Изобретение относится к обработке металлов давлением и может быть использовано в кузнечно-штамповочном производстве при получении длинномерных панелей с ребрами жесткости.
Известно устройство, включающее последовательное деформирование заготовки по элементам поковки с одновременным перемещением ее в осевом направлении посредством комплекта парных штампов [1].
Недостатком данного технического решения является невозможность применения его для обработки крупногабаритных заготовок, связанной с необходимостью перемещения полуфабриката с одновременным приложением к нему полного рабочего усилия, чему не соответствуют конструктивные особенности известного устройства.
Наиболее близким по совокупности признаков является листовой пинцетный штамп для получения изделий с ребрами жесткости [2], содержащий основание, нижнюю неподвижную часть (матрицу), консольную подвижную часть (пуансон), соединенную с неподвижной частью с возможностью перемещения от привода в вертикальной плоскости. Перемещение происходит по дуге окружности, которая очерчена вокруг оси вращения, совпадающей с узлом крепления подвижной части к неподвижной.
Недостатком данного устройства является его применимость для обработки только листовых заготовок ограниченной длины.
Предлагаемое устройство позволяет увеличить толщину штампуемых заготовок, используя для этого катанные плиты, а его конструктивное построение делает возможным получение панелей больших габаритов нерегламентированной длины.
Это достигается тем, что штамп, содержащий основание, неподвижную часть и консольную подвижную часть, соединенную с неподвижной частью с возможностью перемещения от привода в вертикальной плоскости, снабжен узлом взаимодействия с приводом, размещенным на свободном конце подвижной части, подвижная часть выполнена в виде жесткой плиты со сквозным отверстием, ось которого перпендикулярна плоскости перемещения подвижной части, и соединена с неподвижной частью шарнирно при помощи стоек, смонтированных на основании, и вала, свободно установленного в сквозном отверстии подвижной части и закрепленного концами в стойках, при этом подвижная часть размещена относительно неподвижной части с зазором, имеющим в вертикальной плоскости, проходящей через ось поворота подвижной части, величину, не меньшую толщины полотна изделия.
Узел взаимодействия с приводом может быть выполнен в виде подпятника, закрепленного на подвижной части с возможностью перемещения в направлении, перпендикулярном валу, и пяты с плитой, связанной с основанием направляющими колонками, а поверхность взаимодействия пяты с подпятником выполнена цилиндрической с образующей, параллельной валу.
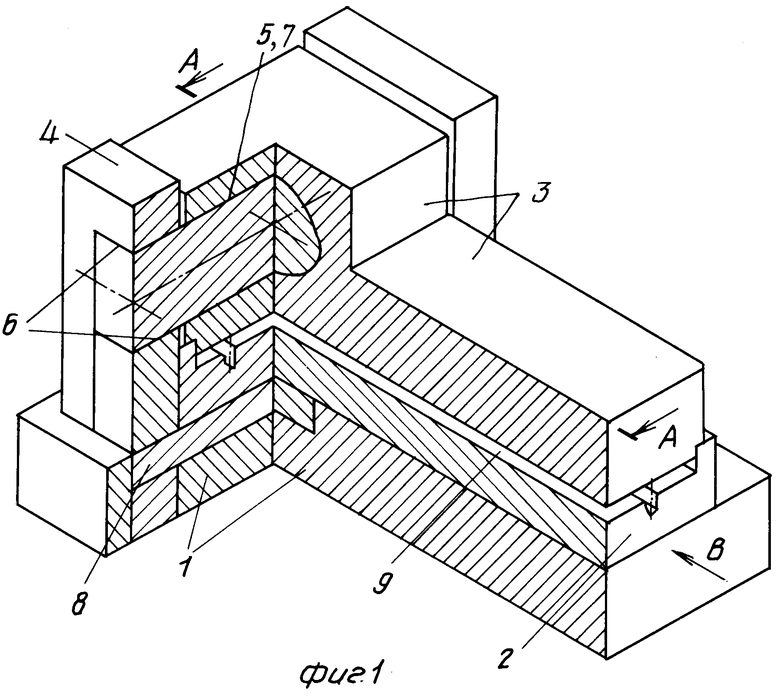
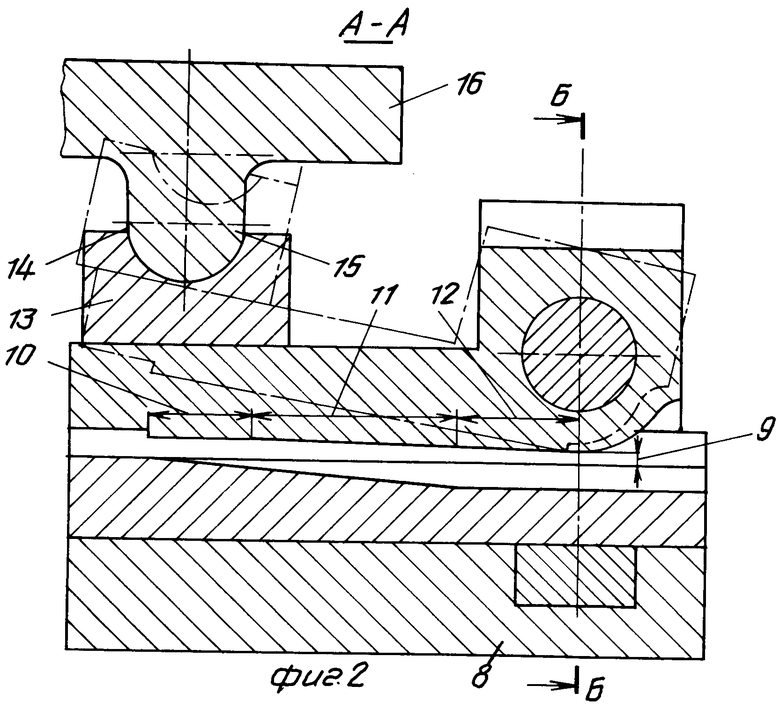
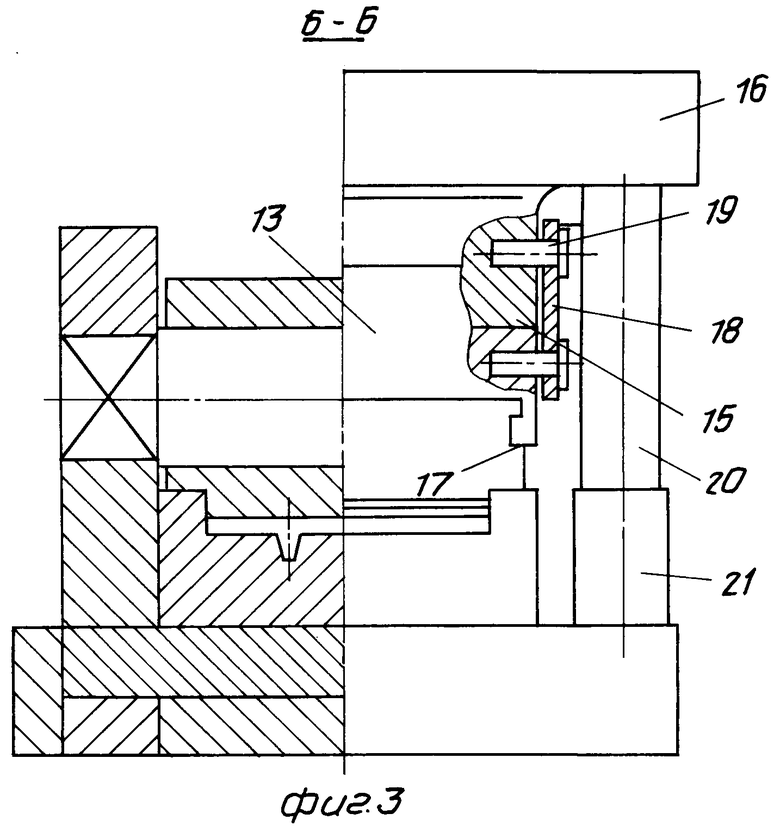
На фиг. 1 изображен штамп в аксонометрической проекции с разрезом по продольной оси в нижнем рабочем положении (без пяты и подпятника); на фиг. 2 - разрез А-А в нижнем рабочем положении (пунктиром показано нерабочее положение штампа); на фиг. 3 - разрез Б-Б на фиг. 2.
Штамп содержит основание 1, неподвижную часть 2, подвижную часть 3, стойки 4, вал 5 с цилиндрической средней частью и квадратными концами 6. Подвижная часть 3 выполнена с отверстием 7, в котором свободно размещена цилиндрическая часть вала 5. Основание 1 выполнено составным со встроенной поперечиной 8, воспринимающей нагрузки, передаваемые при штамповке через подвижную часть 3, вал 5 и стойки 4.
Подвижная часть 3 размещена относительно неподвижной с зазором 9, величина которого превышает толщину полотна. Неподвижная часть с подвижной частью образуют ручей 10 предварительной формовки ручей 11 выдавливания ребер ручей 12 окончательной формовки. На свободном конце подвижной части 3 закреплен подпятник 13 с цилиндрической выемкой 14, взаимодействующий с пятой 15, имеющейся на плите 16, которую крепят к траверсе пресса (не показан). Подпятник 13 установлен в пазах 17 подвижной части 3 и соединен с пятой 15 посредством двух серег 18 и пальцев 19. Плита 16 соединена с основанием 1 при помощи направляющих колонок 20 и направляющих втулок 21.
Штамп работает следующим образом.
Свободный конец подвижной части 3 поднят в исходное положение (фиг. 2, пунктирные линии). Заготовка подается в зазор 9 между подвижной и неподвижной частями в направлении стрелки В (фиг.1). Затем при опускании плиты 16 подпятник 13 под воздействием пяты 15 скользит своей цилиндрической поверхностью 14 по цилиндрической поверхности подпятника 13 и, перемещаясь в пазах 17, опускается вместе с подвижной частью 3.
Сначала происходит окончательная формовка в ручье 12, затем при дальнейшем опускании подвижной части 3 выдавливание ребер в ручье 11 и завершается формовка в предварительном ручье 10. Затем подвижная часть 3 под действием привода пресса (не показан) через плиту 16, пяту 15, серьги 18, пальцы 19 и подпятник 14 поднимается в исходное положение.
Штамп готов к работе. Заготовка продвигается через зазор 9 в осевом направлении на шаг, величина которого меньше, чем длина отформированного участка, и составляет 2/3-3/4 длины последнего.
Использование предлагаемого устройства в производстве позволяет получать длинномерные панели штамповкой на универсальных вертикальных гидравлических прессах, ослабляя напряженность производственных программ в использовании для этих же целей специализированных горизонтальных прессов. При этом одновременно реализуется возможность получения панелей шириной более 960 мм, являющейся предельной для существующих горизонтальных прессов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ ШТАМПОВКИ | 1992 |
|
RU2013180C1 |
| Способ штамповки панелей с односторонними продольными ребрами | 1991 |
|
SU1817730A3 |
| Способ изготовления деталей с односторонним оребрением и штамп для его осуществления | 1988 |
|
SU1648623A1 |
| Способ изготовления деталей с односторонним оребрением | 1990 |
|
SU1731395A1 |
| ШТАМП ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ТИПА ПАНАЛЕЙ С РЕБРАМИ ЖЕСТКОСТИ | 2003 |
|
RU2223839C1 |
| Штамп для получения ребристых деталей | 1981 |
|
SU1098645A1 |
| Подштамповая плита пресса | 1990 |
|
SU1808458A1 |
| Совмещенный штамп для многоручьевой объемной штамповки поковок с ребрами жесткости | 1985 |
|
SU1328053A1 |
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1992 |
|
RU2053127C1 |
| Штамп для штамповки деталей типа топора | 1986 |
|
SU1373463A1 |
Сущность изобретения: штамп для получения изделий типа панелей с ребрами жесткости содержит подвижную и неподвижную части, связанные шарнирно одним концом. На свободном конце подвижной части закреплен узел взаимодействия с приводом, состоящий из подпятника, пяты с плитой, серег и пальцев. Подвижная и неподвижная части соединены при помощи стоек, смонтированных на основании, и вала. Части штампа размещены с зазором не меньшим, чем толщина полотна изделия. При опускании подвижной части сначала происходит штамповка на участке окончательной формовки, затем - на участке выдавливания ребер и в конце - на участке предварительной формовки. 1 з.п. ф-лы, 3 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Романовский В.П | |||
| Справочник по холодной листовой штамповке | |||
| Л.: Машиностроение, с.448, рис.457, с. | |||
