Область техники
Изобретение относится к способу и устройству формования, применение которых особо целесообразно для формования пластмассовых материалов.
Уровень техники
В обычной литьевой формовочной машине пластмассу нагревают до расплавленного состояния, и затем расплавленный пластмассовый материал под высоким давлением принудительно пропускают через систему литников в полость литейной формы.
Скорость возможного наполнения полостей литейной формы ограничивается скоростью, с которой расплавленный пластмассовый материал может проходить через узкие литники. Расплавленный пластмассовый материал должен поступать в полость литейной формы под высоким давлением, создание которого требует затрат и значительной конструкционной прочности литейной формы, подающего оборудования и пр. Эту проблему можно решить путем увеличения поперечного сечения проходов, по которым расплавленный пластмассовый материал подают в литейную форму; и это увеличение также позволит использовать расплавленный пластмассовый материал с такими включениями, как длинные волокна, материал в виде частиц переработанной повторно используемой пластмассы или т.п. При увеличенных поперечных сечениях каналов введения исходного материала требуется меньшее давление подачи этого материала.
Но каналы крупного поперечного сечения, идущие в полости пресс-формы, имеют тот недостаток, что входное отверстие, через которое исходный материал входит в пресс-форму, нужно перекрывать, чтобы расплавленный пластмассовый материал смог застыть в пресс-форме. Это можно выполнить следующим образом: после накопления расплавленного пластмассового материала, нужного для заполнения полости пресс-формы, в цилиндрической сборной камере в прилегании к пресс-форме упомянутый вход закрывают поршнем, передний торец которого - при закрытии - становится частью периферической стенки полости пресс-формы. Но в устройстве этого типа сборная камера открыта в сторону полости пресс-формы, и расплавленный пластмассовый материал, втекающий в сборную камеру, контактирует с той частью полости пресс-формы, которая непосредственно примыкает ко входу поступления исходного материала, где он начинает застывать до того, как поршень втолкнет расплавленный пластмассовый материал в камеру.
Торец поршня устройства формования этого типа обычно охлаждают изнутри, чтобы он охлаждался вместе с остальной стенкой пресс-формы, когда расплавленный пластмассовый материал в полости пресс-формы застывает. Когда поршень отводят назад, чтобы снова заполнить сборную камеру для следующего цикла формования, то расплавленный пластмассовый материал, втекающий в сборную камеру, контактирует с торцом поршня и начинает застывать. Частичное застывание расплавленного пластмассового материала в некоторых участках, до заполнения пресс-формы поршнем, повышает вязкость расплавленного пластмассового материала, и поэтому для него требуется более высокое давление ввода, чтобы заполнить полость пресс-формы, и при этом на сформованных изделиях вследствие этого могут остаться отметины.
Недостатки заполнения сборной камеры крупного сечения в примыкании к полости пресс-формы, до принудительного введения расплавленного пластмассового материала в полость пресс-формы, в некоторой степени устраняются техническим решением согласно патенту США № 6464910 (Smorgon и др.). Этот патент описывает цикл формования, согласно которому расплавленный пластмассовый материал подают в накопитель, из которого его направляют в полость пресс-формы под низким давлением по каналу с крупным поперечным сечением; и при этом в этом канале вход для исходного материала в полость пресс-формы закрывают поршнем клапана. Поэтому расплавленный пластмассовый материал не накапливают в сборной полости в непосредственной близости к пресс-форме, где некоторая часть расплавленного пластмассового материала могла уже застыть.
Согласно способу в соответствии с упомянутым патентом расплавленный пластмассовый материал подают непрерывно из экструдера в накопитель и из накопителя - в полость пресс-формы, и поэтому количество подаваемого в полость пресс-формы расплавленного пластмассового материала не регулируется по объему. Вместо этого измеряют давление в полости пресс-формы. В результате полость пресс-формы полностью наполняется до того, как клапан начнет перекрывать подачу исходного материала в пресс-форму. Клапан имеет крупное поперечное сечение, и продвижение поршня клапана вводит значительный объем дополнительного расплавленного пластмассового материала в пресс-форму, из-за чего происходит переполнение пресс-формы. В этом патенте не указывается, что именно происходит при переполнении пресс-формы введенным расплавленным пластмассовым материалом, но можно предположить, что он поступает в емкость перелива и удаляется как отходы.
В соответствии со способом упомянутого патента расплавленный пластмассовый материал непрерывно подают под низким давлением из накопителя в полость пресс-формы, пока полость пресс-формы не заполнится и давление в пресс-форме не повысится. Только после обнаружения этого повышения давления поршень клапана начинает перемещаться, чтобы закрыть пресс-форму. Поэтому можно уверенно предположить, что течение расплавленного пластмассового материала прерывают непосредственно до начала движения поршня клапана. Прерывание течения непосредственно увеличивает время пребывания расплавленного пластмассового материала в клапане в примыкании к пресс-форме и обусловливает изменение реологических характеристик пластмассового материала. Клапанный поршень затем выдавливает этот материал в полость пресс-формы, вследствие чего в формующейся продукции остаются видимые отметины и/или местные слабые участки. Помимо застоя, происходящего в клапане, скорость передней части расплавленного пластмассового материала, втекающего в пресс-форму, также сразу прерывается, и это обстоятельство отрицательно сказывается на физических свойствах и внешнем виде сформованной продукции.
Цель изобретения состоит в обеспечении усовершенствованного способа и устройства формования, которые позволят вводить расплавленный пластмассовый материал без прерывания в полость пресс-формы по каналу с крупным поперечным сечением.
Еще одна цель изобретения состоит в обеспечении усовершенствованного способа и устройства формования, которые ограничат количество отходов, ограничив переполнение полости пресс-формы расплавленным пластмассовым материалом, который непрерывно подается в полость.
Сущность изобретения
Согласно одному из аспектов изобретения: обеспечивают способ формования изделия, согласно которому
подают формующийся материал в дозирующую полость;
подают формующийся материал из дозирующей полости в полость пресс-формы через проходной канал; сформированный в прилегании к полости пресс-формы; и
выдавливают некоторую часть формующегося материала из проходного канала в полость пресс-формы за счет рабочего хода заполняющего поршня, пока заполняющий поршень не закроет вход между проходным каналом и полостью пресс-формы, и пока передний торец заполняющего поршня не станет частью периферической стенки пресс-формы;
при этом заданное количество формующегося материала вводят из дозирующей полости в полость пресс-формы.
Когда заполняющий поршень начинает свой рабочий ход, полость пресс-формы может быть заполнена формующимся материалом менее чем на девяносто процентов.
Заполняющий поршень может начать свой рабочий ход, когда формующийся материал все еще подается из дозирующей полости, и заполняющий поршень может закрыть впускное отверстие в проходной канал из дозирующей полости во время упомянутого рабочего хода.
Формующийся материал можно подавать из дозирующей полости рабочим ходом дозирующего поршня, перемещающегося внутри дозирующей полости; причем перемещение дозирующего поршня в дозирующей полости можно контролировать, чтобы регулировать объем формующегося материала, который поступает из дозирующей полости.
Положение заполняющего поршня относительно входа можно контролировать в конце рабочего хода заполняющего поршня, чтобы определить факт наполнения полости пресс-формы требуемым количеством формующегося материала, т.е. определить факт пере- или недополнения пресс-формы; и расстояние прохождения дозирующего поршня во время последующего рабочего хода можно автоматически отлаживать для корректирования количества формующегося материала, вводимого в полость пресс-формы из дозирующей полости, т.е. компенсировать пере- или недополнение.
Причем формующийся материал можно подавать из дозирующей полости в полость пресс-формы рабочим ходом возвратно-поступательного шнека литьевого формования, подвижного внутри дозирующей полости.
Температуру стенок проходного канала и/или торца заполняющего поршня можно регулировать.
Формующийся материал можно подавать из одной дозирующей полости в несколько проходных каналов и оттуда - в одну полость пресс-формы или в несколько полостей пресс-формы. Если формующийся материал выдавливают в одну пресс-форму из нескольких проходных каналов, то заполняющие поршни проходных каналов могут совершать свой рабочий ход в разное время.
Формующийся материал также можно вводить из нескольких дозирующих полостей в одну полость пресс-формы.
Формующийся материал может содержать, по меньшей мере отчасти, расправленный пластмассовый материал или любой другой формующийся материал.
Согласно еще одному аспекту изобретения обеспечено устройство для формования изделия, содержащее
дозирующую камеру и подвижный элемент, которые совместно образуют дозирующую полость, причем объем упомянутой дозирующей полости изменяется возвратно-поступательным перемещением подвижного элемента в дозирующей полости, и упомянутая дозирующая полость соединена с источником формующегося материала;
заполняющую камеру и заполняющий поршень, которые совместно образуют проходной канал, который сообщается по текучей среде с внутренней полостью пресс-формы через вход и который сообщается по текучей среде с дозирующей полостью через проход; при этом заполняющий поршень выполнен с возможностью возвратно-поступательного перемещения в проходном канале между отведенным назад положением и передним положением; причем заполняющий поршень закрывает упомянутое отверстие между проходным каналом и полостью пресс-формы, и передний торец заполняющего поршня образует часть периферической стенки полости пресс-формы, когда заполняющий поршень находится в упомянутом переднем положении;
причем объем дозирующей полости может изменяться на заданную величину во время возвратно-поступательного перемещения подвижного элемента.
Заполняющий поршень можно выполнить с возможностью начать его рабочий ход из его отведенного назад положения в его переднее положение, когда менее девяноста процентов полости пресс-формы заполнены формующимся материалом, и его также можно выполнить с возможностью начать свой рабочий ход, когда формующийся материал все еще подается из дозирующей полости.
Смещаемым элементом может быть дозирующий поршень или шнек литьевого формования.
Заполняющий поршень может содержать средство регулирования температуры его переднего торца и, аналогично, заполняющая камера может содержать средство регулирования температуры проходного канала.
Устройство может иметь дозирующую полость, соединенную с несколькими проходными каналами, которые, в свою очередь, по текучей среде могут сообщаться с несколькими полостями пресс-формы или с одной полостью пресс-формы.
Устройство также может иметь несколько дозирующих полостей, посредством нескольких проходных каналов соединенных с одной полостью пресс-формы.
Краткое описание чертежей
Прилагаемые чертежи поясняют изобретение и показывают, в качестве неограничивающего осуществления, возможное его осуществление:
Фиг.1 - сечение, показывающее устройство формования, в соответствии с изобретением, в первом рабочем положении; и
Фиг.2 и 3 показывают виды, аналогичные виду фиг.1, и поясняют, с обращением к фиг. 1, рабочий цикл устройства.
Подробное описание чертежей
Обращаясь к чертежам, устройство формования согласно изобретению имеет общее ссылочное обозначение 10. Некоторые технические признаки устройства 10 показаны только на некоторых чертежах.
Устройство 10 содержит дозирующую камеру 12, в которой установлен возвратно-поступательный подвижный элемент в виде дозирующего поршня 14, и поэтому внутри дозирующей камеры образована дозирующая полость 16 переменного объема. Дозирующая полость 16 имеет впускное отверстие 18, которое можно соединить с источником расплавленного пластмассового материала, например, - с нагреваемой трубой, идущей от экструдера или смесителя, и имеет выпускное отверстие, выходящее в проход в виде протока 20 для расплава. Дозирующий поршень 14 выполнен с возможностью перемещения вверх и вниз между полностью нижним положением согласно фиг.1 и поднятым положением согласно фиг.2 и 3, и он приводится в действие таким внешним средством, как гидроцилиндр двойного действия (не показан). Положение и перемещение дозирующего поршня 14 точно регулируются, и также точно регулируется высота его подъема в поднятое положение - при помощи цифрового потенциометра.
Специалисту в данной области техники будет ясно, что подача расплавленного пластмассового материала может предусматривать способ пластифицирования и/или смешивания полимеров и/или добавок, или упрочняющих средств, как упомянуто выше, при помощи различных типов шнеков, таких как одиночные или двойные шнеки непрерывного, прерывистого или пуско-остановочного типа и пр.
Дозирующую полость 16 можно заменить обычным возвратно-поступательным шнеком литьевого формования, который выдает в полость пресс-формы отмеряемое количество расплавленного пластмассового материала. Но обычный шнек формования выполнен для пластифицирования, а не для выполнения рабочего хода или для дозирования, а дозирующий поршень 24, как упомянуто выше, может иметь соотношение длины хода к диаметру до 20:1, с обеспечением высокой точности дозирования.
Устройство также содержит заполняющую камеру 22 в виде полого цилиндра, в которой установлен возвратно-поступательно подвижный заполняющий поршень 24, и поэтому полость в виде проходного канала 26 (как наглядно показано на фиг.3) образована внутри заполняющей камеры. Заполняющая камера 22 имеет в своей стенке впускное отверстие 28, через которое проток 20 расплава выходит в проходной канал.
Проходной канал 26 непосредственно примыкает к полости пресс-формы (не показана) и выходит в полость пресс-формы, и поэтому вход 30 расположен там, где проходной канал выходит в полость пресс-формы. Полость, которая образует саму полость пресс-формы, на чертежах не показана, т.к. она может иметь неограниченное число разнообразных форм, и поэтому ее трудно показать конкретно. Специалистам в этой области техники будет ясно, что полость пресс-формы будет, в работе, сразу слева от проходного канала 26.
Заполняющий поршень 24 приводится в действие извне, т.е. гидроцилиндром двойного действия, перемещающимся между отведенным назад положением согласно фиг.3 и передним положением согласно фиг.1 и 2. Когда заполняющий поршень 24 находится в своем переднем положении, то он закрывает вход 30 между проходным каналом 26 и полостью пресс-формы; и передний торец 32 заполняющего поршня образует часть периферической стенки полости пресс-формы. Заполняющий поршень 24, находясь в своем переднем положении, также закрывает впускное отверстие 28. Когда заполняющий поршень 24 отведен в заднее положение, то впускное отверстие 28 и вход 30 открыты, и впускное отверстие 28 отстоит на небольшое расстояние от переднего торца 32 поршня.
Специалисту в данной области техники будет ясно, что движение дозирующего поршня 14 и заполняющего поршня 24 можно регулировать многими способами, например, с помощью гидравлических средств с линейными датчиками положения и распределителями с пропорциональным управлением; с помощью регулируемых электрическими средствами резьбовых стопоров с гидравлическим приводом, работающих от серводвигателей циркуляционных шариковых ходовых винтов, линейных электродвигателей или т.п.
В работе: когда полость пресс-формы заполнена расплавленным пластмассовым материалом, который может застыть и образовать сформованное изделие или деталь, описываемое устройство занимает положение согласно фиг.1, в котором заполняющий поршень 24 находится в переднем положении, и дозирующий поршень находится в своем полностью нижнем положении.
Во время застывания расплавленного пластмассового материала в полости пресс-формы дозирующую полость 16 заполняют расплавленным пластмассовым материалом, который входит в дозирующую полость через впускное отверстие 18, и дозирующий поршень 14 постепенно поднимается, чтобы увеличить объем дозирующей полости для вмещения поступающего потока, пока устройство 10 не примет положение согласно фиг.2, в котором дозирующий поршень 14 займет заданное поднятое положение, в результате чего заданный дозированный объем сможет переместиться дозирующим поршнем между его поднятым и полностью нижним положениями. При этом дозирующая полость 16 примет расплавленный пластмассовый материал, даже когда тот будет еще застывать в полости пресс-формы; в результате чего обеспечивается короткий цикл формования.
После того, как пластмассовый материал в полости пресс-формы застынет, пресс-формы открывают и изделие извлекают. Пресс-форму затем закрывают, и полость пресс-формы снова готова к наполнению расплавленным пластмассовым материалом для изготовления еще одного изделия в следующем цикле; заполняющий поршень 24 отводят в его положение согласно фиг.3, чтобы открыть впускное отверстие 28 и вход 30.
Дозирующий поршень 14 на заданное расстояние опускается из своего поднятого положения в его полностью нижнее положение, в результате чего заданный дозированный объем расплавленного пластмассового материала перемещается дозирующим поршнем из дозирующей полости 16 - по протоку 20 расплава и впускному отверстию 28 - в проходной канал 26, откуда он беспрерывно течет через вход 30 в полость пресс-формы. Объем расплавленного пластмассового материала, поступающего из дозирующей полости 16 во время этого хода дозирующего поршня 14, обычно равен объему, требуемому для изготовления изделия нужного качества в полости пресс-формы.
Во время движения дозирующего поршня 14 вниз расплавленный пластмассовый материал течет постоянно и непрерывно из дозирующей полости 16 в полость пресс-формы, и поэтому время пребывания пластмассового материала в проходном канале 26 сводится к минимуму.
Когда дозирующий поршень 14 все еще перемещается вниз, но приближается к своему полностью нижнему положению, заполняющий поршень 24 начинает рабочий ход из своего отведенного положения ко входу 30. После того, как заполняющий поршень 24 достигнет впускного отверстия 28, он закрывает его. В поясняемом осуществлении изобретения заполняющий поршень 24 сначала проходит короткое расстояние из своего отведенного назад положения, не доходя до края впускного отверстия 28, и начинает закрывать это впускное отверстие. Это не имеет существенного значения, но позволяет заполняющему поршню 24 ускориться и начать смещение расплавленного пластмассового материала из проходного канала 26, и позволяет дозирующему поршню 14 достичь его полностью нижнего положения, в результате чего течение в протоке 20 расплава останавливается до того, как заполняющий поршень достигнет впускного отверстия 28. Устройство 10 выполнено таким образом, что дозирующий поршень 14 доходит до своего нижнего положения именно тогда, когда заполняющий поршень 24 собирается начать закрытие впускного отверстия 28.
Дозированный объем, смещаемый дозирующим поршнем 14, по существу равен объему полости пресс-формы, причем объем проходного канала 26 выполнен как можно меньшим. Но поперечное сечение проходного канала 26 предпочтительно должно быть крупным по упомянутым выше причинам, и длина хода заполняющего поршня не может быть меньше длины, допускаемой физическими ограничениями, такими как толщина стенки пресс-формы, диаметр протока 20 расплава и пр. Объем проходного канала 26 предпочтительно составляет около сорока девяти процентов дозированного объема, и поэтому полость пресс-формы заполняется приблизительно на пятьдесят один процент расплавленным пластмассовым материалом, который подается движением дозирующего поршня: перед тем, как последние десять - сорок пять процентов полости пресс-формы будут заполнены материалом, подаваемым за счет движения заполняющего поршня.
Перекрывающие друг друга возвратно-поступательные движения дозирующего поршня 14 и заполняющего поршня 24 обусловливают непрерывное течение расплавленного пластмассового материала из проходного канала 26 в пресс-форму, и за счет этого обеспечивается скорость передней части расплава при втекании материала в полость пресс-формы. Течение можно ускорить перемещением обоих поршней 14, 24, но обычно этот метод не применяется. Важно, чтобы течение расплавленного пластмассового материала не застаивалось в проходном канале 26, и чтобы время пребывания расплавленного материала в проходном канале было минимальным. Непрерываемое течение материала во время процесса особо желательно при формовании материалов, на которые может повлиять длительное время пребывания в цикле формования.
Как можно меньшее время пребывания пластмассового материала в проходном канале 26 имеет важное значение, поскольку торец 32 заполняющего поршня 24 и стенки проходного канала 26 в прилегании к полости пресс-формы могут быть холоднее внутренних стенок дозирующей полости 16 и протока 20 расплава в связи с потерями тепла, происходящими при остывании полости пресс-формы (включая торец 32 поршня) для формирования изделия в пресс-форме. В предпочтительных осуществлениях изобретения торец 32 поршня и/или заполняющая камера 22 могут остывать и/или нагреваться отдельно и независимо, и их температура может отличаться от температуры охлаждаемых стенок полости пресс-формы. Специалистам данной области техники будет ясно, что устройство 10 в целом можно обычным образом нагревать и/или охлаждать, чтобы температура устройства была температурой, при которой пластмассовый материал остается в расплавленном состоянии, но при которой термодеструкция минимальная. Тем не менее, внешние стенки пресс-формы (которые могут содержать торец 32 поршня в осуществлениях, предусматривающих охлаждение торца поршня) надо охлаждать, чтобы застыл расплавленный пластмассовый материал в полости пресс-формы, и тогда тепловые потери в тех частях устройства, которые непосредственно примыкают к пресс-форме, будут практически неизбежными.
Ход заполняющего поршня 24, который можно охлаждать изнутри, предпочтительно должен быть как можно более коротким, чтобы ограничить деструкцию и обеспечить хорошее качество обработки поверхности. Соотношение длины и диаметра заполняющего поршня 24 может быть в пределах 7:1.
Когда заполняющий поршень 24 достигнет своего переднего положения, то его торец 32 формирует часть стенки пресс-формы, и тогда расплавленный пластмассовый материал можно оставить застывать. Устройство 10 теперь занимает положение, показываемое на фиг.1, и цикл завершается. В начале цикла формования пресс-форму можно немного открыть и начать ее закрытие во время или после рабочего хода заполняющего поршня: аналогично известным методам литьевого формования под давлением, хотя в большинстве случаев пресс-форма должна быть закрытой в начале цикла формования.
Положение заполняющего поршня 24 относительно входа 30 контролируется на этапе, когда он достигнет переднего положения, чтобы контролировать степень наполнения полости пресс-формы с объемом расплавленного пластмассового материала, поступившего из дозирующей полости. Ход дозирующего поршня 14, т.е. высота, на которую он поднимается в следующем рабочем цикле, можно автоматически регулировать, чтобы корректировать пере- или недополнение полости пресс-формы относительно положения остановки заполняющего поршня в его ходе вперед.
Впускное отверстие 18, проток 20 расплава, впускное отверстие 28, проходной канал 26 и вход 30 имеют диаметры поперечного сечения, намного превосходящие диаметры узких литников устройства литьевого формования известного уровня техники. Размер входа 30 по меньшей мере в два раза больше литника известного оборудования для литьевого формования. Поэтому скорость расплава расплавленного пластмассового материала на входе 30 по меньшей мере в 10 раз меньше по сравнению с оптимизированным способом литьевого формования известного уровня техники. Помимо этого, время, требуемое для наполнения полости пресс-формы, составляет менее половины этого времени в известном способе литьевого формования, и поскольку наполнение происходит гораздо быстрее, то температуру переднего торца 32 заполняющего поршня 24 можно регулировать таким образом, чтобы обеспечить оптимальное качество поверхности и/или свойств формованного изделия, в результате чего можно сократить общее время цикла и уменьшить габаритную нестабильность (коробление) сформованных изделий. Рабочий ход заполняющего поршня 24 предпочтительно должен быть как можно короче, чтобы ограничить деструкцию и обеспечить оптимальное качество поверхности.
Дополнительное преимущество этого способа формования с небольшим сдвигающим усилием через крупный литник заключается в том, что можно использовать более тонкие декоративные наружные слои и др. слои внутри пресс-формы, которые не будут с такой легкостью прорываться, как это можно видеть в известных методах литьевого формования. Прочие слои внутри формы могут включать в себя волоконные участки, полиэтилентерефталат, металл, текстиль и т.п.
Формование длинного стекловолокна со средней длиной более 4 мм в полиолефиновой основе можно осуществить с помощью способа согласно изобретению - благодаря непрерывным, минимально ограничивающим проходам или литникам, через которые композит должен пройти, чтобы войти в пресс-формы.
В известном литьевом формовании существует прямая зависимость между весом материала, подаваемым в полость пресс-формы (т.е. вес заполнения), и сжимающим усилием, нужным для закрытия пресс-формы. Настоящее изобретение позволяет увеличить объем заполнения относительно требуемого сжимающего усилия, и поэтому обеспечивает возможность использования экструдера меньшего размера с 100% рабочим циклом, чтобы обеспечивать расплавленным пластмассовым материалом две пресс-формы, будь то новый или использованный повторно переработанный материал.
С помощью способа согласно изобретению можно формовать материалы с низким показателем трещиностойкости, с меньшей вероятностью недополнения полости пресс-формы («недостаточное заполнение»). Поскольку темп поступления материала в полость пресс-формы регулируется, то с помощью этого изобретения можно формовать сильно разжиженные материалы. Такие чувствительные к температуре материалы, как древесные волокна или наполнители, тоже можно формовать в 2/3-мерную геометрию - благодаря очень небольшому усилию сдвига и минимальному повышению нагревания.
Изобретение можно осуществить во многих конфигурациях с одним, множественным и/или разветвленными потоками продукта. В частности, единичный дозирующий поршень 14 или шнек пластикации можно использовать для подачи дозируемых количеств расплавленного пластмассового материала в несколько проходных каналов 26, выходящих в одну полость пресс-формы или в несколько полостей пресс-формы. Заполняющие поршни 24 можно выполнить и регулировать таким образом, чтобы они совершали рабочий ход в разное время. За счет этого можно будет устранить и/или прогнозировать образование линий стыка, когда материал подается из разных проходных каналов 26 в одну полость пресс-формы. Заполняющие поршни 24 можно расположить каскадно, чтобы полость пресс-формы заполнялась быстрее под меньшим давлением.
В альтернативном осуществлении разные расплавленные материалы можно подавать из разных дозирующих полостей, и их можно подавать в полость пресс-формы в заданных местоположениях и/или в заданной последовательности. Это обстоятельство позволяет использовать разные материалы в разных частях формующихся изделий; использовать разные материалы в слоистой конфигурации в формующейся продукции, например, - позволит обеспечить хорошее качество поверхности с другим материалом под поверхностным слоем, и пр. В этих осуществлениях изобретения точный объем каждого материала, направляемого в полость пресс-формы, и скорость течения должны точно регулироваться, как это позволяет излагаемое изобретение, поскольку это влияет на свойства формующихся изделий. В полость пресс-формы можно вводить разнообразные материалы, число которых практически неограниченное, и которые ограничены только габаритами дозирующей камеры, формующим устройством, длиной проходного канала и горячего литника и т.п.
Настоящее изобретение предусматривает возможность повышения производительности устройств пластифицирования, снабжающих формовочные машины расплавленным пластмассовым материалом, путем использования одного устройства пластифицирования для снабжения расплавленным материалом разных формовочных машин, каждая из которых имеет собственное устройство 10, пресс-формы, замковое устройство и пр. Расплавленный материал из устройства пластифицирования можно подавать постоянно во все дозирующие полости 16 разных формовочных машин, вместо прерывистой подачи материала как в известном литьевом формовании. Это позволит использовать устройства пластифицирования меньших размеров, и/или позволит снизить энергопотребление устройствами пластифицирования.
Предложены способ и устройство для формования изделия за счет того, что подают расплавленный пластмассовый материал в дозирующую полость; подают заданное количество материала из дозирующей полости в полость пресс-формы через проходной канал, прилегающий к полости пресс-формы; и расплавленный пластмассовый материал выдавливают из проходного канала в полость пресс-формы за счет рабочего хода заполняющего поршня, пока заполняющий поршень не закроет отверстие между проходным каналом и полостью пресс-формы и пока передний торец заполняющего поршня не станет частью периферической стенки пресс-формы. Когда заполняющий поршень начинает свой рабочий ход, полость пресс-формы заполнена менее чем на девяносто процентов; и заполняющий поршень начинает свой рабочий ход, когда расплавленный пластмассовый материал все еще подается из дозирующей полости. Технический результат при использовании заявленного изобретения обеспечивает возможность повышения производительности, использовать устройства пластифицирования меньших размеров и снизить энергопотребление этих устройств. 2 н. и 21 з.п. ф-лы, 3 ил.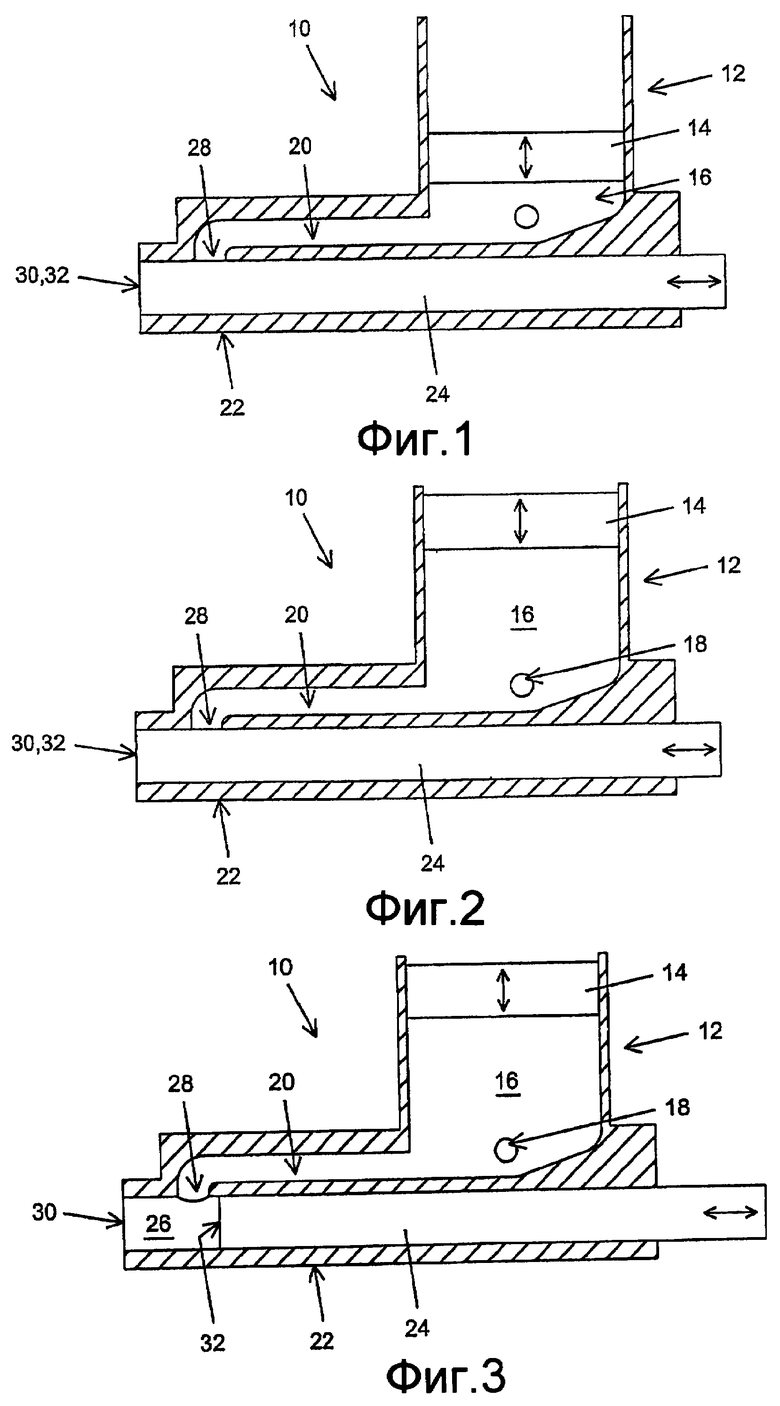
1. Способ формования изделия, согласно которому
подают формующийся материал в дозирующую полость;
подают формующийся материал из дозирующей полости в полость пресс-формы через проходной канал, сформированный в прилегании к полости пресс-формы; и
выдавливают некоторую часть формующегося материала из проходного канала в полость пресс-формы за счет рабочего хода заполняющего поршня, пока заполняющий поршень не закроет отверстие между проходным каналом и полостью пресс-формы и пока передний торец заполняющего поршня не станет частью периферической стенки пресс-формы;
отличающийся тем, что известный заданный объем формующегося материала подают из дозирующей полости рабочим ходом дозирующего поршня, перемещаемым в дозирующей полости, в полость пресс-формы и отслеживают перемещение дозирующего поршня в дозирующей полости для регулирования объема формующегося материала, который подают из дозирующей полости, и при этом заполняющий поршень начинает свой рабочий ход, когда формующийся материал все еще подают из дозирующей полости, но менее девяноста процентов полости пресс-формы заполнено формующимся материалом, в результате чего обеспечивают непрерывное течение формующегося материала в проходном канале.
2. Способ по п.1, отличающийся тем, что заполняющий поршень закрывает впускное отверстие в проходной канал из дозирующей полости во время упомянутого рабочего хода.
3. Способ по любому из п.1 или 2, отличающийся тем, что контролируют положение заполняющего поршня по отношению к отверстию в конце рабочего хода заполняющего поршня, чтобы определить, заполнена ли полость пресс-формы нужным количеством формующегося материала, и расстояние, которое проходит дозирующий поршень в последующем рабочем ходе, автоматически регулируют, чтобы скорректировать количество формующегося материала, подаваемого в полость пресс-формы из дозирующей полости.
4. Способ по любому из пп.1-3, отличающийся тем, что регулируют температуру стенок проходного канала.
5. Способ по п.3, отличающийся тем, что регулируют температуру торца заполняющего поршня.
6. Способ по п.3, отличающийся тем, что формующийся материал подают из одной дозирующей полости в несколько проходных каналов.
7. Способ по п.3, отличающийся тем, что формующийся материал выдавливают в одну полость пресс-формы из нескольких проходных каналов, и заполняющие поршни проходных каналов выполняют свой рабочий ход в разное время.
8. Способ по п.1 или 2, отличающийся тем, что регулируют температуру стенок проходного канала.
9. Способ по п.1 или 2, отличающийся тем, что регулируют температуру торца заполняющего поршня.
10. Способ по п.1 или 2, отличающийся тем, что формующийся материал подают из одной дозирующей полости в несколько проходных каналов.
11. Способ по п.10, отличающийся тем, что формующийся материал подают из нескольких проходных каналов в одну полость пресс-формы.
12. Способ по п.10, отличающийся тем, что формующийся материал подают из нескольких проходных каналов в несколько полостей пресс-формы.
13. Способ по п.1 или 2, отличающийся тем, что формующийся материал выдавливают в одну полость пресс-формы из нескольких проходных каналов, и заполняющие поршни проходных каналов выполняют свой рабочий ход в разное время.
14. Способ по п.1 или 2, отличающийся тем, что формующийся материал подают из нескольких дозирующих полостей в одну полость пресс-формы.
15. Способ по любому из п.1 или 2, отличающийся тем, что формующийся материал состоит, по меньшей мере частично, из расплавленного пластмассового материала.
16. Устройство для формования изделия, содержащее дозирующую камеру и подвижный элемент, которые совместно образуют дозирующую полость, причем объем упомянутой дозирующей полости изменяется посредством возвратно-поступательного перемещения подвижного элемента в дозирующей полости, и упомянутая дозирующая полость соединена с источником формующегося материала,
заполняющую камеру и заполняющий поршень, которые совместно образуют проходной канал, который сообщается по текучей среде с внутренней полостью пресс-формы через отверстие и сообщается по текучей среде с дозирующей полостью через проход, при этом заполняющий поршень выполнен с возможностью возвратно-поступательного перемещения в проходном канале между отведенным назад положением и передним положением, причем заполняющий поршень закрывает упомянутое отверстие между проходным каналом и полостью пресс-формы, и передний торец заполняющего поршня образует часть периферической стенки полости пресс-формы, когда заполняющий поршень находится в упомянутом переднем положении,
отличающееся тем, что подвижным элементом является дозирующий поршень, объем дозирующей полости является изменяемым на известную заданную величину во время возвратно-поступательного перемещения дозирующего поршня, и при этом заполняющий поршень выполнен с возможностью начала своего рабочего хода, когда формующийся материал все еще подается из дозирующей полости, но когда полость пресс-формы наполнена формующимся материалом менее чем на девяносто процентов, в результате чего обеспечивается непрерывное течение формующегося материала в проходном канале.
17. Устройство по п.16, отличающееся тем, что заполняющий поршень содержит средство для регулирования температуры своего переднего торца.
18. Устройство по п.16 или 17, отличающееся тем, что заполняющая камера содержит средство для регулирования температуры проходного канала.
19. Устройство по п.18, отличающееся тем, что имеет дозирующую камеру, соединенную с несколькими проходными каналами.
20. Устройство по п.16 или 17, отличающееся тем, что имеет дозирующую камеру, соединенную с несколькими проходными каналами.
21. Устройство по п.20, отличающееся тем, что несколько проходных каналов сообщаются по текучей среде с несколькими полостями пресс-формы.
22. Устройство по п.20, отличающееся тем, что несколько проходных каналов сообщаются по текучей среде с одной полостью пресс-формы.
23. Устройство по п.16 или 17, отличающееся тем, что имеет несколько дозирующих полостей, которые через несколько проходных каналов соединены с одной полостью пресс-формы.
| WO 9900237 A1, 07.01.1999 | |||
| JP 07068601 A, 14.03.1995 | |||
| АНТИВИРУСНЫЕ СОЕДИНЕНИЯ | 2009 |
|
RU2505540C2 |
| US 3847525 A, 12.11.1974 | |||
| СПОСОБ ЛИТЬЯ ПОД ДАВЛЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2008222C1 |

