Изобретение относится к технологии изготовления зубчатых колес, имеющих центральное отверстие со шлицевыми пазами прямобочного профиля и центрируемых в шлицевом соединении по внутреннему диаметру.
Известен способ изготовления зубчатых колес, имеющих центральное отверстие со шлицевыми пазами прямобочного профиля и центрируемых в шлицевом соединении по внутреннему диаметру, при котором выполняют токарную обработку заготовки, в том числе обтачивание цилиндрической и торцовой базовых поверхностей, высверливают и/или растачивают центральное отверстие, изготовляют шлицевые пазы, нарезают зубья, производят термическую обработку зубчатого колеса, калибруют боковые стороны шлицевых пазов, шлифуют вышеупомянутые цилиндрическую и торцовую базовые поверхности, шлифуют центральное отверстие с базированием по цилиндрической и торцовой базовым поверхностям, шлифуют зубья с базированием по центральному отверстию [Оргстанкинпром. Технологический регламент ОС2-040-11-67. Механическая обработка цилиндрических зубчатых колес ⌀ 60-200 мм, m=2-5 мм, 6-й степени точности из сталей 40Х, 40ХФА, 18ХГТ в условиях серийного и мелкосерийного производства. Москва, НИИ информации по машиностроению, 1968 г.] - прототип.
Недостаток этого способа заключается в том, что он не обеспечивает высокой точности изготовления зубчатых колес. Это обусловлено тем, что при изготовлении зубчатых колес по этому способу операцию шлифования цилиндрической и торцовой базовых поверхностей производят с базированием зубчатого колеса по наружному диаметру шлицевых пазов центрального отверстия. Зубчатое колесо при этом крепится на оправке, у которой наружная поверхность шлицевых зубьев выполнена конической.
У любой детали, имеющей центральное отверстие со шлицевыми пазами прямобочного профиля, есть, как минимум, три оси: ось центрального отверстия, ось наружного диаметра шлицевых пазов и единая ось боковых сторон шлицевых пазов. При этом единая ось боковых сторон шлицевых пазов является теоретическим местом пересечения плоскостей симметрии шлицевых пазов. После изготовления шлицевых пазов протягиванием эти три оси практически совпадают. Точность их совпадения или несовпадения определяется точностью изготовления протяжки.
Однако после термической обработки детали происходит деформация формы и положения ее поверхностей. Вышеуказанные оси расходятся между собой в пространстве. Эти оси становятся и несоосными и непараллельными. Калиброванием боковых сторон шлицевых пазов обеспечивают точность размеров ширины пазов в пределах поля допуска на размер и, кроме того, обеспечивают пересечение плоскостей симметрии шлицевых пазов по одной прямой, являющейся единой осью боковых сторон шлицевых пазов. Но погрешности взаимного расположения этих трех осей - оси центрального отверстия, оси наружного диаметра шлицевых пазов и единой оси боковых сторон шлицевых пазов - после калибрования существенно не изменяются.
Шлифованием цилиндрической и торцовой базовых поверхностей с базированием зубчатого колеса по наружному диаметру шлицевых пазов обеспечивают соосность цилиндрической базовой поверхности и поверхности наружного диаметра шлицевых пазов. Но с единой осью боковых сторон шлицевых пазов ось цилиндрической базовой поверхности совпадать не будет. Соответственно, после операции шлифования центрального отверстия с базированием зубчатого колеса по цилиндрической и торцовой базовым поверхностям, ось центрального отверстия станет совпадать с осью наружного диаметра шлицевых пазов, но по-прежнему не будет совпадать с единой осью боковых сторон шлицевых пазов. Таким образом, в результате получают зубчатое колесо, у которого ось центрального отверстия не лежит в плоскостях симметрии шлицевых пазов, а находится от них на некотором расстоянии или даже пересекает под некоторым углом. Из-за этого зубчатое колесо не надевается на шлицевой вал, а если и надевается, то так, что единая ось боковых сторон шлицевых пазов колеса не совпадает с осью вала. В результате во время работы происходит искривление вала, его биение, неравномерный износ зубьев колеса и другие нежелательные явления, которые сокращают срок службы зубчатого колеса и вала.
Известна оправка для базирования зубчатого колеса, выполненная в виде цилиндра со шлицевыми зубьями прямобочного профиля, причем диаметр впадин между зубьями этой оправки меньше наименьшего предельного размера центрального отверстия в зубчатом колесе [ГОСТ 18437-73 Оправки зубчатые (шлицевые) прямобочные конические центровые. Москва, Издательство стандартов, 1973 г.] - прототип.
Эта оправка используется на операции шлифования цилиндрической и торцовой базовых поверхностей зубчатого колеса после его термообработки. Недостатком этой оправки является то, что базирование зубчатого колеса при этом происходит по наружному диаметру его шлицевых пазов. Для этого зубья оправки выполнены шириной на 0,4…0,6 мм меньше ширины пазов в зубчатом колесе, а наружная поверхность зубьев выполнена конической. При этом наружный диаметр шлицевых зубьев на заходном конце оправки меньше наименьшего предельного размера наружного диаметра шлицевых пазов в зубчатом колесе, а на непроходном конце оправки - больше наибольшего предельного размера наружного диаметра шлицевых пазов в зубчатом колесе. При надевании зубчатого колеса на эту оправку происходит фиксация колеса за счет заклинивания поверхности наружного диаметра шлицевых пазов по конической наружной поверхности зубьев оправки. Однако, как уже было отмечено выше, после термообработки зубчатого колеса его ось центрального отверстия, ось наружного диаметра шлицевых пазов и единая ось боковых сторон шлицевых пазов расходятся в пространстве. Последующие операции шлифования цилиндрической и торцовой базовых поверхностей, а также центрального отверстия позволяют совместить ось центрального отверстия с осью наружного диаметра шлицевых пазов, но они не позволяют совместить ось центрального отверстия с единой осью боковых сторон шлицевых пазов. В результате получается зубчатое колесо с недопустимо большими отклонениями положения шлицевых пазов относительно оси центрального отверстия.
Предлагаемое изобретение направлено на повышение точности изготовления зубчатых колес.
Для решения этой задачи в способе изготовления зубчатых колес, имеющих центральное отверстие со шлицевыми пазами прямобочного профиля и центрируемых в шлицевом соединении по внутреннему диаметру, при котором выполняют токарную обработку заготовки, в том числе обтачивание цилиндрической и торцовой базовых поверхностей, высверливают и/или растачивают центральное отверстие, изготовляют шлицевые пазы, нарезают зубья, производят термическую обработку зубчатого колеса, калибруют боковые стороны шлицевых пазов, шлифуют вышеупомянутые цилиндрическую и торцовую базовые поверхности, шлифуют центральное отверстие с базированием по цилиндрической и торцовой базовым поверхностям, шлифуют зубья с базированием по центральному отверстию, согласно изобретению при шлифовании цилиндрической и торцовой базовых поверхностей зубчатое колесо базируют по боковым сторонам шлицевых пазов центрального отверстия.
Для реализации этого способа предлагается оправка для базирования зубчатого колеса, выполненная в виде цилиндра со шлицевыми зубьями прямобочного профиля, причем диаметр впадин между зубьями меньше наименьшего предельного размера центрального отверстия в зубчатом колесе, у которой, согласно изобретению, ширина шлицевых зубьев постепенно или ступенчато увеличивается по длине оправки от ее значения на заходном конце оправки до ее значения на непроходном конце оправки, а наружный диаметр ее шлицевых зубьев меньше наименьшего наружного диаметра шлицевых пазов в зубчатом колесе, при этом ширина зубьев на заходном конце оправки меньше наименьшего предельного размера ширины шлицевого паза в зубчатом колесе, а на непроходном конце оправки - больше наибольшего предельного размера ширины шлицевого паза в зубчатом колесе.
Оправку можно выполнить таким образом, что ширина ее шлицевых зубьев постепенно увеличивается по длине оправки от ее значения на заходном конце оправки до ее значения на непроходном конце оправки. В этом случае боковая сторона каждого зуба расположена под углом к плоскости симметрии зуба и перпендикулярно к плоскости, проходящей через ось оправки перпендикулярно плоскости симметрии зуба.
А можно оправку выполнить таким образом, что ширина ее шлицевых зубьев ступенчато увеличивается по длине оправки от ее значения на заходном конце оправки до ее значения на непроходном конце оправки. В этом случае боковая сторона каждого зуба выполнена в виде ступенчатой поверхности, ступеньки которой выполнены по длине оправки и расположены параллельно плоскости симметрии зуба. При этом ширина зубьев от ступеньки к ступеньке увеличивается равномерно на одну и ту же величину.
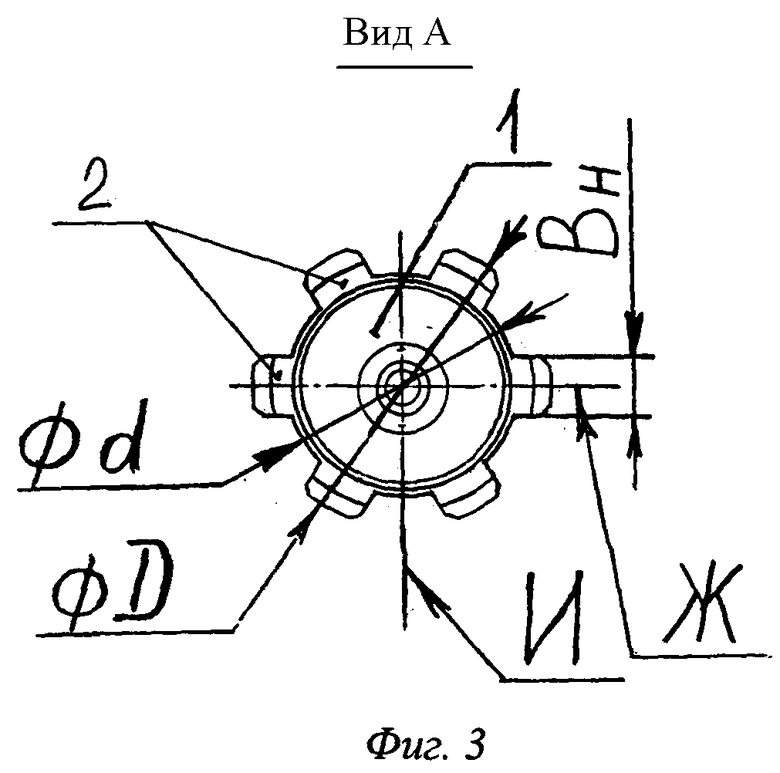
Сущность изобретения поясняется чертежами. На фиг.1 изображена оправка, у которой ширина шлицевых зубьев постепенно увеличивается по длине оправки; на фиг.2 изображена оправка, у которой ширина шлицевых зубьев ступенчато увеличивается по длине оправки; на фиг.3 - вид А по фиг.1; на фиг.4 - вид Б по фиг.2; на фиг.5 - выносной элемент Г по фиг.2 в увеличенном масштабе.
Оправка для базирования зубчатого колеса по боковым сторонам шлицевых пазов центрального отверстия выполнена в виде цилиндра 1 со шлицевыми зубьями 2 прямобочного профиля. Для того чтобы контакт оправки с зубчатым колесом происходил только по боковым сторонам шлицевых зубьев и пазов, оправку выполняют таким образом, чтобы диаметр впадин между зубьями d был меньше наименьшего предельного размера центрального отверстия в зубчатом колесе, а наружный диаметр D ее шлицевых зубьев был меньше наименьшего предельного размера наружного диаметра шлицевых пазов в зубчатом колесе. Ширина шлицевых зубьев постепенно или ступенчато увеличивается по длине оправки от ее значения на заходном конце оправки до ее значения на непроходном конце оправки. Ширина зубьев Вз на заходном конце оправки меньше наименьшего предельного размера ширины шлицевого паза в зубчатом колесе, а ширина зубьев Вн на непроходном конце оправки больше наибольшего предельного размера ширины шлицевого паза в зубчатом колесе.
Оправка может быть выполнена таким образом, что ширина ее шлицевых зубьев постепенно увеличивается по длине оправки от ее значения Вз на заходном конце оправки до ее значения Вн на непроходном конце оправки (фиг.1, 3). В этом случае боковые стороны Д и Е каждого зуба расположены под углом к плоскости симметрии Ж зуба и перпендикулярно к плоскости И, проходящей через ось оправки перпендикулярно плоскости симметрии зуба. Однако изготовление такой оправки представляет определенные сложности.
Более технологична конструкция оправки, у которой ширина ее шлицевых зубьев ступенчато увеличивается по длине оправки от ее значения Вз на заходном конце оправки до ее значения Вн на непроходном конце оправки (фиг.2, 4, 5). В этом случае боковая сторона каждого зуба представляет собой ступенчатую поверхность, ступеньки которой выполнены по длине оправки и расположены параллельно плоскости симметрии Ж зуба. При этом ширина зубьев от ступеньки к ступеньке увеличивается равномерно на одну и ту же величину, равную (Вн-Вз)/N, где N - количество ступенек. То есть ширина i+1 ступеньки определяется по формуле Bi+1=Bi+(Вн-Вз)/N, где Bi - ширина i - той ступеньки.
Предлагаемый способ осуществляют следующим образом. Сначала выполняют токарную обработку заготовки, в том числе обтачивание цилиндрической и торцовой базовых поверхностей. После этого высверливают и растачивают (или только растачивают, если в заготовке уже было отверстие) центральное отверстие. Далее при помощи протяжки или долблением изготовляют шлицевые пазы. После этого на зубодолбежном или зубофрезерном станке нарезают зубья. Затем для повышения поверхностной прочности деталь подвергают термической обработке, например цементации, объемной или местной - токами высокой частоты закалке, и т.п.После термообработки на гидропрессе при помощи прошивки калибруют боковые стороны шлицевых пазов. При этом не только восстанавливают размер ширины пазов, но и обеспечивают пересечение плоскостей симметрии пазов по одной прямой - единой оси боковых поверхностей шлицевых пазов. После этого деталь надевают на оправку предлагаемой конструкции и шлифуют цилиндрическую и торцовую базовые поверхности. При надевании на оправку деталь заклинивается боковыми сторонами ее шлицевых пазов на боковых сторонах шлицевых зубьев оправки. За счет того что деталь базируется по боковым сторонам шлицевых пазов, ось отшлифованной на этой операции цилиндрической базовой поверхности будет совпадать с единой осью боковых сторон шлицевых пазов, а торцовая базовая поверхность будет перпендикулярна этой оси. После шлифования деталь снимают с оправки, зажимают, базируясь по отшлифованным цилиндрической и торцовой базовым поверхностям, и шлифуют центральное отверстие. После этой операции ось центрального отверстия будет совпадать с единой осью боковых сторон шлицевых пазов. В заключение шлифуют зубья зубчатого колеса, базируя его по центральному отверстию. После этой операции получают зубчатое колесо, у которого зубья расположены должным образом относительно оси центрального отверстия и единой оси боковых сторон шлицевых пазов.
Таким образом, предлагаемый способ позволяет изготавливать зубчатые колеса, у которых ось центрального отверстия совмещена с единой осью боковых сторон шлицевых пазов. Это повышает точность изготовления зубчатых колес, обеспечивает правильную посадку зубчатого колеса на шлицевой вал и, как следствие этого, - долговечность работы соединения.
Данные способ и оправка используются при изготовлении зубчатых колес для станков, производимых Рязанским станкостроительным заводом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТОГО КОЛЕСА БОЛЬШОГО ДИАМЕТРА | 2020 |
|
RU2730714C1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ЗУБЬЕВ СБОРНЫХ ЧЕРВЯЧНЫХ ФРЕЗ | 1993 |
|
RU2087277C1 |
| Центровая оправка | 1988 |
|
SU1683887A1 |
| СБОРНЫЙ ГИПЕРБОЛОИДНЫЙ ЧЕРВЯЧНЫЙ ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ, СМЕННЫЕ ПОВОРОТНЫЕ НЕПЕРЕТАЧИВАЕМЫЕ РЕЖУЩИЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ И СПОСОБ ИХ ЭКСПЛУАТАЦИИ | 2014 |
|
RU2634565C2 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1993 |
|
RU2079397C1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1995 |
|
RU2102201C1 |
| СПОСОБ ЗУБООБРАБОТКИ РЕГУЛИРУЕМЫМ КОМПЛЕКТНЫМ ДОЛБЯКОМ | 2004 |
|
RU2255841C1 |
| РЕГУЛИРУЕМЫЙ КОМПЛЕКТНЫЙ ДОЛБЯК | 2004 |
|
RU2268116C1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1995 |
|
RU2102202C1 |
| ТОКАРНЫЙ ПЛАВАЮЩИЙ ПАТРОН | 2010 |
|
RU2449862C2 |




Способ относится к изготовлению зубчатых колес, имеющих центральное отверстие со шлицевыми пазами прямобочного профиля и центрируемых в шлицевом соединении по внутреннему диаметру, и включает обтачивание цилиндрической и торцовой базовых поверхностей, высверливание и/или растачивание центрального отверстия, выполнение шлицевых пазов, нарезание зубьев, термическую обработку зубчатого колеса, калибрование боковых сторон шлицевых пазов, шлифование упомянутых цилиндрической и торцовой базовых поверхностей, центрального отверстия с базированием по цилиндрической и торцовой базовым поверхностям и зубьев с базированием по центральному отверстию. Для повышения точности изготовления зубчатых колес при шлифовании цилиндрической и торцовой базовых поверхностей зубчатое колесо базируют по боковым сторонам шлицевых пазов центрального отверстия. Оправка выполнена в виде цилиндра со шлицевыми зубьями прямобочного профиля, причем диаметр впадин между ее зубьями меньше наименьшего предельного размера центрального отверстия в зубчатом колесе. Для достижения того же технического результата ширина шлицевых зубьев выполнена с увеличением постепенно или ступенчато по длине оправки от ее значения на заходном конце оправки до ее значения на непроходном конце оправки, а наружный диаметр ее шлицевых зубьев выполнен меньше наименьшего предельного размера наружного диаметра шлицевых пазов в зубчатом колесе, при этом ширина зубьев на заходном конце оправки выполнена меньше наименьшего предельного размера ширины шлицевого паза в зубчатом колесе, а на непроходном конце оправки - больше наибольшего предельного размера ширины шлицевого паза в зубчатом колесе. 2 н. и 3 з.п. ф-лы, 5 ил.
1. Способ изготовления зубчатых колес, имеющих центральное отверстие со шлицевыми пазами прямобочного профиля и центрируемых в шлицевом соединении по внутреннему диаметру, при котором выполняют токарную обработку заготовки, включающую обтачивание цилиндрической и торцовой базовых поверхностей, высверливают и/или растачивают центральное отверстие, выполняют шлицевые пазы, нарезают зубья, производят термическую обработку зубчатого колеса, калибруют боковые стороны шлицевых пазов, шлифуют вышеупомянутые цилиндрическую и торцовую базовые поверхности, шлифуют центральное отверстие с базированием по цилиндрической и торцовой базовым поверхностям, шлифуют зубья с базированием по центральному отверстию, отличающийся тем, что при шлифовании цилиндрической и торцовой базовых поверхностей зубчатое колесо базируют по боковым сторонам шлицевых пазов центрального отверстия.
2. Оправка для изготовления зубчатого колеса, выполненная в виде цилиндра со шлицевыми зубьями прямобочного профиля, причем диаметр впадин между ее зубьями меньше наименьшего предельного размера центрального отверстия в зубчатом колесе, отличающаяся тем, что шлицевые зубья выполнены с шириной, постепенно или ступенчато увеличивающейся по длине оправки от ее значения на заходном конце оправки до ее значения на непроходном конце оправки, а наружный диаметр ее шлицевых зубьев выполнен меньше наименьшего предельного размера наружного диаметра шлицевых пазов в зубчатом колесе, при этом зубья на заходном конце оправки выполнены с шириной, меньшей наименьшего предельного размера ширины шлицевого паза в зубчатом колесе, а на непроходном конце оправки - большей наибольшего предельного размера ширины шлицевого паза в зубчатом колесе.
3. Оправка по п.2, отличающаяся тем, что шлицевые зубья выполнены с постепенным увеличением ширины по длине оправки от ее значения на заходном конце оправки до ее значения на непроходном конце оправки так, что боковые стороны каждого зуба расположены под углом к плоскости симметрии зуба и перпендикулярно к плоскости, проходящей через ось оправки перпендикулярно плоскости симметрии зуба.
4. Оправка по п.2, отличающаяся тем, что шлицевые зубья выполнены со ступенчатым увеличением ширины по длине оправки от ее значения на заходном конце оправки до ее значения на непроходном конце оправки так, что боковая сторона каждого зуба выполнена в виде ступенчатой поверхности, ступеньки которой выполнены по длине оправки и расположены параллельно плоскости симметрии зуба.
5. Оправка по п.4, отличающаяся тем, что шлицевые зубья выполнены с увеличением ширины от ступеньки к ступеньке равномерно на одну и ту же величину.
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| - М.: НИИМаш, 1968 | |||
| Оправки зубчатые (шлицевые прямобочные конические центровые | |||
| Прибор для выемки образцов торфа из залежи (торфяной зонд) | 1929 |
|
SU18473A1 |
| - М.: Издательство стандартов, 1973 | |||
| RU 2004392 С1, 15.12.1993 | |||
| US 6343497 А, 17.05.2001. | |||

