Изобретение относится к способу монтажа и/или ввода в эксплуатацию машинных устройств в установках, как, например, фундаментов для машин и/или прокатных клетей, к примеру, в имеющейся линии прокатного стана для горячей прокатки, причем предварительное изготовление фундамента для машины, а также предварительное изготовление и предварительный монтаж или монтаж требуемых или взаимодействующих машинных устройств осуществляют на месте рядом с линией изготовления продукции, после чего эти машинные устройства в виде укомплектованных узлов, включающих фундаментные блоки, вдвигают в линию изготовления продукции.
До настоящего времени части установок или машинные устройства прокатных станов изготовляют вне линии перемещения на временном фундаменте, а затем с помощью соответствующих систем вводят в линию изготовления продукции.
Фундаменты изготовляются с большими трудностями и большими затратами времени и большей частью после монтажа устройств должны укомплектовываться дальше или с большими производственными издержками заменяться окончательными фундаментами.
В некоторых случаях вдвигают именно фундаменты; монтаж устройств осуществляют затем отдельно на вдвинутом фундаменте.
Документ JP 63030107 A описывает специальное выполнение прокатной клети, обеспечивающее упрощение конструкции устройства смещения валков путем выполнения рельсов для выдвижения клети и рельсов для выдвижения валков на одной и той же горизонтальной плоскости.
В документе JP 59045010 A описан способ и устройство для замены клетей прокатного стана. При этом сокращают промежуточное пространство между клетями и одновременно общую длину линии изготовления продукции благодаря специальному смещению групп клетей, а также благодаря замене клетей.
Документ JP 11319905 относится к проблеме предотвращения возникновения волнообразных узоров на прокатном материале и избежания недопустимого снижения температуры прокатки.
Для этого предлагают устройство, у которого предусмотрена рама с основной опорой на плоскости пола, снабженная устройством для контроля давления на опору, установленной на стороне входа тензометрической измерительной линейкой, установленной по центру тензометрической измерительной линейкой и установленной на выходе тензометрической измерительной линейкой, а также измерительной линейкой для измерения смещения. Бескорпусные готовые комплекты валков вставлены в раму и в целях повышения прочности связаны с установленной на стороне выхода тензометрической измерительной линейкой соединительным болтом и стопором. Во время работ по техническому обслуживанию перемещающее устройство, а также устройство для перемещения готовых комплектов валков продвигается с помощью перемещающего цилиндра против направления к стороне входа, причем интервалы между перемещающими устройствами увеличиваются.
В документе OS 2018383 описана прокатная клеть, в частности, для деформации непосредственно выходящего из установки для непрерывного литья заготовки, а также соответствующий прокатный стан. Путем раздельного расположения прокатных клетей стремятся осуществлять ремонт и техническое обслуживание клетей вдали от литейного производства и монтировать блоки прокатных клетей и узлов приводов по возможности быстро и простым способом. Для этого прокатная клеть с частью своего привода выполнена с возможностью отделения от рамы фундамента или фундаментной плиты и с возможностью удаления от рамы фундамента или фундаментной плиты в вертикальном направлении.
Документ OS 2018490 относится к прокатной клети для деформирования выходящей из установки непрерывного литья заготовки, содержащей две станины прокатной клети, в которых посредством подушек горизонтально установлена пара валков с возможностью смещения в вертикальном направлении, причем станины клети внизу имеют жесткую поперечную связь, а вверху имеют разъемное соединение с помощью крышки, и прокатная клеть связана с возможностью разъединения с фундаментной плитой.
В установках непрерывного литья проблема заключается в том, чтобы прокатные клети, с помощью которых отлитые заготовки непосредственно после процесса литья подвергают дальнейшей деформации, расположить с возможно большей экономией пощади. Стремятся установить прокатные клети по возможности ближе друг к другу, чтобы установка и расположенный над кристаллизатором непрерывной разливки промежуточный ковш имели по возможности меньшие размеры и можно было бы поддерживать как можно более низкими тепловые потери жидкой стали. Также требуется расположить прокатные клети по возможности близко друг за другом. Вследствие низкой скорости разливки при непрерывной разливке скорость перемещения заготовки в прокатных клетях значительно меньше, чем в обычных линиях прокатки, благодаря чему при большом расстоянии между прокатными клетями возникали бы нежелательно высокие тепловые потери.
При близком расположении прокатных клетей перевалка валков доставляет большие трудности, требует повышенных затрат времени и обусловливает опасности для выполняющего работу персонала. Так как прокатные клети вблизи установки непрерывной разливки не могут работать независимо от режима плавления и разливки, то перевалка валков или замена прокатных клетей при перестройке программы прокатки и в случаях ремонта должна производиться по возможности быстро, чтобы избежать обратного действия на металлургические агрегаты.
Для этого на каждом валу валка установлен заключенный в корпус редуктор, который может отделяться от валов валка. Редукторы взаимодействуют с вертикальным, приводимым в движение под полом общим приводным валом, причем после отделения прокатной клети от фундаментной плиты она, включая редукторы и приводной вал, может подниматься и опускаться по вертикали в виде единого целого и, таким образом, приводной вал может разъединяться или соединяться с соответствующим приводом.
В документе JP 58090305 А описан способ и устройство для замены клетей прокатного стана. Для повышения эффективности всего устройства рамы для размещения клетей снабжают с одной стороны цепью и двумя приводными устройствами с различной длиной хода. Также горизонтальные перемещающие устройства расположены по бокам новой и старой клети по обе стороны рамы.
В документе JP 62144810 А описана конструкция, которая служит для того, чтобы снизить число клетей, которые следует держать в готовности и использовать для смены прокатных клетей в неизмененном состоянии и заменять только прокатные клети, которые не могут использоваться так, как они. Документ JP 01 02 24 10 описывает мероприятие по снижению числа предварительно подготавливаемых клетей, а также уменьшению требуемого для их замены времени путем выборочной замены лишь тех клетей, которые необходимы для перевалки валков.
Из фирменной газеты “SMS Demag NEWSLETTER”, сентябрь 2002, 9 выпуск, №2, с.31, известно, что рядом с линией прокатки изготавливают фундаментную плиту для клетей, на которой предварительно монтируют прокатные клети. Эта установка весом примерно 2,500 т затем с помощью гидравлики сдвигается в линию прокатки. Фундаменты для перевалочных устройств изготовляют, прежде всего, в виде готовых элементов из железобетона, чтобы как можно меньше создать помех протеканию процесса прокатки.
Исходя из приведенного выше уровня техники в основе изобретения лежит задача создания способа монтажа и/или пуска машинных устройств в установках, с помощью которого получается значительная экономия благодаря более короткому времени монтажа или более короткому времени надзора за монтажом, чтобы благодаря этому уменьшить время простоя и свести к минимуму опасность при монтажных работах в непосредственной производственной области прокатки.
Для решения задачи в способе монтажа или пуска машинных устройств в установках в соответствии с ограничительной частью п.1 формулы изобретения предусмотрено, что встройка или монтаж соответствующих приводных элементов, контролирующих элементов, крепежных элементов и так далее и требуемых для работы системы трубопроводов и электрических кабелей, а также других частей оснастки осуществляются перед вдвиганием в линию изготовления продукции.
В одном варианте выполнения изобретения для перемещения предусмотрена статически определенная опора для фундаментного блока на, по меньшей мере, двух осях или направляющих для перемещения. Направляющие для перемещения изготавливаются на, например, свайном основании с помощью калибра и жидкотекучего (строительного) раствора абсолютно ровными, плоскими и параллельными друг другу перед изготовлением собственно фундаментного блока. При этом выдерживаются требования по точности ±1 мм по отношению к ширине фундаментного блока, например 7,34 м.
Направляющие для перемещения по всей длине, которая включает в себя как линию изготовления продукции, так и параллельную линию технического обслуживания и, по меньшей мере, в два раза длиннее ширины фундаментного блока, имеют предпочтительно одинаковую ширину и обеспечивают, таким образом, на всей длине возможность с помощью домкратов, как для первого подъема, приподнимать фундаментный блок, чтобы при необходимости заменить отдельные опорные подушки или элемент скольжения - лист нержавеющей стали.
Эти опорные подушки, на которых лежит фундаментный блок со смонтированными машинными элементами для перемещения, соединены друг с другом, например, с помощью рамы, и/или тросов, и/или цепей. Они втягиваются, таким образом, перед перемещением между нижней стороной фундаментного блока и верхней стороной направляющих для перемещения и могут также заменяться. Для смены и замены предусматривают опорные подушки и различные типы домкратов.
Предусмотренной продолжительности в три рабочих дня для перемещения и выравнивания достаточно также для случая повреждения в линии изготовления продукции. При технически возможных скоростях перемещения 10-20 м/час и участке перемещения примерно 10 м следует исходить из чистого времени перемещения от 30 до 60 мин.
При относительно коротком участке перемещения с относительно короткими средствами перемещения из-за абсолютно горизонтального положения является невозможным большее отклонение от оси перемещения или направления перемещения, и поэтому боковые направляющие не предусмотрены. В конечном положении в любом случае запланировано выравнивание положения в продольном и поперечном направлении с помощью горизонтальных домкратов. Их можно в случае необходимости также устанавливать на участке перемещения с контропорой на стенки цеха или соседние фундаменты. При предусмотренной паре скольжения следует исходить из сопротивления скольжению от 2 до максимально 5%.
Для перемещения, например, ступенями примерно 1 см между левой осью перемещения и правой осью перемещения попеременно фундамент с готовыми клетями с помощью попарно подключенных, сообщающихся двойных домкратов приподнимается на высоту примерно 5 см при осуществляемом контроле пути и после вставки направляющей скольжения и опор спускается таким же образом.
В конечном положении фундаментный блок вначале выравнивается по горизонтали на опорах скольжения с помощью измерительных отметок на осях прокатной клети. Затем осуществляется выравнивание по вертикали, причем в обеих осях перемещения следует действовать аналогично приведенному выше способу для приподнимания. После приподнимания поперечной оси осуществляется первый этап точной юстировки с помощью работающих по отдельности, включенных совместно пар домкратов левой или правой стороны соответственно в одной оси перемещения. Разница по высоте между домкратами слева и справа не должна превышать заданные значения, например 2 мм.
После этого первого этапа юстировки по высоте на левой и правой оси перемещения осуществляется юстировка фундамента вокруг центральной оси путем подъезда попарно включенных домкратов слева и справа от центральной оси.
Из-за частичных перемещений нагрузки и упругой реакции основания вышеописанные ступени точной юстировки следовало бы продолжать до достижения требуемой точности.
В заключение осуществляется заливка безусадочным раствором, который можно нагружать через несколько часов.
Оставление домкратов в фундаменте для последующих корректировок по высоте с учетом приведенных выше доводов не является необходимым, однако при заданных для фундаментов мерах предосторожности является еще возможным после соответственно установленного времени.
Изобретение предлагает следующие преимущества:
- максимально возможное производство во время модернизации,
- минимальные помехи в процессе производства,
- максимальная надежность при возобновлении прокатки,
- монтажные работы осуществляются не в непосредственной области производства,
- минимальное время простоя,
экономию затрат на монтаж у поставщиков благодаря:
- регулярному рабочему времени персонала, осуществляющего монтаж и контроль,
- использованию модульных, предварительно изготовленных деталей машин и оборудования, соответствующих этапам переоборудования,
- разводке трубопроводов и кабелей на укомплектованном машинном/фундаментном блоке,
и, наконец, установку готовых фундаментов в процессе регулярной работы по сменам, таким образом, незначительные помехи в производстве из-за монтажных работ и тем самым снижение цен на монтаж.
Изобретение предусматривает, что предварительный пробный пуск смонтированных установок осуществляется перед местом их вставки в линию изготовления продукции.
Другой вариант выполнения изобретения предусматривает, что фундаменты для машин в области монтажа перемещаемого фундаментного блока изготовляются частично или в комплекте из готовых элементов из железобетона, чтобы позднее использовать их в качестве опоры для новых машинных фундаментов.
И, наконец, другой вариант выполнения способа предусматривает, что фундаменты в области перевалки валков, по меньшей мере, отчасти выполнены и вмонтированы в виде готовых деталей из железобетона.
Другие признаки и детали изобретения следуют из зависимых пунктов формулы изобретения и последующего описания представленных схематично на чертежах примеров выполнения изобретения, где показано:
фиг.1 - предварительно изготовленный фундаментный блок с готовой клетью перед вдвиганием в линию прокатки в перспективном изображении;
фиг.2 - фундаментный блок с готовой клетью в окончательной позиции (в линии изготовления продукции) также в перспективном изображении;
фиг.3 - направляющие для перемещения с точками подъема/поверхностями подъема, вид сверху;
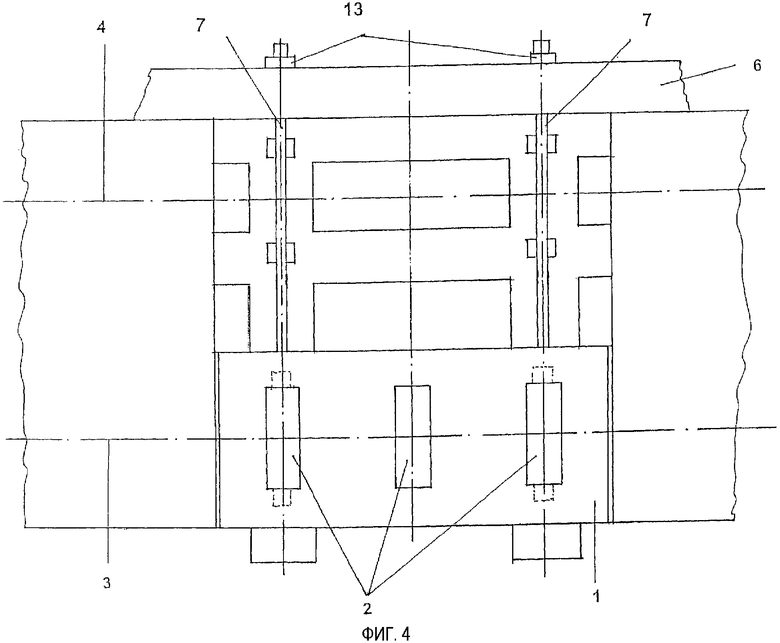
фиг.4 - направляющие для перемещения с фундаментным блоком в линии технического обслуживания, вид сверху;
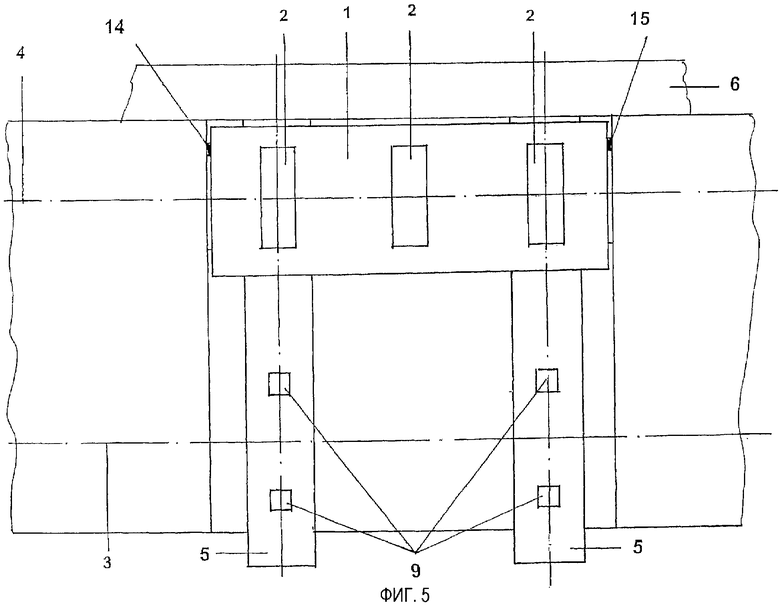
фиг.5 - направляющие для перемещения с фундаментным блоком в линии изготовления продукции, вид сверху.
На этих чертежах обозначается соответственно цифрами: 1 - фундаментный блок, 2 - смонтированные в готовом виде прокатные клети и 3 - ход условной линии технического обслуживания. Для того чтобы свести к минимуму время простоя и опасность монтажных работ в непосредственной области производства продукции или в области прокатки, согласно фиг.1 на предварительно изготовленном фундаментном блоке 1 смонтированы и в данном случае запущены в пробном режиме в работу готовые клети - в данном случае три клети. Во время этих мероприятий первоначальная линия 4 изготовления продукции работает без помех. Фундаментный блок 1 лежит на двух проходящих параллельно направляющих 5 для перемещения, которые проходят предпочтительно перпендикулярно линии 4 изготовления продукции и линии 3 технического обслуживания и доступны через промежуточное пространство 8. На противоположной стороне линии 4 изготовления продукции предусмотрена контропора 6. Она может состоять из существующей части установки или изготавливаться специально. На обратной стороне (не показано) контропоры 6 расположены предназначенные для перемещения тяговые устройства, которые с помощью тяговых средств 7 (не показаны) соединены с фундаментным блоком.
Фиг.2 показывает, что по завершении предварительного изготовления, и/или предварительного монтажа, или окончательного монтажа готовых для замены клетей 2 фундаментный блок 1 с клетями 2 вдвигают в линию 4 изготовления продукции и клети тотчас же интегрированы в производственный процесс.
На фиг.3 представлены в виде сверху направляющие 5 для перемещения, которые расположены в промежуточном пространстве 8 существующей установки. В то время как в линии 3 технического обслуживания на направляющих 5 для перемещения предусмотрены соответственно две точки подъема/поверхности 9 подъема, для выравнивания фундаментного блока 1 в линии 4 изготовления продукции наряду с точками подъема/поверхностями подъема 10 вмонтированы на центральной оси 12 фундаментного блока 1 две другие точки подъема/поверхности подъема 11. Точки подъема/поверхности подъема 9, 10, 11 при необходимости можно также удвоить, чтобы распределить нагрузку равномерно. В качестве точек подъема/поверхностей подъема 9, 10, 11 монтируют, например, стальные плиты размером 500х500х80.
Фундамент 1 с установленными на нем клетями 2 затем, как показано на фиг.4 в виде сверху, устанавливают или монтируют в линию 3 технического обслуживания. С помощью тяговых средств 7 осуществляется перемещение в линию 4 изготовления продукции, причем тяговые устройства 13 опираются на контропору 6.
По достижении конечного положения, как показано на фиг.5, фундаментный блок 1 с установленными на нем клетями 2 выравнивается по горизонтали с помощью домкратов 14, 15. Затем фундаментный блок 1 приподнимается, опоры скольжения удаляются и все опускается/спускается и выравнивается по вертикали. В заключение промежуточное пространство 8 образуется, например, в виде участка для перевалки валков. При этом направляющие для перемещения с фундаментами могут использоваться в качестве основания для новых машинных фундаментов. Отдельные части или компоненты могут изготовляться из готовых железобетонных элементов.
Перечень обозначений
1 фундамент для машины
2 прокатная клеть
3 линия технического обслуживания
4 линия изготовления продукции
5 направляющие для перемещения
6 контропора
7 тяговые средства
8 промежуточное пространство
9 точка подъема/поверхность подъема
10 точка подъема/поверхность подъема
11 точка подъема/поверхность подъема
12 центральная ось
13 тяговое устройство
14 домкрат
15 домкрат
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОКАТНЫЙ СТАН СО СРЕДСТВАМИ ДЛЯ ПЕРЕВАЛКИ ВАЛКОВ | 2003 |
|
RU2323053C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЗАМЕНЫ КОМПЛЕКТОВ ВАЛКОВ В РАБОЧИХ КЛЕТЯХ ПРОКАТНОГО СТАНА | 2005 |
|
RU2363555C2 |
| БЛОК СОРТОПРОКАТНОГО СТАНА | 1995 |
|
RU2068306C1 |
| СПОСОБ РЕМОНТА ПРОКАТНОЙ КЛЕТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2131313C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2011 |
|
RU2542049C1 |
| ВЕРТИКАЛЬНАЯ ПРОКАТНАЯ КЛЕТЬ | 1997 |
|
RU2123399C1 |
| Устройство для настройки клетей сортопрокатного стана | 1982 |
|
SU1049129A1 |
| Устройство для перевалки рабочих валков прокатной клети кварто стана бесконечной прокатки полосы | 1982 |
|
SU1061866A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| НЕПРЕРЫВНАЯ ГРУППА СТАНА ДЛЯ ПРОИЗВОДСТВА ТОЛСТЫХ ПОЛОС | 1996 |
|
RU2104105C1 |


Изобретение относится к обработке металлов давлением, в частности к оборудованию прокатных станов. Способ включает предварительное изготовление фундаментного блока (1), сборку машинного устройства, содержащего фундаментный блок (1) и смонтированную на нем прокатную клеть на месте рядом с линией (4) прокатного стана горячей прокатки, и вдвигание машинного устройства в виде укомплектованного конструктивного узла в линию (4). При сборке машинного устройства в виде укомплектованного конструктивного узла осуществляют монтаж соответствующих приводных органов, контролирующих элементов, требуемую для работы разводку трубопроводов или кабелей и монтаж других элементов оборудования. Предварительный пробный пуск предварительно смонтированной установки в виде укомплектованного конструктивного узла осуществляют на месте перед вдвиганием в линию (4) изготовления продукции. Изобретение позволяет уменьшить время монтажа необходимого оборудования, а также свести к минимуму опасность при монтажных работах в производственной области прокатки. 13 з.п. ф-лы, 5 ил.
1. Способ монтажа машинных устройств в линии (4) прокатного стана горячей прокатки, включающий предварительное изготовление фундаментного блока (1), сборку машинного устройства, содержащего фундаментный блок (1) и смонтированную на нем прокатную клеть на месте рядом с линией (4), вдвигание машинного устройства в виде укомплектованного конструктивного узла в линию (4), отличающийся тем, что при сборке машинного устройства в виде укомплектованного конструктивного узла осуществляют монтаж соответствующих приводных органов, контролирующих элементов и требуемую для работы разводку трубопроводов или кабелей, а также монтаж других элементов оборудования, при этом предварительный пробный пуск предварительно смонтированной установки в виде укомплектованного конструктивного узла осуществляют на месте перед вдвиганием в линию (4) изготовления продукции.
2. Способ по п.1, отличающийся тем, что вдвигание фундаментного блока (1) со смонтированной в готовом виде и готовой к работе прокатной клетью (2) осуществляют на, по меньшей мере, двух направляющих (5) перемещения.
3. Способ по п.2, отличающийся тем, что перемещение при вдвигании осуществляют ступенчато попеременно между левой осью перемещения и правой осью перемещения.
4. Способ по п.1, отличающийся тем, что подлежащий перемещению фундаментный блок (1) приподнимают, между фундаментным блоком (1) и направляющими (5) для перемещения вставляют направляющие скольжения, фундаментный блок (1) перемещают и затем в конечном положении опускают.
5. Способ по п.4, отличающийся тем, что для приподнимания и опускания фундаментного блока (1) используют сдвоенные домкраты, подключенные попарно сообщаясь.
6. Способ по п.5, отличающийся тем, что домкраты для приподнимания фундаментного блока (1) опираются на внедренные в направляющие (5) для перемещения точки подъема или поверхности подъема (9, 10, 11).
7. Способ по п.5, отличающийся тем, что домкраты для опускания фундаментного блока (1) в конечном положении опирают на внедренные в направляющие (5) для перемещения точки подъема или поверхности подъема (9, 10, 11).
8. Способ по п.4, отличающийся тем, что фундаментный блок (1) в конечном положении выравнивают по горизонтали с помощью измерительных меток на осях прокатных клетей.
9. Способ по п.4 или 8, отличающийся тем, что фундаментный блок (1) в конечном положении выравнивается по вертикали с помощью измерительных меток.
10. Способ по п.4 или 8, отличающийся тем, что фундаментный блок (1) подвергают точной юстировке относительно его центральной оси.
11. Способ по п.9, отличающийся тем, что фундаментный блок (1) подвергают точной юстировке относительно его центральной оси.
12. Способ по п.1 или 2, отличающийся тем, что фундаментные блоки для участка перевалки валков, по меньшей мере, отчасти выполнены из железобетонных готовых частей.
13. Способ по п.2, отличающийся тем, что промежуточное пространство (8) для направляющих (5) перемещения полностью или частично заполнено готовым бетоном.
14. Способ по п.1, отличающийся тем, что фундамент для машин в области монтажа подлежащего перемещению фундаментного блока (1) отчасти или полностью изготовляется из железобетона для его дальнейшего использования в качестве основания для новых фундаментных блоков.
Приоритет по пунктам:
25.03.2004 - пп.1, 2, 12, 14;
28.10.2004 - пп.3-11, 13.
| МИНИ-ЛИНИЯ ПО ПЕРЕРАБОТКЕ МОЛОКА | 1994 |
|
RU2081565C1 |
| JP 11319905 A, 24.11.1999 | |||
| JP 63030107 A, 08.02.1988. | |||

