Изобретение относится к способу и устройству для управляемого обжатия по меньшей мере одним клипсом собранного в складки незаполненного участка трубчатой оболочки на ее заполняемом наполнителем участке посредством по меньшей мере одного обжимного устройства с заполнением очередных участков подаваемым наполнителем и извлечением оболочки из ее запаса.
Как известно, для управления установкой клипса используется сигнал остановки заполнения для колбасного шприца или ограничение длины формуемого участка оболочки, в частности, колбасного изделия.
Задача изобретения заключается в создании способа и устройства описанного выше типа, которые позволяют даже в процессе непрерывного заполнения обеспечить точную установку клипса без неблагоприятного воздействия на процесс заполнения.
Указанная задача решена в способе, признаки которого изложены в п.1 формулы изобретения, и в устройстве, признаки которого изложены в п.20 формулы изобретения. В зависимых пунктах формулы описаны предпочтительные варианты осуществления изобретения.
Изобретение позволяет отследить извлечения трубчатой оболочки из ее запаса и сформировать управляющий сигнал для совместного перемещения по меньшей мере одного обжимного устройства и наполнителя при заполнении соответствующего заполняемого наполнителем участка оболочки.
Предпочтительно при отслеживании движения трубчатой оболочки при ее извлечении определяется скорость ее извлечения. Кроме того, при заполнении наполнителем участка оболочки регулируется перемещение по меньшей мере одного обжимного устройства, пропорциональное скорости подачи наполнителя. Это предусматривает использование управляющего параметра, связанного со скоростью заполнения или скоростью движения заполняемого наполнителем участка оболочки, в частности, колбасного изделия. Управление осуществляется на основе той скорости, которая является скоростью перемещения обжимного устройства при совместном перемещении, по существу параллельном направлению подачи наполнителя. При изменении скорости извлечения оболочки из ее запаса или при изменении скорости подачи наполнителя при заполнении им оболочки соответственно изменяется управляющий сигнал, с помощью которого регулируется перемещение обжимного устройства.
Предпочтительно совместное перемещение вытесняющего устройства, формирующего собранный в складки незаполненный участок оболочки, может при заполнении заполняемого наполнителем участка оболочки регулироваться в направлении подачи потока наполнителя в зависимости от отслеживаемого движения оболочки при извлечении ее из запаса. В этом случае управляющий сигнал, который, в частности, пропорционален величине извлечения оболочки или скорости подачи потока наполнителя, может формироваться, как описано выше. Совместное перемещение вытесняющих устройств и обжимного устройства может осуществляться с помощью общего привода или привода, обеспечивающего синхронные взаимосогласованные перемещения вытесняющего и обжимного устройств. Однако предпочтительно управление движением вытесняющего устройства и обжимного устройства осуществляется отдельными связанными приводами. Обжимное устройство может представлять собой простой или двойной клипсатор.
В принципе, скорость извлечения трубчатой оболочки может измеряться по всей длине заполняемого наполнителем участка, в частности, колбасного изделия. Однако когда вытеснитель сдвигается, воздействуя на оболочку для образования собранного в складки незаполненного участка оболочки и/или при вытягивании оболочки в процессе ее движения, скорость извлечения изменяется.
Кроме того, предпочтительно, чтобы скорость извлечения определялась только в пределах короткого промежутка времени и/или короткого участка длины трубчатой оболочки, так как при заполнении наполнителем соответствующих участков оболочки скорость потока наполнителя остается постоянной по меньшей мере приблизительно в пределах операции заполнения. Таким промежутком времени или участком длины и соответствующей управляющей или регулирующей логикой, в частности нечеткой логикой, может формироваться управляющий или регулирующий сигнал для совместного перемещения по меньшей мере одного обжимного устройства и потока наполнителя.
Далее изобретение описано более подробно со ссылкой на чертеж, на котором схематично показаны основные части устройства согласно изобретению.
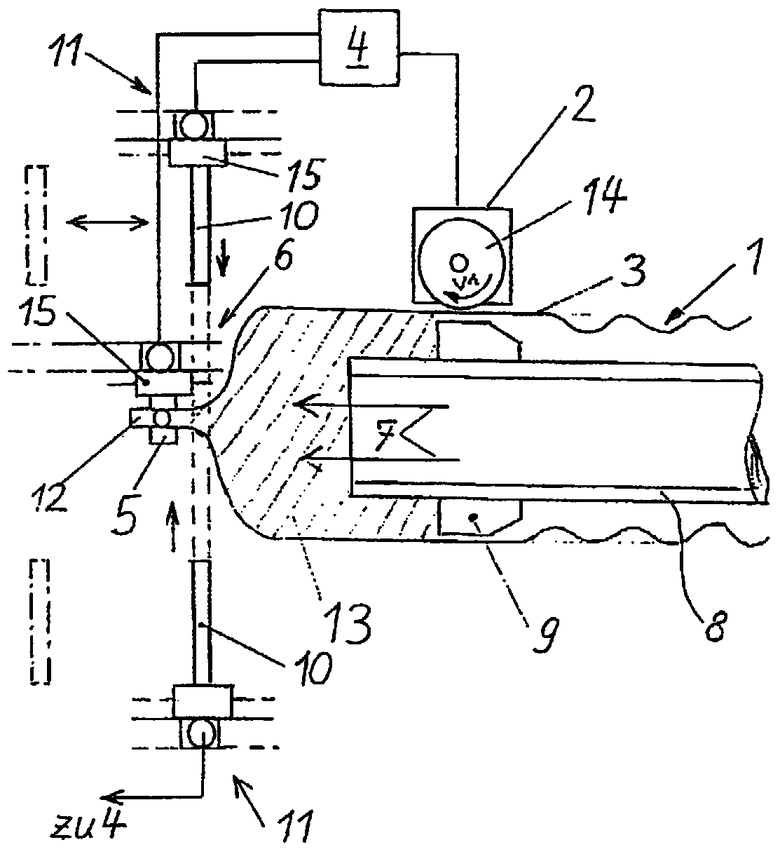
Устройство в соответствии с изображенным на чертеже вариантом его выполнения содержит наполнительную трубу 8, посредством которой наполнитель 7 с заданной скоростью вводится в заполняемый участок 13 оболочки. Заполняемый наполнителем участок 13 является частью оболочки 3, извлекаемой из устройства 1 подачи оболочки, в котором оболочка 3 находится, например, в сложенной гармошкой, подобно гусенице, форме. Для формования заполняемого наполнителем участка 13 оболочки, который перекрывается на его соответствующих концах, имеются вытесняющие устройства 10, одно из которых показано на чертеже. Вытесняющие устройства 10 формируют собранный в складки незаполненный участок 12 в начале и в конце соответствующего заполняемого наполнителем участка 13 оболочки. На чертеже показан собранный в складки участок 12 на переднем конце заполняемого участка 13.
Клипс, охватывающий собранный в складки участок 12, зажимается на нем с помощью обжимного устройства 5, которое может представлять собой узел зажимных щипцов. Обжимное устройство 5 может также представлять собой узел двойных зажимных щипцов.
Для обеспечения непрерывности процесса заполнения очередных заполняемых наполнителем участков 13 оболочки, в частности, колбасных изделий обжимное устройство 5 и предпочтительно также вытесняющее устройство 10 совместно перемещаются по существу параллельно направлению подачи наполнителя 7. Для управления таким совместным перемещением устройство содержит датчик 2, который отслеживает движение оболочки 3 при извлечении ее из устройства 1 подачи. Датчик может содержать считывающее колесо 14, скорость вращения которого зависит от скорости извлечения оболочки 3. Электрический сигнал считывания, пропорциональный указанной скорости вращения, передается на вычислительное устройство 4, которое может представлять собой электронно-вычислительную машину. Для удовлетворительного измерения скорости извлечения оболочки 3 считывающее колесо 14 может снаружи примыкать к растягивающему кольцу 9, которое охватывает наполнительную трубу 8 и по которому извлекается оболочка 3. В ходе операции заполнения оболочка 3 перемещается из устройства 1 ее подачи между растягивающим кольцом 9 и считывающим колесом 14.
Вычислительное устройство 4 формирует управляющий сигнал, с помощью которого управляется приводное средство 6 обжимного устройства 5 в зависимости от сигнала считывания, в частности от сигнала считывания, пропорционального скорости вращения. При заполнении заполняемого наполнителем участка 13 оболочки приводное средство 6 перемещает обжимное устройство 5 по существу параллельно направлению подачи наполнителя 7. С этой целью приводное средство 6 может содержать, например, шестерню, которая приводится в действие электродвигателем и которая посредством передачи перемещает каретку 15. Обжимное устройство 5 установлено на каретке 15. Каретка 15 может перемещаться по продольной направляющей параллельно направлению подачи наполнителя 7. Передача может быть выполнена в виде зубчатой ременной передачи или зубчатой рейки, входящей в зацепление с кареткой 15 и сцепленной с ведущей шестерней. Управление электродвигателем приводного средства 6 осуществляется управляющим сигналом, подаваемым вычислительным устройством 4. Такой управляющий сигнал в ходе операции заполнения вызывает синхронное совместное перемещение обжимного устройства 5 и заполняемого наполнителем участка 13 оболочки. Во время такого синхронного совместного перемещения производится операция обжатия, выполняемая обжимным устройством 5 с помощью клипса, который при обжатии охватывает собранный в складки участок конца заполненного наполнителем участка 13 оболочки.
Вытесняющее устройство 10 может также содержать соответствующее приводное средство 11, которое имеет по существу такую же конструкцию, что и приводное средство 6 обжимного устройства 5.
В ходе операции заполнения приводным устройством 11 осуществляется также совместное синхронное перемещение вытесняющего устройства 10 и заполняемого наполнителем участка 13 оболочки.
По завершении операции обжатия, при которой клипс при помощи обжимного устройства охватывает собранный в складки участок 12, обжимное устройство 5 и, при необходимости, вытесняющее устройство 10 возвращаются в свое соответствующее исходное положение для формирования собранного в складки участка 12 на другом конце заполненного наполнителем участка 13 оболочки, а также для обжатия другого конца заполненного наполнителем участка 13 оболочки установкой и зажатием клипса при помощи обжимного устройства 5. Эта операция выполняется так же, как описано выше, т.е. обжимное устройство 5 и, при необходимости, вытесняющее устройство 10 синхронно перемещаются совместно с наполнителем 7, непрерывно поступающим через наполнительную трубу 8. Второе вытесняющее устройство (подробно не показано) также перемещается описанным образом. Как пояснено выше, при заполнении наполнителем соответствующего участка 13 оболочки такое регулируемое совместное перемещение осуществляется в зависимости от отслеживаемого движения оболочки 3 по растягивающему кольцу 9, следовательно, синхронно с перемещением наполнителя 7.
Список условных обозначений
1 - устройство подачи оболочки
2 - датчик
3 - оболочка
4 - вычислительное устройство
5 - обжимное устройство
6 - приводное средство обжимного устройства
7 - поток наполнителя
8 - наполнительная труба
9 - растягивающее кольцо
10 - вытесняющее устройство
11 - приводное средство вытесняющего устройства
12 - собранный в складки участок
13 - заполняемый наполнителем участок оболочки
14 - считывающее колесо
15 - каретка.
Группа изобретений относится к способу и устройству для управляемого обжатия клипсом собранного в складки незаполненного участка трубчатой оболочки на ее заполняемом наполнителем участке посредством обжимного устройства с заполнением очередных участков подаваемым наполнителем и извлечением оболочки из ее запаса. Движение оболочки при ее извлечении отслеживают посредством датчика, на основании чего формируют управляющий сигнал для совместного перемещения обжимного устройства и наполнителя. Технический результат направлен на обеспечение точной установки клипса без неблагоприятного воздействия на процесс заполнения. 2 н. и 23 з.п. ф-лы, 1 ил.
1. Способ управляемого обжатия, по меньшей мере, одним клипсом собранного в складки незаполненного участка трубчатой оболочки на ее заполняемом наполнителем участке, включающий обжатие оболочки, по меньшей мере, одним клипсом посредством, по меньшей мере, одного обжимного устройства, заполнение очередного заполняемого участка наполнителем и извлечение оболочки из ее запаса, отличающийся тем, что между двумя следующими одна за другой операциями обжатия отслеживают движение оболочки (3) при ее извлечении в пределах короткого промежутка времени и/или короткого участка длины оболочки, формируют управляющий сигнал для совместного перемещения, по меньшей мере, одного обжимного устройства (5) и наполнителя (7) при заполнении им соответствующего участка (13) оболочки и обжимают клипсом собранный в складки незаполненный участок (12) во время указанного совместного перемещения.
2. Способ по п.1, отличающийся тем, что скорость движения трубчатой оболочки при ее извлечении определяют в процессе операции отслеживания.
3. Способ по п.1, отличающийся тем, что управляющий сигнал для совместного перемещения, по меньшей мере, одного обжимного устройства пропорционален поступательному перемещению наполнителя при заполнении им соответствующего участка оболочки.
4. Способ по п.2, отличающийся тем, что управляющий сигнал для совместного перемещения, по меньшей мере, одного обжимного устройства пропорционален поступательному перемещению наполнителя при заполнении им соответствующего участка оболочки.
5. Способ по п.1, отличающийся тем, что перемещение обжимного устройства имеет составляющую, приблизительно параллельную направлению потока наполнителя.
6. Способ по п.2, отличающийся тем, что перемещение обжимного устройства имеет составляющую, приблизительно параллельную направлению потока наполнителя.
7. Способ по п.3, отличающийся тем, что перемещение обжимного устройства имеет составляющую, приблизительно параллельную направлению потока наполнителя.
8. Способ по п.4, отличающийся тем, что перемещение обжимного устройства имеет составляющую, приблизительно параллельную направлению потока наполнителя.
9. Способ по любому из пп.1-8, отличающийся тем, что при заполнении соответствующего участка оболочки скорость перемещения обжимного устройства согласована со скоростью подачи наполнителя.
10. Способ по любому из пп.1-8, отличающийся тем, что соответствующие очередные заполняемые наполнителем участки оболочки заполняют непрерывно поступающим наполнителем.
11. Способ по п.9, отличающийся тем, что соответствующие очередные заполняемые наполнителем участки оболочки заполняют непрерывно поступающим наполнителем.
12. Способ по любому из пп.1-8, 11, отличающийся тем, что в зависимости от отслеживаемого движения трубчатой оболочки при ее извлечении дополнительно управляют перемещением вытесняющего устройства, которое расположено в конце собранного в складки участка оболочки и с помощью которого формируется соответствующий собранный в складки незаполненный участок оболочки.
13. Способ по п.9, отличающийся тем, что в зависимости от отслеживаемого движения трубчатой оболочки при ее извлечении дополнительно управляют перемещением вытесняющего устройства, которое расположено в конце собранного в складки участка оболочки и с помощью которого формируется соответствующий собранный в складки незаполненный участок оболочки.
14. Способ по п.10, отличающийся тем, что в зависимости от отслеживаемого движения трубчатой оболочки при ее извлечении дополнительно управляют перемещением вытесняющего устройства, которое расположено в конце собранного в складки участка оболочки и с помощью которого формируется соответствующий собранный в складки незаполненный участок оболочки.
15. Способ по п.1, отличающийся тем, что перемещением вытесняющего устройства управляют тем же управляющим сигналом, которым управляют перемещением обжимного устройства.
16. Способ по любому из пп.1-8, 11, 13-15, отличающийся тем, что, по меньшей мере, одно обжимное устройство и вытесняющее устройство перемещаются совместно с потоком наполнителя при заполнении им соответствующего участка оболочки посредством соответствующим образом присоединенных раздельных приводов.
17. Способ по п.9, отличающийся тем, что, по меньшей мере, одно обжимное устройство и вытесняющее устройство перемещаются совместно с потоком наполнителя при заполнении им соответствующего участка оболочки посредством соответствующим образом присоединенных раздельных приводов.
18. Способ по п.10, отличающийся тем, что, по меньшей мере, одно обжимное устройство и вытесняющее устройство перемещаются совместно с потоком наполнителя при заполнении им соответствующего участка оболочки посредством соответствующим образом присоединенных раздельных приводов.
19. Способ по п.12, отличающийся тем, что, по меньшей мере, одно обжимное устройство и вытесняющее устройство перемещаются совместно с потоком наполнителя при заполнении им соответствующего участка оболочки посредством соответствующим образом присоединенных раздельных приводов.
20. Устройство для управляемого обжатия, по меньшей мере, одним клипсом собранного в складки незаполненного участка трубчатой оболочки в конце заполняемого наполнителем участка оболочки, содержащее обжимное устройство для обжатия собранного в складки участка, по меньшей мере, одним клипсом, и устройство подачи оболочки, из которого оболочка извлекается при заполнении ее очередных участков, заполняемых подаваемым наполнителем, отличающееся тем, что оно снабжено датчиком (2) движения оболочки (3) при ее извлечении из устройства (1), выполненным с возможностью подачи между двумя следующими одна за другой операциями обжатия в пределах короткого промежутка времени и/или короткого участка длины заполняемой оболочки соответствующего сигнала считывания, причем к датчику (2) подключено вычислительное устройство (4), выполненное с возможностью формирования управляющего сигнала в зависимости от сигнала считывания, а обжимное устройство (5) подключено к приводному средству (6), управляемому управляющим сигналом и выполненному с возможностью перемещения обжимного устройства (5) по существу параллельно поступательному перемещению наполнителя (7).
21. Устройство по п.20, отличающееся тем, что управляющий сигнал пропорционален скорости движения оболочки (3) при ее извлечении и/или скорости подачи наполнителя (7).
22. Устройство по любому из п.20 или 21, отличающееся тем, что оно выполнено с возможностью осуществления обжатия, по меньшей мере, одним клипсом собранного в складки участка (12) оболочки при заполнении наполнителем ее участка (13) в процессе синхронного совместного перемещения обжимного устройства (5) и наполнителя (7).
23. Устройство по любому из п.20 или 21, отличающееся тем, что дополнительно снабжено приводным средством (11), обеспечивающим перемещение, по меньшей мере, одно вытесняющего устройства (10) по существу параллельно потоку подаваемого наполнителя (7) совместно с ним в зависимости от сигнала считывания от датчика (2).
24. Устройство по п.22, отличающееся тем, что дополнительно снабжено приводным средством (11), обеспечивающим перемещение, по меньшей мере, одного вытесняющего устройства (10) по существу параллельно потоку подаваемого наполнителя (7) совместно с ним в зависимости от сигнала считывания от датчика (2).
25. Устройство по любому из п.20 или 21, отличающееся тем, что приводные средства (6, 11) выполнены с возможностью возврата в исходное положение соответственно связанных с ними обжимного устройства (5) и вытесняющего устройства (10) после завершения операции обжатия оболочки клипсом.
| Приспособление для оплавливания стеклянных бус в электрической печи | 1928 |
|
SU20282A1 |
| DE 4412697 C1, 06.07.1995 | |||
| DE 202005020521 U1, 16.03.2006 | |||
| DE 202004007711 U1, 12.08.2004 | |||
| EP 0900528 A2, 10.03.1999 | |||
| US 5775985 A, 07.07.1998 | |||
| КЛИПСАТОР | 2000 |
|
RU2162638C1 |

