11
Изобретение относится к станкостроению, и может найти применение в металлорежупшх станках с ЧПУ, оснащенных магазином инструментов, и является усовершенствованием основного изобретения по авт.св. №1065091.
Цель изобретения - расширение функциональных возможностей при использовании системы на станках с ЧПУ оснащенных магазином с блоком инструментов.
На фиг. 1 изображен одношпиндель- ный фрезерный станок с магазином инструментов и приспособлением; на фиг. 2 - блок инструментов расточного станка, установленный в промежуточное гнездо приспособления.
Система автоматической настройки инструмента на станках с ЧПУ, оснащенных магазином инструментов (схема управления не показана), содержит станину 1, на которой установлен стол 2, имеющий возможность перемещаться по координате Y, В шпиндельной бабке 3 установлен шпиндель 4. Промежуточное гнездо 5 инструментов, расположенное на приспособлении 6, размерно связано со станиной 1. Над промежуточным гнездом 5 по оси координат 1Y на откидном кронштейне 7 установлено устройство 8 коррекции положения инструмента, которое также равномерно связано со станком и про- межуточньм гнездом 5. В магазине инструментов 9, как и в промежуточном гнезде 5 и шпинделе 4, установлены блоки с инструментом. На столе 2 закреплена обрабатываемая деталь 10, а точка 11 является общей точкой начала программы.
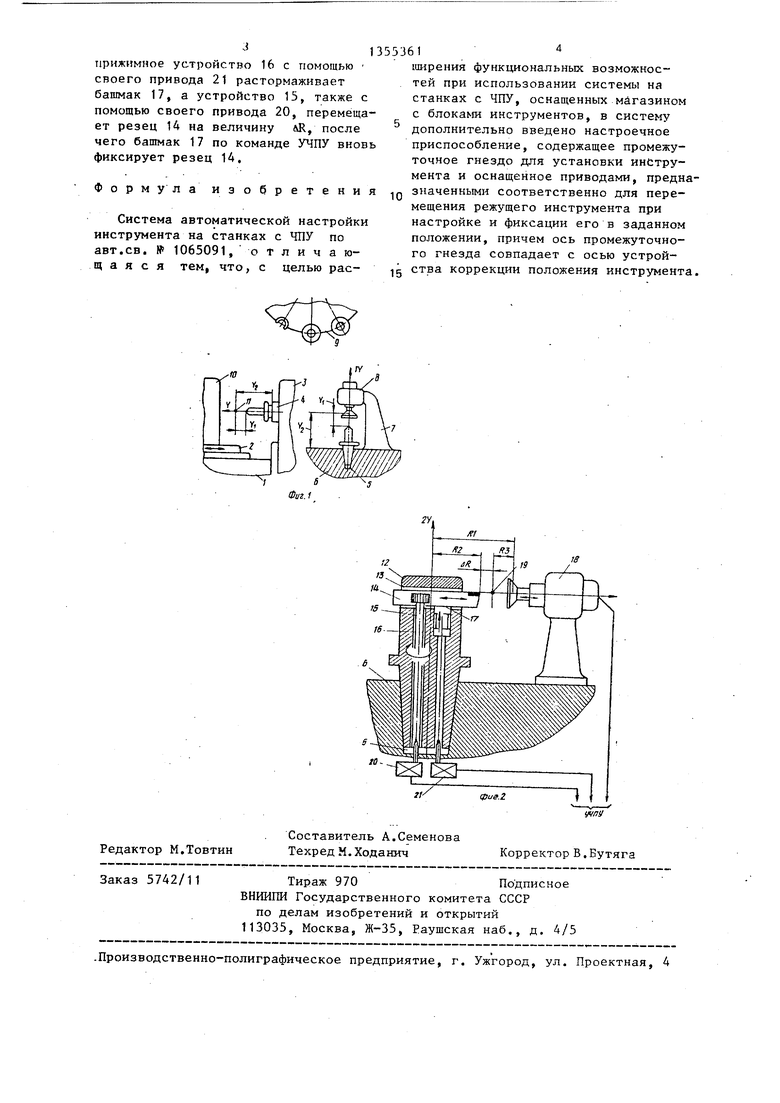
На фиг. 2 изображено промежуточное гнездо 5 приспособления 6, установленного на расточном станке с ЧПУ. Это приспособление 6 содержит блок 12 расточных инструментов, установленный на оси 2Y, в пазу 13 которого установлен по оси R резец 14. Для перемещения резца 14 в пазу 13 служит устройство 15. Для фиксации резца 14 служит устройство 16, которое своим башмаком 17 прижимает резец 14 к телу блока 12 инструментов. По оси координаты R установлено устройство 18 коррекции положения инструмента. Точка 19 является точкой начала программы по координате R. В корпусе приспособления 6 установлены приводы 20 и 21,, которые при ус3361
тановке блока 12 ииструмеитон в 1 ри- способление 6 стыкуются с устройства- мй 15 и 16.
Настройка инструмента системой автоматической настройки инструмента на одношпиндельном фрезерном станке с ЧПУ, оснащенном магазином инструментов, происходит следующим обрад- ЗОМ.
По команде УЧПУ захват манипулятора (не показан), снимает с магазина инструментов 9 блок с первым инструментом и устанавливает его в
15 промежуточное гнездо 5 приспособления 6, где устройство 8 коррекции положения инструмента вводит в запоминающее устройство (ЗУ) информацию о величине У , для первого инструмента.
Q Следующей командой УЧПУ манипулятор переносит блок с первым инструментом из промежуточного гнезда 5 в шпиндель 4, а гнездо 5 устанавливает блок с вторым инструментом, где
25 одновременно с обработкой детали 10 первым инструментом устройство 8 коррекции положения инструмента вводит в ЗУ информацию о величине Y, для второго инструмента. В начаЗд ле обработки детали 10 первым инструментом стол 2, смещаясь из своего нулевого положения по координате Y, отрабатывает информацию о величине Y для первого инструмента, в результате чего вершина инструмента попадает в точку, которая при конструктивно заданном расстоянии Y является точкой начала программы для всех инструментов при любом их вылете о
Настройк а инструмента в приспособлении происходит следующим образом.
По команде УЧПУ захват манипулятора (не показан) устанавливает блок 12 с расточным резцом 14 (фиг.2) в промежуточное гнездо, ориентируя резец 14 по оси R, При этом устройства 15 и 16 стыкуются со своими приводами 20 и 21. Расстояние R1 const, расстояние R2 - величина случайная, расстояние (R2 + ЛК) задано по программе. По команде УЧПУ устройство 18 коррекции положения инструмента замеряет величину (&R+ +R3), после чего УЧПУ производит вычисление величины R2 RI-(&R+R3)T., .
Следующим действием УЧПУ вучисля- . ет величину + AR)-CR l-(dR+R3)J ,
35
40
45
прижимное устройство 16 с помощью своего привода 21 растормаживает башмак 17, а устройство 15, также с помощью своего привода 20, перемещает резец 14 на величину лК, после чего башмак 17 по команде УЧПУ вновь фиксирует резец 14.
Формула изобретения
Система автоматической настройки инструмента на станках с ЧПУ по авт.св. № 1065091, отличающаяся тем, что, с целью рас
Q
5361
1шрения функциональных возможностей при использовании системы на станках с ЧПУ, оснащенных магазином с блоками инструментов, в систему дополнительно введено настроечное приспособление, содержащее промежуточное гнездо для установки инструмента и оснащенное приводами, предназначенными соответственно для перемещения режущего инструмента при настройке и фиксации его в заданном положении, причем ось промежуточного гнезда совпадает с осью устрой- ,; ства коррекции положения инструмента.
ID
8
,
УЧПИ
Редактор М.Товтин
Составитель А.Семенова Техред М. Ходанич
Заказ 5742/11
Тираж 970Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д, 4/5
.Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор В.Бутяга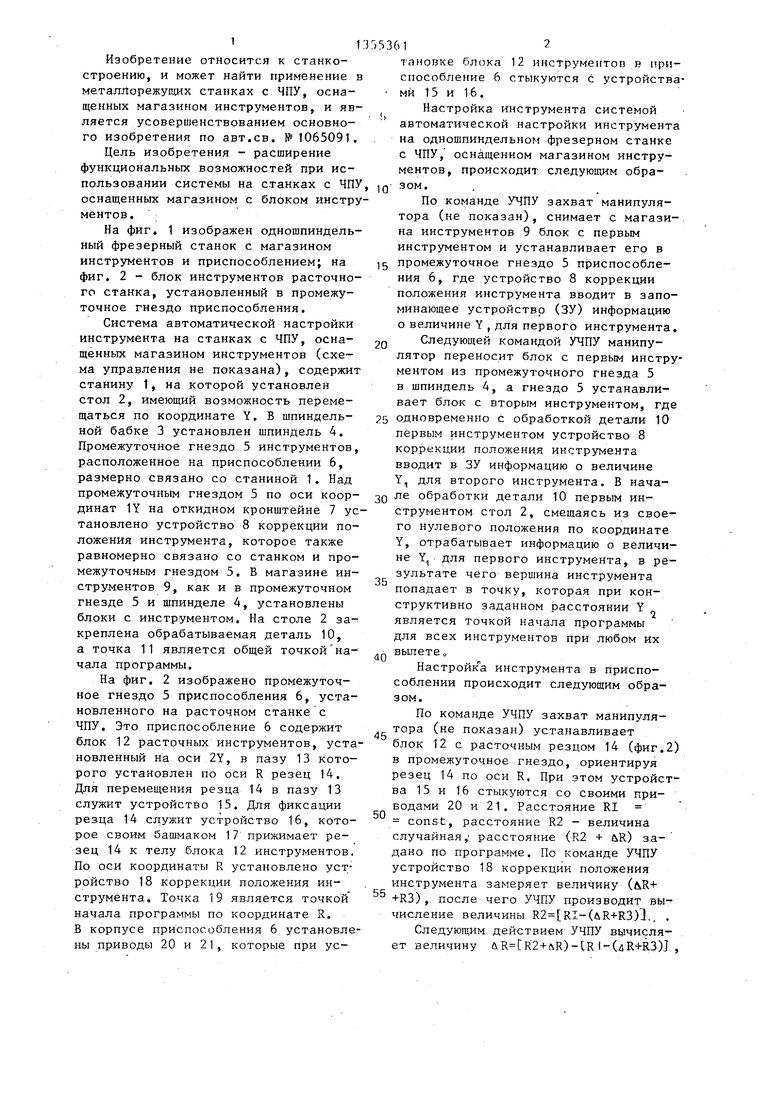
| название | год | авторы | номер документа |
|---|---|---|---|
| Система автоматической настройки инструмента на станках с ЧПУ | 1982 |
|
SU1065091A1 |
| Устройство для коррекции положения резца | 1982 |
|
SU1060411A1 |
| Устройство автоматической коррекции размерной настройки токарных многоинструментальных станков с ЧПУ | 1981 |
|
SU1020205A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОЙ КОРРЕКЦИИ РАЗМЕРНОЙ НАСТРОЙКИ ТОКАРНЫХ МНОГОИНСТРУМЕНТАЛЬНЫХ СТАНКОВ С ЧПУ | 1991 |
|
RU2016741C1 |
| Устройство для программного управления металлорежущим станком | 1981 |
|
SU996996A1 |
| ФРЕЗЕРНЫЙ СТАНОК С ЧПУ | 2013 |
|
RU2572111C2 |
| СПОСОБ НАСТРОЙКИ НА РАЗМЕР РЕЖУЩИХ ИНСТРУМЕНТОВ НА СТАНКАХ С ЧПУ | 1987 |
|
SU1700857A1 |
| СПОСОБ НАСТРОЙКИ ПОЛОЖЕНИЯ РЕЗЦА ТОКАРНОГО СТАНКА | 2015 |
|
RU2595197C1 |
| Устройство автоматической коррекции размерной настройки токарных многоинструментальных станков с системой ЧПУ | 1985 |
|
SU1301647A1 |
| СПОСОБ АДАПТИВНОЙ ОБРАБОТКИ ИЗДЕЛИЙ НА СТАНКАХ С ЧПУ | 2012 |
|
RU2528923C2 |
Изобретение относится к станкостроению и может найти применение в металлорежущих станках с ЧПУ, оснащенных магазином ин струментов. Цель изобретения - расширение функциональных возможностей при использовании системы на станках с ЧПУ, оснащенных магазином с блоком инструментов. Для этого в систему введено приспособление, оборудованное промежуточным гнездом для установки инструмента равномерно связанное с системой координат станка. Промежуточное гнездо содержит механизм перемещения с приводом для настройки инструмента и механизм фиксации инструмента с соответствующим приводом 2 ил. К)
| Система автоматической настройки инструмента на станках с ЧПУ | 1982 |
|
SU1065091A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
