Изобретение относится к области кузнечно-прессового машиностроения, а именно к оборудованию для штамповки.
Известна конструкция гидровинтового пресс-молота, содержащего станину, в вертикальных плоских направляющих которой под воздействием рабочего винта перемещается массивный ползун, несущий верхний штамп. Нижний штамп закреплен на нижней поперечине - столе пресс-молота.
Штамповка на таких пресс-молотах осуществляется по традиционной схеме открытой и закрытой штамповки с полным перекрытием штампами всей поверхности заготовки, что предопределяет возникновение больших контактных сил трения, застойных зон и зон затрудненной деформации в теле заготовки, что, как следствие, приводит к низкой точности штампуемых деталей, к низкому КИМ.
Так, например, при штамповке по традиционной схеме дисков авиационных турбин из жаропрочных сталей диаметром до 900 мм на паровоздушном молоте с м.п.ч. 16 т совершается до 200 ударов с 5-7 промежуточными подогревами поковки. Тем не менее КИМ штампуемой поковки не превышает 0,4. Такой технологический процесс нельзя характеризовать как современный.
Известные винтовые молоты и пресс-молоты, кроме того, отличаются тем, что, с целью обеспечения надежного направления ползуна и точного взаимного направления штампов, их ползуны выполняются с большей базой направления, что, в свою очередь, предопределяет их большую высоту, составляющую до 1/3-1/4 высоты самого молота или пресс-молота. Последнее приводит к значительной высоте всей машины и ее массы.
В винтовых кузнечных машинах скорость ползуна, как правило, не превышает 0,7-1,5 м/с. При такой скорости ползуны накапливают кинетическую энергию поступательного движения, не превышающего 5% от общей кинетической энергии винтового движения винта и маховика, являясь в определенной степени энергетическим балластом всей машины, снижая ее эффективный КПД.
Известно также, что винтовая штамповка (штамповка с кручением), т.е. с относительным поворотом штампов в процессе деформирования заготовки, характеризуется существенным снижением рабочей силы деформирования заготовки, интенсификацией сдвиговых деформаций в теле заготовки, повышением механических характеристик отштампованных поковок.
Задачей настоящего изобретения является создание более надежной и энергонасыщенной конструкции гидровинтового бесползунного пресса для винтовой штамповки, обеспечивающей более высокие механические свойства штампуемых поковок.
Указанная задача достигается тем, что верхний штамп крепится непосредственно на маховике, укрепленном на нижней части рабочего винта.
В результате на гидровинтовом бесползунном пресс-молоте для винтовой штамповки обеспечивается получение поковок с повышенными механическими свойствами.
На чертеже показан общий вид гидровинтового бесползунного пресс-молота для винтовой штамповки.
Гидровинтовой бесползунный пресс-молот для винтовой штамповки содержит станину 1 с направляющими 2. В верхней поперечине укреплена ходовая силовая гайка 3 с несамотормозящей резьбой, в которой располагается рабочий силовой винт 4 с ответной резьбой и маховиком 5, закрепленным на нижней части винта.
Направляющие 2 представляют собой призматические тела, внутренняя поверхность которых при рабочем положении представляет собой цилиндрическую поверхность, по которой направляется маховик 5.
На маховике 5 закреплен верхний штамп 6. На верхней поперечине станины 1 расположен рабочий гидроцилиндр 7, плунжер 8 которого соосен рабочему винту 4 и соединен с ним.
Нижний штамп 9 традиционно закреплен на нижней поперечине станины 1, на которой установлены возвратные цилиндры 10, плунжеры 11 которых контактируют, например, через промежуточный кольцевой фланец 12 с упорным подшипником 13 с маховиком 5 рабочего винта 4.
Направляющие 2 для винтового (осевого и вращательного) движения маховика 5 укреплены на стойках станины 1 с возможностью радиального их перемещения для регулировки зазоров с маховиком 5.
Гидровинтовой бесползунный пресс-молот для винтовой штамповки работает следующим образом.
По команде на рабочий ход в гидроцилиндр 7 подается из гидропривода жидкость высокого давления. Плунжер 8 при ходе вниз совместно с неподвижной гайкой обеспечивает разгон подвижных частей: винта 4, маховика 5 и верхнего штампа 6 до требуемой скорости и величины кинетической энергии винтового движения. Верхний штамп 6 совершает винтовое движение и обеспечивает процесс винтовой штамповки заготовки в штампах 6 и 9.
Маховик 5 движется в направляющих 2.
В процессе штамповки происходят соответствующие переключения в приводе, и после завершения процесса деформирования заготовки под воздействием плунжеров 11 возвратных цилиндров 10 рабочий винт 4 с маховиком 5 и верхним штампом 6 возвращается в верхнее исходное положение.
Цикл окончен.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИДРОВИНТОВОЙ ПРЕСС-МОЛОТ ДВОЙНОГО ДЕЙСТВИЯ | 2006 |
|
RU2342254C2 |
| Гидровинтовой пресс-молот | 1980 |
|
SU1022774A2 |
| КРИВОШИПНЫЙ ПРЕСС | 2005 |
|
RU2308376C2 |
| ГИДРОВИНТОВОЙ ПРЕСС-МОЛОТ | 1971 |
|
SU302161A1 |
| КОЛЕННО-РЫЧАЖНЫЙ ПРЕСС С ГИДРАВЛИЧЕСКИМ ПРИВОДОМ | 2010 |
|
RU2425730C1 |
| СПОСОБ ШТАМПОВКИ НА КОЛЕННОМ ПРЕССЕ С ГИДРАВЛИЧЕСКИМ ПРИВОДОМ | 2010 |
|
RU2425728C1 |
| Винтовой пресс для штамповки с кручением | 1981 |
|
SU996227A1 |
| Гидровинтовой пресс-молот с двусторонним ударом по заготовке | 1974 |
|
SU695758A2 |
| КОЛЕННЫЙ ПРЕСС С ГИДРАВЛИЧЕСКИМ ПРИВОДОМ | 2010 |
|
RU2425729C1 |
| Гидровинтовой пресс-молот | 1978 |
|
SU721338A1 |
Изобретение относится к области кузнечно-прессового машиностроения, в частности к оборудованию для штамповки с кручением. Гидровинтовой бесползунный пресс-молот содержит станину с закрепленной в ней ходовой гайкой. В ходовой гайке расположен рабочий винт с маховиком. Непосредственно на маховике закреплен верхний инструмент. Маховик имеет возможность осевого и вращательного движения в выполненных на станине направляющих. В результате повышается надежность пресс-молота и обеспечиваются более высокие механические свойства штампуемых поковок. 1 ил.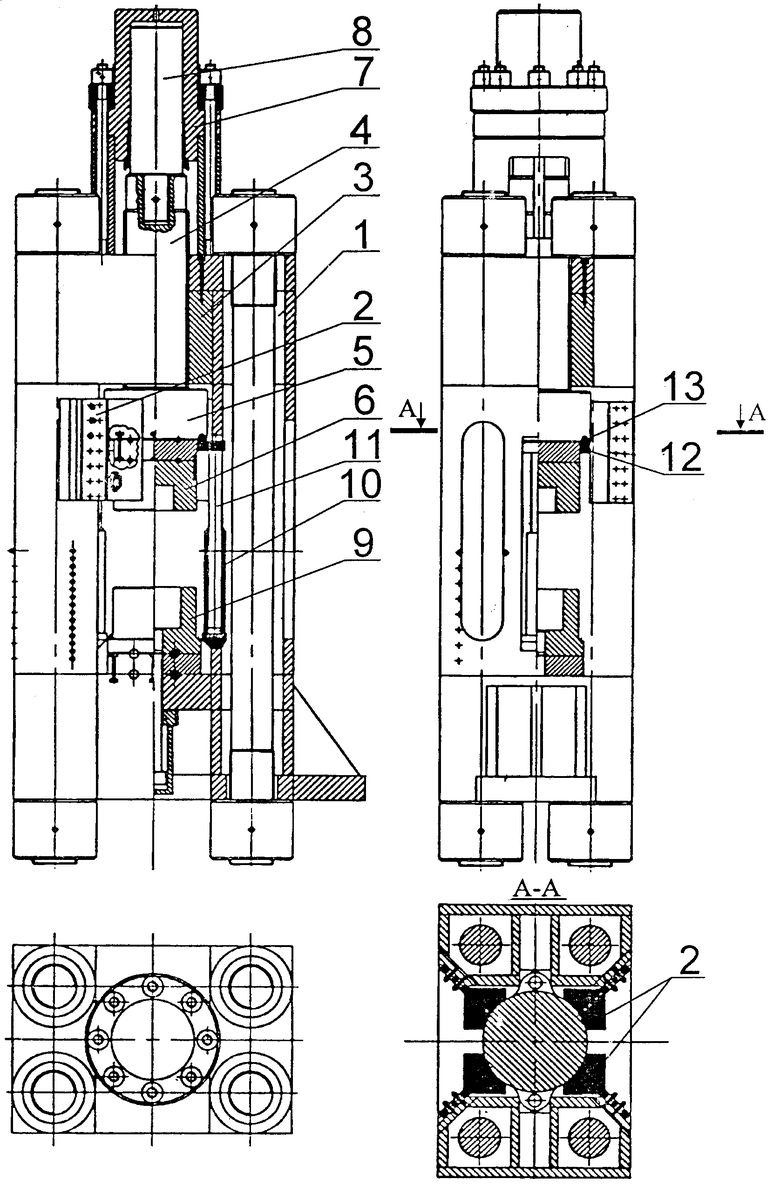
Гидровинтовой бесползунный пресс-молот для винтовой штамповки с кручением, характеризующийся тем, что он содержит станину с закрепленной в ней ходовой гайкой, расположенный в ходовой гайке рабочий винт с маховиком и верхний инструмент, непосредственно закрепленный на маховике, причем маховик установлен с возможностью осевого и вращательного движения в выполненных на станине направляющих.
| Гидровинтовой пресс для штамповки обкатыванием | 1984 |
|
SU1228956A1 |
| Винтовой пресс | 1975 |
|
SU519347A1 |
| Винтовой пресс для штамповки с кручением | 1984 |
|
SU1433829A1 |
| US 3687070 A, 29.08.1982 | |||
| DE 1577245 A, 27.05.1971. | |||

