Область техники
Изобретение относится к прессующему узлу для применения в машине для литья под давлением, причем прессующий узел содержит корпус камеры прессования и пресс-поршень. Корпус камеры прессования содержит заполняемую литьевым материалом камеру прессования, имеющую впускной канал и выпускной канал литьевого материала. Пресс-поршень может перемещаться поступательно в камере прессования в направлении вдоль продольной оси пресс-поршня для вывода литьевого материала под давлением из камеры прессования через выпускной канал литьевого материала и в обратном направлении, благодаря чему литьевой материал может поступать в камеру прессования через впускной канал литьевого материала.
Уровень техники
Подобные прессующие узлы обычно служат в соответствующих машинах для литья под давлением, например в машинах с горячей камерой прессования или в машинах с холодной камерой прессования, для выталкивания металлического расплава пресс-поршнем из камеры прессования с большой скоростью и под большим давлением в полость литьевой формы. Таким образом, в полости литьевой формы благодаря затвердеванию металлического расплава образуется нужная литая деталь. В зависимости от используемых литьевых материалов, например сплавов цинка, алюминия или магния, и от типа литой детали прессующий узел должен выдерживать сравнительно высокие температуры, например свыше 600°С, и высокие давления, например свыше 1000 бар, что, как известно, требует особых конструктивных решений.
В известных прессующих узлах типичный пресс-поршень обычно выполнен как золотниковый поршень, который может перемещаться вдоль оси в полом цилиндрическом корпусе камеры прессования в прямом и в обратном направлениях, причем поперечное сечение поршня соответствует поперечному сечению корпуса камеры прессования. Другими словами, золотниковый поршень образует подвижную торцевую стенку камеры прессования, перемещающуюся вдоль оси и переменно ограничивающую объем камеры прессования, причем пресс-поршень этого известного типа обеспечивает уплотнение объема камеры прессования с этой торцевой стороны с помощью соответствующих уплотнительных средств, которые могут находиться вокруг внешнего периметра поршня. Передача силы на пресс-поршень происходит через шток поршня, расположенный на противоположном камере прессования торце пресс-поршня. Шток поршня имеет меньший диаметр поперечного сечения, чем у головки пресс-поршня. Так, например, шток пресс-поршня может быть выведен из корпуса камеры прессования через соответствующее проходное отверстие в корпусе камеры прессования, причем тогда данное проходное отверстие имеет диаметр поперечного сечения, соответствующий диаметру шейки поршня. Диаметр штока поршня при этом меньше, чем внешний диаметр поперечного сечения головки пресс-поршня, и меньше, чем внутренний диаметр поперечного сечения цилиндрического корпуса камеры прессования.
Различные известные прессующие узлы опубликованы, например, в DE 10 2005 009 669 А1, DE 195 44 716 А1 und DE 43 16 927 А1, а также в описании изобретения к патенту ЕР 1 483 074 В1.
Прессующие узлы с поршнем вышеупомянутого золотникового типа ставят ряд специфических технологических проблем. Одной из таких проблем является так называемый эффект затвердевания наружного слоя. Поскольку цилиндрическая стенка корпуса камеры прессования сравнительно более холодная, литьевой материал может затвердевать у внутренней стороны этой стенки и мешать или затруднять уплотненное движение пресс-поршня вдоль двумерно контактирующих поверхностей. Кроме того, при обратном движении пресс-поршня в камере прессования, кроме литьевого материала, часто находится еще и воздух, который при заполнении литьевой формы, то есть во время поступательного движения пресс-поршня, должен быть удален, иначе могут возникнуть проблемы окисления материала отлитой детали.
Раскрытие изобретения
В основу изобретения положена техническая задача изготовления прессующего узла для машины литья под давлением, с помощью которого можно устранить или уменьшить вышеупомянутые проблемы известных прессующих узлов с пресс-поршнем золотникового типа.
Изобретение решает эту задачу благодаря созданию прессующего узла с признаками пункта 1 формулы изобретения. В этом прессующем узле пресс-поршень проходит снаружи через проходное отверстие внутрь корпуса камеры прессования, при этом в камере прессования между внешней поверхностью введенного в камеру прессования пресс-поршня и внутренней стенкой корпуса камеры прессования, расположенной напротив продольной оси пресс-поршня, образуется свободная полость, благодаря тому, что диаметр внешнего поперечного сечения пресс-поршня соответственно меньше, чем диаметр внутреннего поперечного сечения корпуса камеры прессования.
Другими словами, пресс-поршень в заявленном изобретении прессующего узла - это такой поршень выталкивающего типа, который сокращает объем камеры прессования благодаря своему поступательному движению внутрь камеры прессования, при этом поршень не имеет уплотнительного соприкосновения всей своей внешней поверхности с внутренней поверхностью корпуса камеры прессования, как это имеет место у поршня известного золотникового типа. Благодаря образованию свободной полости отпадают любые проблемы трения поверхности внешнего поперечного сечения пресс-поршня с расположенной напротив продольной оси пресс-поршня поверхностью внутреннего поперечного сечения камеры прессования, например, по причине упомянутого эффекта затвердевания внешнего слоя. Таким образом, проблема трения плоскостей может ограничиваться локальной областью проходного отверстия. Такую проблему трения намного проще контролировать, чем проблему трения наружной поверхности поперечного сечения пресс-поршня с внутренней поверхностью поперечного сечения корпуса камеры прессования по всей длине поступательного движения поршня известного золотникового типа. При необходимости может быть сохранен только одномерный (линейный) или нульмерный (точечный) направляющий контакт между пресс-поршнем и ограждающей стенкой камеры прессования. Кроме того, это соответствующее изобретению исполнение прессующего узла дает сравнительно простую возможность держать камеру прессования всегда полностью наполненной литьевым материалом, чтобы не было неизбежного попадания окружающего воздуха в камеру прессования.
В усовершенствованном варианте изобретения впускной канал литьевого материала выходит в свободное пространство камеры прессования и/или входит в выпускной канал литьевого материала камеры прессования. Это дает следующее преимущество: впускной канал литьевого материала не блокируется и при максимально введенном положении пресс-поршня. Таким образом, литьевой материал может подаваться через впускной канал литьевого материала в камеру прессования уже к началу обратного движения пресс-поршня из своего максимально продвинутого вперед положения. В противоположность этому у известных прессующих узлов золотникового типа впускной канал литьевого материала в большинстве случаев блокируется движущимся вперед пресс-поршнем и открывается только тогда, когда пресс-поршень уже прошел определенную часть обратного пути из максимально продвинутого вперед положения. Предлагаемый прессующий узел, следовательно, дает возможность сравнительно равномерно, гомогенно подавать литьевой материал в камеру прессования и благодаря этому предотвращать нежелательную турбулентность и нежелательное засасывание окружающего воздуха при обратном движении пресс-поршня. Таким образом, камера прессования может постоянно без проблем поддерживаться в полностью заполненном состоянии.
В следующем варианте исполнения впускной канал литьевого материала и/или относящийся к нему трубопровод для подачи литьевого материала снабжены/снабжен запорным элементом, который препятствует выходу литьевого материала из камеры прессования через впускной канал литьевого материала. В зависимости от необходимости и от конкретного применения запорный элемент известного типа может быть активным или пассивным, например, это может быть соответствующий обратный клапан.
В усовершенствованном варианте изобретения в корпусе камеры прессования находится полый цилиндр, на одном торце которого предусмотрено проходное отверстие. Пресс-поршень может тогда входить в камеру прессования через проходное отверстие, например, вдоль оси поршня, параллельной оси полого цилиндра.
В другом варианте исполнения выпускной канал литьевого материала и/или канал впуска литьевого материала предусматриваются в торцевом конце полого цилиндра, расположенном напротив проходного отверстия или в цилиндрической поверхности рубашки полого цилиндра. Эти меры по позиционированию могут способствовать улучшению характеристик потока литьевого материала, вводимого в камеру прессования и выводимого из нее под давлением в полость литьевой формы.
В усовершенствованном варианте изобретения для пресс-поршня предусмотрена направляющая втулка, которая простирается от проходного отверстия во внешнюю сторону от стенки камеры прессования и/или простирается от проходного отверстия во внутреннюю сторону от стенки камеры прессования. Пресс-поршень во время своего поступательного и обратного движения может дополнительно поддерживаться и направляться этой направляющей втулкой.
В усовершенствованном варианте изобретения предусмотрен уплотнительный элемент для уплотнения проходного отверстия камеры прессования. В одном из возможных исполнений уплотнительный элемент размещен на внутренней стороне проходного отверстия или втулки со стороны камеры прессования.
Преимущество расположения уплотнительного элемента с внутренней стороны заключается в том, что в случае эффекта затвердевания затвердевший литьевой материал можно легко вернуть в камеру прессования при поступательном движении пресс-поршня и, таким образом, не будет происходить препятствующего трения между пресс-поршнем и внутренней поверхностью стенки корпуса камеры прессования.
Также и во время обратного движения пресс-поршня затвердевший литьевой материал, который затвердевает иногда в зоне уплотнительного элемента с внутренней стороны проходного отверстия и соответственно направляющей втулки, не создает никаких проблем, так как это обратное движение пресс-поршня, в противоположность прямому движению пресс-поршня, может происходить почти без давления.
Поскольку во время обратного движения пресс-поршня литьевой материал в камере прессования не находится под высоким давлением, как во время прямого хода пресс-поршня во время фазы заполнения литьевой формы, то он либо не находится под давлением, либо находится в любом случае под значительно меньшим подаваемым давлением, которое иногда применяется для подачи литьевого материала в камеру прессования.
В усовершенствованном варианте изобретения предусмотрено устройство регулирования температуры пресс-поршня для активного регулирования температуры, по меньшей мере, некоторых зон или участков пресс-поршня. Таким образом, в случае необходимости и в соответствии с применением возможно активное влияние на температуру пресс-поршня, так как во время нахождения части пресс-поршня в камере прессования на эту часть пресс-поршня влияет температура горячего литьевого материала. Вариантом исполнения устройства регулирования температуры является такое устройство регулирования температуры пресс-поршня, которое позволяет активно регулировать температуру пресс-поршня, как минимум, вдоль части его длины в соответствии с заданным заранее профилем температур. Таким образом, например, может быть частично компенсировано или полностью компенсировано влияние температур горячего литьевого материала в камере прессования на пресс-поршень, приводящее к градиенту температур вдоль пресс-поршня.
В усовершенствованном варианте изобретения предусмотрено устройство регулирования температуры камеры прессования. Это устройство может быть использовано, например, для предотвращения эффектов затвердевания литьевого материала и, соответственно, для достижения сравнительно равномерного распределения температур литьевого материала в камере прессования.
В усовершенствованном варианте изобретения у прессового механизма имеется кольцевая разгрузочная канавка и разгрузочный канал, причем кольцевая разгрузочная канавка находится на обращенной в сторону пресс-поршня внутренней стенке входного отверстия или направляющей втулки, а разгрузочный канал проходит из кольцевой разгрузочной канавки на внешнюю сторону корпуса камеры прессования. Если, например, немного литьевого материала или другой жидкости из-за износа попадет между пресс-поршнем и проходным отверстием, соответственно в направляющую втулку, то этот материал сможет быть выведен под контролем через кольцевую разгрузочную канавку поршневого кольца и через разгрузочный канал.
Краткий перечень чертежей
Предпочтительные формы исполнения изобретения показаны на чертежах и последовательно описываются.
На чертежах показано следующее:
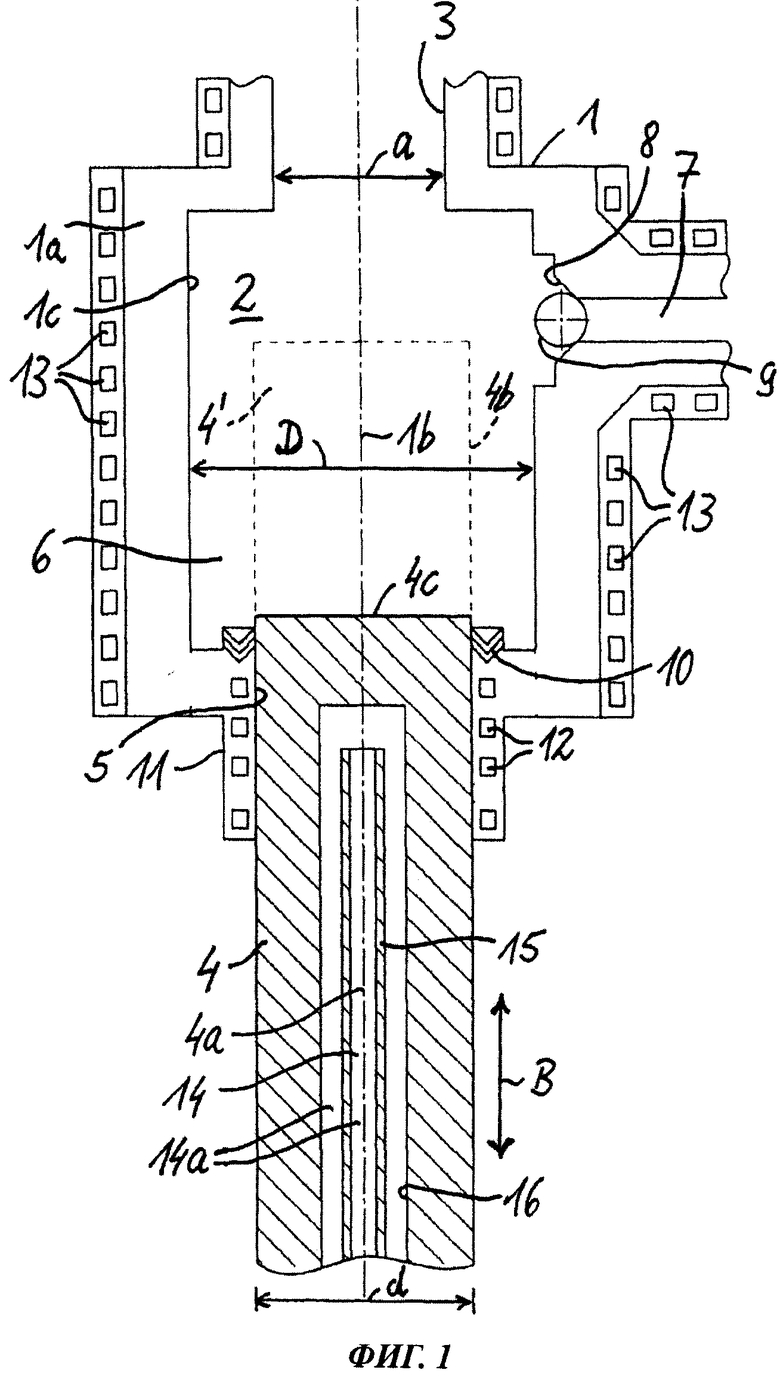
Фиг.1 - схематический вид сбоку на прессующий узел машины для литья под давлением,
Фиг.2 - вид, соответствующий фиг.1 для варианта прессующего узла с кольцевой разгрузочной канавкой и с разгрузочным каналом,
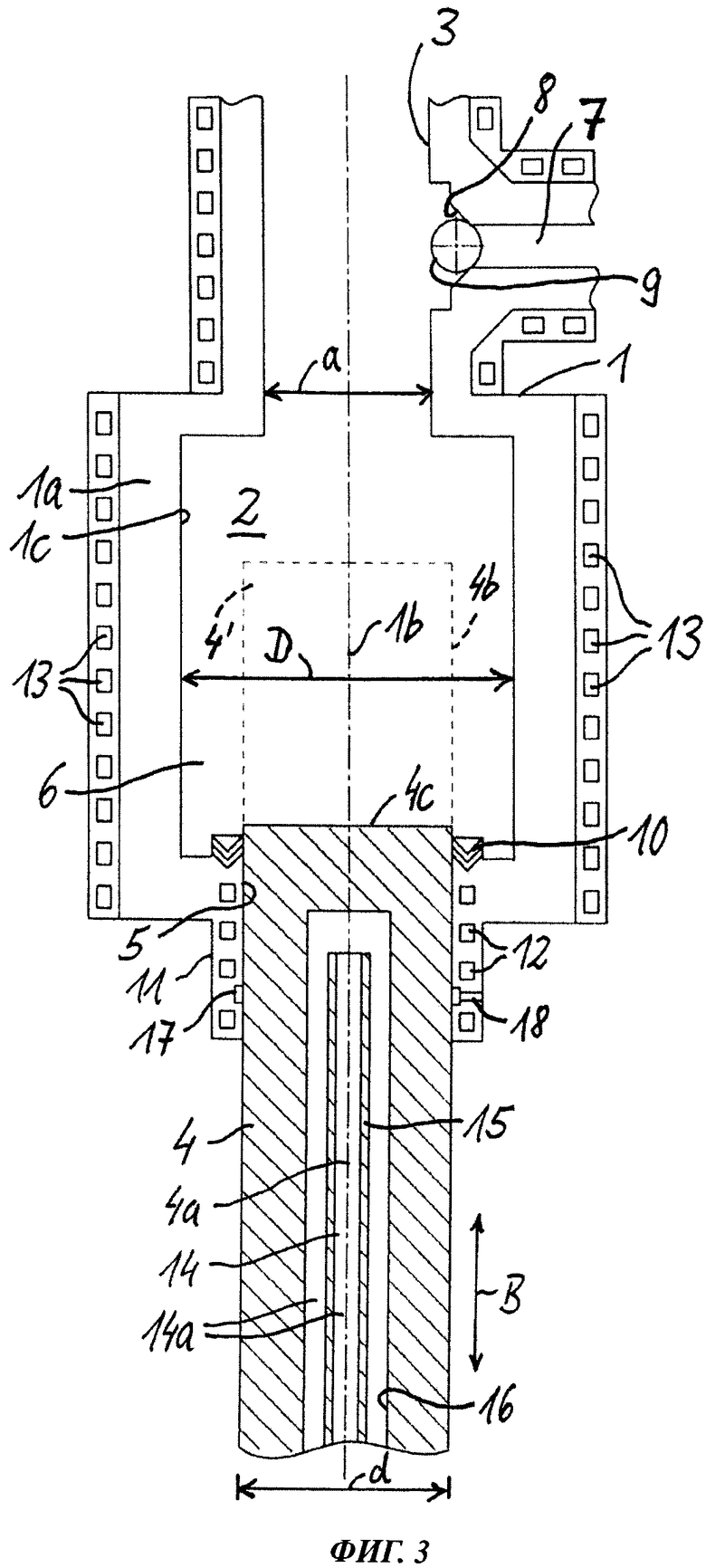
Фиг.3 - вид в соответствии с Фиг.2 для варианта прессующего узла, в котором устье впускного канала литьевого материала находится в зоне выпускного канала литьевого материала, а не в свободной зоне камеры прессования,
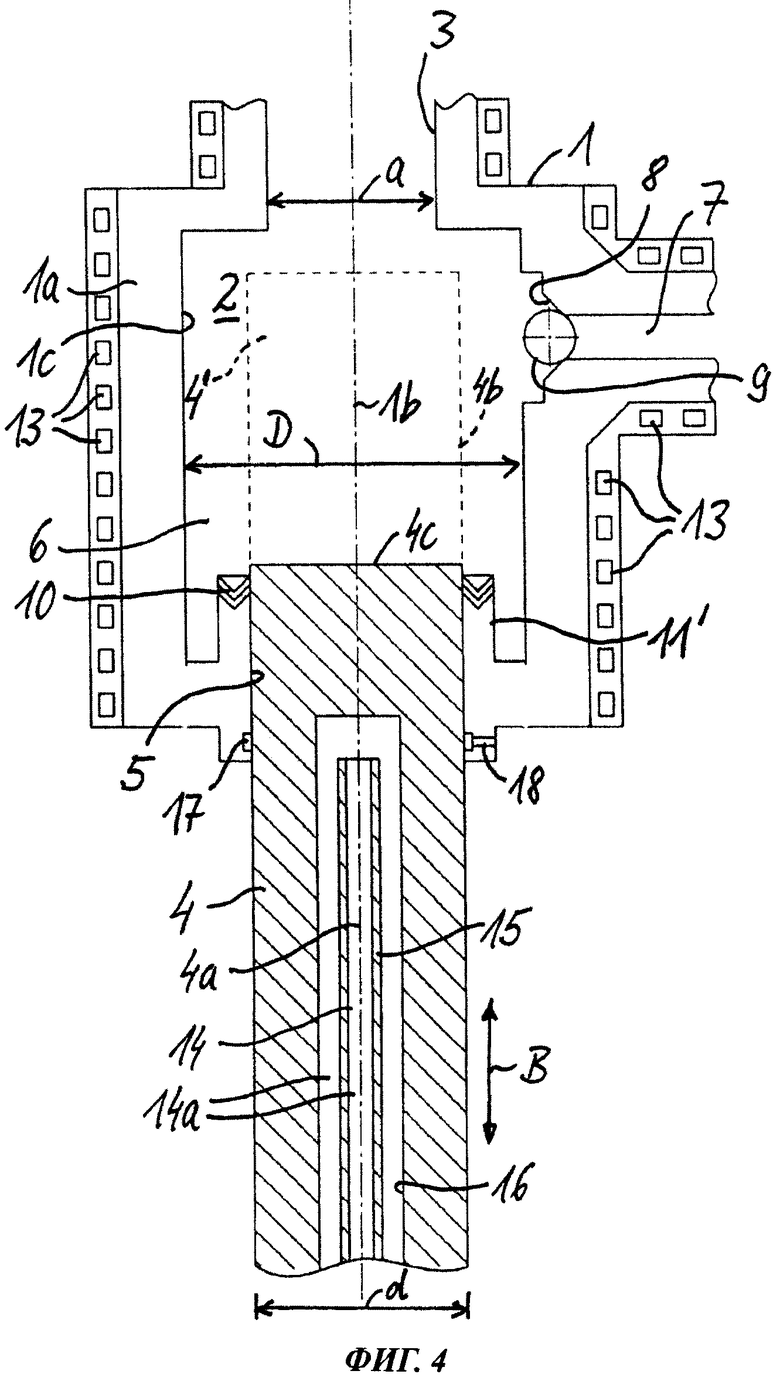
Фиг.4 - вид в соответствии с Фиг.2 для варианта прессующего узла с изначально введенной в камеру прессования направляющей втулкой пресс-поршня вместо выведенной из камеры прессования направляющей втулки пресс-поршня и
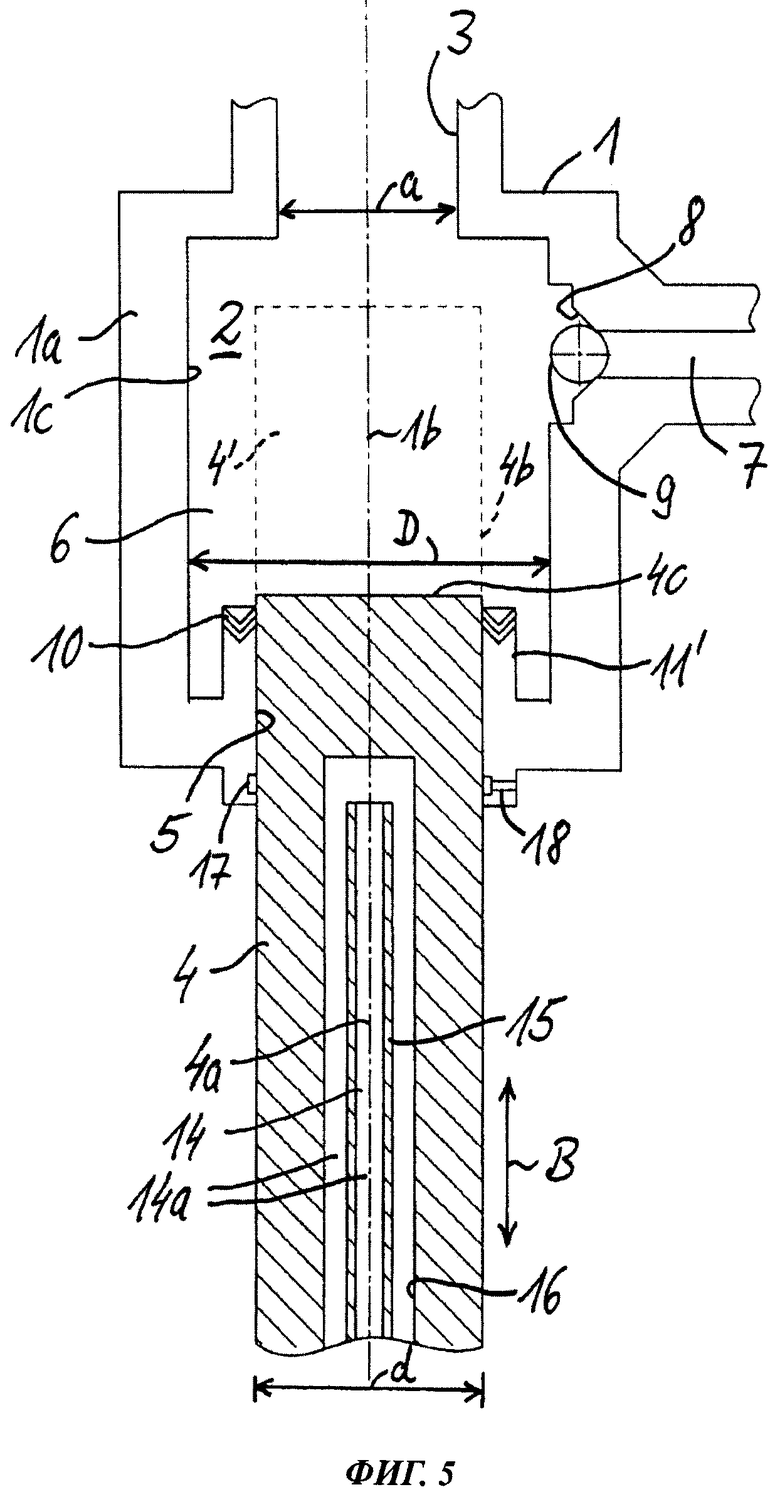
Фиг.5 - вид в соответствии с Фиг.4 для варианта прессующего узла без активного регулирования температуры камеры прессования.
Осуществление изобретения
Схематически изображенный прессующий узел особенно подходит для переработки жидких и полужидких металлических сплавов, таких как олово, цинк, свинец, алюминий, магний, титан, сталь или медь, соответственно, для нескольких из этих металлов, сплавов из нескольких металлов, а также иногда для материалов такого типа с примесями частиц в составе соответствующей машины для литья под давлением.
Прессующий узел в соответствии с необходимостью и особенно в соответствии с типом машины для литья под давлением может быть встроенным в соответствующую машину для литья в виде, так называемого, вертикального или горизонтального прессующего узла.
Прессующий узел содержит корпус 1 камеры прессования, в котором в показанном примере находится полый цилиндр 1а, внутренняя часть которого образует камеру 2 прессования.
На Фиг.1. показана правая торцевая сторона, где предусмотрен выпускной канал 3 для литьевого материала, через который может быть подан литьевой материал из камеры 2 прессования в полость литьевой формы известным, подробно не показанным здесь способом. Литьевая форма обычно состоит из одной неподвижной половины формы и одной подвижной половины формы в составе машины для литья под давлением. Литьевая форма определяет контур изготавливаемой литьевой детали.
Кроме того, прессующий узел содержит пресс-поршень 4, который выполнен в виде поршня-вытеснителя и проходит через проходное отверстие 5 в корпусе 1 камеры прессования снаружи внутрь камеры 2 прессования.
В показанном примере проходное отверстие 5 предусмотрено в полом цилиндрическом корпусе 1 камеры прессования на его торцевой стороне напротив выпускного канала 3 литьевого материала, а именно точно так же, как и у выпускного канала для литьевого материала - через центр проходит продольная ось 1b полой цилиндрической камеры прессования 1.
Пресс-поршень 4 поддерживается в подвижном состоянии и может двигаться в прямом и в обратном направлениях вдоль продольной оси 4а соосно по отношению к продольной оси 1b полого цилиндра, причем на чертеже 1 пресс-поршень показан в конечном положении движения в обратном направлении. Движение на фиг.1 символически показано двойной стрелкой В.
Как минимум, подвижная часть пресс-поршня 4, проходящая через проходное отверстие 5 в камеру 2 прессования, имеет постоянное значение d внешнего диаметра, которое в основном соответствует проходному отверстию 5.
Иногда эта часть пресс-поршня 4 может иметь слегка коническую форму, причем в этом случае необходимо позаботиться о подходящем уплотнении.
В противоположность этому полый цилиндр камеры прессования 1а имеет больший внутренний диаметр D, то есть D>d, так что между введенной в камеру прессования частью пресс-поршня и расположенной радиально напротив поршня стенкой камеры прессования остается зазор 6 свободного пространства кольцевой формы, который остается принадлежать объему камеры прессования, так как этот зазор не замыкается пресс-поршнем.
То есть на фиг.1 пунктиром показан пресс-поршень 4' и внешняя поверхность 4b пресс-поршня 4. На фиг.1 также показана внутренняя поверхность 1с стенки полого цилиндрического корпуса 1 камеры прессования и пустой радиальный зазор D-d перед этой поверхностью. Созданный таким образом свободный кольцевой зазор 6, оставаясь в эксплуатации, заполняется литьевым материалом в камере 2 прессования.
Подразумевается, что нижняя, не вдвигаемая в камеру 2 прессования, часть пресс-поршня 4 может иметь произвольную форму поперечного сечения, например ступенчатую или коническую форму.
В показанном конечном положении обратного движения поршня торцевой конец 4 с пресс-поршня 4 со стороны камеры прессования находится на небольшом расстоянии от проходного отверстия 5 в камере 2 прессования.
Из этого конечного положения, которое поршень занимает в конце своего обратного движения, пресс-поршень 4 может быть продвинут в поступательном направлении настолько, насколько это требуется для того, чтобы нужное количество жидкого или полужидкого литьевого материала было подано из камеры 2 прессования в литьевую форму под воздействием соответствующего поступательного заполняющего литьевую форму движения, то есть объем литьевого материала, который должен быть подан, равен объему введенной в камеру 2 прессования части пресс-поршня 4.
Максимально пресс-поршень 4 может быть продвинут вперед до такого положения, в котором его передний торцевой конец 4 с достигнет внутренней стенки корпуса камеры прессования 1, где находится выпускной канал 3 литьевого материала, причем в данном примере диаметр пресс-поршня d больше, чем диаметр а выпускного канала 3 литьевого материала.
Альтернативно диаметр а выпускного канала 3 литьевого материала может быть выбран большим, чем диаметр d поршня. В этом случае пресс-поршень 4 может войти своим передним торцевым концом 4с в выпускной канал 3 литьевого материала в случае, если это целесообразно для конкретного применения.
Положение, которое пресс-поршень 4 занимает в конце своего поступательного движения, может быть задано величиной хода известного, не показанного здесь, привода пресс-поршня 4 или положением соответствующего ограничительного упора хода поршня.
Литьевой материал может подаваться в камеру 2 прессования через трубопровод 7 для подачи литьевого материала и через соответствующий впускной канал 8 литьевого материала, проходящий через цилиндрическую поверхность обшивки полого цилиндра 1а. Вследствие этого впускной канал 8 литьевого материала заканчивается в свободном пространстве кольцеобразного зазора 6 камеры 2 прессования и, благодаря этому, движущийся в поступательном направлении пресс-поршень 4 не перекрывает впускной канал 8 литьевого материала.
В впускном канале 8 литьевого материала и/или в трубопроводе 7 для подачи литьевого материала предусмотрен активный или пассивный запорный элемент 9, который предотвращает вытекание литьевого материала через впускной канал 8 литьевого материала из камеры 2 прессования при поступательном движении пресс-поршня 4.
Например, запорный элемент 9 может быть выполнен в виде клапана обратного хода, как это показано схематически.
Для уплотнения проходного отверстия 5, через который проходит пресс-поршень 4, предусмотрен уплотнительный элемент 10, например уплотнительное резиновое или металлическое кольцо, располагаемое со стороны камеры прессования на внутренней стороне проходного отверстия 5.
Уплотнительному элементу 10 преимущественно придается такая форма, как, например, у соответствующего эластичного уплотнительного элемента, чтобы под давлением литьевого материала, находящегося в камере 2 прессования, он герметично прижимался к введенному пресс-поршню 4 и/или чтобы он был установлен или, соответственно, введен в проходное отверстие 5.
В зависимости от необходимости может быть применен эластичный или неэластичный уплотнительный элемент 10 соответствующей геометрической формы.
Направляющей для аксиально движущегося пресс-поршня 4 служит направляющая втулка 11 с внутренним диаметром, соответствующим диаметру d пресс-поршня, которая в показанном примере исполнения реализована в виде аксиальной удлинительной детали или, соответственно, в виде фланца корпуса 1 камеры прессования.
Одновременно направляющая втулка 11 в показанном примере исполнения служит для размещения в ней устройства 12 регулирования температуры направляющей втулки. Это устройство служит для активного регулирования температуры направляющей втулки и, как показано, может быть размещено аксиально в области проходного отверстия. Устройство 12 регулирования температуры может вносить свой вклад в регулирование температуры пресс-поршня, направляемого направляющей втулкой 11.
Устройство регулирования температуры может быть устройством, например, такого типа, который позволяет использовать жидкий или газообразный хладагент, проходящий через каналы регулирования температуры, которые окружают пресс-поршень в соответствующем отрезке направляющей втулки или проходного отверстия.
Для активного регулирования температуры пресс-поршня, как показано на реализованном примере исполнения, может быть предусмотрено соответствующее устройство 14 регулирования температуры пресс-поршня. В устройстве регулирования температуры этого типа вновь используется жидкий или газообразный хладагент, который проходит через один канал или через несколько каналов 14а регулирования температуры, которые проложены в прессующем поршне 4.
В показанном примере исполнения это устройство реализовано таким образом, что регулирующая температуру трубка 15 введена вдоль и в центре внутреннего пространства 16 пресс-поршня 4, изготовленного для этой цели в виде полого цилиндра, в котором оставлен кольцевой зазор между регулирующей температуру трубкой 15 и внутренней стенкой пресс-поршня.
Кольцевой зазор представляет из себя первый канал для регулирования температуры, в то время как регулирующая температуру трубка 15 представляет собой второй канал для регулирования температуры, причем хладагент может быть введен через один из этих двух каналов до зоны переднего конца пресс-поршня и через другой канал хладагент может быть вновь выведен обратно.
Упомянутые устройства 12 и 14 регулирования температуры могут быть использованы для активного регулирования температуры пресс-поршня 4 и, соответственно, направляющей втулки 11 на соответствующем отрезке длины, например, в соответствии с заданным заранее температурным профилем вдоль, как минимум, части длины пресс-поршня, вводимой в камеру прессования. В особенности таким образом можно, в случае надобности и с учетом применения, противодействовать температурному влиянию горячего литьевого материала в камере 2 прессования на вводимую в камеру прессования часть пресс-поршня 4, например, для того, чтобы не допускать возникновения слишком больших градиентов температур в пресс-поршне 4 вдоль оси пресс-поршня, которые могут затруднить уплотнение пресс-поршня 4 в проходном отверстии 5 из-за различного локального температурного расширения материала поршня. Оба устройства 12 и 14 регулирования температуры могут быть настроены друг на друга для этой цели - для нужного регулирования температуры пресс-поршня 4 и при необходимости также для регулирования температуры направляющей втулки 11, причем в альтернативных формах исполнения может быть предусмотрено только одно из двух устройств регулирования температуры, 12 или 14.
Далее, предусмотрено устройство 13 для регулирования температуры камеры прессования. С помощью этого устройства возможно активное и управляемое регулирование температуры камеры прессования 2, в том числе температуры впускного канала 8 литьевого материала вместе с граничащим трубопроводом 7 для подачи литьевого материала и температуры выпускного канала 3 литьевого материала вместе с граничащим трубопроводом для выпуска литьевого материала. Для этого данное устройство 13 регулирования температуры может быть такого типа, чтобы жидкий или газообразный хладагент подавался по каналам регулирования температуры, коаксиально окружающим полый цилиндр 1а и, соответственно, трубопровод 7 для подачи литьевого материала и/или трубопровод для выпуска литьевого материала. С помощью этого устройства 13 регулирования температуры, следовательно, возможно поддерживать температуру литьевого материала без значительных градиентов на одном относительно постоянном уровне, когда литьевой материал подается через трубопровод 7 для подачи литьевого материала в камеру прессования для следующего литьевого цикла, там, в камере прессования, накапливается и затем через выпускной канал 3 литьевого материала выводится в литьевую форму. При необходимости устройство 13 регулирования температуры может быть разделено на несколько независимо управляемых зон регулирования температуры, соответственно, на несколько устройств регулирования температуры.
Как видно из вышеизложенного описания конструктивных данных, в показанном прессующем узле пресс-поршень 4 действует как обычный выталкивающий поршень, поступательное движение которого в камеру 2 прессования происходит как обычно с большой скоростью и под большим давлением и определяет количество расплава, подаваемого из камеры прессования 2, причем пресс-поршень 4 движется свободно внутрь камеры прессования 2, и при этом плоскость внешней поверхности пресс-поршня вдоль данного движения не направляется плоскостью внутренней цилиндрической поверхности стенки корпуса 1 камеры прессования. Мешающие эффекты трения о соответствующую направляющую поверхность между пресс-поршнем и стенкой камеры прессования, которые свойственны известным прессующим узлам золотникового типа, в данном прессующем узле, имеющем поршень выталкивающего типа, отсутствуют по причине другого принципа работы.
Кроме того, сравнительно просто может быть предотвращено попадание в камеру 2 прессования воздуха при обратном движении пресс-поршня 4 после завершения процесса заполнения литьевой формы ввиду того, что пресс-поршень 4 не перекрывает впускной канал 8 литьевого материала и благодаря этому при обратном движении пресс-поршня 4 сразу происходит дозаправка камеры прессования литьевым материалом, который сразу поступает через трубопровод для подачи литьевого материала и через тогда уже открытый запорный элемент 9. Этот ввод литьевого материала происходит, например, в основном без давления или под небольшим избыточным давлением и в любом случае засасывание воздуха, например, через впускной канал 3 литьевого материала может быть предотвращено, если это потребуется. Дозаправка литьевым материалом может быть улучшена еще и тем, что на выходе выпускного канала литьевого материала благодаря затвердеванию литьевого материала в конце каждого литьевого цикла образуется запирающий тампон, который предотвращает засасывание воздуха.
Данный вариант реализации принципа работы поршня выталкивающего типа облегчает создание высокого давления и облегчает движение пресс-поршня 4 с большой скоростью для воздействия на процесс заполнения литьевой формы, причем перекрытый в это время запорный элемент 9 держит впускной канал 8 литьевого материала в перекрытом состоянии так, чтобы выталкиваемый пресс-поршнем 4 литьевой материал выходил из камеры прессования 2 только через выпускной канал 3 литьевого материала для того, чтобы происходило заполнение литьевой формы. Кроме того, у соответствующей изобретению конфигурации пресс-поршня есть то преимущество, что не требуется никакой смазки для поршня и, следовательно, никакие соответствующие остатки смазки не могут попасть в изготовленную литую деталь.
На фигурах. 2-5 показаны различные предпочтительные варианты прессующего узла, изображенного на фиг.1, причем для более легкого понимания идентичных или функционально эквивалентных элементов применены те же самые обозначения, что и на фиг.1, и в этом отношении можно ссылаться на фиг.1, говоря о вышеупомянутых вариантах исполнения.
Прессующий узел, показанный на фиг.2, имеет, в дополнение к тому, который показан на фиг.1, еще кольцевую разгрузочную канавку 17 и относящийся к кольцевой разгрузочной канавке разгрузочный канал 18.
Кольцевая разгрузочная канавка 17 в этом примере имеет форму кругового кольца и сделана во внутренней поверхности направляющей втулки 11, а именно на аксиальной высоте между проходным отверстием 5 корпуса 1 камеры прессования и на аксиальном внешнем торцевом конце направляющей втулки 11. Разгрузочный канал 18 проходит наружу от кольцевой разгрузочной канавки 17, то есть выходит за пределы камеры прессования 1. Для этой цели разгрузочный канал 18 может быть реализован в виде радиального сквозного отверстия в стенке направляющей втулки 11.
Кольцевая разгрузочная канавка 17 вместе с разгрузочным каналом 18 образует средство отведения утечки для того, чтобы была возможность контролируемого отведения какого бы то ни было материала, как, например, материала расплава, который, возможно, нежелательным образом будет проникать в пространство зазора между пресс-поршнем 4 и проходным отверстием 5, соответственно, направляющей втулкой 11, например, из-за появления мест истирания на внешней поверхности пресс-поршня 4, на уплотнительном элементе 10 и/или на поверхности внутренней стороны проходного отверстия 5, соответственно, направляющей втулки 11.
Показанный на фиг.3 прессующий узел отличается от прессующих узлов, показанных на фиг.1 и фиг.2, тем, что впускной канал 8 литьевого материала заканчивается не в свободном пространстве 6 камеры прессования 2, а в зоне выпускного канала 3 литьевого материала камеры прессования 2. Это размещение впускного канала 8 литьевого материала обеспечивает невозможность перекрытия этого канала движущимся в поступательном направлении пресс-поршнем 4. Кроме того, все остальные объясненные свойства и преимущества исполнений, показанных на фиг.1 и фиг.2, относятся в той же степени и к прессующему узлу, показанному на фиг.3.
Показанный на фиг.4 прессующий узел отличается от показанных на фиг.1 и фиг.2 прессующих узлов тем, что для поддержания направления движения пресс-поршня 4 служит направляющая втулка 11', которая входит, в этом случае, изначально во внутреннее пространство камеры 2 прессования, то есть на заранее известную аксиальную длину направляющей втулки входит в свободное пространство 6 между пресс-поршнем 4 и поверхностью внутренней стороны стенки камеры прессования. Уплотнительный элемент 10 в этом примере расположен в зоне внутреннего торцевого конца этой направляющей втулки 11', а точнее, уплотнительный элемент вставлен в торцевом конце направляющей втулки. Кольцевая разгрузочная канавка 17 и разгрузочный канал 18 иногда могут быть предусмотрены также и в этом варианте прессующего узла. Кольцевая разгрузочная канавка 17 и разгрузочный канал 18 находятся в области сравнительно короткой аксиальной опорной части направляющей втулки пресс-поршня 4, выходящей из полого цилиндра камеры прессования 1а.
Так как в этом варианте исполнения большая часть направляющей втулки 11' находится в камере 2 прессования, и поэтому направляющая втулка 11' может нагреваться в процессе эксплуатации от находящегося в камере прессования расплавленного материала, то необходимость в устройстве 12 регулирования температуры, показанном на фиг.1-3, иногда отпадает.
Показанный на фиг.5 прессующий узел соответствует прессующему узлу на фиг.4. Эти прессующие узлы отличаются только тем, что в прессующем узле, показанном на фиг.5, не предусмотрено устройство 13 регулирования температуры пресс-поршня для активного регулирования температуры пресс-поршня. Этот прессующий узел предназначен, например, для таких случаев применения, когда не требуется активное нагревание камеры 2 прессования. Этот вариант применим, например, для случаев, когда весь прессующий узел целиком погружается в заполненную расплавом ванну, и, благодаря этому, прессующий узел нагревается пассивно от горячего литьевого материала, то есть горячий жидкий литьевой материал окружает камеру 2 прессования или корпус 1 камеры прессования, и, таким образом, поддерживается тепло этой камеры или тепло этого корпуса благодаря наружному теплу. Дополнительно камера прессования 2 может поддерживаться изнутри теплой благодаря литьевому материалу, поступающему из ванны, наполненной расплавом, через впускной канал 8 литьевого материала. Это возможно и для других показанных вариантов исполнения.
Подразумевается, что возможны и другие варианты соответствующих данному изобретению прессующих узлов, для которых упомянутые различные модификации, показанные на фигурах. 2-5, могут быть иначе скомпонованы. Так, например, во всех случаях наличие кольцевой разгрузочной канавки 17 с разгрузочным каналом 18 может быть иногда предусмотрено или не предусмотрено. При этом по сравнению с упомянутым вариантом кольцевой разгрузочной канавки 17 круглой формы возможен вариант кольцевой разгрузочной канавки спиральной формы. Для вариантов исполнений, показанных на фиг.4 и на фиг.5, может быть предусмотрено показанное на фиг.3 расположение устья впускного канала 8 литьевого материала в зоне выпускного канала 3 литьевого материала. Кроме того, в варианте исполнения камеры прессования 2 без активного подогрева согласно фиг.5 вместо показанной, изначально введенной в камеру прессования направляющей втулки 11' может быть предусмотрена изначально выведенная наружу из камеры прессования 2 направляющая втулка так, как выведена направляющая втулка 11 в вариантах исполнения, показанных на фиг.1-3.
Подразумевается, что изобретение не ограничивается показанными на рисунках и, соответственно, вышеупомянутыми примерами исполнения. Таким образом, в других вариантах исполнения изобретения могут быть предусмотрены дальнейшие модификации, например пресс-поршень может иметь не круговую форму поперечного сечения и в соответствии с этим может быть применено подходящее проходное отверстие, и/или направляющая втулка может быть реализована в виде отдельной детали и не являться частью корпуса камеры прессования, возможна реализация направляющей втулки в виде устанавливаемой на корпусе камеры прессования детали. В дальнейших вариантах исполнения изобретения впускные и выпускные каналы литьевого материала могут поменяться местами относительно тех положений, которые уже показаны в вариантах исполнения, либо устья этих каналов могут находиться в любых других местах в камере прессования. Пресс-поршень в соответствующих формах исполнения может также проходить в камеру прессования и поперек к продольному направлению выпускного канала литьевого материала и/или поперек к впускному каналу литьевого материала. Для каждого из упомянутых устройств 12, 13, 14 регулирования температуры, кроме названных типов этих устройств, специалистом может быть применен также и любой другой известный тип устройств, например электронагревательное устройство с электрическими нагревательными элементами.
В показанных примерах свободное пространство образовано кольцевым зазором. Это означает, что пресс-поршень движется в камере прессования 2 свободно без опоры. В альтернативных вариантах исполнения могут быть предусмотрены точечные или линейные направляющие пресс-поршня в камере прессования. Это означает, что пресс-поршень может соприкасаться своей внешней поверхностью с одной или несколькими линиями и/или с одной или несколькими точками ограждающей стенки камеры прессования, причем стенка камеры прессования расположена напротив по отношению к направлению движения пресс-поршня. Хотя и остается в этих случаях известное трение, которое возникает между пресс-поршнем и ограждающей стенкой камеры прессования в виде одномерного линейного контакта или в виде нульмерного точечного контакта, но это трение, однако, значительно меньше, чем трение, которое имеет место при применении известных поршней золотникового типа, когда вся плоскость наружной поверхности пресс-поршня полностью соприкасаются с плоскостью стенки камеры прессования. Так, показанный вариант исполнения может быть модифицирован для линейного контакта таким образом, что на внутренней поверхности стенки 1 с полого цилиндра или на внешней поверхности 4b пресс-поршня предусматриваются равномерно распределенные, аксиально ориентированные направляющие ребра, которые служат для направления пресс-поршня 4 внутри камеры прессования 2. Эти направляющие ребра делят свободное пространство кольцевого зазора 6 на множество соответствующих сегментов.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ЛИТЬЕВОГО ПРЕССОВАНИЯ ДЛЯ ПРОИЗВОДСТВА ТЕРМОПЛАСТИЧНЫХ КОНТЕЙНЕРОВ | 2014 |
|
RU2665537C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПЛАСТИЧЕСКИХ МАТЕРИАЛОВ | 2006 |
|
RU2378114C1 |
| РУЧНОЕ УСТРОЙСТВО ДЛЯ ВЫПУСКА СРЕД | 1990 |
|
RU2032482C1 |
| ЛИТЬЕВАЯ МАШИНА И СПОСОБ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 2005 |
|
RU2362676C2 |
| УСТРОЙСТВО И СПОСОБ УПРАВЛЕНИЯ КЛАПАНАМИ | 2008 |
|
RU2471078C2 |
| БЛОК ПРИВОДА И КЛАПАНА ДЛЯ ФОРСУНКИ С ГИДРАВЛИЧЕСКИМ ПРИВОДОМ И ЭЛЕКТРОННЫМ УПРАВЛЕНИЕМ | 1991 |
|
RU2085757C1 |
| Роторный двигатель | 2015 |
|
RU2692435C2 |
| Универсальный блок для литьевого прессования изделий из полимеров | 1985 |
|
SU1549766A1 |
| ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 2010 |
|
RU2489576C2 |
| Пресс-форма для литьевых машин и прессов Е.А.Колкунова | 1984 |
|
SU1181876A1 |
Изобретение относится к литейному производству, в частности к литью металлов под давлением. Прессующий узел машины литья под давлением включает корпус (1) камеры прессования (2) с впускным каналом (8) металла и с выпускным каналом (3) металла и пресс-поршень (4). Пресс-поршень перемещается в камере прессования вдоль продольной оси для выталкивания металла под давлением через выпускной канал из камеры прессования. При обратном перемещении пресс-поршня металл поступает в камеру прессования через впускной канал 8. Пресс-поршень (4) проходит через проходное отверстие (5) корпуса (1) камеры прессования. Внешний диаметр (d) пресс-поршня меньше внутреннего диаметра (D) корпуса камеры прессования, что обеспечивает образование свободной полости (6) между внешней поверхностью (4b) пресс-поршня и внутренней поверхностью (1с) стенки корпуса. Перемещение пресс-поршня осуществляется без трения с камерой прессования. Проблемы трения устраняются также за счет регулирования температуры прессующего узла нагревателями 13, 13,14, а также тем, что уплотнение 10 пресс-поршня располагают на внутренней стороне отверстия 5 со стороны камеры прессования. 3 н. и 7 з.п. ф-лы, 5 ил.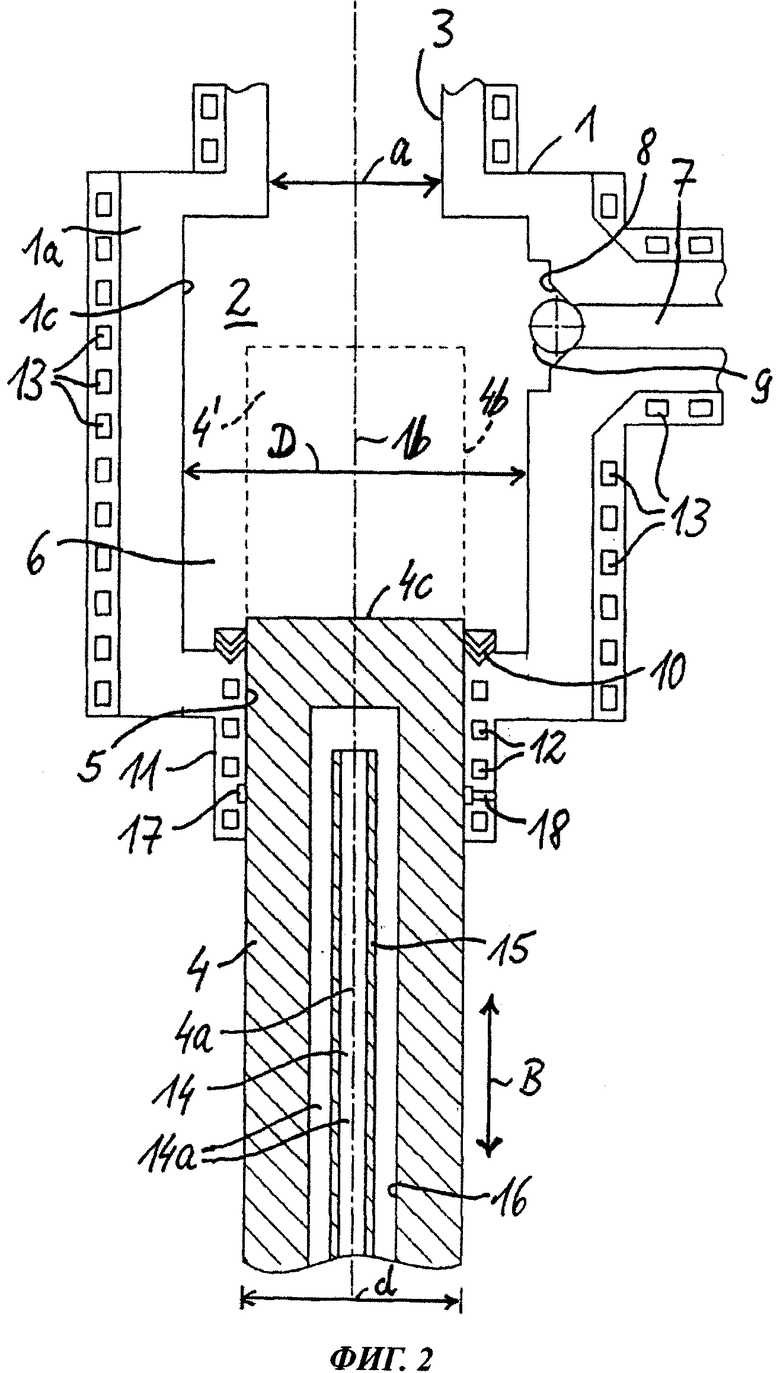
1. Прессующий узел машины для литья под давлением, содержащий
корпус (1) камеры прессования, который содержит наполняемую литьевым материалом камеру прессования (2) с впускным каналом (8) литьевого материала и выпускным каналом (3) литьевого материала, и
пресс-поршень (4), выполненный с возможностью движения в камере прессования в прямом направлении вдоль продольной оси пресс-поршня так, чтобы происходила подача литьевого материала под давлением через выпускной канал из камеры прессования, и с возможностью перемещения в обратном направлении так, что литьевой материал через впускной канал литьевого материала подается в камеру прессования,
при этом пресс-поршень (4) через проходное отверстие в корпусе (1) камеры прессования проходит снаружи в камеру (2) прессования, причем в камере прессования между наружной поверхностью (4b) поступательно перемещающегося пресс-поршня и расположенной напротив продольной оси пресс-поршня внутренней поверхностью (1с) стенки образовано свободное пространство (6) корпуса камеры прессования, за счет того, что наружный диаметр поперечного сечения (d) пресс-поршня соответственно меньше, чем внутренний диаметр поперечного сечения (D) корпуса камеры прессования,
отличающийся тем, что при нахождении пресс-поршня (4) в конечном положении движения в обратном направлении торцевой конец (4с) пресс-поршня (4), расположенный со стороны камеры прессования, расположен на расстоянии от проходного отверстия (5) в камере (2) прессования, при этом как минимум подвижная часть пресс-поршня (4), проходящая через проходное отверстие (5) в камеру (2) прессования, имеет постоянное значение (d) внешнего диаметра.
2. Прессующий узел машины для литья под давлением, содержащий
корпус (1) камеры прессования, который содержит наполняемую литьевым материалом камеру прессования (2) с впускным каналом (8) литьевого материала и выпускным каналом (3) литьевого материала, и
пресс-поршень (4), выполненный с возможностью движения в камере прессования в прямом направлении вдоль продольной оси пресс-поршня так, чтобы происходила подача литьевого материала под давлением через выпускной канал из камеры прессования, и с возможностью перемещения в обратном направлении так, что литьевой материал через впускной канал литьевого материала подается в камеру прессования,
при этом пресс-поршень (4) через проходное отверстие в корпусе (1) камеры прессования проходит снаружи в камеру (2) прессования, причем в камере прессования между наружной поверхностью (4b) поступательно перемещающегося пресс-поршня и расположенной напротив продольной оси пресс-поршня внутренней поверхностью (1с) стенки образовано свободное пространство (6) корпуса камеры прессования, за счет того, что наружный диаметр поперечного сечения (d) пресс-поршня соответственно меньше, чем внутренний диаметр поперечного сечения (D) корпуса камеры прессования,
отличающийся тем, что в нем предусмотрено устройство (14) регулирования температуры пресс-поршня для, по меньшей мере, зонального активного регулирования температуры пресс-поршня, и/или устройство (12) регулирования температуры направляющей втулки, и/или устройство (13) регулирования температуры камеры прессования для активного регулирования температуры камеры прессования.
3. Прессующий узел машины для литья под давлением, содержащий
корпус (1) камеры прессования, который содержит наполняемую литьевым материалом камеру прессования (2) с впускным каналом (8) литьевого материала и выпускным каналом (3) литьевого материала, и
пресс-поршень (4), выполненный с возможностью движения в камере прессования в прямом направлении вдоль продольной оси пресс-поршня так, чтобы происходила подача литьевого материала под давлением через выпускной канал из камеры прессования, и с возможностью перемещения в обратном направлении так, что литьевой материал через впускной канал литьевого материала подается в камеру прессования,
при этом пресс-поршень (4) через проходное отверстие в корпусе (1) камеры прессования проходит снаружи в камеру (2) прессования, причем в камере прессования между наружной поверхностью (4b) поступательно перемещающегося пресс-поршня и расположенной напротив продольной оси пресс-поршня внутренней поверхностью (1с) стенки образовано свободное пространство (6) корпуса камеры прессования, за счет того, что наружный диаметр поперечного сечения (d) пресс-поршня соответственно меньше, чем внутренний диаметр поперечного сечения (D) корпуса камеры прессования,
отличающийся тем, что в нем предусмотрен уплотнительный элемент (10) для уплотнения проходного отверстия пресс-поршня, который расположен на внутренней стороне проходного отверстия (5), со стороны камеры прессования, и выполнен с возможностью герметично прижиматься под давлением литьевого материала, находящегося в камере (2) прессования, к введенному пресс-поршню (4).
4. Прессующий узел по любому из пп. 1-3, отличающийся тем, что впускной канал литьевого материала выходит в зону свободного пространства и/или в выпускной канал литьевого материала.
5. Прессующий узел, по п. 4, отличающийся тем, что впускной канал литьевого материала и/или соответствующий ему трубопровод подачи литьевого материала (7) имеет запорный элемент (9), предотвращающий утечку литьевого материала из камеры прессования через впускной канал литьевого материала.
6. Прессующий узел по одному из пп. 1-3, отличающийся тем, что корпус камеры прессования имеет полый цилиндр (1а), на одном из торцов которого предусмотрено проходное отверстие.
7. Прессующий узел по п. 6, отличающийся тем, что выпускной канал литьевого материала и/или впускной канал литьевого материала предусмотрен на торце полого цилиндра, противолежащем проходному отверстию, или в цилиндрической боковой поверхности полого цилиндра.
8. Прессующий узел по одному из пп. 1-3, отличающийся тем, что для пресс-поршня предусмотрена направляющая втулка (11), которая расположена на внешней стороне проходного отверстия снаружи камеры прессования за ограждающей стенкой камеры прессования и/или на внутренней стороне проходного отверстия на ограждающей стенке камеры прессования внутри камеры прессования.
9. Прессующий узел по одному из пп. 1-3, отличающийся тем, что устройство регулирования температуры пресс-поршня выполнено с возможностью активного регулирования температуры в соответствии с заранее заданным температурным профилем вдоль продольной оси пресс-поршня, по меньшей мере, той части, которая вводится в камеру прессования во время его поступательного движения.
10. Прессующий узел по одному из пп. 1-3, отличающийся тем, что предусмотрена кольцевая разгрузочная канавка (17) в обращенной к пресс-поршню внутренней поверхности проходного отверстия или направляющей втулки и предусмотрен разгрузочный канал (18), проходящий от кольцевой разгрузочной канавки (17) до внешней стороны корпуса камеры прессования.
| Установка для электротермомеханического разрушения горных пород | 1973 |
|
SU576406A1 |
| Пресс-узел горячекамерных машин литья под давлением | 1983 |
|
SU1126363A1 |
| DE 4316927A1, 24.11.1994. | |||

