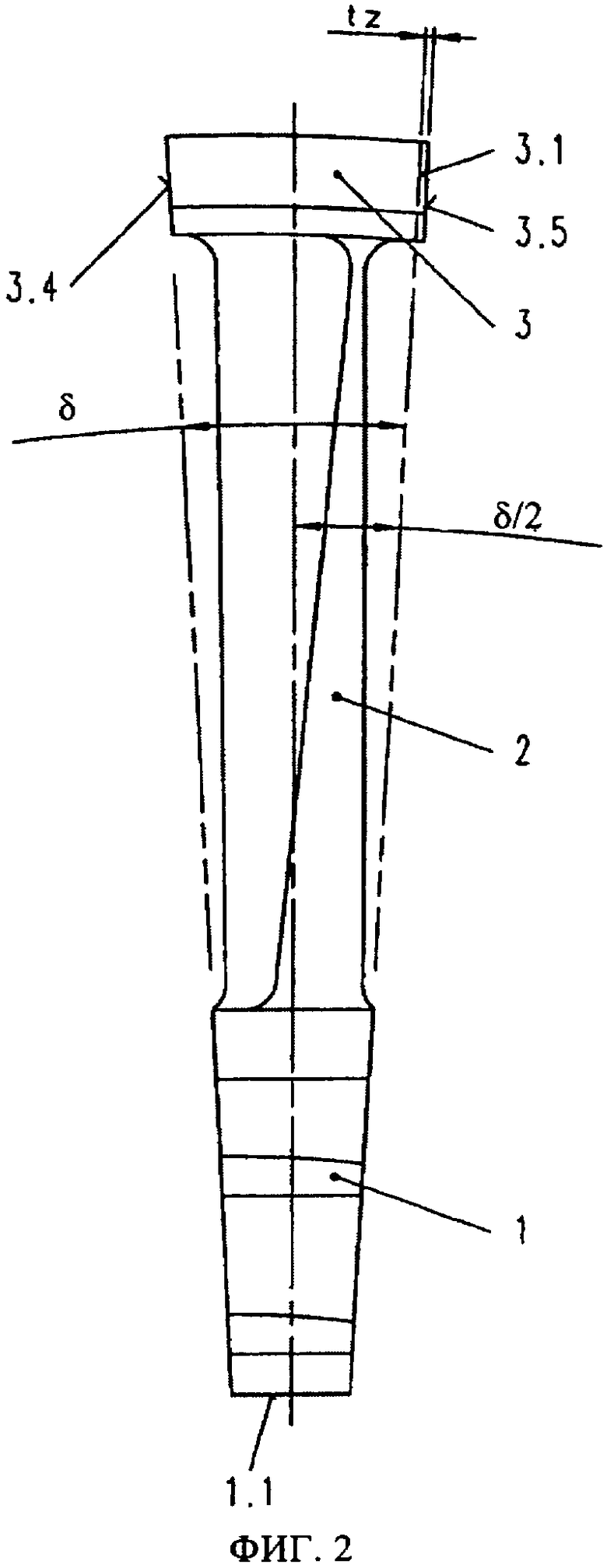
на фиг.2 - схематичный вид сбоку рабочей лопатки, показанной на фиг.1, при взгляде по стрелке А, показанной на фиг.3,
на фиг.3 - схематичный вид сверху рабочей лопатки, показанной на фиг.1,
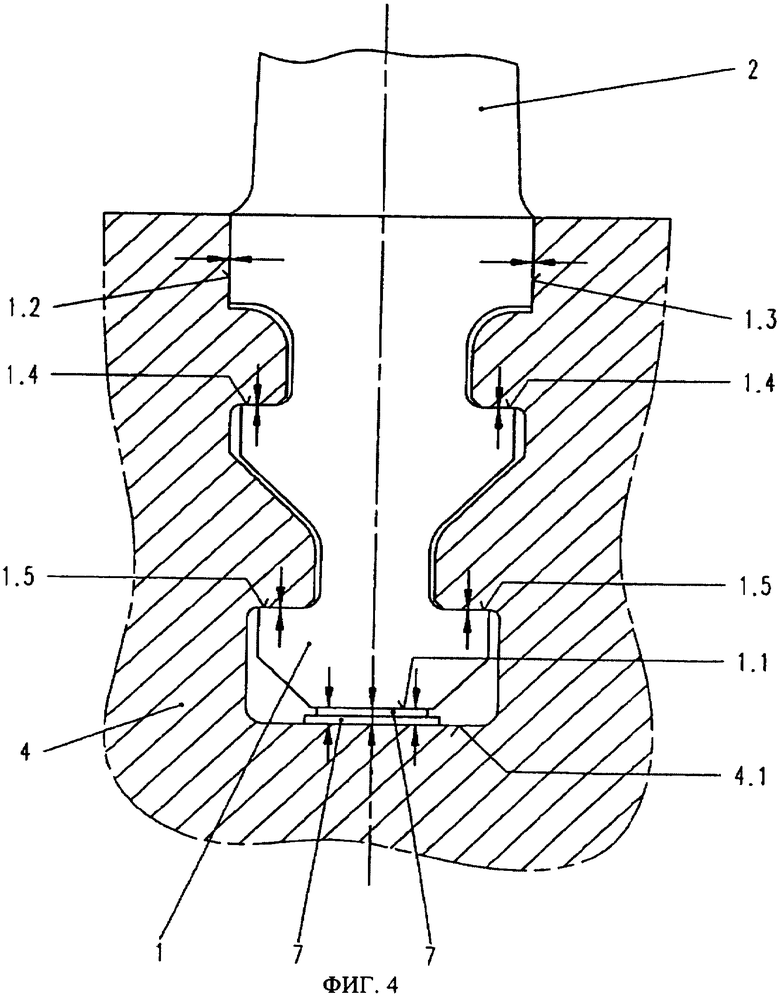
на фиг.4 - схематичный вид в продольном сечении рабочей лопатки, установленной в ротор,
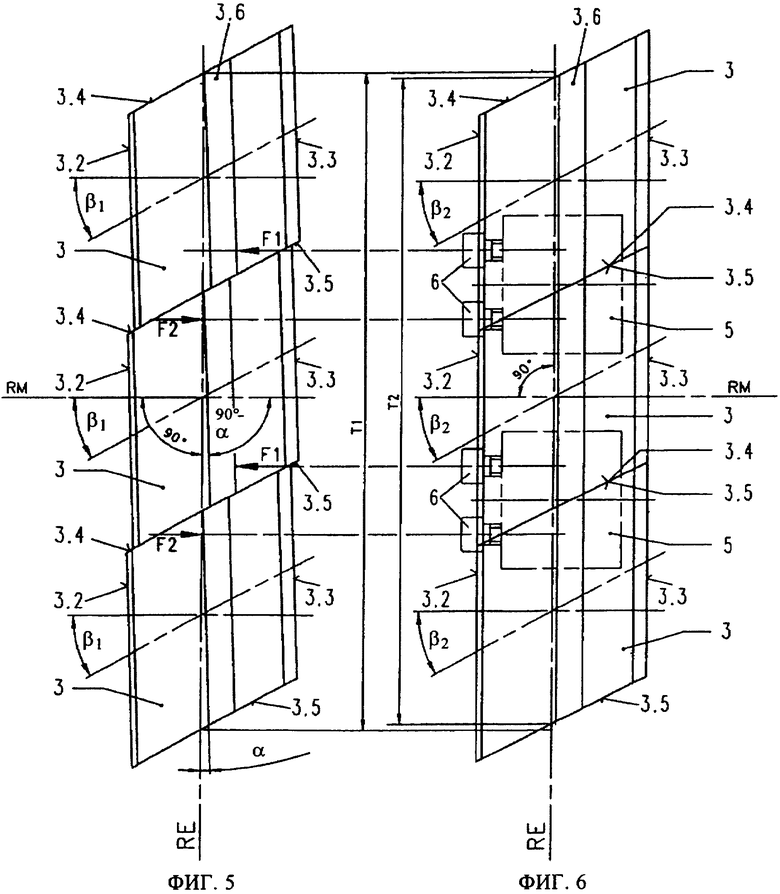
на фиг.5 - схематичный вид сверху бандажных полок трех установленных в ротор рабочих лопаток до их закручивания,
на фиг.6 - схематичный вид сверху бандажных полок трех установленных в ротор рабочих лопаток после их закручивания,
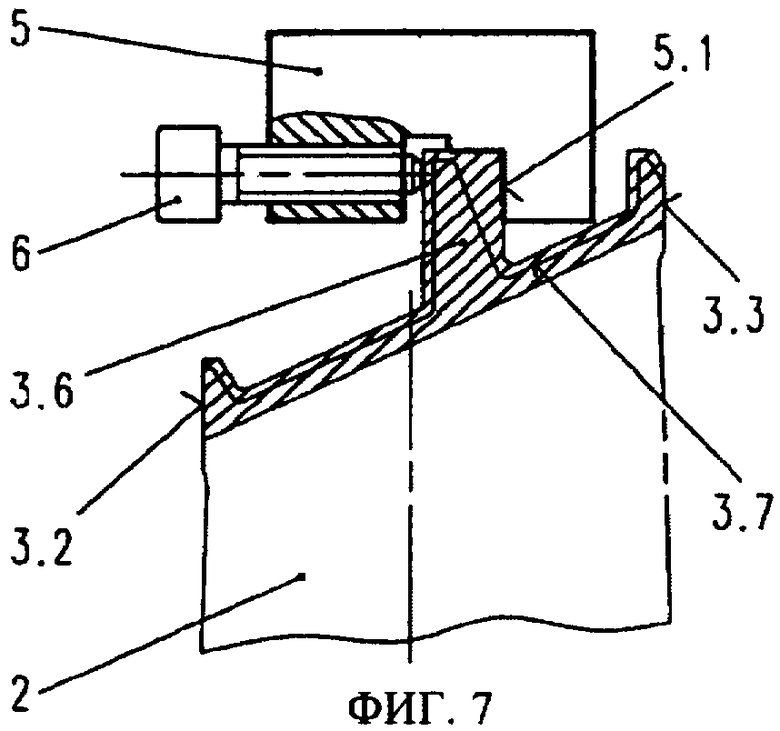
на фиг.7 - схематичный вид спереди стяжного приспособления в процессе его применения,
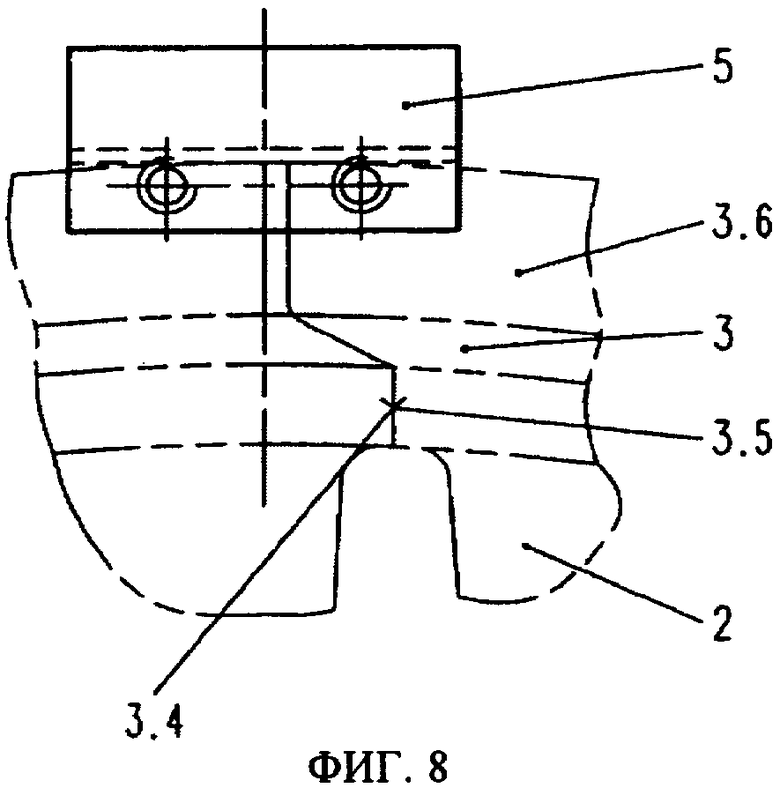
на фиг.8 - схематичный вид сбоку стяжного приспособления в процессе его применения,
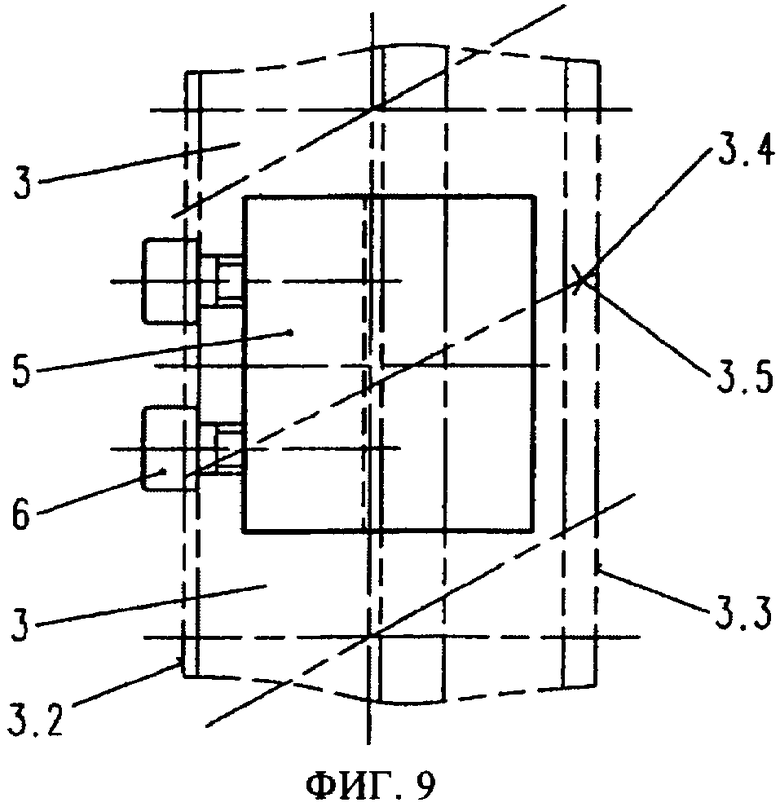
на фиг.9 - схематичный вид сверху стяжного приспособления в процессе его применения,
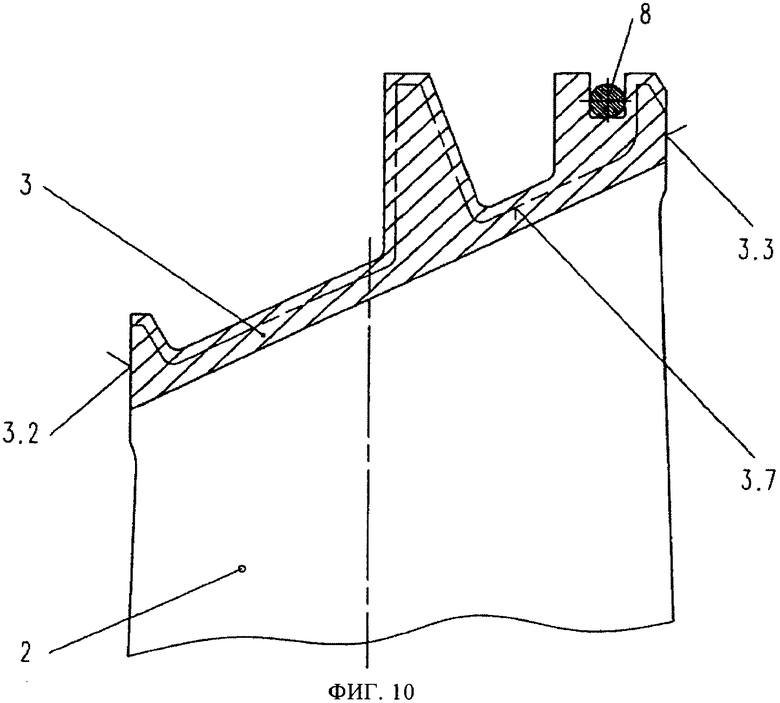
на фиг.10 - альтернативный вариант осуществления изобретения с применением крепежной проволоки вместо стяжного приспособления,
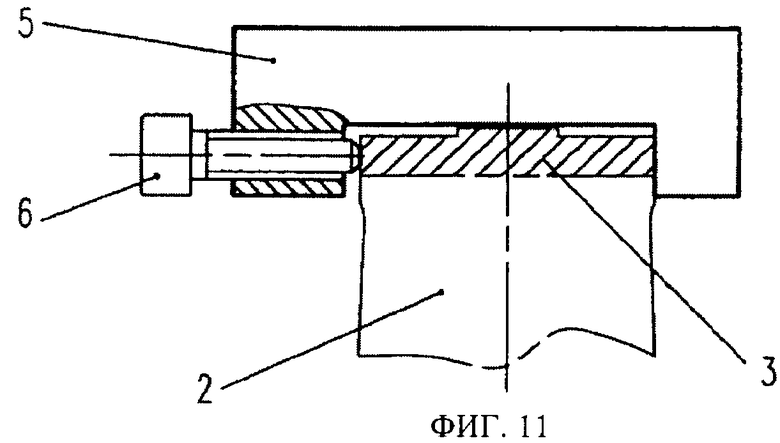
на фиг.11 - схематичный вид выполненного еще по одному варианту стяжного приспособления, охватывающего бандажную полку по всей ее ширине,
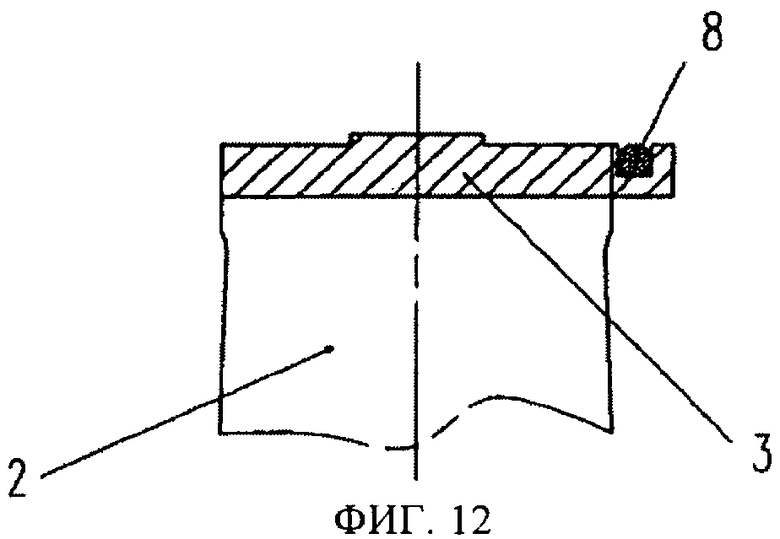
на фиг.12 - вариант осуществления изобретения с крепежным пазом, расположенным у края бандажной полки,
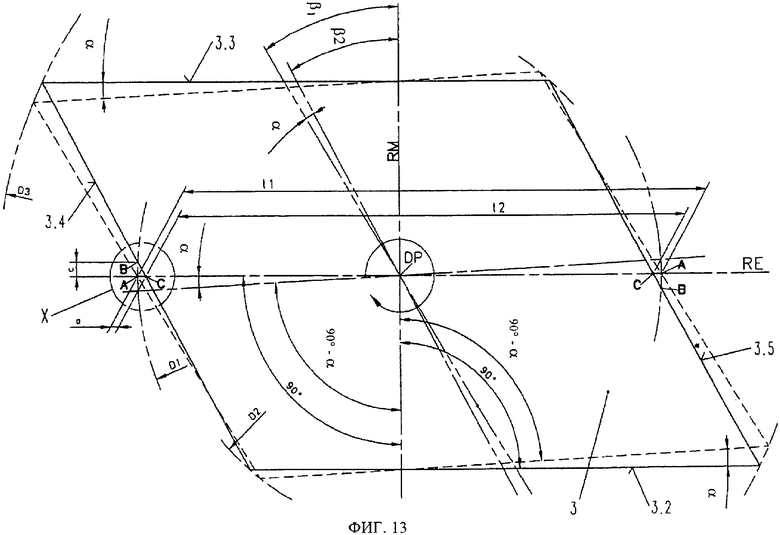
на фиг.13 - схематичный вид сверху бандажной полки, отображающий ее контур до и после закручивания бандажной полки,
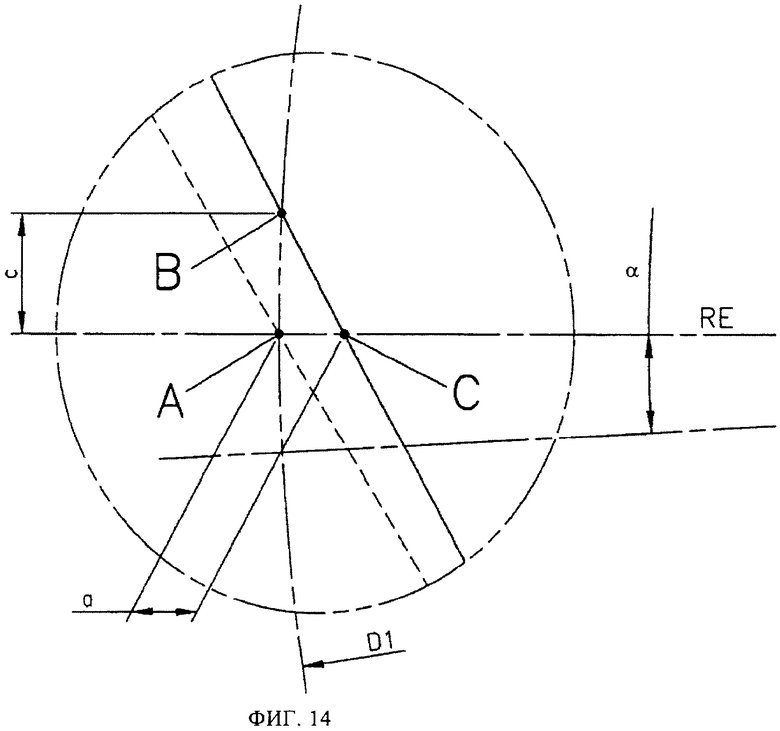
на фиг.14 - схематичный вид в увеличенном масштабе, иллюстрирующий процесс уменьшения окружного размера, и
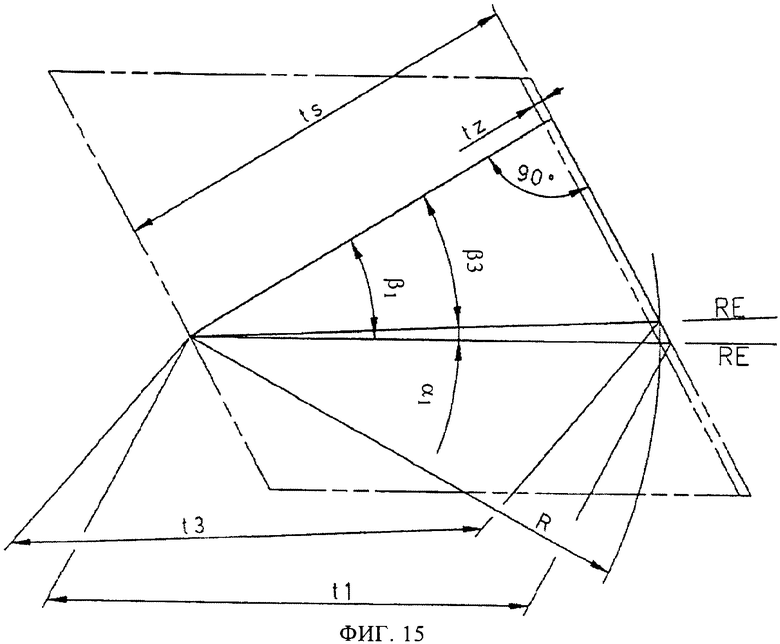
на фиг.15 - треугольники и формулы для расчета угла крутки α с конкретным примером расчета.
Рабочая лопатка турбины имеет ножку (хвостовик или замковую часть) 1, имеющую сужающуюся форму и выполненную в данном случае в форме двойного "Т" с упорными заплечиками 1.4 и 1.5, боковыми поверхностями 1.2 и 1.3 и подошвой 1.1. От ножки лопатки начинается ее перо (профильная или рабочая часть) 2, которая сужается кверху и дополнительно имеет крутку. К верхнему концу пера 2 лопатки примыкает бандажная полка 3 со скосом наружу (обеспечивающим расширение проточной части турбины), образующим с горизонталью угол γ (см. фиг.1). Ножка 1 и бандажная полка 3 имеют геометрическую форму ромбоида или параллелограмма. Бандажная полка 3 имеет две боковые или лобовые поверхности 3.2 и 3.3 и две торцевые или делительные плоскости 3.4 и 3.5 и снабжена уплотнительным гребнем 3.6. В установленном положении лопатки боковые или лобовые поверхности 3.2 и 3.3 проходят в окружном направлении ротора 4, а торцевые или делительные плоскости 3.4 и 3.5 расположены под углом к продольной оси ротора 4 (осевая линия ротора RM).
Бандажная полка 3 и ножка 1 показанной на фиг.2 лопатки выполнены с одинаковой с обеих сторон конусностью, определяемой углом δ. Одна делительная плоскость 3.4 бандажной полки 3 располагается в одной плоскости с наклонной поверхностью ножки 1 лопатки. Другая делительная плоскость 3.5 имеет параллельный припуск 3.1 размером tz. Как показано на фиг.3, обе делительные плоскости 3.4 и 3.5 бандажной полки 3, а также соответствующие делительные плоскости на ножке 1 лопатки расположены под углом β1 наклона ромбоида относительно продольной оси RM ротора 4. Длина бандажной полки 3 составляет ts. Величина ts с обеими делительными плоскостями 3.4 и 3.5 взята по максимальному диаметру описываемой бандажной полкой 3 окружности и упрощенно представлена на фиг.3 без учета скоса наружу.
Изобретение осуществимо и применительно к лопаткам с иной формой ножки, такой как простая Т-образная форма, с односторонней или неравной конусностью, а также без скоса бандажной полки 3 наружу и с двухсторонним припуском 3.1 к делительному шагу, т.е. с припуском к делительному шагу, предусмотренным с двух противоположных сторон бандажной полки.
В представленном на фиг.4 варианте ножки 1 лопаток посажены в соответствующий форме ножек 1, проходящий по окружности паз в роторе 4 турбины. При этом ножки 1 лопаток прилегают друг к другу сходящимися (коническими) делительными плоскостями и таким образом заполняют паз. Обе боковые поверхности 1.2 и 1.3 задают ширину ножки, определяющую ширину открывающегося кверху паза, в который входят лопатки, вставляемые в ротор 4. Благодаря размещению подкладных лент 7 между подошвой 1.1 ножки и дном 4.1 паза ножка 1 лопатки устанавливается без зазора с небольшим натягом между упорными заплечиками 1.4 и 1.5 и ротором 4. Упорные заплечики 1.4 и 1.5 воспринимают центробежные силы и передают их на ротор.
В соответствии с отличительной особенностью изобретения лопатка выполнена таким образом, что она вставляется в паз ротора 4 таким образом, чтобы лобовые поверхности 3.2 и 3.3 бандажной полки 3 и лобовые поверхности уплотнительного гребешка 3.6 располагались не в радиальной плоскости RE, a под углом крутки α к этой радиальной плоскости RE или под углом, равным 90° минус угол α к продольной оси RM ротора 4, как это показано на фиг.3. Для наглядности угол крутки α показан на всех чертежах увеличенным.
После посадки лопатки в паз ротора 4 каждую отдельную лопатку закручивают. При этом в соответствии с отличительной особенностью изобретения для закручивания бандажных полок 3 непосредственно к ним в осевом направлении с геометрическим замыканием прикладывают требуемые усилия F1 и F2. Поддерживают созданные усилия F1 и F2 также непосредственно на бандажных полках 3 и с геометрическим замыканием.
Принцип действия изобретения иллюстрируется на фиг.5 и 6. На фиг.5 в виде сверху схематично показаны три бандажные полки 3 до их закручивания. Делительные плоскости 3.4 и 3.5 прилегают друг к другу, и благодаря наличию угла α каждая из них выступает своей прилежащей к тупому углу ромбоида стороной при бандажной полке 3 соседней лопатки за лобовые поверхности 3.2 и 3.3. Сказанное относится и к среднему уплотнительному гребню 3.6. При положении бандажных полок (их лобовых поверхностей) под углом 90° к продольной оси RM ротора 4 в радиальной плоскости RE общий для бандажных полок 3 делительный шаг равен Т1.
На фиг.6 в виде сверху схематично показаны три бандажные полки 3 после их закручивания или поворота. С использованием описанного ниже стяжного приспособления, включающего в себя скобы 5 и стяжные винты 6, уплотнительный гребень 3.6 и одновременно лобовые поверхности 3.2 и 3.3 устанавливаются по линии. При этом стяжные приспособления обеспечивают закручивание всех трех бандажных полок 3 навстречу друг другу. В результате закручивания с использованием стяжных приспособлений исходный угол β1 наклона ромбоида бандажной полки 3 (см. фиг.5) превращается в новый угол β2 наклона ромбоида. В результате изменения этого угла общий делительный шаг Т1, указанный на фиг.5, уменьшается и становится равным делительному шагу Т2, указанному на фиг.6.
Изобретение не применимо к рабочим лопаткам, угол β1 которых равен 0°. В этому случае бандажная полка имеет форму прямоугольника. Делительный шаг будет минимальным при величине ts, указанной на фиг.3. При закручивании бандажной полки увеличивается размер ts. При использовании бандажной полки прямоугольной формы требуемое при осуществлении предлагаемого в изобретении способа уменьшение эффективного делительного шага бандажных полок в радиальной плоскости RE при их закручивании не происходит.
Как показано на фиг.4, поворот бандажных полок 3 блокируется удерживаемыми в пазу ротора 4 ножками 1 с точно выполненной их шириной между боковыми поверхностями 1.2 и 1.3. Однако перо 2 лопатки закручивается, и степень этого кручения уменьшается, начиная от бандажной полки 3 вплоть до ножки 1 лопатки. Закручивание пера 2 лопатки создает напряжение кручения в упругой части, которое сохраняется в пере как в пружине. Когда ряд лопаток после установки замковой лопатки замкнется и будут сняты все стяжные приспособления, бандажные полки 3 ряда лопаток будут образовывать замкнутое кольцо, в котором после этого бандажные полки 3 взаимно блокируют друг друга. Благодаря припуску 3.1 к делительному шагу на всех бандажных полках 3 они уже не смогут повернуться в свое исходное положение, показанное на фиг.5. Напряжение кручения сохраняется в перьях 2 лопаток и тем самым позволяет решить поставленную задачу выборки возникающего просвета или зазора между бандажными полками 3 в рабочем состоянии турбины.
Изготовление бандажных полок 3 с углом крутки α обусловливает смещение одной бандажной полки 3 относительно соседней бандажной полки 3 (см. фиг.5) по торцевым или делительным плоскостям 3.4, 3.5 при свободной установке лопаток в ротор 4 перед их закручиванием. Величина этого смещения определяет величину закручивания бандажных полок 3 с использованием описанного ниже стяжного приспособления при сборке.
Угол крутки α складывается из теоретического угла крутки для припуска к делительному шагу и добавки на потери. Добавка на потери должна компенсировать потери, являющиеся следствием изменения положения ножки 1 лопатки при ее установке в ротор 4 вследствие наличия люфта в пределах направляющей ширины, эффективности стяжного приспособления, восстанавливающего пружинящего действия лопаток и образования зазоров у делительных плоскостей бандажных полок при установке лопаток. Помимо этого необходимо создать зазор, составляющий по меньшей мере 1 мм, на последнем делительном шаге бандажной полки для обеспечения свободной установки замковой лопатки. Величина добавки на потери к теоретическому углу крутки для припуска к делительному шагу определяется конструктивными параметрами рабочей лопатки и ротора 4. Эта величина определяется экспериментально и ее можно лишь оценить при первом применении. Для беспрепятственной установки лопаток эту добавку целесообразно задавать большей по сравнению с фактически необходимым значением.
На фиг.7-9 показано простое стяжное приспособление для закручивания бандажных полок 3. Это стяжное приспособление состоит из скобы 5, в которой выполнен продольный паз 5.1. Одна из стенок скобы 5 имеет два отверстия с резьбой под соответствующие стяжные винты 6. Скобу 5 надевают продольным пазом 5.1 с зазором на уплотнительный гребень 3.6 бандажной полки 3 посредине относительно обеих делительных плоскостей 3.4 и 3.5 двух бандажных полок 3. Оба стяжных винта 6 стягивают две расположенные рядом друг с другом лопатки, а именно только что установленную в паз ротора 4 лопатку и предыдущую установленную лопатку. Стяжные винты 6 закручивают обе бандажные полки 3 на угол α и выставляют по линии, вровень, отдельные уплотнительные гребни 3.6, а также лобовые поверхности 3.2 и 3.3. После установки последней лопатки в ряду лопаток и ее закручивания относительно соседней лопатки скобы 5 стяжных приспособлений снимают. Перед установкой в ротор 4 бандажную полку 3 подвергают предварительной обработке, оставляя припуск на обработку. Окончательный контур 3.7 получают точением после установки лопаток.
В зависимости от формы и размеров бандажной полки 3 в альтернативном варианте можно также помещать аналогичное стяжное приспособление на реборду лобовой поверхности 3.3 или размещать по всей ширине бандажной полки (см. фиг.11).
В качестве альтернативы описанному стяжному приспособлению по наружной окружности бандажной полки 3 можно выполнить, как показано на фиг.10, вспомогательный паз под крепежную проволоку 8. С использованием соответствующего инструмента, например цангового инструмента или вилки бандажные полки 3, можно повернуть вручную в требуемое положение и поместить в паз крепежную проволоку 8. Крепежная проволока 8 удерживает бандажные полки 3 в их положении вплоть до полного облопачивания ступени. После этого проволоку снимают и бандажной полке 3 точением придают окончательный контур 3.7. Крепежную проволоку 8 можно помещать во вспомогательный паз целым куском или в виде отдельных кусков. С той же целью вместо крепежной проволоки 8 можно также использовать металлическую ленту.
На фиг.12 показано, каким образом в простой бандажной полке 3 без скоса наружу можно выполнить вспомогательный паз под крепежную проволоку 8 за пределами ширины бандажной полки.
На фиг.13 и 14 иллюстрируются теоретические основы изобретения. На фиг.13 в виде сверху показана бандажная полка 3 до и после ее закручивания. До закручивания бандажная полка 3 занимает положение, выделенное контуром, обозначенным штриховыми линиями, и характеризующееся делительным шагом t1 от точки А до точки А на радиальной плоскости RE. После закручивания на угол α бандажная полка 3 занимает окончательное положение, в котором контур этой бандажной полки изображен сплошными линиями. Делительный шаг t2 измеряется в данном случае от точки С до точки С на радиальной плоскости RE. Делительный шаг t1 уменьшился с обеих сторон на величину а. Угол наклона ромбоида β1 до закручивания уменьшился на угол α и после закручивания стал равным углу β2.
Закручивание бандажной полки 3 происходит вокруг продольной оси лопатки в точке DP, соответствующей центру тяжести пера 2 лопатки. Как показано на фиг.13, точка DP находится в середине бандажной полки, что дает симметричное изображение. Если точка DP располагается не в середине бандажной полки, то делительный шаг уменьшается у обеих делительных плоскостей 3.4 и 3.5 неодинаково, но при этом суммарное уменьшение остается равным уменьшению делительного шага при симметричном исполнении бандажных полок. Величина уменьшения делительного шага не зависит от положения центра DP закручивания на бандажной полке 3, эта величина зависит от угла крутки α. Все точки на бандажной полке 3 при ее закручивании описывают вокруг точки DP окружности, такие, например, как D1, D2 и D3. Точка А перемещается по круговой траектории D1 в направлении точки В и затем располагается на расстоянии с выше радиальной плоскости RE. Фрагмент X, выделенный выносным элементом на фиг.13, показан еще раз в увеличенном масштабе на фиг.14.
На фиг.15 на виде сверху показана бандажная полка 3 с расчетом угла крутки α. На основании количества [n] устанавливаемых лопаток на одной ступени, диаметра [Dmax] и угла наклона [β1] ромбоида, характеризующего геометрию бандажной полки 3, а также выбранной добавки [tz] к делительному шагу вычисляют перпендикулярный делительный шаг [ts] по бандажной полке 3 по указанной ниже формуле при условии, что угловой шаг δ лопатки, как показано на фиг.2, складывается с обеих сторон от оси лопатки из двух одинаковых половин δ/2:
Представленные на фиг.15 обозначения соответствуют следующим параметрам:
t1 - делительный шаг по бандажной полке до ее закручивания в радиальной плоскости RE, причем
β1 - угол наклона ромбоида, отсчитываемый от осевой линии ротора RM до закручивания (например, 30°),
t3=R - величина t1 за вычетом припуска tz к делительному шагу (например, 0,2 мм) или делительный шаг по бандажной полке после его закручивания до приведения tz в радиальную плоскость RE, причем
α1 - теоретический угол крутки, необходимый при выбранном припуске tz к делительному шагу (например, 0,36°), причем α1=β1-β3, где β3 - угол наклона ромбоида, отсчитываемый от осевой линии ротора RM после закручивания на угол α1, причем 
Z% - добавка на потери к углу α1, причем Z%=100% - процентная доля α1;
α - общий угол крутки бандажной полки 3, равный сумме α1 и выбранной добавки на потери Z% (например, 0,6°).
Углы α и α1 связаны выражением: α=α1·100%/ процентная доля α1.
Ротор турбины включает один или несколько рядов лопаток, имеющих ножку, перо и бандажную полку. Бандажная полка и ножка лопатки имеют форму ромбоида. Бандажные полки одного ряда лопаток образуют замкнутое кольцо и в окружном направлении ротора превышают теоретический делительный шаг, необходимый для образования бандажными полками замкнутого кольца, на величину припуска. Стороны ромбоида бандажной полки, ориентированные в окружном направлении ротора, за счет крутки при изготовлении лопатки расположены по отношению к продольной оси ротора под углом, равным 90° минус угол крутки. Каждая лопатка одного ряда для создания в пере лопатки напряжений кручения установлена с закручиванием бандажных полок и перьев вокруг продольной оси лопатки на угол крутки в положение 90° к продольной оси ротора за счет приложенного к бандажным полкам усилия. Другое изобретение группы относится к способу изготовления ротора турбины, включающему изготовление лопаток с ромбоидными бандажными полками, у которых стороны ромбоида, проходящие в окружном направлении ротора, за счет крутки расположены по отношению к продольной оси ротора под углом, равным 90° минус угол крутки. После посадки каждой лопатки в паз ее бандажную полку и перо закручивают относительно установленной перед ней лопатки, прикладывая к бандажной полке этой лопатки и установленной перед ней лопатки действующее в осевом направлении ротора усилие, вокруг продольной оси лопатки на угол крутки с приведением бандажной полки в положение 90° к продольной оси ротора. Усилие создают на бандажных полках с геометрическим замыканием и поддерживают, пока не будет установлена последняя лопатка в ряду. Еще одно изобретение группы относится к приспособлению для изготовления ротора турбины. содержащему скобу, имеющую две стенки, ограничивающие продольный паз и охватывающие с зазором бандажные полки двух соседних лопаток посредине. В одной из стенок поперек продольного паза выполнены два отверстия с внутренней резьбой, в каждое из которых ввинчен стяжной винт, устанавливаемый напротив одной из бандажных полок. Изобретения позволяют снизить опасность повреждения лопаток при их закручивании и обеспечить простоту и технологичность установки лопаток на роторе турбины. 3 н. и 9 з.п. ф-лы, 15 ил.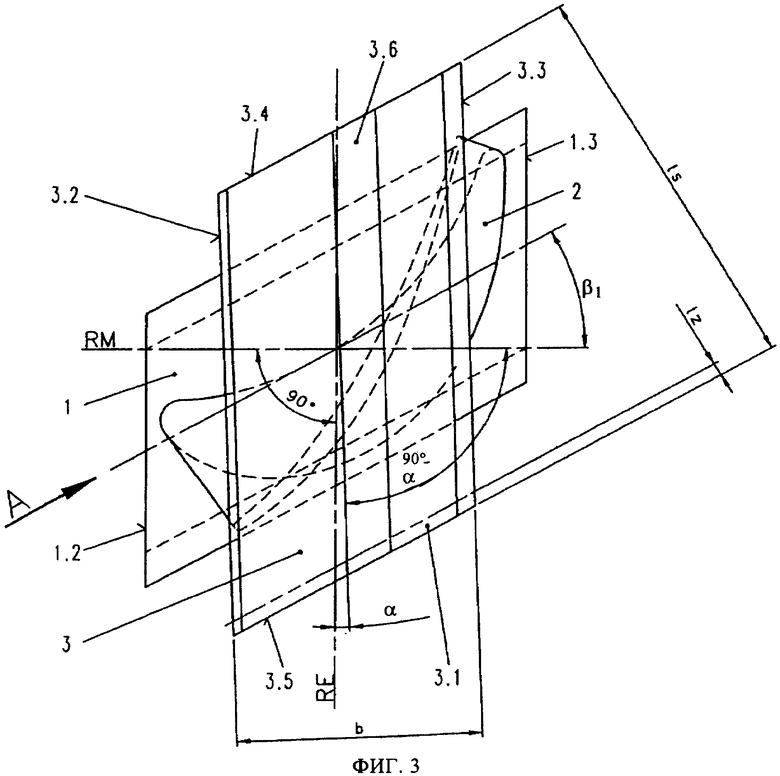
1. Ротор турбины, имеющий для крепления одного или нескольких рядов лопаток соответствующее количество пазов, каждый из которых расположен в радиальной плоскости (RE), проходящей перпендикулярно продольной оси (RM) ротора (4), причем каждая лопатка имеет ножку (1), перо (2) и бандажную полку (3), ножки (1) одного ряда лопаток посажены в один из пазов ротора (4) с плотным прилеганием друг к другу, бандажная полка (3) и ножка (1) лопатки имеют форму ромбоида и непрерывную конусность, бандажные полки (3) одного ряда лопаток образуют замкнутое кольцо, прилегая друг к другу, и в окружном направлении ротора (4) превышают теоретический делительный шаг, необходимый для образования бандажными полками замкнутого кольца, на величину припуска (3.1), и лопатки установлены нагруженными на кручение, отличающийся тем, что стороны ромбоида бандажной полки (3), ориентированные в окружном направлении ротора (4), за счет крутки при изготовлении лопатки расположены по отношению к продольной оси (RM) ротора (4) под углом, равным 90° минус угол крутки (α), а каждая лопатка одного ряда для создания в пере (2) лопатки напряжений кручения установлена с закручиванием бандажных полок (3) и перьев (2) вокруг продольной оси лопатки на угол крутки (α) в положение 90° к продольной оси (RM) ротора (4) за счет приложенного к бандажным полкам (3) усилия.
2. Ротор по п.1, отличающийся тем, что при свободной установке рабочих лопаток в ротор (4) до их закручивания соприкасающиеся друг с другом торцевые или контактные поверхности (3.4, 3.5) бандажных полок (3) расположены со сдвигом.
3. Ротор по п.1 или 2, отличающийся тем, что припуск (3.1) к делительному шагу предусмотрен с одной стороны бандажной полки (3).
4. Ротор по п.1 или 2, отличающийся тем, что припуск (3.1) к делительному шагу предусмотрен с двух противоположных сторон бандажной полки (3).
5. Ротор по п.1 или 2, отличающийся тем, что на бандажной полке (3) имеется припуск на обработку для взаимодействия с инструментом, предназначенным для приложения усилия на закручивание лопатки.
6. Ротор по п.3, отличающийся тем, что на бандажной полке (3) имеется припуск на обработку для взаимодействия с инструментом, предназначенным для приложения усилия на закручивание лопатки.
7. Ротор по п.4, отличающийся тем, что на бандажной полке (3) имеется припуск на обработку для взаимодействия с инструментом, предназначенным для приложения усилия на закручивание лопатки.
8. Ротор по п.5, отличающийся тем, что в припуске на обработку выполнен вспомогательный паз под соединяющую по меньшей мере две соседние лопатки крепежную проволоку (8) или крепежную ленту.
9. Ротор по одному из пп.6-8, отличающийся тем, что в припуске на обработку выполнен вспомогательный паз под соединяющую по меньшей мере две соседние лопатки крепежную проволоку (8) или крепежную ленту.
10. Способ изготовления ротора турбины, имеющего для крепления одного или нескольких рядов лопаток соответствующее количество пазов, каждый из которых расположен в радиальной плоскости (RE), проходящей перпендикулярно продольной оси (RM) ротора (4), причем каждая лопатка имеет ножку (1), перо (2) и бандажную полку (3), ножки (1) одного ряда лопаток посажены в один из пазов ротора (4) с плотным прилеганием друг к другу, бандажная полка (3) и ножка (1) лопатки имеют форму ромбоида и непрерывную конусность, бандажные полки (3) одного ряда лопаток образуют замкнутое кольцо, прилегая друг к другу, и в окружном направлении ротора (4) превышают теоретический делительный шаг, необходимый для образования бандажными полками замкнутого кольца, на величину припуска (3.1), и лопатки установлены нагруженными на кручение, отличающийся тем, что лопатки изготавливают с ромбоидными бандажными полками (3), у которых стороны ромбоида, проходящие в окружном направлении ротора (4), за счет крутки расположены по отношению к продольной оси (RM) ротора (4) под углом, равным 90° минус угол крутки (α), а после посадки каждой лопатки в паз ее бандажную полку (3) и перо (2) закручивают относительно установленной перед ней лопатки, прикладывая к бандажной полке (3) этой лопатки и установленной перед ней лопатки действующее в осевом направлении ротора усилие, вокруг продольной оси лопатки на угол крутки (α) с приведением бандажной полки в положение 90° к продольной оси (RM) ротора (4), причем это усилие создают на бандажных полках (3) с геометрическим замыканием и поддерживают, пока не будет установлена последняя лопатка в ряду.
11. Приспособление для изготовления ротора турбины по одному из пп.1-9, отличающееся тем, что оно содержит скобу (5), имеющую две стенки, ограничивающие продольный паз (5.1) и охватывающие с зазором бандажные полки (3) двух соседних лопаток посредине, причем в одной из стенок поперек продольного паза (5.1) выполнены два отверстия с внутренней резьбой, в каждое из которых ввинчен стяжной винт (6), устанавливаемый напротив одной из бандажных полок (3).
12. Приспособление по п.11, отличающееся тем, что продольный паз (5.1) скобы (5) надевается на уплотнительный гребень (3.6), расположенный на бандажной полке (3).
| Кипятильник для воды | 1921 |
|
SU5A1 |
| US 3328867 A, 04.07.1967 | |||
| US 3185441 A, 25.05.1965 | |||
| US 5509784 A, 23.04.1996 | |||
| Способ сборки лопаток с диском | 1981 |
|
SU1009689A1 |
| РАБОЧАЯ ЛОПАТКА ТУРБИНЫ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 1999 |
|
RU2161257C2 |

