Предлагаемое изобретение относится к прокатному производству, а именно к способам и устройствам для ремонта прокатных клетей.
Наиболее близким к предлагаемому техническому решению по технической сущности и достигаемому результату является способ ремонта клети прокатного стана и устройство для его осуществления из материала информационного листка N 62-97 Липецкого ЦНТИ. Из материалов следует, что способ ремонта прокатной клети включает вывалку рабочих валков из клети, завалку вставки в клеть, отсоединение гидронажимных устройств со стороны привода стана и со стороны перевалки от нажимных винтов, вывалку вставки, верхнего опорного валка и гидронажимных устройств, замену последних и последовательную завалку опорных и рабочих валков в клеть. А устройство для ремонта прокатной клети содержит тележку боковой сдвижки, подвижную вдоль оси прокатки и вставку для перевалки верхнего опорного валка и гидродинажимных устройств.
Недостатком известного технического решения являются значительные затраты времени, связанные с ремонтом прокатной клети, а именно с заменой гидронажимного устройства, расположенного со стороны привода стана. Для того, чтобы заменить упомянутое гидронажимное устройство, необходимо вместе с ним отсоединить от нажимных винтов и гидронажимное устройство, расположенное со стороны перевалки, произвести их совместную вывалку, замену вышедшего из строя гидронажимного устройства, а затем последующую завалку их в клеть. То есть затрачивается лишнее время на производство технологических операций по демонтажу и монтажу гидронажимного устройства, расположенного со стороны перевалки.
Задача, на решение которой направлено техническое решение - сокращение времени на ремонт прокатной клети за счет возможности автономной замены каждого из гидронажимных устройств и как следствие - снижение вспомогательного времени процесса прокатки. При этом достигается получение такого технического результата как повышение производительности стана и снижение себестоимости прокатки.
Вышеуказанный недостаток исключается тем что в способе ремонта прокатной клети, включающем вывалку рабочих валков из клети, завалку вставки в клеть, отсоединение гидронажимных устройство со стороны привода стана и со стороны перевалки от нажимных винтов, вывалку вставки, верхнего опорного валка и гидронажимных устройств, замену последних и последовательную завалку опорных и рабочих валков в клеть, перед завалкой вставки в клеть производят вывалку верхнего опорного валка, воздействуют со стороны вставки на гидронажимное устройство, расположенное со стороны привода стана в направлении продольной оси устройства, перемещают вставку совместно с гидронажимным устройством в направлении перевалки до совмещения центральной оси последнего с продольной осью прокатки, после чего упомянутое гидронажимное устройство опускают ниже нажимной плоскости гидронажимного устройства, расположенного со стороны перевалки, и производят вывалку из клети. А устройство для ремонта прокатной клети, содержащей тележку боковой сдвижки, подвижную вдоль оси прокатки, и вставку для перевалки верхнего опорного валка и гидронажимных устройств, снабжено закрепленными на вставке домкратом, расположенным со стороны привода стана соосно центральной оси одноименного гидронажимного устройства, и монтажной площадкой, размещенной параллельно плоскости прокатки, при этом домкрат выполнен с возможностью взаимодействия с упомянутым гидронажимным устройством в рабочем положении.
Сопоставительный анализ предлагаемого технического решения с прототипом показывает, что заявляемый способ отличается от известного тем, что перед завалкой вставки в клеть производят вывалку верхнего опорного валка, воздействуют со стороны вставки на гидронажимное устройство, расположенное со стороны привода стана в направлении продольной оси устройства, перемещают вставку совместно с гидронажимным устройством в направлении перевалки до совмещения центральной оси последнего с продольной осью прокатки, после чего упомянутое гидронажимное устройство опускают ниже нажимной плоскости гидронажимного устройства, расположенного со стороны перевалки, и производят вывалку из клети. А сопоставительный анализ предлагаемого технического решения с прототипом показывает, что заявляемое устройство отличается своим конструктивным выполнением, а именно тем, что снабжено закрепленным на вставке домкратом, расположенным со стороны привода стана соосно центральной оси одноименного гидронажимного устройства, и монтажной площадкой. Таким образом, заявляемое техническое решение соответствует критерию изобретения "новизна".
Сравнительный анализ предложенного технического решения не только с прототипом, но и с другими техническими решениями, не позволил выявить существенные признаки, присущие заявленному решению. Отсюда следует, что заявленная совокупность существенных отличий обеспечивает получение выше указанного технического результата, что по мнению авторов, соответствует критерию изобретения "изобретательский уровень".
Предложенное техническое решение будет понятно из следующего описания и приложенных к нему чертежей:
На фиг. 1 изображен общий вид устройства, реализующего предлагаемый способ.
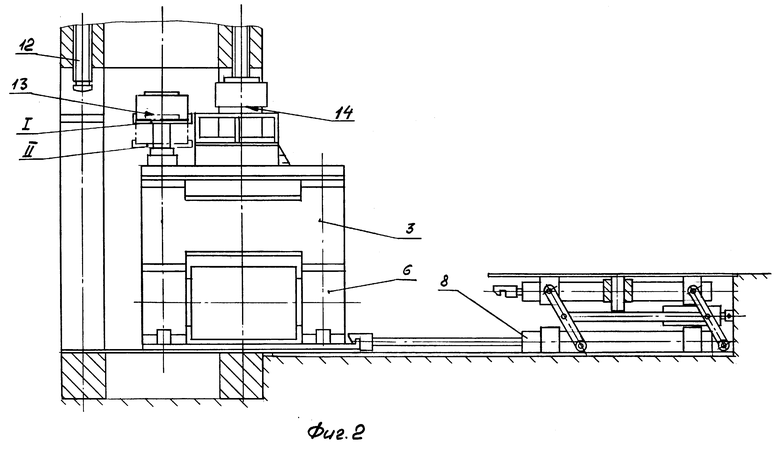
На фиг. 2 изображено устройство со снятым ГНУ со стороны привода в положении первого перемещения в сторону перевалки (совмещенном с осью прокатки).
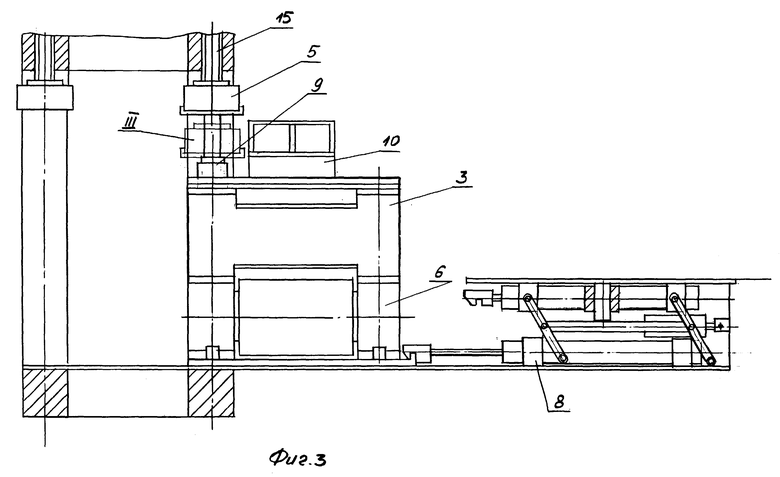
На фиг. 3 изображено устройство в положении снятия ГНУ со стороны перевалки.
Способ ремонта прокатной клети реализуется с помощью устройства для ремонта прокатной клети на установленных в линию стана на прокатных клетях, имеющих рабочие и опорные валки, устройство смены рабочих и опорных валков, смонтированное в зоне обслуживания прокатного стана,
Устройство для ремонта прокатной клети 1 содержит тележку боковой сдвижки 2 подвижную вдоль оси прокатки, вставку 3 для перевалки верхнего опорного валка (на фиг. 1 и фиг. 2, 3 не показан), гидронажимное устройство (ГНУ), расположенное со стороны привода стана 4, гидронажимное устройство (ГНУ), расположенное со стороны перевалки 5, нижнего опорного валка 6, устройство смены рабочих валков 7, устройство смены опорных валков 8.
Вставка 3 снабжена закрепленным со стороны привода стана соосно центральной оси гидронажимного устройства 4 (ГНУ) домкратом 9 и монтажной площадкой, 10 установленной параллельно плоскости прокатки, при этом домкрат выполнен с возможностью взаимодействия с упомянутым (ГНУ) в рабочем положении.
Способ прокатной клети и работа устройства осуществляется следующим образом.
Комплект рабочих валков 11 (см. фиг. 1) вываливают из прокатной клети 1 устройством смены рабочих валков 7 на тележку боковой сдвижки 2, затем ее с комплектом рабочих валков смещают вдоль оси прокатки, освобождая проем прокатной клети.
При помощи вставки 3, установленной на нижний опорный валок 6, устройством смены опорных валков 8, вываливают верхний опорный валок (на фиг. 1 и на фиг. 2, 3 не показан) из прокатной клети. Убирают со вставки 3 верхний опорный валок и вставку снова заваливают в прокатную клеть, совместив при этом центральную ось ГНУ 4, расположенного со стороны привода стана, с осью закрепленного на вставке домкрата 9.
Воздействуют со стороны вставки 3 домкратом 9 на ГНУ 4, расположенное со стороны привода стана, в направлении его центральной оси, с монтажной площадки 10 отсоединяют ГНУ 4 от нажимного винта 12, устройством опорных валков 8 перемещают вставку 3 совместно с ГНУ 4 в направлении перевалки до совмещения оси ГНУ с осью прокатки (см. фиг. 2) в положение I. После этого при помощи домкрата 9 опускают ГНУ 4 в положение II (см. фиг. 2), в котором верхняя плоскость 13 ГНУ находится ниже нажимной плоскости 14 гидронажимного устройства 5, расположенного со стороны перевалки. Затем производят вывалку ГНУ 4 со вставкой 3 и нижним опорным валком 6 из прокатной клети, оставляя ГНУ 5 в клети, и производят замену или ремонт ГНУ 4.
Установку ГНУ4 в прокатную клеть производят с помощью упомянутого устройства, а операции осуществляются в обратной последовательности.
Способ замены ГНУ, расположенного со стороны перевалки, осуществляется следующим образом (см фиг. 3). Вставку 3 устанавливают на нижний опорный валок 6 и устройством смены опорных валков 8 перемещают вставку до совмещения центральной оси упомянутого ГНУ 5 с осью домкрата 9. Домкратом 9 воздействуют на ГНУ 5 в направлении центральной оси, отсоединяют его с монтажной площадки от нажимного винта 15, домкратом 9 опускают в нижнее положение III и вываливают из клети. Операции по установке ГНУ в прокатную клеть осуществляются в обратной последовательности.
Таким образом, использование предлагаемого технического решения при ремонте прокатной клети с демонтажем ГНУ, расположенного со стороны привода стана, позволяет избежать необходимость демонтажа ГНУ, расположенного со стороны перевалки. Следовательно, выполняется задача, на решение которой направлено техническое решение - сокращение времени на ремонт прокатной клети за счет возможности автономной замены каждого из гидронажимных устройств и снижение вспомогательного времени процесса прокатки. При этом достигается получение такого технического результата, как повышение производительности стана за счет снижения вспомогательного времени и снижение себестоимости прокатки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛОСЫ | 2000 |
|
RU2205074C2 |
| СПОСОБ ОПЕРАТИВНОГО ОПРЕДЕЛЕНИЯ ПАРАМЕТРОВ УПРУГОЙ ДЕФОРМАЦИИ ЛИСТОПРОКАТНОЙ КЛЕТИ | 2003 |
|
RU2258571C2 |
| ПРОКАТНАЯ КЛЕТЬ КВАРТО | 1997 |
|
RU2111072C1 |
| Способ замены рабочих и опорных валков прокатных клетей кварто и устройство для его осуществления | 1991 |
|
SU1817712A3 |
| СПОСОБ ПОДГОТОВКИ РАБОЧИХ ВАЛКОВ ПРОКАТНОГО СТАНА | 2005 |
|
RU2301123C1 |
| УЗЕЛ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ ЛИСТОВОГО СТАНА | 1998 |
|
RU2146973C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС | 2001 |
|
RU2210446C2 |
| СПОСОБ ПОДГОТОВКИ РАБОЧИХ ВАЛКОВ КЛЕТЕЙ С ОСЕВОЙ СДВИЖКОЙ | 2008 |
|
RU2370330C1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1996 |
|
RU2103079C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНЫХ ВАЛКОВ ЛИСТОПРОКАТНЫХ СТАНОВ | 2002 |
|
RU2212291C1 |
Изобретение относится к прокатному производству и может быть использовано для ремонта клетей прокатных станов. Задача, на решение которой направлено техническое решение - сокращение времени на ремонт прокатной клети. Способ ремонта прокатной клети включает вывалку рабочих валков из клети, завалку вставки в клеть, отсоединение гидронажимных устройств со стороны привода стана и со стороны перевалки от нажимных винтов, вывалку вставки, верхнего опорного валка и гидронажимных устройств, замену последних и последовательную завалку опорных и рабочих валков в клеть. Новым в способе является то, что перед завалкой вставки в клеть производят вывалку верхнего опорного валка, воздействуют со стороны вставки на гидронажимное устройство, расположенное со стороны привода стана в направлении продольной оси устройства, перемещают вставку совместно с гидронажимным устройством в направлении перевалки до совмещения центральной оси последнего с продольной осью прокатки, после чего упомянутое гидронажимное устройство опускают ниже нажимной плоскости гидронажимного устройства, расположенного со стороны перевалки, и производят вывалку из клети. Предусмотрено и соответствующее устройство для ремонта прокатной клети, которое снабжено закрепленным на вставке домкратом, расположенным со стороны привода стана соосно центральной оси одноименного гидронажимного устройства и монтажной площадкой, размещенной параллельно плоскости прокатки, при этом домкрат выполнен с возможностью взаимодействия с упомянутым гидронажимным устройством в рабочем положении. 2 с. п. ф-лы, 3 ил.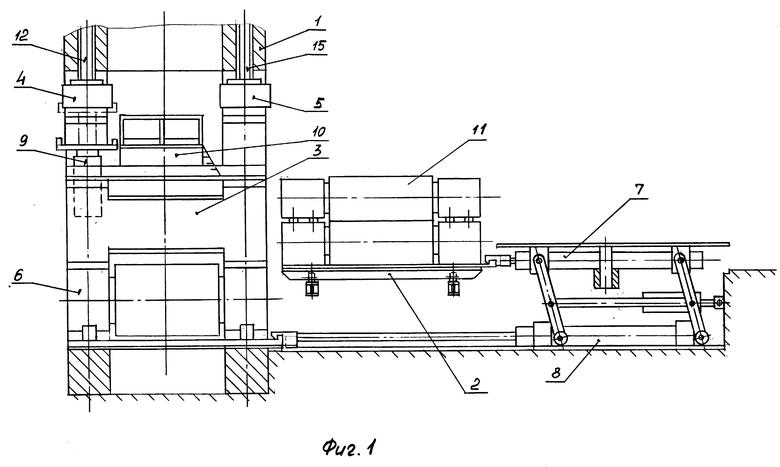
| Способ крашения тканей | 1922 |
|
SU62A1 |
| Устройство для перевалки опорных валков и нажимных винтов прокатной клети кварто | 1978 |
|
SU768505A1 |
| US 3638468, 15.06.72 | |||
| Универсальный жесткий буксир | 1989 |
|
SU1752581A1 |
| Устройство для смены валков прокатной клети кварто | 1988 |
|
SU1588455A1 |

