Техническое решение относится к табачной промышленности, а именно к изготовлению сигарет с фильтром.
Из уровня техники известен фильтр, содержащий фильтрующий элемент, размещенный в воздухонепроницаемой оболочке, при этом фильтрующий элемент выполнен из волокнистых элементов-носителей нитей или полосок с зафиксированным на них порошкообразным сорбентом из гранул активированного угля и собранных в пучок в форме сплошного или трубчатого стержня с расположением нитей или полосок по прямой, параллельно оси стержня (RU), п.1834648, А24D 33/04.
Недостатком данного фильтра является недостаточная очистка дыма от вредных веществ дыма ввиду небольшого пути прохождения дыма, поскольку нити или полоски расположены по прямой и при стандартной длине фильтра этот путь не обеспечивает достаточную очистку дыма от вредных веществ.
Известен фильтр для табачного дыма, выполненный из внутреннего и внешнего элементов, установленных один в другом, при этом внутренний элемент выполнен из воздухонепроницаемого материала. На одном из участков внутренний элемент стянут так, что противоположные части его внутренней поверхности соприкасаются, направляя дым через стенку внутреннего элемента, причем внутренний элемент может быть стянут на одном конце со стороны торцовой стенки или в центральной части с образованием ребер, расположенных параллельно оси фильтра или по спирали относительно оси. Все эти различные формы сгибания внутреннего элемента создают опору для внешнего элемента и сохраняют его форму, однако ввиду отсутствия перекрытия лопастей путь прохождения дыма осуществляется в основном по прямой. Недостатком такого фильтра является низкая улавливающая способность фильтра в виду небольшого пути прохождения дыма через фильтр.
В качестве прототипа принято техническое решение-фильтр для сигарет, содержащий фильтрующий элемент, заключенный в воздухонепроницаемую оболочку, имеющую продольные каналы, погруженные в фильтрующий элемент, и кольцевой ряд отверстий для подачи воздуха в фильтр, а также оберточный материал для соединения табачного стержня и фильтрующего элемента. Кроме того, для усиления фильтрации, в зоне каждого канала, в оболочке выполнены дополнительные отверстия (RU, п.1577692, А24D 3/04). Повышению эффективности фильтрации в данном фильтре способствует разбавление табачного дыма воздушным потоком воздуха, поступающим через каналы и отверстия. Конструкция данного фильтра не обеспечивает должную очистку, поскольку путь прохождения дыма небольшой, а отверстия в процессе затяжки деформируются и забиваются. Кроме того, данная конструкция фильтра сложная в технологическом изготовлении.
Техническим результатом данного технического решения является повышение эффективности очистки дыма за счет выполнения фильтрующего элемента в виде винтовой конструкции, увеличивающей путь прохождения дыма.
Технический результат достигается тем, что фильтр для сигарет содержит фильтрующий элемент, размещенный в воздухонепроницаемой оболочке, и оберточный материал для соединения табачного стержня и фильтрующего элемента, при этом фильтрующий элемент выполнен винтообразным из непроницаемого или полупроницаемого материала с количеством лопастей 3-4 и с углом закручивания 5-25° с сердечником или без сердечника, а между лопастями размещен гранулированный, или порошкообразный, или волокнистый фильтрующий материал.
Кроме того, фильтрующий элемент выполнен с неограниченным количеством лопастей из абсорбирующего материала с сердечником или без сердечника. Кроме того, фильтрующий элемент выполнен из продольных, скрепленных химическим или термическим путем волокон.
В зависимости от используемого фильтрующего материала и варианта конструктивного выполнения конструкция фильтра может эффективно работать с количеством лопастей от 3-х до неограниченного количества. Так, оптимальное количество лопастей при изготовлении винтообразного фильтрующего элемента из непроницаемого материала, например, плотной бумаги составляет 3-4. При таком количестве лопастей обеспечивается достаточно эффективная очистка дыма, поскольку в этом случае размер зон начало и конец винтовой конструкции фильтрующего элемента, где лопасти не перекрывают друг друга и дым проходит по прямой, незначительный и на качество очистки, при угле закручивания 5-25°, особой роли не играет. Поскольку, чем ближе к центру поперечного сечения фильтрующего элемента, тем путь дыма меньше чем на периферии, в двух вариантах установлены сердечники. В этом случае дым сместится к периферии, где путь прохождения дыма больше. Повышению эффективности очистки в вариантах выполнения винтообразных фильтрующих элементов с 3-4 лопастями способствует и размещение фильтрующего материала между лопастями. Эффективность очистки дыма обеспечивают и два других варианта выполнения фильтров. Это фильтр с неограниченным количеством лопастей из абсорбирующего материала, так как, чем больше зон перекрытий лопастей, тем больше путь прохождения дыма, а также фильтр с винтообразным фильтрующим элементом из скрепленных между собой волокон.
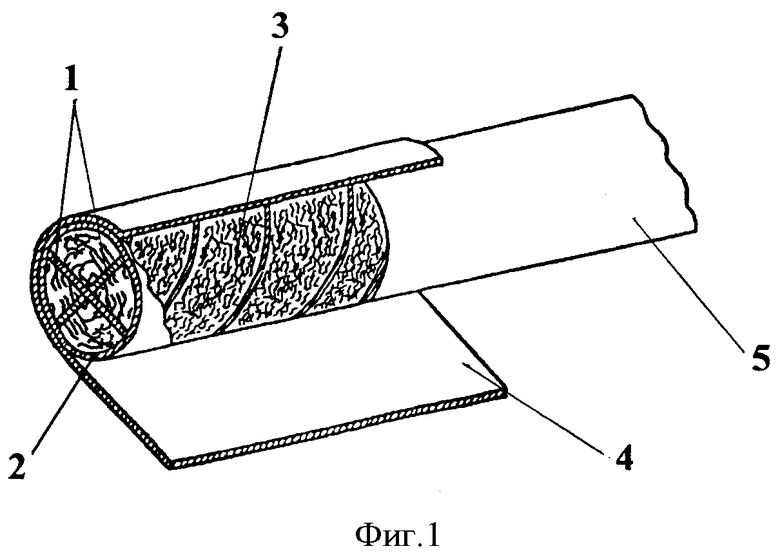
На фиг.1 фильтр показан с фильтрующим элементом с 3-4 лопастями из непроницаемого материала.
На фиг.2 - фильтр с фильтрующим элементом с 3-4 лопастями из непроницаемого материала с сердечником.
На фиг.3 - фильтр с фильтрующим элементом с неограниченным количеством лопастей.
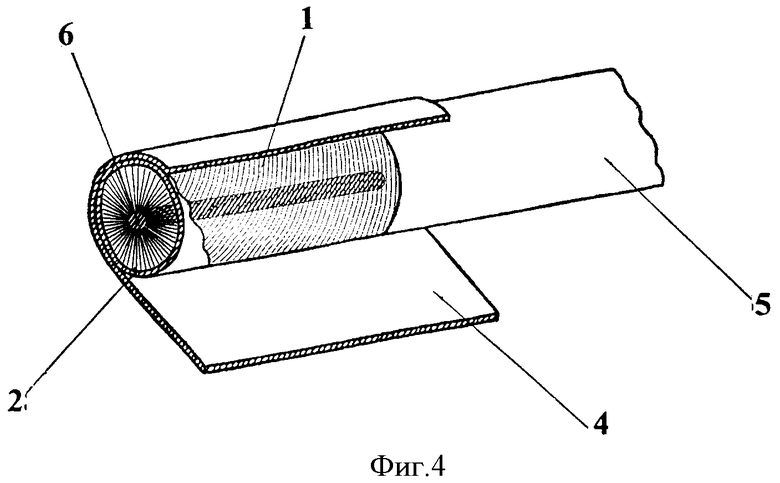
На фиг.4 - фильтр с фильтрующим элементом с неограниченным количеством лопастей с сердечником.
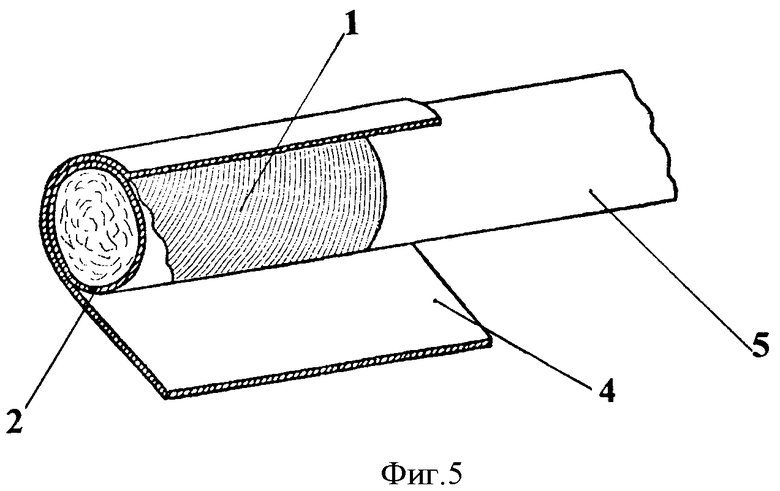
На фиг.5 - с фильтрующим элементом из продольных волокон.
На фиг.6 - путь прохождения дыма.
Фильтр содержит винтообразный фильтрующий элемент 1 с количеством лопастей, например, 4 и углом закручивания, например, 25° и размещен в воздухонепроницаемую оболочку 2. Между лопастями, выполненными из непроницаемого материала, например плотной бумаги, размещен гранулированный фильтрующий материал 3, в качестве которого может быть использован, например, порошкообразный активированный уголь. С помощью оберточного материала 4 фильтрующий элемент 1 соединен с табачным стержнем 5 (фиг.1). Данный фильтр может быть выполнен методом штамповки по специально изготовленной форме. Описанный выше фильтр может быть снабжен сердечником 6 (фиг.2). По третьему варианту винтообразный фильтрующий элемент выполнен из абсорбирующего материала, например целлюлозы в виде полосок, с зафиксированным на них порошкообразным сорбентом, например, активированным углем и собранных в пучок. Методом простого механического скручивания получают винтообразную конструкцию с неограниченным количеством лопастей в зависимости от количества полосок (фиг.3). Этот фильтр может быть снабжен сердечником (фиг.4). Фильтрующий элемент по 5-му варианту выполнен из волокон из ацетатного материала, скрепленных химическим или термическим путем (фиг.5). Для изготовления такого фильтрующего элемента волокна наматывают на вращающийся стержень, при вращении которого волокна накручиваются на стержень по винтовой линии. Затем стержень убирается, а фильтрующий элемент спрессовывается. Данный фильтр можно изготовить методом простого механического скручивания. Основной путь прохождения дыма во всех вариантах (фиг.6) проходит по винтовой линии (зона «А») за исключением незначительных зон «В». Это зона входа дыма в фильтр и зона выхода, где лопасти не перекрывают друг друга и дым проходит по прямой (для фиг.1,2), но эти зоны, при угле закручивания лопастей 5-25°, эффективность очистки не снижают. В остальных вариантах (фиг.3,4,5) зоны «В» практически отсутствуют.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФИЛЬТР ДЛЯ СИГАРЕТ | 2007 |
|
RU2330592C1 |
| Фильтр и способ его изготовления | 1990 |
|
SU1834648A3 |
| Фильтр табачного дыма | 2013 |
|
RU2662702C2 |
| ФИЛЬТР ДЛЯ СИГАРЕТ | 2003 |
|
RU2235488C1 |
| СИГАРЕТА С СИСТЕМОЙ НАГРЕВА ТАБАКА БЕЗ ГОРЕНИЯ, ИМЕЮЩАЯ СЕКЦИЮ КАМЕРНОГО КОНТЕЙНЕРА | 2017 |
|
RU2759257C2 |
| Фильтр для сигарет | 1987 |
|
SU1547692A3 |
| НАГРЕВАЕМОЕ ТАБАЧНОЕ ИЗДЕЛИЕ С ПЕРФОРИРОВАННОЙ БОКОВОЙ СТЕНКОЙ | 2020 |
|
RU2833162C1 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ С УМЕНЬШЕННЫМ КОЛИЧЕСТВОМ ДЫМА ПОБОЧНОГО ПОТОКА | 2016 |
|
RU2707425C1 |
| Сигарета | 1988 |
|
SU1667622A3 |
| НАГРЕВАЕМОЕ БЕЗ ГОРЕНИЯ ТАБАЧНОЕ ИЗДЕЛИЕ С ТАБАЧНЫМИ ГРАНУЛАМИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2767008C1 |



Техническое решение относится к табачной промышленности, а именно к изготовлению сигарет с фильтром. Фильтрующий элемент выполнен в виде винтовой конструкции, увеличивающей путь прохождения дыма. Винтообразная конструкция выполнена в различных вариантах: из 3-4 лопастей с углом закручивания 5-25° и размещением фильтрующего материала между лопастями с сердечником или без него; с неограниченным количеством лопастей из абсорбирующего материала с сердечником или без него; из продольных волокон, скрепленных химическим или термическим путем. Изобретение обеспечивает повышение эффективности очистки дыма в фильтре. 6 з.п. ф-лы, 6 ил.
1. Фильтр для сигарет, содержащий фильтрующий элемент, размещенный в воздухонепроницаемой оболочке, и оберточный материал для соединения табачного стержня и фильтрующего элемента, отличающийся тем, что фильтрующий элемент выполнен винтообразным.
2. Фильтр по п.1, отличающийся тем, что фильтрующий винтообразный элемент выполнен с количеством лопастей 3-4 и с углом закручивания 5-25° из непроницаемого или полупроницаемого материала, а между лопастями размещен фильтрующий материал.
3. Фильтр по любому из пп.1 и 2, отличающийся тем, что он дополнительно содержит сердечник.
4. Фильтр по п.1, отличающийся тем, что фильтрующий винтообразный элемент выполнен с неограниченным количеством лопастей из абсорбирующего материала в виде полосок.
5. Фильтр по любому из пп.1 и 4 отличающийся тем, что он дополнительно содержит сердечник.
6. Фильтр по п.1, отличающийся тем, что фильтрующий винтообразный элемент выполнен из продольных скрепленных химическим или термическим путем волокон.
7. Фильтр по любому из пп.1 и 2, отличающийся тем, что в качестве фильтрующего материала используют гранулированный, или порошкообразный, или волокнистый материал.
| Фильтр для сигарет | 1987 |
|
SU1547692A3 |
| Пробка для фильтрования дыма в папиросах и приспособление для изготовления пробок | 1929 |
|
SU21944A1 |
| ФИЛЬТР для ТАБАЧНОГО ДЫМА | 0 |
|
SU383243A1 |
| ФИЛЬТРУЮЩЕЕ УСТРОЙСТВО ДЛЯ СИГАРЕТЫ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2264766C2 |
| Способ сушки шаропилотных и радио-зондовых оболочек нагретым воздухом | 1958 |
|
SU121078A1 |
| Устройство для ввода излучения полупроводникового лазера в одномодовое оптическое волокно | 1990 |
|
SU1714558A1 |
| SK 7412000 A3, 09.10.2000 | |||
| DE 3444991 А1, 19.06.1986 | |||
| Вибрационный измельчитель | 1986 |
|
SU1411029A1 |
| Устройство для изготовления нетканогоМАТЕРиАлА | 1979 |
|
SU827644A1 |
| Способ экстремального регулирования межэлектродного зазора при электрохимической размерной обработке металлов | 1972 |
|
SU437599A1 |
| Преобразователь постоянного тока в трехфазный переменный ток | 1959 |
|
SU143112A1 |

