Область техники
Настоящее изобретение относится к устройству для позиционирования режущих инструментов в держателях инструментов в соответствии с ограничительной частью пункта 1 формулы изобретения.
Уровень техники
В металлорежущих станках, таких как токарные, фрезерные и подобные станки, режущий инструмент вставляется в держатель инструмента. В особенности в токарных режущих инструментах, которые вследствие расположения режущей кромки на левой или на правой стороне выполнены не в виде симметричных тел вращения, положение токарного инструмента и режущей кромки по отношению к обрабатываемой детали должно быть особенно точно, чтобы обеспечивать прецизионную и определенную обработку детали. Обычные держатели инструмента снабжаются захватным или ориентирующим пазом, с помощью которого устанавливается положение держателя инструмента в токарном или фрезерном станке. Вследствие этого позиционирование инструмента по отношению к обрабатываемой детали обычно производится не через посредство держателя, а должно быть выполнено при установке инструмента в самом держателе.
Известное устройство для позиционирования режущей кромки токарного инструмента в держателе инструмента содержит приемное устройство, в котором фиксируется держатель инструмента, и подвижное измерительное устройство, которое может приводиться в контакт с режущей кромкой инструмента, вставленного в держатель. При этом щуп измерительного устройства, находящийся в контакте с режущей кромкой, непосредственно указывает угловое положение режущей кромки по отношению к продольной оси держателя. После установки вручную желаемого углового положения режущей кромки держатель инструмента запирается, например, с помощью зажимного рычага, так что токарный инструмент фиксируется в держателе.
Недостаток в этом известном устройстве для позиционирования заключается в том, что угловое положение режущей кромки устанавливается путем ручного поворота токарного инструмента в держателе, то есть зависит от чувствительности моторики наладчика, а установка углового положения инструмента в держателе осуществляется в открытом положении последнего. Однако в этом открытом состоянии держатель имеет диаметр отверстия больше, чем в закрытом состоянии, так что (когда держатель инструмента находится в горизонтальном положении) в ходе запирания инструмент поднимается и в большинстве случаев также поворачивается на определенный угол. Таким образом, с помощью этого известного устройства для позиционирования точное позиционирование не обеспечивается или достигается только с большим трудом. Другой недостаток этого известного устройства для позиционирования заключается в том, что оно непригодно для обжимных держателей горячей посадки, поскольку нагрев держателя горячей посадки, а следовательно, и его открытие, должно выполняться за очень короткий промежуток времени. Обычно этого промежутка времени недостаточно для точного позиционирования инструмента по отношению к держателю.
Раскрытие изобретения
Задача, на решение которой направлено настоящее изобретение, заключается в создании устройства для позиционирования указанного типа, которое обеспечивает возможность более простого и точного позиционирования инструмента в держателе и в особенности пригодно также для держателей горячей посадки.
В соответствии с изобретением решение поставленной задачи достигается за счет создания устройства для позиционирования по пункту 1 формулы изобретения. Предпочтительные примеры осуществления являются предметом защиты в зависимых пунктах.
Согласно изобретению устройство для позиционирования кроме приемного устройства для держателя инструмента, в котором предусмотрено позиционирующее средство, устанавливающее угловое положение держателя инструмента по отношению к приемному устройству, дополнительно содержит приемное устройство для инструмента, в котором инструмент (например, режущая кромка токарного инструмента) может устанавливаться в определенном угловом положении по отношению к приемному устройству для инструмента. При этом приемное устройство для держателя ориентирует держатель таким образом, что его продольная ось проходит вдоль определенной оси, а приемное устройство для инструмента ориентирует инструмент таким образом, что его продольная ось проходит вдоль другой определенной оси. Далее предусмотрено, что приемное устройство для держателя и приемное устройство для инструмента расположены относительно друг друга таким образом, что при вводе инструмента в держатель оси ориентации держателя и инструмента совмещаются и устанавливаются угловые положения инструмента и держателя относительно друг друга.
Данное устройство для позиционирования отличается тем, что инструмент может быть точно позиционирован в приемном устройстве для инструмента в определенном угловом положении, и при вводе инструмента в держатель угловые положения держателя и инструмента установлены определенным образом. Позиционирование инструмента производится не непосредственно в держателе, а предварительно в приемном устройстве для инструмента. Поэтому данное устройство для позиционирования особенно пригодно также для обжимных держателей горячей посадки, поскольку ориентация инструмента в приемном устройстве для инструмента может быть проведена со всей необходимой тщательностью, которая может требовать больше времени, в то время как ввод инструмента в держатель может производиться очень быстро.
С другой стороны, благодаря данному устройству для позиционирования при вводе инструмента в держатель обеспечивается совмещение их продольных осей, так что эти две детали расположены концентрично друг другу. За счет этого сводится до минимума возможное изменение положения инструмента в держателе в ходе фиксации в держателях с зажимными цангами и зажимными патронами, а в держателях горячей посадки оно полностью исключается. В целом настоящее устройство для позиционирования позволяет производить позиционирование инструмента в держателе значительно легче и точнее и в меньшей зависимости от чувствительности моторики обслуживающего персонала.
В предпочтительном примере выполнения приемное устройство для инструмента расположено на опоре, продольная ось которой параллельна продольным осям держателя инструмента и инструмента, причем приемное устройство для инструмента установлено с возможностью перемещения вдоль опоры, то есть по направлению опоры. Может быть также предусмотрено, что либо приемное устройство для инструмента расположено на опоре с возможностью поворота вокруг продольной оси опоры, либо сама опора выполнена поворотной вокруг своей продольной оси. За счет этого инструмент может быть повернут из своего положения, в котором продольные оси инструмента и держателя инструмента не совмещены, в положение, в котором эти оси совмещены.
Альтернативно или дополнительно приемное устройство для инструмента может быть выполнено с возможностью перемещения относительно опоры таким образом, что расстояние между продольной осью инструмента и продольной осью опоры может быть изменено, так что инструмент может быть перемещен из своего положения, в котором продольные оси инструмента и держателя инструмента не совмещены, в положение, в котором эти оси совмещены. За счет поворота или перемещения приемного устройства для инструмента по отношению к опоре ввод инструмента в держатель инструмента может производиться особенно удобным образом, так как при нагреве или остывании держателя инструмента приемное устройство для инструмента не находится вблизи держателя и не создает помех.
Далее, в альтернативном варианте сама опора также может быть выполнена с возможностью перемещения по отношению к приемному устройству для держателя или приемное устройство для держателя может быть выполнено с возможностью перемещения по отношению к опоре таким образом, что расстояние между продольными осями опоры и держателя инструмента является изменяемым. За счет этого также достигается возможность приспособления устройства позиционирования к инструментам различных диаметров, которые обычно могут колебаться в пределах от 3 до 100 мм.
Инструмент может быть особенно простым образом позиционирован в приемном устройстве для инструмента, когда на приемном устройстве для инструмента предусмотрен, по меньшей мере, один упорный элемент, предоставляющий в распоряжение, по меньшей мере, один упор для инструмента, причем этот упор предварительно задает или определяет угловое положение инструмента по отношению к приемному устройству для инструмента. В этом случае инструмент, например, режущая кромка токарного инструмента, приводится к положению прилегания к упору, благодаря чему при установленном положении упора прямо устанавливается угловое положение инструмента. В том случае, когда упор предназначен для измерения углового положения инструмента, это может также выполняться прямым и простым образом путем привода инструмента в контакт с упором. Предпочтительно при этом упорный элемент содержит упоры как для правосторонних, так и для левосторонних инструментов. При этом под правосторонней режущей кромкой подразумевается такая ориентация токарного инструмента, при которой обрабатываемая деталь приводится во вращение с проходом ее окружной поверхности мимо инструмента по направлению часовой стрелки. В зависимости от того, какую ориентацию имеет инструмент, в контакт с ним может приводиться один из упоров. За счет этого устройство позиционирования является универсальным в использовании для всех возможных инструментов и может быть быстро настроено на соответствие с любом инструментом.
Угловое положение инструмента может быть выгодным и очень точным образом предварительно задано с помощью микрометрического винта или определено с помощью индикатора часового типа. При этом микрометрический винт или индикатор часового типа может сам непосредственно образовывать упор или же микрометрический винт может воздействовать на упорный элемент или индикатор часового типа может определять отклонение упорного элемента.
Для того чтобы можно было быстро и надежно производить калибровку, могут быть предусмотрены один или несколько калибровочных элементов, которые могут быть приведены в контакт с упорами. В этом отношении особенно целесообразно, когда предусмотрен калибровочный элемент для правосторонних и калибровочный элемент для левосторонних инструментов. Приспособление к позиционированию инструментов различных диаметров, а также, например, к различным положениям позиционирования и различной геометрии режущих кромок осуществляется простым образом за счет того, что упорный элемент расположен на приемном устройстве для инструмента с возможностью перемещения по отношению к инструменту.
Краткий перечень чертежей
Другие примеры выполнения, особенности и признаки изобретения будут приведены в последующем описании со ссылками на прилагаемые чертежи. На чертежах:
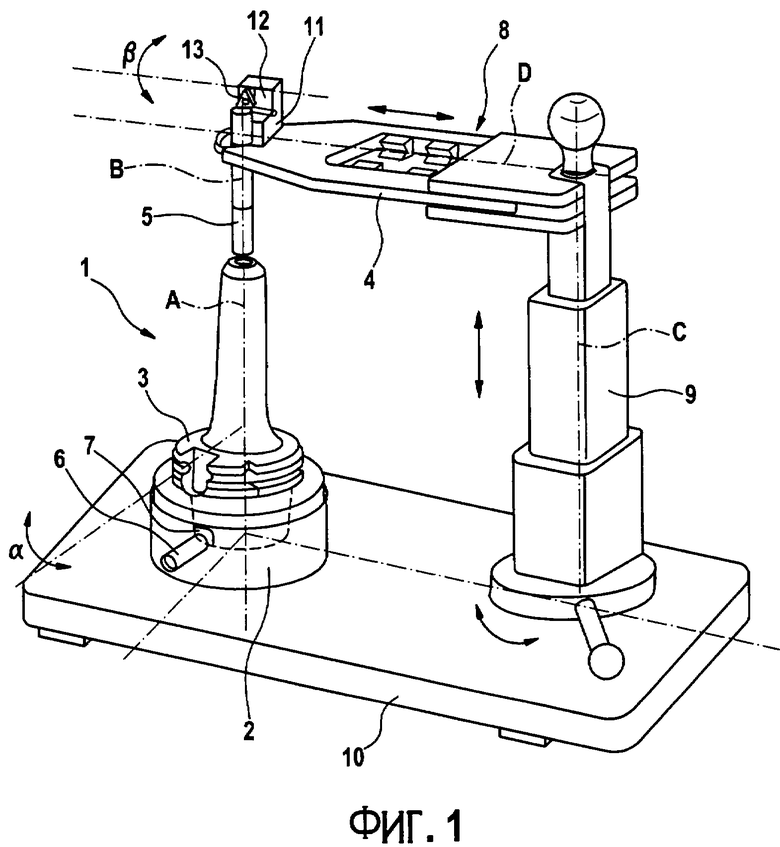
фиг.1 изображает устройство для позиционирования в предпочтительном примере выполнения,
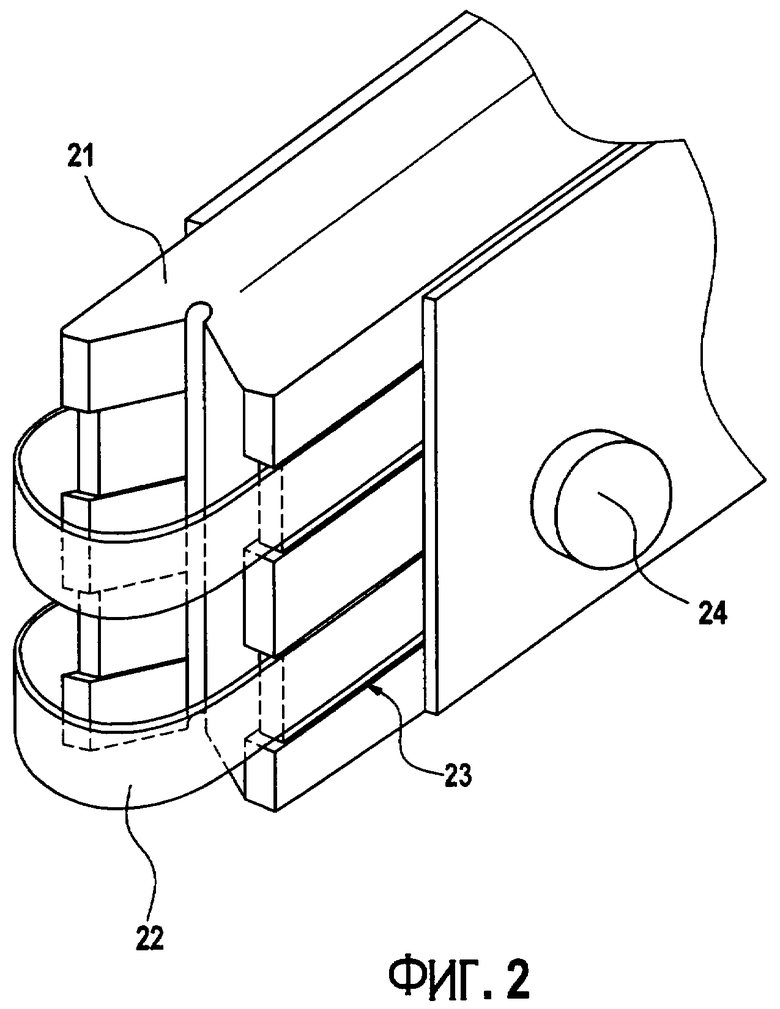
фиг.2 изображает часть приемного устройства для инструмента,
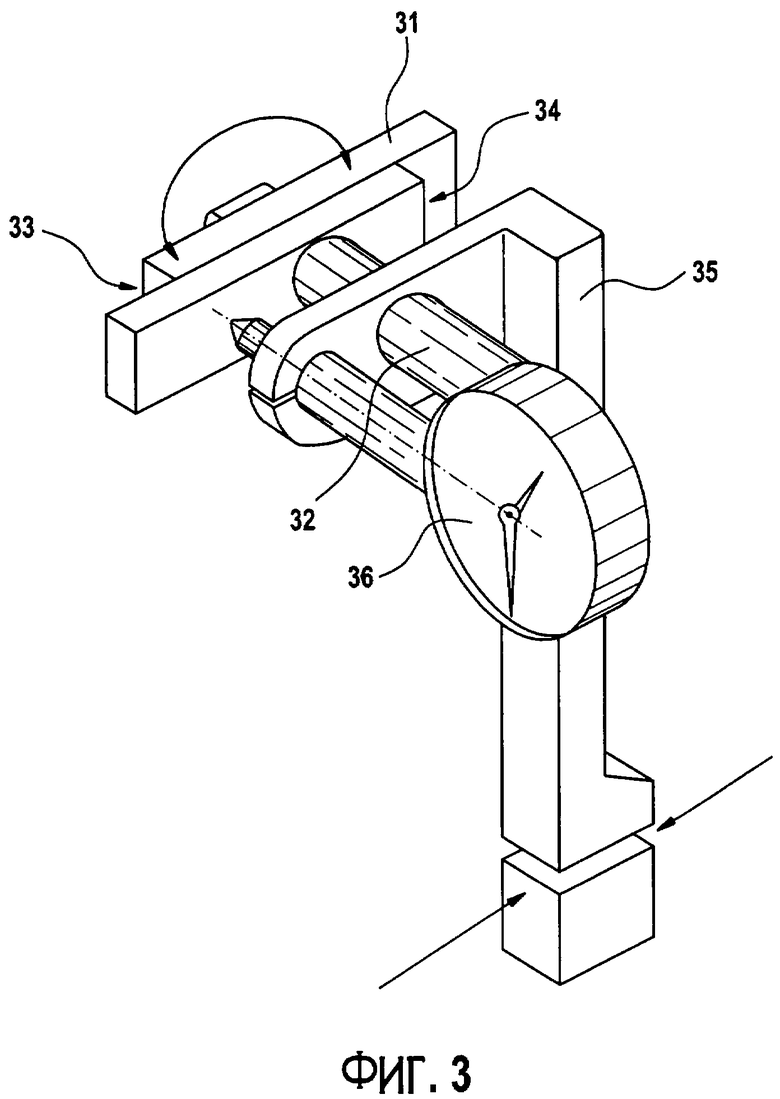
фиг.3 изображает упорный элемент приемного устройства для инструмента в альтернативном примере выполнения.
Осуществление изобретения
На фиг.1 схематично показано в перспективе устройство 1 для позиционирования в предпочтительном примере выполнения. Устройство 1 для позиционирования состоит из приемного устройства 2 для держателя, в которое вставляется держатель 3 инструмента, называемый далее держателем, и приемного устройства 4 для инструмента, в которое вставляется инструмент 5. Приемное устройство 2 для держателя содержит позиционирующее средство 6, например палец, который входит в позиционирующее средство держателя, в данном случае в захватный или ориентирующий паз 7. За счет этого устанавливается угловое положение α держателя 3, который ориентирован своей продольной осью вдоль оси А, относительно приемного устройства 2 для держателя. Приемное устройство 4 для инструмента связано с помощью соответствующего выдвижного устройства 8 с колонкой 9, продольная ось которой ориентирована вдоль оси С. Приемное устройство 2 для держателя и колонка 9 скреплены на плите 10 основания таким образом, что оси А и С параллельны друг другу. Приемное устройство 4 для инструмента связано с помощью выдвижного устройства 8 с колонкой 9 таким образом, что продольная ось D приемного устройства 4 расположена перпендикулярно оси С. Инструмент 5 укреплен в приемном устройстве 4 таким образом, что ось В проходит параллельно оси С и оси А и, следовательно, перпендикулярна оси D.
На фиг.2 показан пример выполнения головки приемного устройства 4 для инструмента. Головка содержит призму 21 с натяжными лентами 22, которые проходят в соответствующих канавках 23 призмы 21 и после установки инструмента 5 могут быть наложены на него с помощью натяжной кнопки 24. За счет этого инструмент 5 фиксируется между призмой 21 и натяжными лентами 22. Перед затяжкой натяжных лент 22 производится ориентация инструмента 5 таким образом, что положение режущей кромки 13 выравнивается по упорному элементу 11, содержащему упор 12, путем поворота режущего инструмента 5. За счет этого устанавливается угловое положение β инструмента 5 относительно приемного устройства 4 для инструмента.
Таким образом, с помощью этого устройства 1 для позиционирования может быть простым образом выполнено позиционирование инструмента 5 в держателе 3. В том случае, когда, как это показано на фиг.1, держатель 3 является обжимным держателем горячей посадки, инструмент 5 на первом шаге приводят в приемном устройстве 4 для инструмента в положение, в котором его режущая кромка 13 прилегает к упору 12 упорного элемента 11, и фиксируют его с помощью зажимных лент. Затем колонку 9, которая установлена на плите 10 основания с возможностью поворота, поворачивают настолько, чтобы вывести инструмент 5 из области держателя 3. Далее с помощью соответствующей нагревательной аппаратуры (не показана), например индукционной катушки, нагревают головку держателя 3, в которую вводится инструмент 5. При температуре от 300 до 380°С головка держателя 3 расширяется настолько, что обычно в нее может быть введен инструмент 5, наружный диаметр которого примерно на 500 мкм больше внутреннего диаметра приемного гнезда обжимного держателя 3. Для этого после удаления нагревательной аппаратуры колонку 9 поворачивают вокруг оси С, пока инструмент 5 не окажется точно над приемным гнездом держателя 3, то есть пока не совместятся оси А и В. Далее приемное устройство 4 для инструмента опускают путем опускания телескопической колонки 9, так что инструмент 5 входит в держатель 3. После того, как инструмент 5 достигнет основания приемного гнезда держателя 3 или предварительно заданного положения, которое может быть при необходимости маркировано с помощью вспомогательного средства, он удерживается в этом положении до тех пор, пока держатель 3 не остынет и не охватит инструмент 5 плотной посадкой. Затем инструмент 5 отсоединяют от приемного устройства 4 для инструмента и это приемное устройство 4 поднимают выдвижением телескопической колонки 9 и затем поворотом колонки 9 выводят из области держателя 3 и инструмента 5. Далее держатель 3, при необходимости после дополнительного охлаждения с помощью подсоединяемых охлаждающих элементов (не показаны), может быть вынут из приемного устройства 2 для держателя инструмента.
За счет геометрии устройства 1 для позиционирования, то есть за счет расположения осей А, В, С и D относительно друг друга, а также за счет установки углового положения α держателя 3 в приемном устройстве 2 для держателя и углового положения β режущей кромки 13 инструмента 5 на упоре 12 относительно приемного устройства 4 для инструмента достигается точное и повторяемое позиционирование инструмента 5 в держателе 3 инструмента.
В отличие от примера выполнения по фиг.1, в котором приемное устройство 4 для инструмента укреплено на колонке 9 с помощью выдвижного устройства 8, может быть также предусмотрено, что сама колонка 9 и/или приемное устройство 2 для держателя могут перемещаться относительно друг друга на плите 10 основания. Далее вместо телескопической колонки 9 по фиг.1 может быть предусмотрена опора, на которой приемное устройство 4 для инструмента расположено с возможностью перемещения по высоте.
Очевидно, что поворот приемного устройства 4 для инструмента относительно колонки 9 или поворот колонки 9 вокруг оси С служит в основном для того, чтобы обеспечить возможность свободного доступа к держателю 3 инструмента, в особенности при его креплении в приемном устройстве 2 для держателя и при нагреве и охлаждении обжимного держателя 3. Этот свободный доступ может быть в равной мере обеспечен тем, что колонка 9 выполнена настолько длинной, что приемное устройство 4 для инструмента может быть удалено от держателя 3 на достаточное расстояние по вертикали. В альтернативном варианте колонка 9 и/или приемное устройство 2 для держателя могут быть установлены на плите 10 основания с возможностью перемещения, так что приемное устройство 4 для инструмента и держатель 3 инструмента могут быть достаточно удалены друг от друга по горизонтали.
По соображениям как можно более точной настройки, а следовательно, и повторяемости предпочтительно, чтобы направляющие элементы устройства 1 для позиционирования, то есть все направляющие для поступательных перемещений и поворотов, были выполнены в виде направляющих без зазоров, в особенности в виде предварительно напряженных направляющих с шариковым или роликовыми опорами качения.
Для приспособления приемного устройства 4 для инструмента к инструментам различных размеров и форм предпочтительно, чтобы упорный элемент 11 был расположен на приемном устройстве 4 для инструмента с возможностью перемещения. На фиг.3 упорный элемент 31 показан в предпочтительном примере выполнения. Упорный элемент 31 установлен на валу 32 с возможностью перемещения и содержит упор 33 для левосторонних режущих кромок и упор 34 для правосторонних режущих кромок токарных инструментов. В зависимости от того правосторонний или левосторонний режущий инструмент 5 должен быть посажен в держатель 3, соответствующим образом (в зону позиционирования) поворачивают упор 34 или 33 и приводят в контакт с режущей кромкой 13 инструмента 5.
Вал 32 установлен в кронштейне 35, который расположен на приемном устройстве 4 для инструмента с возможностью перемещения, как это показано стрелками. На кронштейне 35 расположен также индикатор 36 часового типа, который определяет отклонение упорного элемента 31. Вместо индикатора 36 часового типа может быть также предусмотрен микрометрический винт для непосредственной установки желаемых положений режущих кромок. При этом, например, при креплении инструмента 5 в обжимном держателе горячей посадки можно установить такое положение, что может компенсироваться поворот инструмента, вызываемый при горячей посадке внутренними изменениями в обжимном держателе. С другой стороны, с помощью такого микрометрического винта может быть также установлено преднамеренное отклонение ориентации режущей кромки относительно держателя 3, так что в токарном станке режущая кромка будет подаваться к вращающейся обрабатываемой детали не радиально, то есть она будет воздействовать на поверхность детали не по касательной, а другим образом.
На фиг.3 не показаны калибровочные средства, например калибровочные стержни для упоров 33 и 34 для калибровки индикатора 36 часового типа. Хотя в показанных примерах осуществления все поступательные и поворотные движения выполняются вручную, могут быть предусмотрены, например, прецизионные линейные моторы для автоматизации процесса позиционирования.
Далее может быть выгодно иметь сменное приемное устройство 2 для держателя инструмента для того, чтобы с помощью устройства 1 для позиционирования закреплять инструмент 5 в держателях, имеющих различные переходные поверхности соединения со шпинделем. В этом отношении предпочтительно также, чтобы приемное устройство 2 для держателя имело возможность поворота относительно плиты 10 основания, в особенности с определенными угловыми шагами в градусах. При этом позиционирование инструмента 5 относительно держателя 3 инструмента может быть изменено очень быстро и просто без необходимости изменения положения упора 12 относительно инструмента 5 и приемного устройства 4 для инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИСПОСОБЛЕНИЕ ДЛЯ КРЕПЛЕНИЯ ИНСТРУМЕНТА | 2006 |
|
RU2409451C2 |
| ГНЕЗДО ДЛЯ ИНСТРУМЕНТА | 2014 |
|
RU2684650C2 |
| СТОПОР, ПРЕДОТВРАЩАЮЩИЙ ВЫТЯГИВАНИЕ ИНСТРУМЕНТОВ ИЗ ДЕРЖАТЕЛЕЙ С ГНЕЗДОМ ДЛЯ ИНСТРУМЕНТА | 2007 |
|
RU2454299C2 |
| ДЕРЖАТЕЛЬ ИНСТРУМЕНТА ДЛЯ ЗАКРЕПЛЕНИЯ ИНСТРУМЕНТОВ ПОСРЕДСТВОМ ПОСАДКИ С НАТЯГОМ | 2006 |
|
RU2407612C2 |
| ДЕРЖАТЕЛЬ ИНСТРУМЕНТА, ХАРАКТЕРИЗУЮЩИЙСЯ СЛАБЫМИ ВИБРАЦИЯМИ | 2006 |
|
RU2400330C2 |
| ИНДУКТОР | 2006 |
|
RU2389162C2 |
| ВВЕРТНЫЙ ИНСТРУМЕНТ И ГНЕЗДО ДЛЯ ТАКОГО ИНСТРУМЕНТА | 2013 |
|
RU2620426C2 |
| ПРОФИЛЬНАЯ НОЖЕВАЯ ГОЛОВКА | 1996 |
|
RU2125924C1 |
| БЛОК ИНДУКЦИОННЫХ КАТУШЕК | 2006 |
|
RU2372753C2 |
| СБОРНЫЙ ТОКАРНЫЙ ИНСТРУМЕНТ ПРОДОЛЬНОГО ТОЧЕНИЯ ШВЕЙЦАРСКОГО ТИПА | 2019 |
|
RU2796039C2 |
Устройство относится к позиционированию, в особенности вращающихся инструментов металлорежущих станков, таких как токарные или фрезерные, в особенности в зажимных цанговых держателях, зажимных держателях или обжимных держателях горячей посадки, и содержит приемное устройство для держателя инструмента, который снабжен первым позиционирующим средством, в особенности захватным или ориентирующим пазом. В приемном устройстве предусмотрено второе позиционирующее средство, которое путем захода в первое устанавливает угловое положение держателя по отношению к приемному устройству. При этом держатель инструмента ориентирован в приемном устройстве продольной осью вдоль первой оси. Для упрощения устройства и повышения точности позиционирования оно снабжено приемным устройством для инструмента, предназначенным для установки инструмента во втором угловом положении по отношению к приемному устройству для инструмента, причем инструмент ориентирован своей продольной осью вдоль второй оси. При этом приемное устройство для инструмента выполнено с возможностью перемещения по отношению к приемному устройству для держателя так, что инструмент имеет возможность ввода в держатель инструмента, причем при этом приемное устройство держателя и приемное устройство для инструмента расположены относительно друг друга так, что первая ось и вторая ось совмещены, а второе угловое положение установлено в координации с первым угловым положением. 14 з.п. ф-лы, 3 ил.
1. Устройство (1) для позиционирования режущих инструментов, в особенности вращающихся инструментов (5) металлорежущих станков, таких как токарные или фрезерные, в держателях (3) инструментов, в особенности зажимных цанговых держателях, зажимных держателях или обжимных держателях горячей посадки, содержащее приемное устройство (2) для держателя (3) инструмента, который снабжен первым позиционирующим средством в особенности захватным или ориентирующим пазом (7), причем в приемном устройстве (2) для держателя предусмотрено второе позиционирующее средство (6), которое путем захода в первое позиционирующее средство устанавливает угловое положение (α) держателя (3) инструмента по отношению к приемному устройству (2) для держателя, при этом держатель (3) инструмента ориентирован в приемном устройстве (2) для держателя своей продольной осью вдоль первой оси (А), отличающееся тем, что оно снабжено приемным устройством (4) для инструмента, предназначенным для установки инструмента (5) во втором угловом положении (β) по отношению к приемному устройству (4) для инструмента, причем инструмент (5) ориентирован своей продольной осью вдоль второй оси (В), при этом приемное устройство (4) для инструмента выполнено с возможностью перемещения по отношению к приемному устройству (2) для держателя так, что инструмент (5) имеет возможность ввода в держатель (3) инструмента, причем при вводе инструмента (5) в держатель (3) инструмента приемное устройство (2) держателя и приемное устройство (4) для инструмента расположены относительно друг друга так, что первая ось (А) и вторая ось (В) совмещены, а второе угловое положение (β) установлено в координации с первым угловым положением (α).
2. Устройство для позиционирования по п.1, отличающееся тем, что приемное устройство (4) для инструмента расположено на опоре (9), ориентированной вдоль третьей оси (С), причем приемное устройство (4) для инструмента установлено с возможностью перемещения вдоль опоры (9), а первая ось (А), вторая ось (В) и третья ось (С) расположены параллельны друг другу.
3. Устройство для позиционирования по п.1, отличающееся тем, что приемное устройство (4) для инструмента расположено на опоре (9) с возможностью поворота вокруг третьей оси (С), или опора (9) выполнена поворотной вокруг своей продольной оси, так что инструмент (5) имеет возможность поворота из своего положения, в котором первая ось (А) и вторая ось (В) не совмещены, в положение, в котором первая ось (А) и вторая ось (В) совмещены.
4. Устройство для позиционирования по любому из пп.2-3, отличающееся тем, что приемное устройство (4) для инструмента выполнено с возможностью перемещения относительно опоры (9) с изменением расстояния между первой осью (А) и третьей осью (С) так, что инструмент (5) имеет возможность перемещения из своего положения, в котором первая ось (А) и вторая ось (В) не совмещены, в положение, в котором первая ось (А) и вторая ось (В) совмещены.
5. Устройство для позиционирования по любому из пп.2-3, отличающееся тем, что опора (9) выполнена с возможностью перемещения по отношению к приемному устройству (2) для держателя или приемное устройство (2) для держателя выполнено с возможностью перемещения по отношению к опоре (9) с изменением расстояния между первой осью (А) и третьей осью (С), а инструмент (5) имеет возможность перемещения из положения, в котором первая ось (А) и вторая ось (В) не совмещены, в положение, в котором первая ось (А) и вторая ось (В) совмещены.
6. Устройство для позиционирования по любому из пп.1-3, отличающееся тем, что на приемном устройстве (4) для инструмента предусмотрен по меньшей мере один упорный элемент (11; 31), содержащий по меньшей мере один упор (12; 33, 34) для инструмента (5), который предварительно задает или определяет второе угловое положение (β) инструмента (5) по отношению к приемному устройству (4) для инструмента.
7. Устройство для позиционирования по п.6, отличающееся тем, что упорный элемент (31) содержит упоры (33, 34) как для правосторонних, так и для левосторонних инструментов (5), при этом каждый из упоров (33, 34) может быть приведен в контакт с инструментом (5).
8. Устройство для позиционирования по п.7, отличающееся тем, что второе угловое положение (β) задается через посредство упора (12; 33, 34) с помощью микрометрического винта.
9. Устройство для позиционирования по п.7, отличающееся тем, что второе угловое положение (β) задается через посредство упора (33, 34) с помощью индикатора (36) часового типа.
10. Устройство для позиционирования по любому из пп.7-9, отличающееся тем, что предусмотрены калибровочные элементы, имеющие возможность приведения в контакт с упорами (12) для калибровки их положения по отношению к приемному устройству (4) для инструмента.
11. Устройство для позиционирования по любому из пп.7-9, отличающееся тем, что упорный элемент (11; 31) расположен на приемном устройстве (4) для инструмента с возможностью перемещения по отношению к инструменту (5).
12. Устройство для позиционирования по любому из пп.1-3, 7-9, отличающееся тем, что инструмент (5) зафиксирован в приемном устройстве (4) для инструмента посредством по меньшей мере одной натяжной ленты (22), затяжной скобы с фиксирующим винтом или магнита.
13. Устройство для позиционирования по любому из пп.1-3, 7-9, отличающееся тем, что приемное устройство (2) для держателя укреплено на плите (10) основания с возможностью поворота.
14. Устройство для позиционирования по любому из пп.1-3, 7-9, отличающееся тем, что приемное устройство (2) для держателя выполнено с возможностью настройки на различные держатели (3) инструмента или сменным.
15. Устройство для позиционирования по любому из пп.1-3, 7-9, отличающееся тем, что выполнено в виде компонента или сменного дополнительного оборудования аппарата для горячей посадки или аппарата предварительной наладки.
| Режущее устройство | 1988 |
|
SU1602840A1 |
| Система автоматической настройки инструмента на станках с ЧПУ | 1982 |
|
SU1065091A1 |
| Система автоматической настройки инструмента на станках с ЧПУ | 1984 |
|
SU1355361A2 |
| Резец для автоматизированного производства | 1986 |
|
SU1366303A1 |

