Изобретение относится к металлургии, а именно к устройствам для непрерывной разливки стали.
Известно устройство для непрерывной разливки прямоугольных стальных слитков [Патент РФ №2315681], содержащее промежуточный ковш, кристаллизатор с широкими и узкими гранями и глуходонный цилиндрический погружной разливочный стакан с эксцентрично расположенными вертикальными выходными отверстиями, обеспечивающих подачу струй жидкого металла по траектории, определяемой формулой у=8·хn (n=0,48-0,52; х - координата, проходящая через центр стакана параллельно оси выходного отверстия; у - координата, проходящая через внутреннюю поверхность отверстия стакана).
Недостаток известного устройства заключается в следующем:
1. Низкий срок службы погружного разливочного стакана, в частности при разливке сталей с повышенным содержанием марганца (17Г1С, 09Г2С) по причине размывания выходных отверстий.
2. Невозможность достижения скоростей жидкой стали в пристеночных слоях до значений 0,25-1,0 м/с, при которых наблюдаются положительные металлургические эффекты.
Заявляемое устройство направлено на повышение срока службы глуходонного цилиндрического погружного разливочного стакана с эксцентрично расположенными выходными отверстиями.
Технический результат, получаемый при осуществлении заявляемого устройства, заключается в следующем:
1. Улучшении перемешивания жидкой стали в горизонтальной плоскости кристаллизатора.
2. Повышении качества непрерывнолитых прямоугольных стальных слитков.
3. Повышении скорости разливки и производительности процесса получения стальных слитков.
Заявляемое устройство характеризуется следующими существенными признаками:
Ограничительные признаки: промежуточный ковш; кристаллизатор с широкими и узкими гранями; глуходонный цилиндрический погружной разливочный стакан с эксцентрично расположенными вертикальными выходными отверстиями.
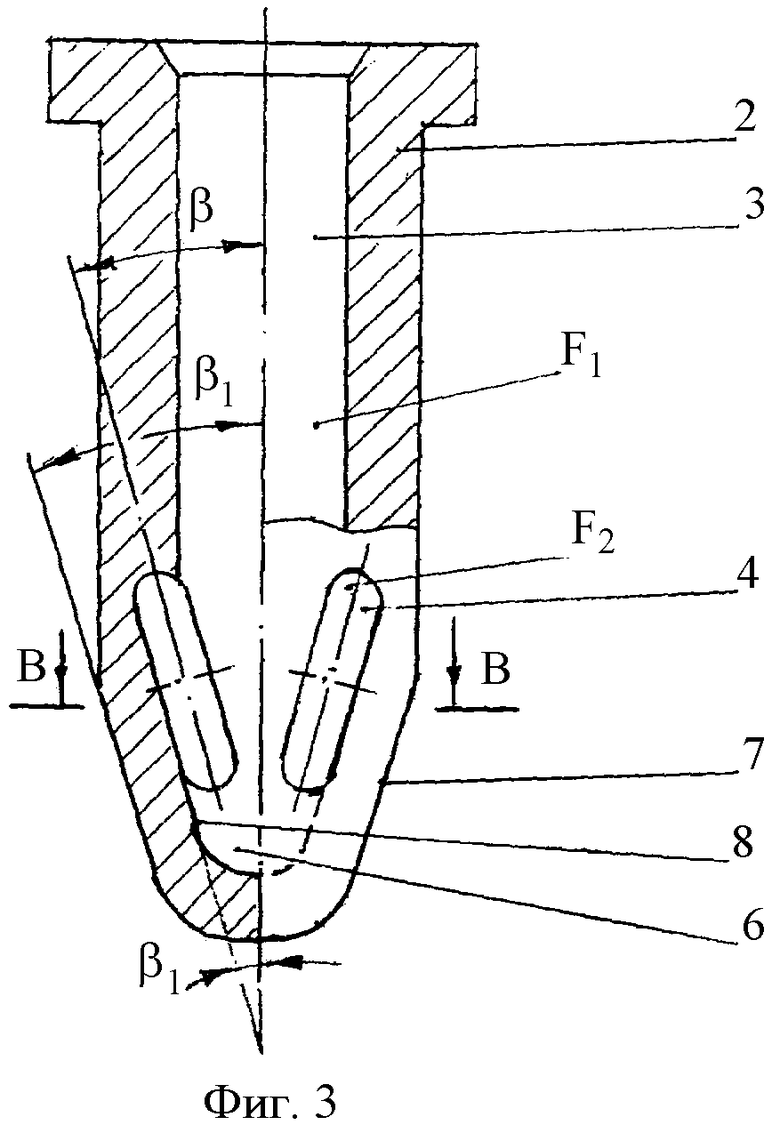
Отличительные признаки: разливочный стакан выполнен напорным, при соотношении F1/2F2=1,05-1,1, где F1 - площадь проходного сечения центрального канала разливочного стакана, F2 - площадь выходного отверстия разливочного стакана, а вертикальные выходные отверстия разливочного стакана расположены под углом β=3-8° к вертикальной оси, проходящей через центр разливочного стакана. Кроме того дно разливочного стакана с наружной и внутренней поверхностей выполнено конусным под углом β1=3-8° к вертикальной оси, проходящей через центр разливочного стакана.
Причинно-следственная связь между совокупностью существенных признаков заявляемого устройства и достигаемым техническим результатом заключается в следующем.
Выполнение погружного разливочного стакана напорным обеспечивает достижение максимальных скоростей жидкой стали на выходе из эксцентрично расположенных выходных отверстий стакана и получение положительного металлургического эффекта, наблюдающегося при скоростях жидкой стали в пристеночных слоях кристаллизатора, равных 0,25-1,0 м/с.
В погружном разливочном стакане уменьшение соотношения F1/2F2<1,05 (где F1 - площадь проходного сечения центрального канала; F2 - площадь одного выходного отверстия стакана) приводит к возможности уменьшения скорости жидкой стали на оси струи по причине размывания выходных отверстий стакана при разливке стали с повышенным содержанием марганца (09Г2С, 17Г1С) и др.) и недостижению положительного металлургического эффекта.
В погружном разливочном стакане увеличение соотношения F1/2F3>1,1 приводит к возможности переполнения стакана жидкой сталью и ее выливанию из стакана.
Расположение вертикальных выходных отверстий глуходонного погружного разливочного стакана под углом β<3° к вертикальной оси, проходящей через центр стакана, уменьшает срок службы стакана по причине сравнительно интенсивного размывания нижней части выходных отверстий. В результате этого нарушается гидродинамика струй расплава и ухудшается перемешивание жидкой стали в горизонтальной плоскости кристаллизатора. Кроме этого наблюдается неравномерное оплавление корочки заготовки на глубине 200-300 мм от мениска жидкой стали с возможностью образования горячих продольных трещин в заготовке.
Расположение вертикальных выходных отверстий глуходонного погружного разливочного стакана под углом β>8° к вертикальной оси, проходящей через центр стакана, ухудшает перемешивание жидкой стали в горизонтальной плоскости кристаллизатора, уменьшает теплообмен в верхней части кристаллизатора и ухудшает качество получаемых прямоугольных стальных слитков.
Выполнение дна стакана конусным под углом β1=3-8° улучшает гидродинамику жидкой стали в горизонтальной плоскости кристаллизатора по причине уменьшения сопротивления потоков расплава, омывающих стакан.
Выполнение дна стакана с наружной поверхностью, расположенной под углом β1<3° к вертикальной оси, проходящей через центр погружного разливочного стакана, ухудшает перемешивание жидкой стали в горизонтальной плоскости кристаллизатора по причине увеличения сопротивления потоков расплава, омывающих стакан. Кроме этого возможный перекос разливочного стакана при его установке в кристаллизатор приводит к отрицательному влиянию на корочку заготовки.
Выполнение дна стакана наружной поверхностью, расположенной под углом β1>8° к вертикальной оси, проходящей через центр напорного погружного разливочного стакана, приводит к нецелесообразному уменьшению толщины стенки дна стакана и как результат уменьшению прочности и срока эксплуатации стакана.
Выполнение дна стакана с внутренней поверхностью конусной под углом β1=3-8° уменьшает интенсивность и неравномерность размывания выходных отверстий при разливке сталей с повышенным содержанием марганца (17Г1С, 09Г2С и др.) по причине уменьшения интенсивности удара струи жидкой стали в дно стакана и улучшения гидродинамики расплава в стакане.
Выполнение дна стакана с внутренней поверхностью конусной и расположенной под углом β1<3° к вертикальной оси, проходящей через центр погружного разливочного стакана, приводит к интенсивному размыванию выходных отверстий и дна стакана разливаемой сталью с повышенным содержанием марганца (17Г1С, 09Г2С).
Выполнение дна стакана с внутренней поверхностью конусной и расположенной под углом β1>8° к вертикальной оси, проходящей через центр погруженного разливочного стакана, ухудшает гидродинамику расплава в области выходных отверстий стакана и увеличивает интенсивность и неравномерность размывания дна стакана.
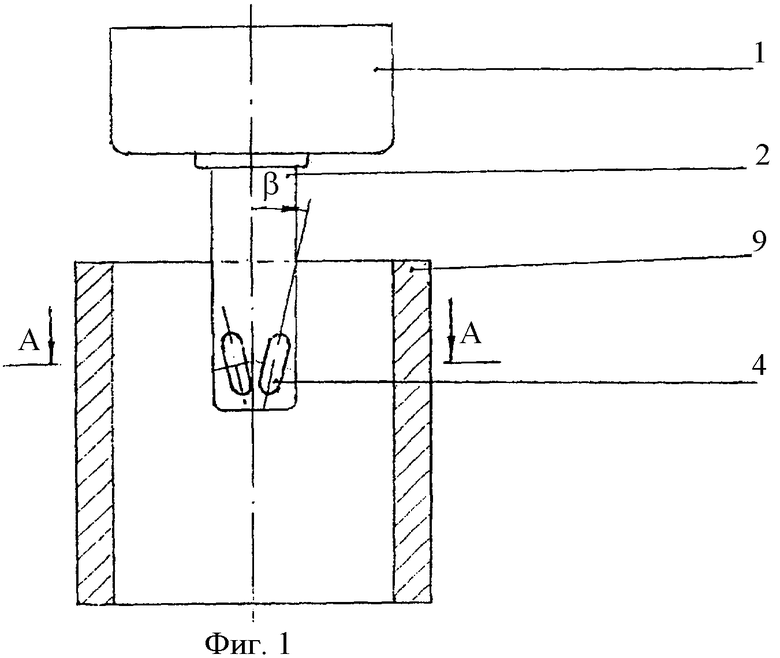
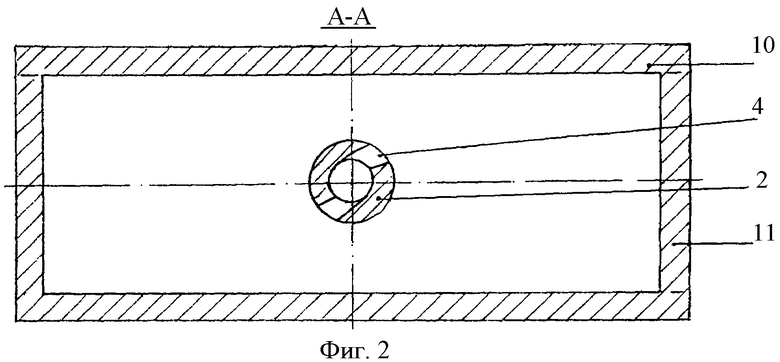
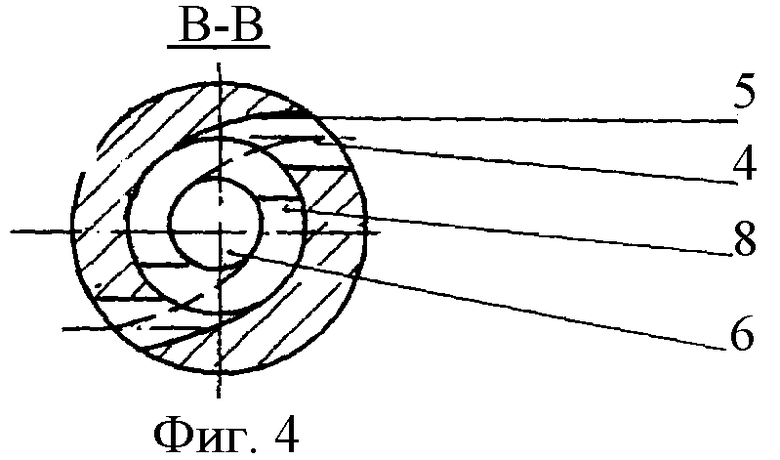
На фиг.1 показано устройство для непрерывной разливки прямоугольных стальных слитков; на фиг.2 - сечение А - А на фиг.1; на фиг.3 - внешний вид напорного глуходонного цилиндрического разливочного стакана с эксцентрично расположенными выходными отверстиями; на фиг.4 - сечение В - В на фиг.3.
Заявляемое устройство для непрерывной разливки прямоугольных стальных слитков состоит из промежуточного ковша 1, напорного глуходонного цилиндрического погружного разливочного стакана 2 с центральным каналом 3, эксцентрично расположенными вертикальными выходными отверстиями 4 с внутренней поверхностью 5, дна стакана 6 с наружной 7 и внутренней поверхностью 8, кристаллизатора 9 с широкими 10 и узкими гранями 11. Отношение F1/2F2=1,07, где F1 - площадь проходного сечения центрального канала разливочного стакана, F2 - площадь выходного отверстия разливочного стакана. Отверстия 4 расположены под углом 4° к вертикальной оси. Дно разливочного стакана с наружной и внутренней поверхностей выполнено конусным под углом 5°.
Предварительно в кристаллизатор 9 устанавливается напорный цилиндрический разливочный стакан 2 с эксцентрично расположенными вертикальными выходными отверстиями 4, направленными под углом в сторону широких граней 10, а также приспособление - затравка, предотвращающая выливание жидкой стали.
Работа устройства для непрерывной разливки прямоугольных стальных слитков заключается в следующем.
Жидкая сталь из промежуточного ковша 1 через напорный цилиндрический разливочный стакан 2 с центральным каналом 3, с глухим дном 6 и внутренней поверхностью 8, эксцентрично расположенными вертикальными выходными отверстиями 4 с внутренней поверхностью 5 поступает в кристаллизатор 9 и наполняет его. После достижения заданного уровня расплава в кристаллизаторе 9 и формирования заготовки производят ее вытягивание. Жидкая сталь, вытекающая струями из эксцентрично расположенных вертикальных выходных отверстий 4 напорного разливочного стакана 2, обеспечивает перемешивание расплава в горизонтальной плоскости кристаллизатора вдоль широких 10 и узких 11 граней вокруг наружной поверхности 7 дна 6 стакана 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПРЯМОУГОЛЬНЫХ СТАЛЬНЫХ СЛИТКОВ | 2008 |
|
RU2381086C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПРЯМОУГОЛЬНЫХ СТАЛЬНЫХ СЛИТКОВ | 2015 |
|
RU2690314C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СТАЛЬНЫХ СЛИТКОВ | 2008 |
|
RU2379154C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПРЯМОУГОЛЬНЫХ СТАЛЬНЫХ СЛИТКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2315681C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПРЯМОУГОЛЬНЫХ СТАЛЬНЫХ СЛИТКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2393939C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ДЕФОРМИРОВАННЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2137570C1 |
| Устройство для подачи и перемешивания стали в кристаллизаторе установки непрерывной разливки | 2021 |
|
RU2760696C1 |
| Устройство для подачи и перемешивания стали в кристаллизаторе установки непрерывной разливки | 2023 |
|
RU2813189C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ ЗАГОТОВОК | 1994 |
|
RU2077409C1 |
| Устройство для непрерывной разливки плоских слитков | 1990 |
|
SU1816530A1 |
Изобретение относится к области металлургического производства. Устройство содержит промежуточный ковш, кристаллизатор с широкими и узкими гранями, глуходонный цилиндрический погружной разливочный стакан с центральным каналом и эксцентрично расположенными вертикальными выходными отверстиями. Разливочный стакан выполнен напорным при соотношении F1/2F2=1,05-1,1, где F1 - площадь проходного сечения центрального канала разливочного стакана, F2 - площадь выходного отверстия разливочного стакана. Вертикальные выходные отверстия разливочного стакана расположены под углом β=3-8° к вертикальной оси, проходящей через центр разливочного стакана. Достигается повышение качества непрерывнолитых прямоугольных стальных слитков и производительности процесса получения стальных слитков. 1 з.п. ф-лы, 4 ил.
1. Устройство для непрерывной разливки прямоугольных стальных слитков, содержащее промежуточный ковш, кристаллизатор с широкими и узкими гранями, глуходонный цилиндрический погружной разливочный стакан с центральным каналом и эксцентрично расположенными вертикальными выходными отверстиями, отличающееся тем, что разливочный стакан выполнен напорным при соотношении F1/2F2=1,05-1,1, где F1 - площадь проходного сечения центрального канала разливочного стакана, F2 - площадь выходного отверстия разливочного стакана, а вертикальные выходные отверстия разливочного стакана расположены под углом β=3-8° к вертикальной оси, проходящей через центр разливочного стакана.
2. Устройство по п.1, отличающееся тем, что дно разливочного стакана с наружной и внутренней поверхностей выполнено конусным под углом β1=3-8° к вертикальной оси, проходящей через центр разливочного стакана.
| RU 2005141096 А, 20.07.2007 | |||
| Способ непрерывной разливки прямоугольных стальных слитков и устройство для его осуществления | 1990 |
|
SU1811972A1 |
| SK 5882003 A3, 07.10.2003 | |||
| Устройство для непрерывного литья плоских слитков | 1991 |
|
SU1787669A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПРЯМОУГОЛЬНЫХ СТАЛЬНЫХ СЛИТКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2315681C2 |
| ПЛАВУЧЕЕ СИГНАЛЬНОЕ УСТРОЙСТВО | 0 |
|
SU286549A1 |

