Изобретение относится к машиностроению и может быть использовано при конструировании и изготовлении прессов для штамповки методом осадки с кручением круглых в плане поковок.
Известен гидравлический пресс для штамповки с кручением круглых в плане поковок, содержащий станину, образованную столом и верхней поперечиной, соединенными между собой стойками, в направляющих которых смонтирован ползун с закрепленной в нем гайкой, образующей винтовую несамотормозящуюся пару с винтом, на конце которого установлен штамподержатель. Ползун и винт связаны с помощью плунжеров с гидравлическими цилиндрами, смонтированными на станине пресса. Вращение штамподержателя во время штамповки обеспечивается опережающим движением гайки относительно винта посредством приводных гидравлических цилиндров (SU 1234214, 30.05.1986, В 30 В 1/18).
Известен пресс для штамповки, содержащий станину, образованную столом и верхней поперечиной, соединенными стойками с направляющими, в которых с возможностью возвратно-поступательного перемещения установлен ползун, оснащенный приводом, смонтированным на верхней поперечине станины, гайку и винт, образующие винтовую несамотормозящуюся пару, а также штамподержатель, закрепленный на торце винта (SU 1276521, 15.12.1986, В 30 В 1/26).
Известная конструкция пресса имеет следующие недостатки:
1. Конструкция сложная, т.к. требуется дополнительный привод для ползуна.
2. Пресс имеет увеличенные размеры для размещения дополнительного привода и механизма вращения штамподержателя.
3. Кинематика движения штамподержателя жестко определяется приводом пресса, что исключает ее регулировку и уменьшает технологические возможности пресса.
Технической задачей, на решение которой направлено заявленное изобретение, является упрощение конструкции пресса и расширение его технологических возможностей.
Для решения поставленной задачи известный пресс для штамповки круглых в плане поковок, содержащий станину, образованную столом и верхней поперечиной, соединенными стойками с направляющими, в которых с возможностью возвратно-поступательного перемещения установлен ползун, оснащенный приводом, смонтированным на верхней поперечине станины, гайку и винт, образующие винтовую несамотормозящуюся пару, а также штамподержатель, закрепленный на торце винта, согласно изобретению снабжен маховиком, соединенным с другим торцом винта, и силовым элементом для перемещения штамподержателя в исходное крайнее верхнее положение, а гайка закреплена в столе станины.
Кроме того, маховик может быть выполнен с переменным моментом инерции.
Конструкция пресса поясняется чертежом, на фиг.1 которого изображен общий вид пресса в разрезе.
Пресс состоит из станины, образованной столом 1 и верхней поперечиной 2, соединенными между собой стойками 3. В направляющих 4 стоек 3 установлен ползун 5, которому сообщается возвратно-поступательное движение от привода, расположенного в верхней поперечине 2 пресса (на фигуре не показан). Привод ползуна может быть кривошипным, винтовым или гидравлическим. В столе 1 пресса жестко закреплена гайка 6, образующая винтовую несамотормозящуюся пару с винтом 7. Верхний конец винта 7 соединен со штамподержателем 8, несущим инструмент, а нижний конец - с маховиком 9. Пресс оснащен силовым элементом, который в конкретном случае может быть выполнен в виде гидравлических цилиндров 10, плунжеры 11 которых взаимодействуют посредством коромысла 12 и винта 7 с маховиком 9. В цилиндры 10 поступает агент высокого давления от аккумулятора (на фигуре не показан), снабженного устройством для регулирования давления агента.
Пресс работает следующим образом.
В исходном состоянии ползун 5 находится в крайнем верхнем положении, гидравлические цилиндры 10 заполнены жидкостью под давлением, в результате чего штамподержатель 8, на котором размещена исходная заготовка, занимает также крайнее верхнее положение. При включении пресса под действием привода ползун 5 начинает перемещаться вниз, совершая ход приближения, который заканчивается в момент соприкосновения верхнего штампа с заготовкой. В дальнейшем происходит формоизменение заготовки, в процессе которого на штамподержатель 8 действует технологическое усилие Pт, в результате чего в винтовой паре возникает реактивный крутящий момент  и момент сил трения Mf=Pт•f•rв, где S и rв - соответственно ход винтовой нарезки и радиус винта; f - коэффициент трения. В результате действия реактивного крутящего момента Мт штамподержатель 8 начинает вращаться, преодолевая трение деформируемого металла о гравюру штампа. Происходит штамповка вращающимся инструментом - штамповка с кручением, когда формоизменение заготовки осуществляется воздействием на нее одновременно осевого усилия и крутящего момента. В результате этого достигаются положительные технологические эффекты: многократное снижение усилия штамповки и контактных нагрузок на инструмент, улучшение качества штамповок, возможность безоблойной штамповки. Ход винтовой нарезки S выбирается таким образом, чтобы в начальный период штамповки угловая скорость штамподержателя возрастала; для этого необходимо выполнить условие: Мр>Mt+Mf+Мц, где
и момент сил трения Mf=Pт•f•rв, где S и rв - соответственно ход винтовой нарезки и радиус винта; f - коэффициент трения. В результате действия реактивного крутящего момента Мт штамподержатель 8 начинает вращаться, преодолевая трение деформируемого металла о гравюру штампа. Происходит штамповка вращающимся инструментом - штамповка с кручением, когда формоизменение заготовки осуществляется воздействием на нее одновременно осевого усилия и крутящего момента. В результате этого достигаются положительные технологические эффекты: многократное снижение усилия штамповки и контактных нагрузок на инструмент, улучшение качества штамповок, возможность безоблойной штамповки. Ход винтовой нарезки S выбирается таким образом, чтобы в начальный период штамповки угловая скорость штамподержателя возрастала; для этого необходимо выполнить условие: Мр>Mt+Mf+Мц, где  - технологический крутящий момент;
- технологический крутящий момент;  - момент в винтовой паре от действия усилия гидроцилиндров, R3 - наружный радиус заготовки, σs - напряжение текучести деформируемого металла. В конце штамповки технологическое усилие Pт снижается, технологический момент Мт возрастает, соотношение моментов меняется: Мр<Мт+Mf+Mц, в результате чего происходит торможение маховика 9. Штамповка заканчивается в заданном положении ползуна 5, при котором происходит полное заполнение металлом гравюры штампа. Остаточная энергия маховика 9 гасится аккумулятором. Ползун 5 под действием привода и штамподержатель 8 под действием цилиндров 10 возвращаются в исходное положение. Цикл закончен.
- момент в винтовой паре от действия усилия гидроцилиндров, R3 - наружный радиус заготовки, σs - напряжение текучести деформируемого металла. В конце штамповки технологическое усилие Pт снижается, технологический момент Мт возрастает, соотношение моментов меняется: Мр<Мт+Mf+Mц, в результате чего происходит торможение маховика 9. Штамповка заканчивается в заданном положении ползуна 5, при котором происходит полное заполнение металлом гравюры штампа. Остаточная энергия маховика 9 гасится аккумулятором. Ползун 5 под действием привода и штамподержатель 8 под действием цилиндров 10 возвращаются в исходное положение. Цикл закончен.
Технологические параметры штамповки с кручением можно регулировать изменением давления агента в аккумуляторе 10 или изменением момента инерции маховика 9, например, путем перемещения грузов 13 вдоль радиуса маховика 9.
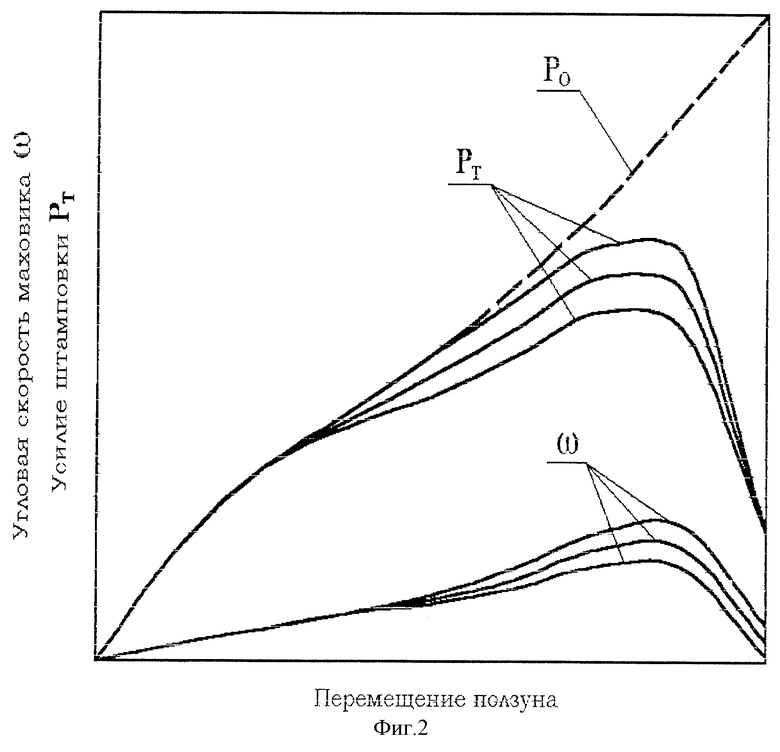
На фиг. 2 представлены типовые графики изменения технологического усилия при штамповке с кручением (Pт) и при штамповке без кручения (Ро), а также графики изменения угловой скорости ω маховика 10 по ходу ползуна в зависимости от момента инерции J маховика, построенные теоретически и подтвержденные экспериментально. Чем меньше момент инерции J, тем до большей угловой скорости разгоняется маховик и тем больше снижается технологическое усилие штамповки Рт.
Технологические параметры штамповки можно регулировать также путем изменения давления агента в цилиндрах 10 аналогично тому, как осуществляются такие регулировки изменением моментом инерции маховика J.
На данном прессе можно штамповать несимметричные поковки без кручения. В этом случае давление в цилиндрах 10 сбрасывается, винт 7 под весом маховика 9 проворачивается и штамподержатель 8 опускается на стол 1 пресса.
Предлагаемая конструкция пресса отличается простотой, т.к. в ней отсутствует привод вращения штамподержателя. На данном прессе расширяются технологические возможности, штамповки, т.к. возможно регулирование усилия штамповки путем изменения момента инерции маховика и усилия цилиндров. Технологические возможности пресса расширяются также вследствие того, что на нем можно штамповать несимметричные поковки путем отключения механизма вращения штамподержателя.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВИНТОВОЙ ПРЕСС | 2001 |
|
RU2193971C2 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ КОМПАКТИРОВАНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2012 |
|
RU2496644C1 |
| ВИНТОВОЙ ПРЕСС | 2001 |
|
RU2193970C2 |
| ГИДРОВИНТОВОЙ БЕСПОЛЗУННЫЙ ПРЕСС-МОЛОТ ДЛЯ ВИНТОВОЙ ШТАМПОВКИ | 2006 |
|
RU2343074C2 |
| Винтовой пресс для штамповки с кручением | 1982 |
|
SU1058793A1 |
| ВИНТОВОЙ ПРЕСС С ЦИКЛОВЫМ ПРИВОДОМ | 2013 |
|
RU2536619C1 |
| Кривошипный пресс для штамповки с кручением | 1985 |
|
SU1368192A1 |
| КРИВОШИПНО-ВИНТОВОЙ ПРЕСС | 2003 |
|
RU2252872C1 |
| КРИВОШИПНО-ЭКСЦЕНТРИКОВЫЙ ПРЕСС | 2003 |
|
RU2252873C1 |
| Винтовой пресс для штамповки с кручением | 1982 |
|
SU1074735A1 |
Изобретение относится к обработке металлов давлением, в частности к прессам для штамповки методом осадки с кручением круглых в плане поковок. Станина пресса образована столом и верхней поперечиной, соединенными стойками с направляющими, в которых с возможностью возвратно-поступательного перемещения установлен ползун. На верхней поперечине станины смонтирован привод ползуна. В столе пресса закреплена гайка, образующая винтовую несамотормозящуюся пару с винтом. На одном торце винта установлен штамподержатель, а на другом - маховик. Для перемещения штамподержателя и установки его в крайнее верхнее положение предназначен силовой элемент. Маховик может быть выполнен с переменным моментом инерции. В результате обеспечивается расширение технологических возможностей пресса. 1 з.п.ф-лы, 2 ил.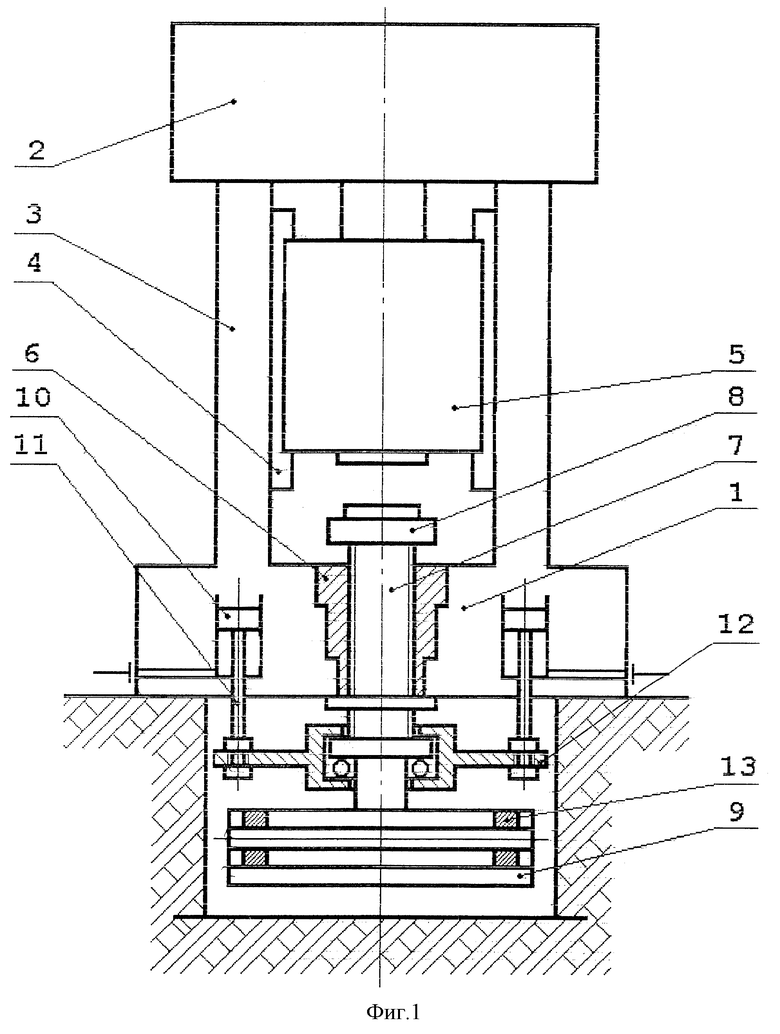
| Кривошипный пресс для штамповки с кручением | 1982 |
|
SU1276521A1 |
| Винтовой пресс для штамповки с кручением | 1976 |
|
SU734007A1 |
| Винтовой пресс для штамповки с кручением | 1981 |
|
SU1000288A1 |
| Винтовой пресс для штамповки с кручением | 1982 |
|
SU1027059A1 |
| DE 1277672, 12.09.1968. | |||

