Изобретение относится к металлургии, в частности к непрерывному литью стали.
Известен огнеупорный стакан для литья заготовок под уровень, имеющий в поперечном сечении эллиптическую наружную форму и круглое сечени е рабочего канала. Недостатком этого стакана является малая площадь круглого сечения рабочего канала, что не обеспечивает достижение необходимой весовой скорости литья. Нижний торец стакана располагается слишком близко к затвердевающей корочке слитка.
Известен огнеупорный стакан для литья тонких слябов под уровень, являющийся близким по цели и конструкции к предлагаемому огнеупорному стакану. Известный стакан описан в статьях и проектах фирмы Маннесманн-Демаг (ФРГ). Он имеет плоское прямоугольное сечение и постоянную толщину стенок на всем участке погружения в металл. В связи с этим стенка стакана на границе мениска металла и шлакового слоя выполнена тонкой (10 мм), что приводит к существенному снижению его стойкости. При криволинейной форме рабочей поверхности стенок кристаллизатора в плане огнеупорный стакан прямоугольной формы по краям имеет значительно меньший зазор до рабочей стенки, чем посередине, что приводит к схватыванию стенки стакана по краям с затвердевающей корочкой слитка и прекращению разливки.
Целью изобретения является повышение надежности устройства за счет увеличения стойкости огнеупорного стакана стабильности процесса разливки и улучше- ние качества слябов. Наружная поверхносп нижней части широких стенок стакана, рас полагаемая ниже уровня металла, в планг выполнения эквивалентной воронкообразной криволинейной рабочей поверхностр широких стенок кристаллизатора, а по высо те выполнена под углом 4-12 градусов технологической оси стакана.
Эквивалентное расположение криволи нейной поверхности широких стенок огнеупорного стакана и угол наклона ее по отношению к технологической оси стакана, равный 4-12 градусам, обеспечивают постоянство Зазора и его оптимальную велиел
с
XI со х| Os О О
чину между затвердевающей корочкой слитка, и наружной поверхностью стакана, как в вертикальной, так и горизонтальной плоскостях, что препятствует схватыванию корочки слитка с наружной поверхностью стакана. Это позволяет также увеличить- толщину стенки стакана в шлаковой зоне у мениска, то есть в районе наибольшей эро- зий о гн ёупорного стакана.
ПрёдгШЛг1емая форм а стакана позволяет пдв Ус йт ь efd cfШко сГть -за счет увеличения толщины стенок в шлаковой зоне, а также увеличить стабильности процесса1 разливки за счет устранения явления схватывания затвердевающей корочки слитка с наружной поверхностью стакана. Увеличение зазора между поверхностью стакана и рабочей поверхностью стено к кристаллизатора способствует улучшению качества поверхности слябов благодаря повышению жидкотекуче- стм шлака в зазоре.
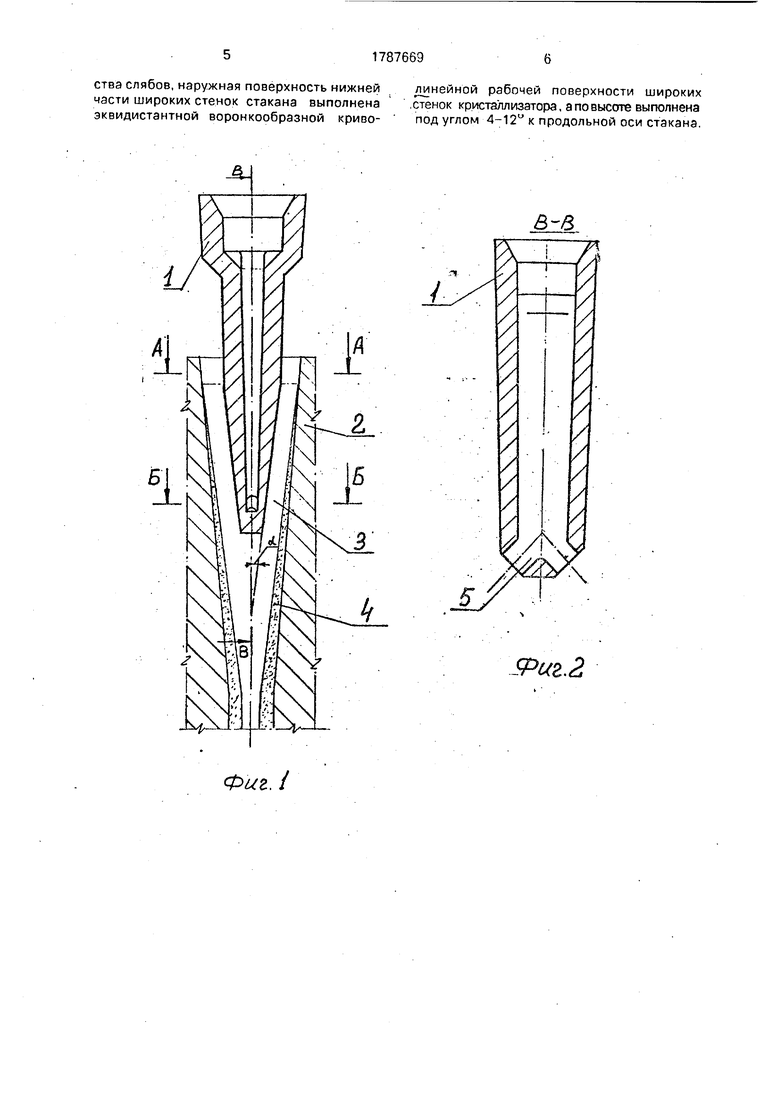
На фиг. 1 изображен общий вид погруж- ного стакана 1, расположенного в кристаллизаторе 2 с воронкообразной приемной полостью 3. и затвердевающей корочкой слитка 4. Угол наклона а между наружной поверхностью нижней части широких стенок стакана и технологической осью стакана; располагаемых ниже уровня металла, по высоте составляет 4-12 градусов,
На фиг. 2 показан продольный разрез погружного огнеупорного стакана 1 с боковыми выходными отверстиями 5.
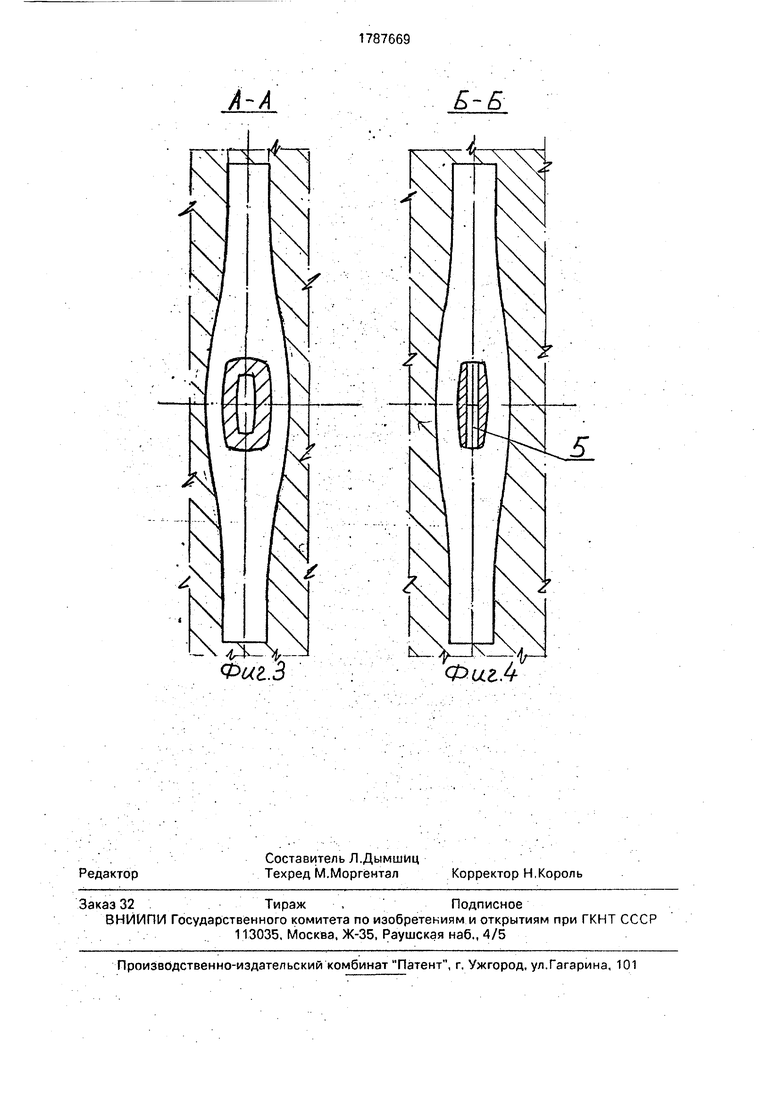
На фиг. 3 показан поперечный разрез кристаллизатора с.расположенным в нем погружным огнеупорным стаканом в зоне шлакового слоя, а на фиг. 4 - то же, в зоне выходных боковых отверстий.
Пример 1. Отливают слябы сечением 50 800 мм из ковша емкостью 100 т. Рабочая скорость вытягивания слитка из кристаллизатора составляет 4,0-6,0 м/мин. Плоский погружной стакан с вертикальным рабочим, каналом имеет по малой оси в зоне мениска размер45 мм, а приемная воронкообразная ппоскостк на верхнем торце кри сталлизатора имеет размер 110 мм. При этом угол наклона а между боковой поверхностью широких стенок стакана, находящихся ниже уровня металла и его технологической осью составляет 4°. Это обеспечивает постоянство зазора между поверхностью стакана и.затвердевающей корочкой слитка. Воронкообразная приемная часть кристаллизатора в поперечном се- чении имеет синусоидальную форму , поэтому наружнаясторона широких стенок стакана также выполнена в плане эквидистантно синусоидальной.
П р и м е р 2. Отливают слябы сечением 60 1300 мм из ковша емкостью 150 т. Рабочая скорость вытягивания из кристаллизатора таких слябов составляет 3,0-4,5 м/мин..
. Подвод металла подуровень в кристаллизаторе осуществляют плоским погружным стаканом с двумя боковыми отверстиями. Погружной стакан в зоне мениска имеет размер по малой оси 55 мм. Угол наклона
а между поверхностью широких стенок стакана ниже мениска и его технологической осью составляет 8°, Таким образом обеспечивается постоянство зазора между поверхностью стакана и затвердевающей
корочкой слитка. Наружная сторона широких стенок огнеупорного стакана в плане выполнена эквидистантно широким стенкам кристаллизатора синусоидальной. ,П р и м е р 3. Отливают слябы сечением
мм из ковша емкостью 200 т. Рабочая скорость вытягивания слябов из кристаллизатора составляет 2,0-3,5 м/мин. Подвод металла подуровень в кристаллизаторе осуществляют погружным стаканом с
двумя боковыми отверстиями. Погружной стакан в зоне мениска имеет размер по малой оси 65 мм. Для этих условий угол накло- на а поверхности широких стенок огнеупорного стакана по высоте к его технологической оси составляет 12°. Этим обеспечивается постоянство зазора между наружной поверхностью стакана и затвердевающей корочкой. Наружная сторона широких стенок стакана в плане выполнена
эквидистантно широким стенкам кристаллизатора синусоидальной.
Результаты испытаний предложенного огнеупорного стакана тонкослябовкой МНЛЗ показали, что стойкость стаканов соответствовала требованиям способа разливки плавка на плавку, стабильность процесса разливки увеличилась, а качество поверхности слябов улучшилось, увеличилась производительность тонкослябовой
.МНЛЗ на 2-3%.
. Ф.ормула изобретения
Устройство для непрерывного литья плоских слитков, содержащее огнеупорный стакан для подвода металла под уровень и кристаллизатор с воронкообразной криволинейной рабочей поверхностью, выполненный с прямолинейной нижней и конической верхней частями, отличающееся тем, что, с целью повышения надежности устройства за счет увеличения стойкости огнеупорного стакана, стабильности процесса разливки и улучшения качествэ слябов, наружная поверхность нижнейлинейной рабочей поверхности широких
части широких стенок стакана выполнена.стенок кристаллизатора, а по высоте выполнена
эквидистантной воронкообразной криво- под углом 4-12° к продольной оси стакана.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывной разливки тонких слябов | 1991 |
|
SU1787670A1 |
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ ВЫСОКОСКОРОСТНОГО НЕПРЕРЫВНОГО ЛИТЬЯ | 1998 |
|
RU2152843C1 |
| КОНУСНАЯ ГИЛЬЗА КРИСТАЛЛИЗАТОРА ДЛЯ НЕПРЕРЫВНОГО ВЕРТИКАЛЬНОГО ЛИТЬЯ МЕТАЛЛА | 1995 |
|
RU2087247C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1998 |
|
RU2148469C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1993 |
|
RU2038903C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ РЕЖИМА ЭЛЕКТРОМАГНИТНОГО ПЕРЕМЕШИВАНИЯ ЖИДКОЙ ФАЗЫ СЛИТКА В МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ СЛЯБОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2464123C1 |
| УСТРОЙСТВО ДЛЯ ПОДВОДА МЕТАЛЛА В КРИСТАЛЛИЗАТОР | 1975 |
|
RU639189C |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2006 |
|
RU2337789C2 |
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ ВЫСОКОСКОРОСТНОГО НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛА | 2007 |
|
RU2325969C1 |
| Устройство для подвода металла | 1983 |
|
SU1101325A1 |
Сущность: наружная поверхность нижней части стенок стакана, располагаемая ниже уровня металла,в сечении выполнена эквивалентной воронкообразной рабочей поверхности широких стенок кристаллизатора, а по высоте - под углом 4 - 12° к технологической оси стакана. 4 ил,
Фиг. I
Л-А
Б-Б
| Metallurgical Plant-andTechnology, 1989, .№ 3, с | |||
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| . | |||
