Изобретение относится к режущему устройству для отрезания брекерного слоя от полотна невулканизованной резины, имеющего, по существу, параллельные друг другу нити корда, которые находятся под углом нитей корда.
Такие режущие устройства известны из US 4965733, US 5092946 и US 5327353, в которых дисковый нож установлен на оси ножа. Сам нож имеет фиксированное положение на оси ножа. Ось ножа установлена на держателе, который, в свою очередь, установлен на раме. Режущее устройство предусмотрено с первым устройством детектирования положения для детектирования положения держателя ножа на раме, то есть в направлении резания ножа, и вторым устройством детектирования положения для детектирования поворота держателя ножа относительно рамы.
Согласно US 5327353 результаты измерений устройств детектирования положений используются для определения, соответствует ли фактическое положение ножа заданному направлению резания. Дополнительно также измеряется высота держателя ножа посредством третьего устройства детектирования положения. Если установлено, что имеется слишком большое отклонение, то делается вывод о том, что нож больше не следует направлению нитей корда, в частности, что нож пересекает нити корда, и подается сигнал о неисправности.
Согласно US 4965733 результаты измерения устройств детектирования положения вводятся в узел цифровой обработки, который определяет выполненную линию резания.
Согласно US 5092946 режущее устройство по US 4965733 используется в устройстве для расположения брекерных слоев на сборочном барабане для определения, необходимо ли корректировать форму диагональной стороны брекерного слоя.
Проблема упомянутых устройств в патентах США заключается в том, что регулирование устройства для расположения брекерных слоев должно быть выполнено вручную и должно корректироваться.
В JP 06-106653 А описано режущее устройство, имеющее нож в поворотном держателе ножа. Держатель ножа установлен на поворотной раме, соединенной с управляющим компьютером. Устройство детектирования детектирует отклонение держателя ножа, и, если отклонение превышает установленное значение, управляющий компьютер выдает команду электродвигателю для поворота рамы. Однако это оказалось слишком медленным и неспособным должным образом следовать направлению нитей корда.
В частности, проблема вышеупомянутых устройств заключается в том, что ножи не всегда способны правильно следовать направлению корда, несмотря на принятые измерения.
Целью изобретения является создание усовершенствованного режущего устройства.
Также целью изобретения является создание режущего устройства, способного следовать направлению нитей корда лучше, чем было возможно до настоящего времени.
Еще одной целью изобретения является создание усовершенствованного устройства для расположения брекерных слоев.
Согласно первому объекту настоящего изобретения создано режущее устройство для отрезания, в направлении резания, брекерного слоя от полотна невулканизованной резины, имеющего, по существу, параллельные нити корда, причем брекерный слой имеет продольную ось, при этом нити корда образуют угол с продольной осью, причем режущее устройство содержит нож, выполненный с возможностью свободного линейного перемещения в боковую сторону относительно направления резания; первый детектор для детектирования в процессе резания бокового смещения ножа; управляющий компьютер, функционально связанный с первым детектором для передачи управляющих команд на основе информации о смещении от детектирующего средства относительно бокового смещения ножа; по меньшей мере, один исполнительный механизм, функционально связанный с управляющим средством для регулирования в процессе резания направления резания ножа на основе управляющих команд; при этом нож представляет собой дисковый нож на оси ножа, при этом дисковый нож выполнен с возможностью свободного скольжения по оси ножа.
В силу того, что в режущем устройстве согласно изобретению нож сам по себе является смещаемым в боковом направлении, и присутствуют детекторы положения для измерения (изменений) положения ножа, предусмотрено простое режущее устройство, в котором фактическое направление линии резания может быть легко детектировано. Кроме того, надежность и скорость улучшены благодаря простой конструкции.
В частности, оказалось возможным надлежащим образом следовать направлению нитей корда, поскольку результаты измерений детекторов положения возвращаются в исполнительное устройство, способное регулировать направление резания ножа.
Предпочтительно первый детектор выполнен с возможностью, по существу, непрерывного детектирования линейного бокового смещения ножа, причем первый детектор функционально связан с управляющим компьютером для выдачи, на основе смещения в процессе резания, управляющих команд, в частности управляющих команд для следующего смещения ножа.
Предпочтительно нож является свободно смещаемым перпендикулярно направлению резания.
Предпочтительно режущее устройство дополнительно содержит раму, причем нож установлен так, чтобы быть подвижным в направлении резания, при этом рама является поворотной вокруг оси поворота, которая пересекает линию резания по перпендикуляру и является перпендикулярной брекерному слою.
Предпочтительно нож с возможностью скольжения установлен на оси ножа, ось ножа установлена в держателе ножа, держатель ножа закреплен в крепежном корпусе, а крепежный корпус является подвижным вдоль рамы в направлении резания.
Предпочтительно ось поворота пересекает центр ширины брекерного слоя.
Предпочтительно исполнительный механизм соединен с рамой для поворота рамы вокруг оси поворота.
Предпочтительно рама имеет верхний элемент рамы и нижний элемент рамы, а крепежный корпус держателя ножа закреплен на раме с возможностью перемещения вдоль верхнего элемента рамы.
Предпочтительно нож выполнен с нагревательным средством для нагрева ножа.
С помощью свободного смещения ножа в боковом направлении определения смещения ножа в сторону в процессе резания и однократной установки бокового смещения, непосредственно регулируя угол резания, оказалось возможным резать вдоль нитей корда и точно следовать их направлению. Кроме того, поскольку положение ножа детектируется, может быть определена точная линия резания.
Нагревание ножа даже более улучшает следование направлению нитей корда.
Согласно второму объекту настоящего изобретения создано устройство для расположения брекерного слоя с параллельными нитями корда на сборочном барабане, в частности, для широкой шины, такой как шина для грузовика, содержащее режущее устройство для отрезания брекерного слоя от полотна, под углом резания вдоль линии резания вдоль нитей корда, для получения брекерного слоя, по существу, в форме параллелограмма, имеющего ведущую диагональную сторону, замыкающую диагональную сторону, продольную ось и нити корда, образующие угол с продольной осью, который является, по существу, параллельным диагональным сторонам и углу резания; первый датчик для измерения линии резания; второй датчик для измерения длины брекерного слоя. Устройство дополнительно содержит управляющий компьютер, функционально связанный с первым и вторым датчиками и оснащенный памятью для хранения установленных угла нитей корда, ширины брекерного слоя и длины брекерного слоя, имеющий программное обеспечение для сравнения измеренной линии резания с установленными углом нитей корда и шириной брекерного слоя, и измеренной длины брекерного слоя с установленной длиной брекерного слоя, и передающий контрольные значения и управляющие сигналы, основанные на контрольных значениях; аппликатор для расположения брекерного слоя на сборочном барабане с замыкающей диагональной стороной, параллельной ведущей диагональной стороне, и функционально связанный с управляющим компьютером для приема от него сигналов управления, при этом режущее устройство оснащено ножом и детекторами для детектирования положения ножа в процессе резания, причем детекторы функционально связаны с управляющим компьютером, а режущее устройство с детекторами образуют первый датчик.
Предпочтительно брекерный слой имеет центральную линию, при этом аппликатор выполнен с возможностью расположения брекерного слоя на сборочном барабане с центральной линией ведущей части и центральной линией замыкающей части, совмещенными одна напротив другой.
Предпочтительно аппликатор выполнен с возможностью расположения замыкающей диагональной стороны с прилеганием к ведущей диагональной стороне.
Предпочтительно аппликатор содержит транспортирующее устройство, имеющее приводное средство, вводную сторону и отводную сторону для транспортировки брекерного слоя в направлении транспортировки от режущего устройства на вводной стороне к сборочному барабану на отводной стороне, при этом транспортирующее устройство содержит удерживающее средство для удержания сегмента брекерного слоя на транспортирующем устройстве без смещения в сторону относительно направления транспортировки.
Предпочтительно удерживающее средство выполнено с возможностью удержания всего брекерного слоя.
Предпочтительно транспортирующее устройство содержит конвейерную ленту, при этом удерживающее средство содержит магниты или электромагниты для удержания брекерных слоев, имеющих нити металлокорда, на конвейерной ленте или вакуумное устройство или прессующее средство для удержания брекерных слоев, выполненных с другим типом нитей корда.
Предпочтительно устройство дополнительно содержит подающее устройство для перемещения полотна к режущему устройству и, после резания, перемещения брекерного слоя, отрезанного от полотна, к подающей стороне транспортирующего устройства на отводной стороне подающего устройства.
Предпочтительно подающая сторона транспортирующего устройства и отводящая сторона подающего устройства являются смещаемыми одна относительно другой в боковом направлении относительно транспортирующего устройства и параллельно оси поворота сборочного барабана, в частности, при транспортировке брекерного слоя.
Предпочтительно аппликатор содержит первое измерительное устройство для измерения формы линии резания ведущей диагональной стороны, функционально связанное с управляющим компьютером.
Предпочтительно аппликатор содержит второе измерительное устройство, функционально связанное с управляющим компьютером для измерения длины брекерного слоя.
Предпочтительно управляющий компьютер функционально связан с приводным средством и приводом сборочного барабана для, по существу, регулирования скорости намотки сборочного барабана и скорости транспортировки транспортирующего устройства, на основе длины и формы ведущей и замыкающей линий резания брекерного слоя.
Предпочтительно первый датчик выполнен с возможностью измерения линии резания в процессе резания.
Предпочтительно режущее устройство содержит поворотное приводное устройство для регулирования угла резания в процессе резания, при этом поворотное приводное устройство функционально связано с управляющим компьютером для регулирования угла резания.
Предпочтительно нож является свободно перемещаемым в процессе резания в боковом направлении относительно линии резания, а режущее устройство оснащено вторым детектором положения для детектирования бокового положения ножа.
Предпочтительно второй детектор положения функционально связан с управляющим компьютером для передачи управляющего сигнала, при детектировании изменения в боковом положении, имеющемся в управляющем компьютере, в поворотное приводное устройство для регулировки угла резания.
Предпочтительно режущее устройство оснащено ножом, выполненным с возможностью свободного перемещения перпендикулярно направлению резания, датчиком положения для детектирования бокового положения ножа и поворотным приводным устройством для поворота ножа вокруг оси, перпендикулярной отрезаемому брекерному слою, при этом датчик положения функционально связан с поворотным приводным устройством для активирования поворотного приводного устройства в соответствии со смещением ножа, детектируемым датчиком положения.
Предпочтительно режущее устройство дополнительно содержит дополнительный датчик положения для детектирования положения ножа вдоль линии резания, при этом поворотное приводное устройство и дополнительный датчик положения функционально связаны с управляющим компьютером для обеспечения информации о положении, а управляющий компьютер дополнительно содержит алгоритм вычисления линии резания для вычисления формы линии резания из информации о положении от обоих датчиков положения.
Согласно третьему объекту настоящего изобретения создан способ расположения брекерного слоя с параллельными нитями корда на сборочном барабане, в частности, для широкой шины, такой как шина для грузовика, использующий устройство согласно первому объекту настоящего изобретения, дополнительно оснащенное устройством подачи, при котором устанавливают угол нитей корда, длину брекерного слоя и ширину брекерного слоя в управляющем компьютере устройства; подают полотно в рулоне, при этом переднюю сторону полотна располагают на подающем устройстве; приводят в действие устройство. После приведения в действия устройства последовательно: а) подающее устройство транспортирует полотно к режущему устройству, при этом переднюю сторону полотна транспортируют так, что длина брекерного слоя проходит линию резания режущего устройства; б) режущее устройство отрезает брекерный слой от полотна по установленной линии резания, при этом первый датчик измеряет линию резания в процессе резания, а измеренные значения линии резания вводятся в управляющий компьютер; в) отрезанный брекерный слой проходит мимо второго датчика, посредством чего измеряют длину брекерного слоя, при этом измеренную длину брекерного слоя вводят в управляющий компьютер; г) управляющий компьютер сравнивает измеренную линию резания и длину брекерного слоя с установленными значениями для угла нитей корда, длины брекерного слоя и ширины брекерного слоя; д) управляющий компьютер осуществляет калибровку подающего устройства, режущего устройства и аппликатора на основе разницы между установленными значениями и измеренными значениями; е) удаляют первый брекерный слой из устройства; после чего этапы а)-е) повторяют до тех пор, пока не закончится полотно на рулоне.
Согласно четвертому объекту настоящего изобретения создан способ расположения брекерного слоя с параллельными нитями корда на сборочном барабане, в частности, для широкой шины, такой как шина для грузовика, использующий устройство согласно второму объекту настоящего изобретения, дополнительно оснащенное устройством подачи, при котором устанавливают угол нитей корда, длину брекерного слоя и ширину брекерного слоя в управляющем компьютере устройства; подают полотно в рулоне, при этом переднюю сторону полотна располагают на подающем устройстве; приводят в действие устройство. После приведения в действия устройства последовательно: а) подающее устройство транспортирует полотно к режущему устройству, при этом переднюю сторону полотна транспортируют так, что длина брекерного слоя проходит линию резания режущего устройства; б) режущее устройство отрезает брекерный слой от полотна по установленной линии резания, при этом первый датчик измеряет линию резания в процессе резания, а измеренные значения линии резания вводятся в управляющий компьютер; в) отрезанный брекерный слой проходит мимо второго датчика, посредством чего измеряют длину брекерного слоя, при этом измеренную длину брекерного слоя вводят в управляющий компьютер; г) управляющий компьютер сравнивает измеренную линию резания и длину брекерного слоя с установленными значениями для угла нитей корда, длины брекерного слоя и ширины брекерного слоя; д) управляющий компьютер осуществляет калибровку подающего устройства, режущего устройства и аппликатора на основе разницы между установленными значениями и измеренными значениями; е) удаляют первый брекерный слой из устройства; после чего этапы а)-е) повторяют до тех пор, пока не закончится полотно на рулоне.
В случае большой шины, такой как, например, шина для грузовика, прилегание концов брекерных слоев, которые в таких шинах являются очень широкими, в результате чего диагональные стороны имеют значительную длину, является критичным, когда небольшое отклонение на одном конце имеет следствием большое отклонение на противолежащем конце диагональной стороны.
В частности, во всех вышеописанных вариантах выполнения изобретения предусматривается вариант выполнения, в котором первый детектор жестко соединен с режущим устройством, а упомянутый детектор детектирует смещение ножа относительно дополнительного режущего устройства. Помимо этого дополнительный детектор детектирует положение или ориентацию режущего устройства относительно центральной линии отрезаемого брекерного слоя или относительно резального стола, или транспортирующего устройства, на котором отрезаемый брекерный слой находится в процессе резания.
Кроме того, описанные выше отличительные признаки могут комбинироваться для дальнейшей оптимизации режущего устройства и способа.
Изобретение будет дополнительно описано на основе иллюстративного варианта выполнения устройства для расположения брекерного слоя и режущего устройства для него со ссылкой на прилагаемые чертежи, на которых
Фиг.1 - брекерный слой;
Фиг.2 - брекерный слой с режущим устройством и несколько релевантных углов;
Фиг.3А-С - иллюстрация стыкового соединения брекерного слоя в поперечном сечении брекерного слоя;
Фиг.4 - стыковое соединение согласно известному принципу;
Фиг.5 - стыковое соединение согласно принципу одного из объектов изобретения;
Фиг.6А-6Н - иллюстрации работы устройства расположения брекерного слоя;
Фиг.7 - режущее устройство согласно другому объекту изобретения;
Фиг.8 - подробный вид спереди режущего устройства;
Фиг.9 - деталь ножа режущего устройства согласно изобретению;
Фиг.10 - вид сзади режущего устройства с конвейерной лентой;
и
Фиг.11А и 11В - вид сверху и вид сбоку соответственно всего устройства для расположения брокера.
На Фиг.1 показан вид сверху брекерного слоя 1 невулканизованной резины, имеющего включенные в него нити корда 2. Такой брекерный слой имеет ведущий конец 3, замыкающий конец 4, ширину b и угол α нитей корда. Нити корда 2 имеют, по существу, расстояние d между нитями корда. Брекерный слой 1 имеет прямоугольную часть, имеющую длину l, и концевую часть, имеющую длину s концевой части. Брекерный слой имеет продольные оси (обозначенные пунктирной линией) и длину GL брекерного слоя.
На Фиг.2 показан брекерный слой, имеющий изображенное на нем режущее устройство 5, угол α1 резания ведущего конца брекерного слоя 1. Брекерный слой 1 отрезается от непрерывной полосы, которая продолжается под режущим устройством 5 в направлении Т подачи. Режущее устройство еще располагается под углом α1. В положении Р, обозначенном пунктирной линией, полоса будет отрезана под углом α3 для образования брекерного слоя 1.
На Фиг.3А показана небольшая часть брекерного слоя, намотанного на сборочный барабан, в поперечном сечении, перпендикулярном нитям корда, при этом ведущий конец и замыкающий конец в стыковом соединении L выполнены правильно. В поперечном сечении брекерного слоя 1 показаны невулканизованная резина 6 и нити корда 2. Расстояние d между нитями корда в местонахождении стыка имеет такую же величину, что и расстояние d между нитями корда в остальной части брекерного слоя.
На Фиг.3В показано поперечное сечение брекерного слоя 1, расположенного на барабане таким же образом, как на Фиг.3А, в котором на этот раз расстояние между двумя нитями корда 2а и 2b, между которыми выполнено стыковое соединение L, является удвоенным расстоянием d между нитями корда. Это максимально допустимая ситуация в соответствии с техническими нормами.
На Фиг.3С показано то же поперечное сечение, что и на Фиг.3А и 3В, однако с недопустимой ситуацией, при которой две нити корда находятся одна поверх другой. Имеет место наложение. Ради ясности желаемая ситуация показана пунктирными линиями. В шине это приведет к неравномерному распределению веса и выпучиванию. Среди других предметов целью изобретения является выполнение стыкового соединения, которое соответствует насколько возможно стыковому соединению, показанному на Фиг.3А, является критичным к ситуации, показанной на Фиг.3В, и избегает ситуации, показанной на Фиг.3С.
На Фиг.4 показано применявшееся ранее размещение концов брекерного слоя напротив друг друга на барабане 11. В данном случае концевая часть замыкающей стороны 4 брекерного слоя 1 отрезана под углом α1" резания, примыкая под тупым углом к ведущей стороне 3, которая отрезана под углом α1' резания. Будет понятно, что в данной ситуации всегда будет иметься промежуток между концами 3, 4 вследствие неравных углов резания. Углы резания могут быть неравны вследствие отклонений в режущем устройстве или вследствие отклонений в угле нитей корда, или вследствие деформации в процессе транспортировки или нагрузки в материале.
На Фиг.5 показана ситуация согласно изобретению, при которой вследствие общего измерения формы брекерного слоя 1 и точного знания положения и направления нитей корда возможно получение наилучшего стыкового соединения.
Брекерный слой 1 в данном случае опять расположен, по существу, вокруг сборочного барабана 11. Центр S3 ведущей стороны 3 и центр S4 замыкающей стороны 4 расположены напротив друг друга, а нити корда ведущей стороны 3 и замыкающей стороны 4 расположены параллельно, например, таким образом, как показано на фиг.6А-6Н, так что возможный остающийся зазор стыкового соединения, который, возможно, останется, в любом случае будет параллельным зазором. В результате в любом случае перекрытия не возникнет, и можно получить концы, точно примыкающие друг к другу.
Фиг.6А-6Н являются соответственно различными этапами функционирования устройств согласно изобретению, показанными сверху.
На Фиг.6А показано используемое ступенчатое устройство согласно изобретению. Данный чертеж показывает сборочный барабан 11, имеющий ось вращения х, и транспортирующее устройство 8 с режущим устройством 5. Со стороны 10 подачи непрерывная полоса 12 подается в направлении Т подающим устройством 8 мимо режущего устройства 5.
Транспортирующее устройство 8 состоит из первого подающего транспортирующего устройства 13, в данном случае конвейерных лент, в частности двух параллельных конвейерных лент 13а и 13b, которые пропускают непрерывную полосу 12 мимо режущего устройства 5, за которыми следует отводная конвейерная лента 14. Подающее транспортирующее устройство 13, кроме того, предусмотрено с точкой R поворота или вращения, исходя из чего отводная сторона 15 подающего транспортирующего устройства 13 способна перемещаться относительно направления Т транспортировки относительно подающей стороны 18 отводной конвейерной ленты 14 и соответственно (обозначено стрелками С) в плоскости брекерного слоя. В альтернативном варианте выполнения изобретения подающее транспортирующее устройство 13 и отводная конвейерная лента 14 допускают продольное или боковое перемещение относительно друг друга.
Кроме того, на фиг.6А показано, что длина отводного конвейерного устройства 14 является большей, чем длина GL брекерного слоя, в результате чего, в процессе расположения брекерного слоя, подающее транспортирующее устройство 13 освобождено для изготовления следующего брекерного слоя. Более того, длина подающего транспортирующего устройства 13 между отводной стороной 15 и режущим устройством 5 является также большей, чем GL. В результате брекерный слой может быть расположен вокруг сборочного барабана и одновременно может быть отрезан следующий брекерный слой.
На Фиг.6В показана ситуация в данном процессе, при которой непрерывная полоса 12 проходит мимо режущего устройства 5 с установленной длиной GL брекерного слоя, и режущее устройство 5 намеревается разрезать непрерывную полосу 12, как только пройдет необходимая длина так, что после разрезания образуется брекерный слой 1. Этот чертеж также показывает положение измерительного прибора 7, предпочтительно (цифровой) камеры или однострочной камеры, для измерения полосы при ее прохождении мимо.
Измерительный прибор 7 размещен на переходе 50 между транспортирующим устройством 13 и конвейерной лентой 14. В данном случае камера размещена ниже перехода, с источником света над ним.
При транспортировке конец 15 конвейерной ленты 13 будет совершать возвратно-поступательное движение (при необходимости) вокруг оси вращения R относительно подающей стороны 18 конвейерной ленты 14, приводимой посредством приводного электродвигателя 19 для правильного положения полосы и возможности адаптировать форму на конвейерной ленте 14. Посредством магнитов (в случае армирования металлокордом) полоса (на конце брекерного слоя) прикреплена к конвейерной ленте 14. Приводной электродвигатель 19, при необходимости через компьютер или другое устройство управления, связан с измерительным прибором 7.
На Фиг.6С показана ситуация, при которой полоса 12 отрезана и часть брекерного слоя 1 уже прошла мимо измерительного прибора 7 и была измерена.
На Фиг.6D показана ситуация, при которой режущее устройство 5 разрезает полосу, при этом полоса является неподвижной. При этом измеряется линия резания режущего устройства 5, между тем как значения измерений опять-таки используются для регулирования направления резания режущего устройства. Значения измерений детектируются посредством детекторов 210 положения, которые связаны с управляющим компьютером 180. Управляющий компьютер считывает, необходима ли коррекция угла резания, и направляет необходимые корректировки в исполнительный механизм 200, который регулирует угол резания режущего устройства 5 посредством поворота режущего устройства, обозначенного стрелкой К. Посредством детектирования положения ножа можно точно узнать, каким являются направления резания и нитей корда в данный момент, что станет понятно из приведенного ниже описания режущего устройства.
На Фиг.6Е показана ситуация, при которой брекерный слой 1 отрезан от полосы 12, и брекерный слой 1 транспортируется в направлении Т посредством конвейерной ленты 14, тогда как остаток непрерывной полосы остается у режущего устройства 5. Целый брекерный слой размещен на отводном транспортирующем устройстве 14 и закреплен на нем.
На Фиг.6F показана ситуация, при которой брекерный слой 14 подается к барабану 11. Для этой цели конвейерная лента 14 полностью перемещается к сборочному барабану 11 в направлении V, в то время как брекерный слой закрепляется на нем. В процессе накладывания положение брекерного слоя больше не изменяется. Брекерный слой закреплен здесь на отводном транспортирующем устройстве 14. Отводное транспортирующее устройство 14 прикладывает брекерный слой 1 к нижней стороне барабана. Как вариант, брекерный слой 1 также может быть на нижней стороне конвейерной ленты 14 и прикладываться к верхней стороне барабана.
Согласно фиг.6G сборочный барабан 11 приведен во вращение, тогда как конвейерная лента 14 находится около сборочного барабана и прикладывает брекерный слой к сборочному барабану. В данной ситуации, для этого брекерного слоя, брекерный слой расположен на конвейерной ленте, а конвейерная лента расположена вблизи нижней стороны сборочного барабана.
Согласно фиг.6Н брекерный слой 1, по существу, полностью обвернут вокруг сборочного барабана 11. Между тем полоса 12 может транспортироваться далее для отрезания следующего брекерного слоя. Отводное транспортирующее устройство 14 впоследствии возвращается в первоначальное положение, и процесс может быть повторен.
Работа устройства согласно изобретению заключается в следующем. Когда новый рулон непрерывного резинового материала, выполненного с нитями корда, расположенными под углом нитей корда, размещается на машине, заданные длина брекерного слоя, ширина брекерного слоя и угол корда устанавливаются в управляющем компьютере 180.
Начало полотна проходит под режущим устройством, и осуществляется первое резание. Полотно впоследствии транспортируется мимо режущего устройства, при этом отмеренная длина проходит мимо режущего устройства. После разрезания длина измеряется.
Измеренная длина брекерного слоя и линия резания, которая была измерена при разрезании, сравниваются с установленным углом резания и установленной длиной брекерного слоя. Первый брекерный слой, который отрезается, впоследствии снимается с конвейерной ленты оператором, если измеренное значение не соответствует установленному значению. Процесс повторяется с отрегулированными машинными настройками (отрегулированными управляющим компьютером на основе сравнения измеренных значений с установленными значениями) до тех пор, пока измеренные значения соответствуют (в пределах поля допуска) установленным значениям, после чего машина фактически настроена и способна выполнить фактическую заданную длину. Из различия между измеренной и установленной длиной брекерного слоя и различия между установленным углом нитей корда и измеренной линией резания вычисляется расстояние транспортировки для изготовления следующего слоя.
С каждым измерением длины брекерного слоя линии резания и сравнением их с установленным значением и, по выбору, с ранее измеренным значением или анализом тенденции изменения во время использования ранее измеренных значений, длина брекерного слоя и форма брекерных слоев могут становиться, с каждой регулировкой расстояния транспортировки, более и более точными.
Первый брекерный слой используется вышеописанным способом для настройки устройства, при этом настройка происходит полностью автоматически. В каждом следующем брекерном слое измеренные значения сравниваются с заданными значениями, и настройки машины, по выбору, дополнительно регулируются.
На Фиг.7 показан вид спереди режущего устройства 5 согласно изобретению. Режущее устройство оснащено дисковым ножом 11 на оси 140 ножа в держателе 120 ножа. Держатель 120 ножа закреплен в крепежном корпусе.
Кроме того, режущее устройство имеет раму 107, которая в данном случае проходит снизу конвейерной ленты 13. Рама опирается в данном случае на исполнительный механизм 200, который выполнен с возможностью поворота рамы вокруг оси R2, перпендикулярной плоскости резания, и в средней части по конвейерной ленте 13. Рама имеет верхнюю балку 106. Кроме того, режущее устройство имеет линейку резания 105, которая движется над конвейерной лентой 13 и под разрезаемым ленточным слоем.
Крепежный корпус 130 установлен на верхней балке 106 с возможностью перемещения вдоль верхней балки 106 и приведения в движение посредством привода 100. Первые детекторы положения детектируют положение центра ножа 110 (в данном случае вблизи R2) относительно конвейерной ленты 13. Например, в простом варианте выполнения изобретения может детектироваться направление привода 100.
Положение (угол резания) рамы 107 относительно конвейерной ленты 13 может определяться, например, от исполнительного механизма 200 в простом варианте выполнения изобретения.
В альтернативном варианте выполнения режущего устройства один за одним установлены два крепежных корпуса 130, каждый из которых имеет нож, при этом линии резания обоих ножей совмещены одна с другой. Когда режущее устройство начинает резание в центре непрерывной полосы, оба крепежных корпуса 130 способны перемещаться сбоку каждого так, что каждый нож разрезает одну половину полосы. Таким образом, движение резания может быть выполнено вполовину времени, что может обеспечить в результате сравнительную выгоду в производительности обработки. Управление поворотным устройством может быть связано с одним из любых ножей, то есть один из любых ножей может быть предусмотрен с детектором положения для бокового смещения, и упомянутый детектор положения может быть связан с устройством управления. В альтернативном варианте выполнения изобретения оба ножа могут быть предусмотрены с детекторами положения для бокового смещения. Устройство управления способно выводить среднее число обоих значений от обоих детекторов и управлять рамой, то есть ее поворотом, на основании упомянутых средних значений. Идея заключается в том, что когда происходит отклонение в направлении нитей корда, этому будет оказываться противодействие посредством этого направления резания.
На Фиг.8 показан в увеличенном масштабе нож 110 с держателем 120 ножа и осью 140 ножа, если смотреть спереди ножа 110, то есть в направлении резания. Нож является свободно перемещаемым по оси 140 ножа в сторону в направлении Z. Кроме того, ось 140 ножа снабжена нагревательным средством 160 сквозь ось ножа для нагревания ножа 110. В результате нож 110 способен лучше следовать направлению нитей корда, не имея препятствий в ленточном слое 1.
Кроме того, рама предусмотрена с направляющей 105 резания, которая, при работе режущего устройства, продолжается под непрерывной полосой и над которой проходит нож 110.
На Фиг.9 показан вид еще одного варианта выполнения режущего устройства, которое, что касается функционирования, соответствует тому, что было описано выше.
Нож 110 установлен здесь на оси 140 ножа, имеющей свободные концы и стопор 150. Вплоть до стопора нож 110 способен свободно скользить по оси 140 в боковом направлении. Поскольку только дисковый нож способен скользить свободно на оси ножа в процессе резания, то нож способен следовать направлению нитей корда почти беспрепятственно. Регулирование рамы является на самом деле таким, что нож не перемещается или перемещается настольно незначительно, насколько возможно в процессе резания: как только произойдет смещение, управляющий компьютер вмешается и рама будет перемещаться вдоль с отклонением для предотвращения того, чтобы нож перемещался или скользил дальше. Таким образом, направление поворота рамы будет, в действительности, в том же направлении, что и смещение ножа. Задача состоит в том, чтобы нож следовал направлению нитей корда и в то же время почти одновременно регулировалось направление резания. В результате рама будет поворачиваться, и нож будет перемещаться с большим трудом. Поэтому детектор предпочтительно способен детектировать небольшие смещения.
Режущее устройство в данном случае предусмотрено с детектором 170 положения или смещения, которым может быть измерено боковое смещение или положение ножа по или на оси 140 ножа. Предпочтительно упомянутый детектор 170 представляет собой лазер, имеющий измерительные ячейки. Детектор 170 функционально связан с управляющим компьютером 180. Как только детектируется смещение ножа 110 в боковом направлении, управляющий компьютер 180 посредством операционной связи 190 будет выдавать команду исполнительному механизму 200 на управление таким образом, чтобы больше не происходило смещение ножа в боковом направлении. Таким образом, нож способен идеально следовать направлению нитей корда в брекерном слое. Кроме того, из управления исполнительным механизмом 200 может быть вычислена точная производимая линия резания. Поэтому управляющий компьютер предпочтительно способен выдавать команды так быстро, что нож смещается с трудом. Кроме того, рама поворачивается в направлении детектированного смещения.
На Фиг.10 показан вид сзади конвейерной ленты 13, которая должна перемещать полосу мимо режущего устройства 5. Можно видеть, что конвейерная лента фактически состоит из двух параллельных конвейерных лент 13а и 13b, которые могут приводиться независимо одна от другой. Упомянутый вариант выполнения с параллельными конвейерными лентами 13а и 13b также возможен, что показано на фиг.6А-6В.
Когда брекерный слой отрезан, конвейерная лента 13b будет транспортировать отрезанный брекерный слой вперед. Брекерный слой в данном случае крепится к упомянутой конвейерной ленте посредством магнитов, предпочтительно переключаемых магнитов, которые помещены вдали от режущего устройства, при этом конвейерная лента 13а в данном случае еще остановлена. Впереди по ходу от режущего устройства имеются переключаемые магниты под упомянутой конвейерной лентой 13а, чтобы поддерживать остановку полосы в этом положении.
На Фиг.11А показан вид сверху, а на фиг.11 В показан вид сбоку полного устройства для сборки брекера. Слои брекера транспортируются к сборочному барабану 11 посредством конвейерной ленты 14 (как на фиг.6) и конвейерной ленты 14'.
Кроме того, этот чертеж показывает различные режущие устройства 5, которые соответствуют режущему устройству, описанному выше.
Будет понятно, что вышеприведенное описание приведено для иллюстрации работы предпочтительных вариантов выполнения изобретения и не ограничивает объем защиты изобретения. Исходя из приведенного выше пояснения, множество вариантов, которые подпадают под идею и объем защиты настоящего изобретения, будут очевидны специалистам в данной области техники.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО, АГРЕГАТ И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ БРЕКЕРНОГО СЛОЯ ШИНЫ | 2003 |
|
RU2331519C2 |
| УСТАНОВКА ДЛЯ НАЛОЖЕНИЯ ПРОТЕКТОРА НА БАРАБАН ДЛЯ СБОРКИ ШИН | 2004 |
|
RU2343073C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СБОРКИ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2012 |
|
RU2588247C2 |
| УСТРОЙСТВО ДЛЯ ЗАХВАТА, ПЕРЕМЕЩЕНИЯ И УКЛАДЫВАНИЯ ЛЕНТ ИЛИ ПОЛОС ГИБКОГО МАТЕРИАЛА | 2005 |
|
RU2379186C2 |
| Устройство для резки полосовогоэлАСТичНОгО МАТЕРиАлА | 1975 |
|
SU797907A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СБОРКИ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2015 |
|
RU2699647C2 |
| РЕЖУЩЕЕ УСТРОЙСТВО | 2008 |
|
RU2468910C2 |
| РЕЖУЩЕЕ УСТРОЙСТВО | 2005 |
|
RU2394676C2 |
| СБОРОЧНАЯ УСТАНОВКА ДЛЯ ШИН И СПОСОБ ПОДАЧИ УДЛИНЕННОГО ЭЛЕМЕНТА НА ФОРМИРУЮЩИЙ БАРАБАН В ШИНОСБОРОЧНОЙ УСТАНОВКЕ | 2015 |
|
RU2690340C2 |
| Способ изготовления обрезиненного кордного полотна и устройство для его осуществления | 1977 |
|
SU736866A3 |
Изобретение относится к режущему устройству для отрезания, в направлении резания, брекерного слоя от полотна невулканизованной резины, имеющего, по существу, параллельные нити корда. Брекерный слой имеет продольную ось. Нити корда образуют угол с продольной осью. Режущее устройство содержит нож, выполненный с возможностью свободного линейного перемещения в боковую сторону относительно направления резания. Кроме того, устройство содержит первый детектор для детектирования в процессе резания бокового смещения ножа. Имеется управляющий компьютер, функционально связанный с первым детектором для передачи управляющих команд на основе информации о смещении от детектирующего средства относительно бокового смещения ножа. Режущее устройство содержит один исполнительный механизм, функционально связанный с управляющим средством для регулирования в процессе резания направления резания ножа на основе управляющих команд. Нож представляет собой дисковый нож на оси ножа. Дисковый нож выполнен с возможностью свободного скольжения по оси ножа. Изобретение позволяет создать усовершенствованное режущее устройство, способное следовать направлению нитей корда. 4 н. и 24 з.п. ф-лы, 21 ил.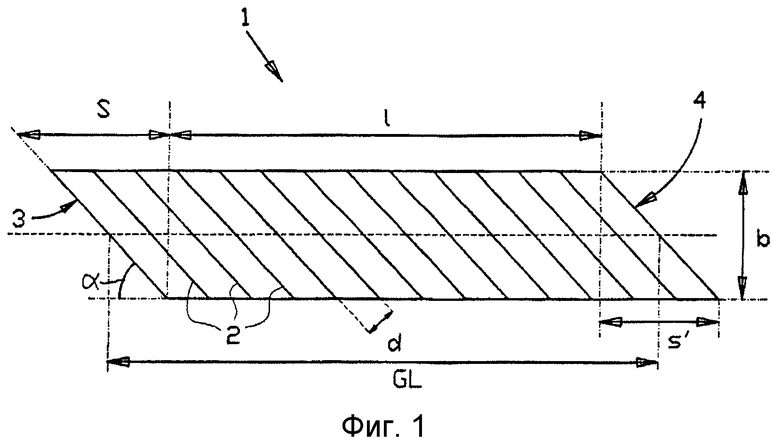
1. Режущее устройство для отрезания в направлении резания брекерного слоя от полотна невулканизованной резины, имеющего по существу параллельные нити корда, причем брекерный слой имеет продольную ось, при этом нити корда образуют угол с продольной осью, причем режущее устройство содержит
нож, выполненный с возможностью свободного линейного перемещения в боковую сторону относительно направления резания;
первый детектор для детектирования в процессе резания бокового смещения ножа;
управляющий компьютер, функционально связанный с первым детектором для передачи управляющих команд на основе информации о смещении от детектирующего средства относительно бокового смещения ножа;
по меньшей мере, один исполнительный механизм, функционально связанный с управляющим средством для регулирования в процессе резания направления резания ножа на основе управляющих команд, отличающееся тем, что нож представляет собой дисковый нож на оси ножа, при этом дисковый нож выполнен с возможностью свободного скольжения по оси ножа.
2. Режущее устройство по п.1, отличающееся тем, что первый детектор выполнен с возможностью по существу непрерывного детектирования линейного бокового смещения ножа, причем первый детектор функционально связан с управляющим компьютером для выдачи на основе смещения в процессе резания управляющих команд, в частности, управляющих команд для следующего смещения ножа.
3. Режущее устройство по п.1 или 2, отличающееся тем, что нож является свободно смещаемым перпендикулярно направлению резания.
4. Режущее устройство по п.1 или 2, отличающееся тем, что режущее устройство дополнительно содержит раму, причем нож установлен так, чтобы быть подвижным в направлении резания, при этом рама является поворотной вокруг оси поворота, которая пересекает линию резания по перпендикуляру и является перпендикулярной брекерному слою.
5. Режущее устройство по п.4, отличающееся тем, что нож с возможностью скольжения установлен на оси ножа, ось ножа установлена в держателе ножа, держатель ножа закреплен в крепежном корпусе, а крепежный корпус является подвижным вдоль рамы в направлении резания.
6. Режущее устройство по п.4, отличающееся тем, что ось поворота пересекает центр ширины брекерного слоя.
7. Режущее устройство по п.5, отличающееся тем, что исполнительный механизм соединен с рамой для поворота рамы вокруг оси поворота.
8. Режущее устройство по любому из пп.5-7, отличающееся тем, что рама имеет верхний элемент рамы и нижний элемент рамы, а крепежный корпус держателя ножа закреплен на раме с возможностью перемещения вдоль верхнего элемента рамы.
9. Режущее устройство по любому из пп.1, 2 или 5-7, отличающееся тем, что нож выполнен с нагревательным средством для нагрева ножа.
10. Устройство для расположения брекерного слоя с параллельными нитями корда на сборочном барабане, в частности, для широкой шины, такой как шина для грузовика, содержащее
режущее устройство для отрезания брекерного слоя от полотна под углом резания вдоль линии резания вдоль нитей корда для получения брекерного слоя по существу в форме параллелограмма, имеющего ведущую диагональную сторону и замыкающую диагональную сторону, продольную ось и нити корда, образующие угол с продольной осью, который является по существу параллельным диагональным сторонам и углу резания;
первый датчик для измерения линии резания;
второй датчик для измерения длины брекерного слоя, отличающееся тем, что оно дополнительно содержит
управляющий компьютер, функционально связанный с первым и вторым датчиками и оснащенный памятью для хранения установленных угла нитей корда, ширины брекерного слоя и длины брекерного слоя, имеющий программное обеспечение для сравнения измеренной линии резания с установленными углом нитей корда и шириной брекерного слоя, и измеренной длины брекерного слоя с установленной длиной брекерного слоя, и передающий контрольные значения и управляющие сигналы, основанные на контрольных значениях;
аппликатор для расположения брекерного слоя на сборочном барабане с замыкающей диагональной стороной, параллельной ведущей диагональной стороне, и функционально связанный с управляющим компьютером для приема от него сигналов управления, при этом режущее устройство оснащено ножом и детекторами для детектирования положения ножа в процессе резания, причем детекторы функционально связаны с управляющим компьютером, а режущее устройство с детекторами образуют первый датчик.
11. Устройство по п.10, отличающееся тем, что брекерный слой имеет центральную линию, при этом аппликатор выполнен с возможностью расположения брекерного слоя на сборочном барабане с центральной линией ведущей части и центральной линией замыкающей части, совмещенными одна напротив другой.
12. Устройство по п.11, отличающееся тем, что аппликатор выполнен с возможностью расположения замыкающей диагональной стороны с прилеганием к ведущей диагональной стороне.
13. Устройство по любому из пп.10-12, отличающееся тем, что аппликатор содержит транспортирующее устройство, имеющее приводное средство, вводную сторону и отводную сторону для транспортировки брекерного слоя в направлении транспортировки от режущего устройства на вводной стороне к сборочному барабану на отводной стороне, при этом транспортирующее устройство содержит удерживающее средство для удержания сегмента брекерного слоя на транспортирующем устройстве без смещения в сторону относительно направления транспортировки.
14. Устройство по п.13, отличающееся тем, что удерживающее средство выполнено с возможностью удержания всего брекерного слоя.
15. Устройство по п.14, отличающееся тем, что транспортирующее устройство содержит конвейерную ленту, при этом удерживающее средство содержит магниты или электромагниты для удержания брекерных слоев, имеющих нити металлокорда, на конвейерной ленте, или вакуумное устройство, или прессующее средство для удержания брекерных слоев, выполненных с другим типом нитей корда.
16. Устройство по п.13, отличающееся тем, что оно дополнительно содержит подающее устройство для перемещения полотна к режущему устройству и после резания перемещения брекерного слоя, отрезанного от полотна, к подающей стороне транспортирующего устройства на отводной стороне подающего устройства.
17. Устройство по п.16, отличающееся тем, что подающая сторона транспортирующего устройства и отводящая сторона подающего устройства являются смещаемыми одна относительно другой в боковом направлении относительно транспортирующего устройства и параллельно оси поворота сборочного барабана, в частности, при транспортировке брекерного слоя.
18. Устройство по любому из пп.10-12 или 14-17, отличающееся тем, что аппликатор содержит первое измерительное устройство для измерения формы линии резания ведущей диагональной стороны, функционально связанное с управляющим компьютером.
19. Устройство по п.18, отличающееся тем, что аппликатор содержит второе измерительное устройство, функционально связанное с управляющим компьютером для измерения длины брекерного слоя.
20. Устройство по п.19, отличающееся тем, что управляющий компьютер функционально связан с приводным средством и приводом сборочного барабана для по существу регулирования скорости намотки сборочного барабана и скорости транспортировки транспортирующего устройства на основе длины и формы ведущей и замыкающей линий резания брекерного слоя.
21. Устройство по любому из пп.10-12, 14-17, 19 или 20, отличающееся тем, что первый датчик выполнен с возможностью измерения линии резания в процессе резания.
22. Устройство по п.21, отличающееся тем, что режущее устройство содержит поворотное приводное устройство для регулирования угла резания в процессе резания, при этом поворотное приводное устройство функционально связано с управляющим компьютером для регулирования угла резания.
23. Устройство по п.22, отличающееся тем, что нож является свободно перемещаемым в процессе резания в боковом направлении относительно линии резания, а режущее устройство оснащено вторым детектором положения для детектирования бокового положения ножа.
24. Устройство по п.23, отличающееся тем, что второй детектор положения функционально связан с управляющим компьютером для передачи управляющего сигнала при детектировании изменения в боковом положении, имеющемся в управляющем компьютере, в поворотное приводное устройство для регулировки угла резания.
25. Устройство по любому из пп.10-12, 14-17, 19, 20 или 22-24, отличающееся тем, что режущее устройство оснащено ножом, выполненным с возможностью свободного перемещения перпендикулярно направлению резания, датчиком положения для детектирования бокового положения ножа и поворотным приводным устройством для поворота ножа вокруг оси, перпендикулярной отрезаемому брекерному слою, при этом датчик положения функционально связан с поворотным приводным устройством для активирования поворотного приводного устройства в соответствии со смещением ножа, детектируемым датчиком положения.
26. Устройство по п.25, отличающееся тем, что режущее устройство дополнительно содержит дополнительный датчик положения для детектирования положения ножа вдоль линии резания, при этом поворотное приводное устройство и дополнительный датчик положения функционально связаны с управляющим компьютером для обеспечения информации о положении, а управляющий компьютер дополнительно содержит алгоритм вычисления линии резания для вычисления формы линии резания из информации о положении от обоих датчиков положения.
27. Способ расположения брекерного слоя с параллельными нитями корда на сборочном барабане, в частности, для широкой шины, такой как шина для грузовика, использующий устройство по любому из пп.1-9, дополнительно оснащенное устройством подачи, при котором устанавливают угол нитей корда, длину брекерного слоя и ширину брекерного слоя в управляющем компьютере устройства; подают полотно в рулоне, при этом переднюю сторону полотна располагают на подающем устройстве; приводят в действие устройство, отличающийся тем, что после приведения в действие устройства последовательно:
а) подающее устройство транспортирует полотно к режущему устройству, при этом переднюю сторону полотна транспортируют так, что длина брекерного слоя проходит линию резания режущего устройства;
б) режущее устройство отрезает брекерный слой от полотна по установленной линии резания, при этом первый датчик измеряет линию резания в процессе резания, а измеренные значения линии резания вводятся в управляющий компьютер;
в) отрезанный брекерный слой проходит мимо второго датчика, посредством чего измеряют длину брекерного слоя, при этом измеренную длину брекерного слоя вводят в управляющий компьютер;
г) управляющий компьютер сравнивает измеренную линию резания и длину брекерного слоя с установленными значениями для угла нитей корда, длины брекерного слоя и ширины брекерного слоя;
д) управляющий компьютер осуществляет калибровку подающего устройства, режущего устройства и аппликатора на основе разницы между установленными значениями и измеренными значениями;
е) удаляют первый брекерный слой из устройства;
после чего этапы а)-д) повторяют до тех пор, пока не закончится полотно на рулоне.
28. Способ расположения брекерного слоя с параллельными нитями корда на сборочном барабане, в частности, для широкой шины, такой как шина для грузовика, использующий устройство по любому из пп.10-26, дополнительно оснащенное устройством подачи, при котором устанавливают угол нитей корда, длину брекерного слоя и ширину брекерного слоя в управляющем компьютере устройства; подают полотно в рулоне, при этом переднюю сторону полотна располагают на подающем устройстве; приводят в действие устройство, отличающийся тем, что после приведения в действие устройства последовательно:
а) подающее устройство транспортирует полотно к режущему устройству, при этом переднюю сторону полотна транспортируют так, что длина брекерного слоя проходит линию резания режущего устройства;
б) режущее устройство отрезает брекерный слой от полотна по установленной линии резания, при этом первый датчик измеряет линию резания в процессе резания, а измеренные значения линии резания вводятся в управляющий компьютер;
в) отрезанный брекерный слой проходит мимо второго датчика, посредством чего измеряют длину брекерного слоя, при этом измеренную длину брекерного слоя вводят в управляющий компьютер;
г) управляющий компьютер сравнивает измеренную линию резания и длину брекерного слоя с установленными значениями для угла нитей корда, длины брекерного слоя и ширины брекерного слоя;
д) управляющий компьютер осуществляет калибровку подающего устройства, режущего устройства и аппликатора на основе разницы между установленными значениями и измеренными значениями;
е) удаляют первый брекерный слой из устройства;
после чего этапы а)-д) повторяют до тех пор, пока не закончится полотно на рулоне.
| Штепсельный разъем | 1967 |
|
SU472412A1 |
| Устройство для резки обрезиненного корда | 1973 |
|
SU438546A1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАТИЧЕСКИХ КРИВЫХ | 0 |
|
SU384083A1 |
| Устройство для резки обрезиненного корда | 1978 |
|
SU685513A1 |
| Устройство для наложения полосового материала на сборочный барабан | 1989 |
|
SU1705118A1 |
| US 5720837 А, 24.02.1998 | |||
| US 4857123 A, 15.08.1989. | |||

